MCO系列离心压缩机装配工艺研究
2MCL457离心压缩机结构设计说明书
2MCL457离心压缩机结构设计东北大学2011年6月Design of 2MCL457 centrifugal compressorNortheastern UniversityJune 2011毕业设计(论文)任务书2MCL457离心压缩机结构设计摘要压缩机是用以提高各种气体压力的一种通用机械,是机械工业中量大面广的产品之一。
在国民经济许多部门中得到十分广泛的应用,几乎遍及工业、农业、交通运输、医疗卫生、国防、科研乃至人民生活的许多领域,尤其是在化工、合成、煤炭、石油、建筑施工、海洋工程等方面,更是必不可少的动力设备。
离心式压缩机主要应用于石油化工等领域,并且是石化装置中最关键最核心的设备之一,设备的可靠运行对整个石化装置的意义非常重大。
本课题主要是针对目前国内石化行业对离心式压缩机的需求,完成2MCL457型离心式压缩机的结构设计,并在压缩机的结构、效率等方面做一些优化和完善的工作,特别是对转子的制造和质量控制方面进行探究,以提高压缩机的性能水平和设计水平。
首先,对压缩机结构方案进行验证、选择,其中要进行压缩机结构型式的选择。
然后,完成技术选择和压力比的分配,进而确定压缩机的叶轮的主要参数。
从而确定压缩机整体的主要技术参数,再根据所得参数,计算出所需功率及电机轴功,选配电机。
根据给定的设计目标和相关标准要求,参考相关文献和资料进行设计计算,确定2MCL离心压缩机的基本参数,进而进行结构设计和强度校核。
在此基础上,完成产品的工程图纸,并完最终成产品设计。
其中,重点是对提高转子的制造质量进行探究,并在设计中予以关注。
关键词:空气压缩机;离心式;2MCL型;结构设计Design of 2MCL457 centrifugal compressorAbstractCompressor is used to increase the pressure of various gases as general machinery; the machinery industry is one of widely used products. Compressor in the national economy in many sectors are very widely used, almost every industry, agriculture, transportation, health care, national defense, scientific research and even in many areas of people's lives. Especially in the chemical, synthetic, coal, petroleum, construction, marine engineering, power equipment is essential. centrifugal compressor is mainly used in petrochemical industry, petrochemical plant and is the most critical one of the core equipment, equipment installation and reliable operation of the entire petrochemical very significant.The design should first conduct a literature search, access to relevant information and compressor references to verify the program on the compressor structure, options, including the 2MCL457 centrifugal compressor structure type selection and the choice of sports organizations. Especially in order to improve the performance level of the compressor and the design lever, experts explore the manufacture quality of the rotor.First, designers should select and validate the compressor structure program, which to conduct the selection of structure type compressor. Then, the technical choices and the distribution of pressure ratio determine the main parameters of the compressor impeller. designers calculate the required power and matching motor, then select the motor shaft power, according to the main technical parameters of the compressor as a whole and the basis of the parameters.According to a given design goals and related standards, reference documents and information related to the design calculations to determine 2MCL457 centrifugal compressor basic parameters for the structural design and strength check. On this basis, the completion of engineering drawings, and eventually into a complete product design. Also, focusing on the manufacture quality of the rotor.Key words: Air compressor; centrifugal type; 2MCL-type; structural design目录毕业设计(论文)任务书 (I)摘要 (II)Abstract (III)第1章绪论 (1)1.1 压缩机简介 (1)1.1.1 压缩机的分类 (1)1.1.2 压缩机的用途 (3)1.2 国内外发展现状 (4)1.2.1大流量离心压缩机研究现状 (4)1.2.2小流量离心压缩机研究现状 (7)1.2.3 压缩机的新发展 (7)1.3 本课题研究的意义与内容 (9)第2章工作原理与结构设计 (11)2.1 离心压缩机的工作原理 (11)2.1.1 离心压缩机的主要特点 (11)2.2 压缩机的结构设计及方案选择 (12)2.2.1离心式压缩机的主要结构 (12)第3章主要技术参数的设计与计算 (14)3.1 级数选择和各级压力比的分配 (14)3.1.1 级数的选择 (14)3.1.2流量系数的选择 (14)3.1.3理论能量头的计算 (14)3.1.4轮阻损失与漏气损失系数比的选取 (15)3.1.5总能量头的计算 (15)3.1.6多变效率ηpol的选取 (16)3.1.7各级压力比的选择 (16)3.2 叶轮主要参数的确定 (17)3.3 工作气体各个参数的确定以及电动机的选择 (17)3.3.1 各级出口压力的计算 (17)3.3.2 出口温度的计算 (18)3.3.3 各级进口流量及出口流量的计算 (18)3.3.4 等熵指数的kv2选取 (19)3.3.5 叶轮出口相对宽度的计算 (19)3.3.6 电机的选择 (20)3.4 主轴的校核 (20)第4章单轴多级离心压缩机转子的制造与质量控制研究(专题)22 4.1 转子的简介及组成 (22)4.2 叶轮的加工方案及质量控制 (22)4.2.1缺陷的类型和分析 (22)4.2.2缺陷处理方法的探讨 (23)4.2.3补焊处理 (24)4.3主轴的加工 (25)4.3.1主轴的特点 (25)4.3.2主轴的材料 (26)4.3.3主轴的加工 (26)4.3转子动平衡方案的选择 (26)4.3.1高、低速动平衡方案的确定 (27)4.3.2动平衡精度的确定 (28)第5章环保及经济性分析 (30)第6章结论 (31)参考文献 (32)致谢 (34)附录 (35)第1章绪论1.1 压缩机简介压缩机是用以提高各种气体压力的一种通用机械,是机械工业中量大面广的产品之一。
离心压缩机生产装配工艺流程

离心压缩机生产装配工艺流程英文回答:Centrifugal compressors are widely used in various industries for compressing air, gases, and refrigerants. As a production assembly technician, my role is to ensure that the centrifugal compressors are manufactured and assembled according to the established process. Here is a step-by-step guide on the production assembly process ofcentrifugal compressors.1. Component Preparation:Before starting the assembly, all the components required for the centrifugal compressor are prepared. This includes checking the quality and quantity of each component, ensuring that they meet the specifications and standards. For example, I would inspect the impeller blades, diffuser vanes, and shafts to ensure they are free from any defects or damages.2. Assembly of Major Components:The major components of a centrifugal compressor include the impeller, diffuser, casing, and shaft. I would start by mounting the impeller onto the shaft, ensuring proper alignment and balance. Then, I would assemble the diffuser vanes onto the casing, ensuring they are positioned correctly for optimal airflow. Finally, I would attach the casing to the impeller-shaft assembly, ensuring a secure fit.3. Sealing and Lubrication:To ensure efficient operation and prevent leakage, I would apply sealing materials, such as gaskets or O-rings, at appropriate locations. Additionally, I would lubricate the bearings and other moving parts to reduce friction and wear. This step is crucial for the longevity and performance of the centrifugal compressor.4. Electrical Connections:Centrifugal compressors often require electrical connections for motor operation and control. I would carefully connect the electrical wires to the designated terminals, following the wiring diagram or instructions provided. It is important to ensure proper insulation and secure connections to avoid any electrical issues.5. Testing and Quality Assurance:Once the assembly is complete, the centrifugal compressor undergoes rigorous testing to ensure its performance and reliability. This includes conducting pressure tests, checking for any abnormal vibrations or noises, and verifying the compressor's efficiency. If any issues are identified, adjustments or repairs are made before the final product is approved for shipment.中文回答:离心压缩机广泛应用于各个行业,用于压缩空气、气体和制冷剂。
简析大型离心压缩机的安装工艺及质量控制

简析大型离心压缩机的安装工艺及质量控制摘要:随着我国经济的快速发展,各种科学技术也得到了优化,工业化水平也得到了快速的提升,越来越多的科学技术被运用于工业生产之中,而大型的离心压缩机是现代工业生产当中最普遍的设备之一。
大型离心压缩机成为现代石油化工业的重要设备,在工业生产当中,发挥着越来越重要的作用。
本文阐述了大型离心压缩机概念,分析了大型离心压缩机安装的工艺,基于此,探究了大型离心压缩机的质量管控措施。
关键词:大型离心压缩机安装工艺质量控制前言:大型离心压缩机成为石油化工行业的重要生产设备。
由于大型离心压缩机功率大、转速高、一次性投资高,因此,在使用过程当中是以单机配置的状态没有备用机,一旦发生了故障,将会导致企业生产停滞。
为此,大型压缩机的制造、组建、安装以及试运行等多个环节都要进行严格的把控,这些将直接关系到设备的后期运行。
一、大型离心压缩机概述离心式压缩机是一个非常精密和复杂的设备,其主要的作用是能对气体介质进行加压,并匹配相对应的装置工艺。
压缩机通常通常由两个部分组成:转子和定子共同组成,其中转子包括了平衡板、主轴和叶轮等部件;而定子则包括了蜜封、隔板和机壳等,而电动机或者汽轮机会带动着压缩机进行旋转,那么,旋转的过程当中就会产生离心力的作用,气体随着叶轮和扩压器刘速增加,使得气体能够快速的流畅通过,而失去了大量气体后就会变得十分的稀薄,由此,增加压缩机自身的压力,在气体快速转动的过程当中,离开叶伦。
而气体在扩压器的作用之下进行能量转换,使得转速在不断的减慢,这样,气体的转动动能就被转换成了压缩机本身的静止的压缩能,进而提高气体介质压力[1]。
大型离心压缩机主要利用叶轮来控制气流,由此产生的气体,使得被压缩的气体速度、压力以及温度得到良好的控制。
当气体进入到扩压器之后,会大大降低机器的运行效率,由此增大了压力。
而运行的过程需要多级结构并运用规范的方式进行操作,装配之前需要检测仪器设备的配件是否完好,压缩机的中各项零件是否符合压缩机的结构要求。
MCL离心式压缩机安装

用压铅丝法测量下机壳密封间隙
铅丝
轴端密封
离心压缩 机一般采用如 下几 种形式的 密封系统:迷 宫密封、碳环 密封、干气密 封
平衡盘密封
压缩机平衡盘上装有平 衡盘密封,这是为了尽 量减少平衡盘两边的气 体泄漏,并能有效的减 小气体激振对转子的影 响。对压缩机,其作用 是减少压缩机最终出口 和压缩机平衡气腔间的 气体泄漏。
隔板安装
隔板安装
将水平打表架工装放于机 壳中分面上,装上百分表 (中分面一定要擦干净,不 得有毛刺、硬点,否则影 响打表精度),向隔板中分 面平推,测量隔板高低, 然后再测对面位置,如图 所示,采用同样方法测量 上机壳与隔板,测量数据 应符合出厂合格证明书要 求
支撑轴承、转子安装
机组内的轴承均为滑动轴承,按照受力方向不同分为 支撑轴承与止推轴承
级间密封:采用迷宫密封,减少各级气体回流,采用锻铝 制成,用这种较软的材料是为了避免动静接触时损坏轴套 和叶轮,为避免由于热膨胀而使密封变形发生抱轴事故, 一般将密封体做成L型卡台;
平衡盘密封:平衡盘上装有平衡盘密封,减少两边气体泄 漏,并能有效减少气体的激振对转子的影响,平衡盘密封 分为:迷宫密封、蜂窝密封;
用液压拉伸或专用扭矩扳手按厂家规定顺序按要求分 次紧固;
机体闭合后盘车应无异响
涂密封胶
精找正、对中
以基准设备为基准,按照厂家提供的冷态对中曲线进 行找正、对中
找正、对中合格后应对机组各滑销、定位、导向机构 进行检查与调整
猫爪连接螺栓
连接螺栓 下缸猫爪 支座
水平键
轴端密封:迷宫密封、碳环密封、干气密封
级间密封
压缩机级间密封采用迷宫密封,在压缩机各级叶 轮进口圈外缘和隔板轴孔处,都装有迷宫密封, 以减少各级气体回流。迷宫密封是采用铝制成, 用这种较软的材料主要是为了避免损坏轴套和叶 轮。
MCL、BCL、MCO型压缩机装箱单的编制设计

MCL、BCL、MCO型压缩机装箱单的编制设计作者:周明来源:《科学与财富》2015年第31期摘要:讨论了MCL、BCL、MCO型压缩机装箱单编制设计的目的,指出了MCL、BCL、MCO型压缩机各个部分在装箱单中的编制说明,详细规范了MCL、BCL、MCO型压缩机装箱单的编制设计。
关键词:包装;结构;压缩机1.前言压缩机根据外观、结构、功能,分为MCL、BCL、MCO型压缩机,每种类型压缩机的成套包装又分为主机部分、底座部分、专用工具部分、油管路部分、备件部分、随机资料部分、产品配套件部分,所以对于每种类型压缩机的装箱单编制设计,需要根据不同结构和外观来进行设计。
2. MCL、BCL、MCO型压缩机装箱单编制设计2.1主机部分①主机整体包装时,联轴器单独包装后放在整体包装箱;主机两缸或两缸以上,单缸整体包装时,联轴器随相应的单缸主机箱包装;主机与底座分包时,联轴器单独包装后随联轴器护罩箱包装。
看联轴器协议的供货范围确认是否有联轴器备件及备件包含的内容,并列入备件包装箱内。
② BCL、MCL型压缩机无论与底座整体包装还是分体包装,出风口处的法兰、垫片及紧固件都不安装。
③ MCL型压缩机整包时定子明细里的导杆列入主机箱的散件箱内,分包时则放在定子中分面散件箱内。
④ MCL型压缩机整体包装时,在主机箱内要列出:安装在主机上的一次平衡气管;各进、排气管;两端轴承进、排油口;排凝口、排渣口,导淋口;排油器进、回油口处的法兰(焊在管子上的不列),螺栓,螺母(看定子明细及图)。
各管口处的垫片除了椭圆垫、凸面石棉垫片及(SH3403-96)钢垫片安装在主机上以外,其它的都放在主机箱内的散件箱。
⑤ MCL型压缩机上、下定子分包时,定子明细里中分面零件与定子轴承区的零件分两箱包装,定子中分面零件箱或定子轴承区零件箱的净重不能超过2吨,若超出分箱包装。
Ⅰ定子中分面零件箱:包括导杆及所有的中分面拆下的散件,端盖箱,若有保护盖,列保护盖箱。
最新压缩机结构、工艺及检验模式.pdf

椭圆瓦轴承或可倾瓦轴承,凡是直径相同的均可在轴承座内互换。 在轴承箱进油孔处装有节流阀,根据运转时轴衬温度高低来调整节流阀的开 度控制进入轴衬的油量。带有压力的润滑油进入轴衬进行润滑,同时带走产生的 热量。 1)、椭圆轴承 椭圆轴承体由锻钢制成,以水平中分面为界分为上下半,用 盲销钉定位。在轴承体上有止动销钉防止轴承转动。轴承孔内表面浇铸一层轴承 合金,轴承侧间隙(单侧)等于顶间隙,形成椭圆孔。 2)、可倾瓦轴承 可倾瓦轴承有五个轴承瓦块, 等距地安装在轴承体的槽内, 用特制的定位螺钉定位,瓦块可绕其支点摆动,以保证运转时处于最佳位置。 瓦块内表面浇铸一层轴承合金,由锻钢制造的轴承体以水平中分面分为上下 两半,用销钉定位,螺钉固紧。为防止轴承体转动,在上轴承体的上方有防转销 钉。 B、止推轴承 止推轴承的作用是承受压缩机没有完全抵消的残余轴向推力,以及承受齿轮 联轴器产生的轴向推力。根据需要止推轴承装在支撑轴承的内侧或外侧的同一轴 承箱内。 止推轴承是双面止推的,其轴承体水平剖分为上下两半。两组止推元件,每 组有 6 或 8 个止推块置于旋转的推力盘两侧。在一组止推元件的背面,有用以调 整止推轴承间隙的调整垫片。止推块工作表面浇铸一层轴承合金,止推块等距离 装在止推环上用定位螺钉定位。止推块可绕其支点倾斜,使各止推块均匀承受轴 向推力,工作时润滑油形成油膜。
6
2、隔板 隔板的作用是把压缩机每一级隔开, 将各级叶轮分割成连续性流道, 隔板相邻的面构成无叶扩压器通道,来自叶轮的气体通过扩压器把一部分动能转 换为压力能,隔板的内侧是回流室。气体通过回流室返回到下一级叶轮的入口。 回流室内侧有一组导流叶片,可使气体均匀地进到下一级叶轮入口。
压缩机装配工艺规范
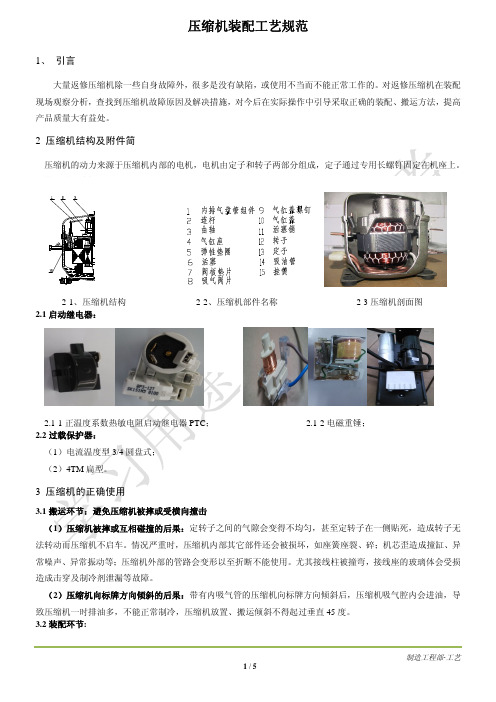
1、引言大量返修压缩机除一些自身故障外,很多是没有缺陷,或使用不当而不能正常工作的。
对返修压缩机在装配现场观察分析,查找到压缩机故障原因及解决措施,对今后在实际操作中引导采取正确的装配、搬运方法,提高产品质量大有益处。
2 压缩机结构及附件简介2.1-1正温度系数热敏电阻启动继电器PTC 2.1-2电磁重锤;2.2过载保护器:(1)电流温度型3/4圆盘式;(2)4TM扁型。
常噪声、异常振动等;压缩机外部的管路会变形以至折断不能使用。
尤其接线柱被撞弯,接线座的玻璃体会受损造成击穿及制冷剂泄漏等故障。
(2)压缩机向标牌方向倾斜的后果:带有内吸气管的压缩机向标牌方向倾斜后,压缩机吸气腔内会进油,导致压缩机一时排油多,不能正常制冷,压缩机放置、搬运倾斜不得起过垂直45度。
3.2装配环节:(1)防止焊堵:焊接压缩机排气管与系统管路时,插接深度不宜过浅;避免任意扩大外管;不要用大火长时间地加热;避免焊料熔化后从焊接间隙流下造成排气管焊堵。
一旦排气管路焊堵,压缩机工作产生的高压会造成密封垫破、吸气阀片断等缺陷,造成压缩机不排气。
(2)防止烘烤不当:焊接火焰不要长时间烘烤压缩机外壳,以避免高热使压缩机内的塑料消音器及绝缘材料变形、熔化。
(3)防止吸潮气或杂质:压缩机拔去胶堵后,应尽快焊接,包括对因箱体问题拆下的压缩机。
避免让压缩机管敞口时间过长,避免将大气做工质或在潮湿环境中运行,尤其是使用R134a工质的压缩机。
否则,容易造成潮气或杂质侵入,造成油吸潮变质,符合R134a要求的零件被污染、阀组积碳等缺陷,使系统不能正常工作。
(4)压缩机的减振:为获得良好的安装效果,应保证螺母和衬套之间的间隙,使压缩机传到底板上的振动减弱,另外还应保证橡胶垫和平垫片之间的间隙。
把橡胶减震块夹在与压机排气管相连的冷凝管上那一部分。
(5)TSD 的正确使用:TSD不能应用在带有与温控器并联元件的制冷系统中,即必须保证在温控器断开后,TSD不再通电。
离心压缩机生产装配工艺流程

离心压缩机生产装配工艺流程英文回答:Centrifugal compressors are widely used in various industries for compressing gases. The production and assembly process of centrifugal compressors involves several steps to ensure the final product meets the required specifications and quality standards.Firstly, the manufacturing process begins with the procurement of raw materials. This includes sourcing high-quality metals, such as steel or aluminum, for the compressor components. The raw materials are carefully inspected to ensure they meet the necessary standards for strength and durability.Once the raw materials are obtained, the next step is to prepare them for the assembly process. This involves cutting, shaping, and machining the materials into the required shapes and sizes. For example, the compressorimpellers, which are crucial components for compressing the gas, are carefully machined to achieve the desired dimensions and surface finish.After the components are prepared, they are then assembled together to form the compressor unit. This involves fitting the impellers, diffusers, and other components into the compressor casing. The assembly process requires precision and attention to detail to ensure all the components are properly aligned and secured.Once the compressor unit is assembled, it undergoes rigorous testing to ensure its performance and reliability. This includes testing the compressor's efficiency, pressure ratio, and overall performance under different operating conditions. Any issues or defects identified during the testing phase are addressed and resolved before the final product is released for use.In addition to the production and assembly process, quality control plays a crucial role in ensuring the reliability and performance of centrifugal compressors.Quality control measures include regular inspections, testing, and adherence to industry standards and regulations. This helps to identify any potential defectsor deviations from the required specifications and allowsfor corrective actions to be taken.Overall, the production and assembly process of centrifugal compressors involves careful planning,precision machining, meticulous assembly, and thorough testing. This ensures the final product meets the necessary quality standards and performs reliably in variousindustrial applications.中文回答:离心压缩机的生产装配过程包括多个步骤,以确保最终产品符合所需的规格和质量标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、转子组装与平衡
⑦转子的超速试验 转子进行最大连续110﹪的超速试 验,时间为 3 分钟,震动速度为前支撑 为1.9mm/s后支撑为1.8mm/s。
三、半开式叶轮与形环的装配
1、转、定子装配
利用工装假轴、假套、及找正工具 试装端法蓝,保证上下端法蓝把合后, 其外圆止口(装蜗壳处)及端面(与叶 轮及扩压器相临处)的打表值符合设计 图样要求。装蜗壳于端法蓝上,测量内 孔尺寸及蜗壳与型环相配合的定位尺寸。 实际装配发现蜗壳与端法蓝有过盈而无 间隙决定将蜗壳内孔止口车出间隙,保 证了装配。
四、机组试车
由于上述过细的工作和 科学的方法,使机组试车一 次成功。
五、总 结
1、设计方面
A、半开式叶轮进口侧应给出去重位置(如叶 片非工作面允许磨削等) B、半开式叶轮与轴经向配合公差不应有过盈, 而应给出间隙配合。 C、流线罩与叶轮经向配合公差不应有过盈, 而应给出间隙配合。
1、设计方面
G)型环经向间隙的确定采用塞尺与压铅丝相结合的 方法,以压铅丝法为准,具体方法是将铅丝截成 30mm长,铅丝直径应是要求重大间隙的2倍,弯成U 形状压在叶片上用胶布粘好,铅丝在叶片上分三段 布置(即里侧、中部、外侧),然后吊起型环与蜗 壳对称把紧,松开吊下型环,检查铅丝厚度,第一 次检测情况是里侧最大 1.98mm最小0.73mm中部最大 2.05mm 最小 0.73m1.01 外侧最大 2.35mm 最小 1.25mm, 检测尺寸分析型环外侧偏小,整个型环偏心,决定 修整型环,数控编程车偏心,这样保证间隙。设计 间隙根据实际情况有些小,所以设计将间隙改成 2.75—3.25mm,经过几次调整最终达到设计要求。
A、半开式叶轮与轴把合时应提出把紧防转 工装。 B、流线罩装配太困难,以后应增加工装。 叶轮与轴止口定位配合用的研磨工具公差 不应有过盈,端面应有垂直度要求。 C、转子装配周转架支撑应采用聚已稀板固 定上。
2、工艺方面
D、型环间隙检查应在指令单上明确给 出压铅法。 E、由于 MCO 系列转子我厂高速平衡机 规格所限,所以不能进行转子高速动 平衡。请尽快解决购买高速平衡机。
3、型环间隙的配制
D)测量型环法兰厚度,并装上调整垫片,试 装型环。 E)测量型环端面到蜗壳与型环相邻端面的高 度值B。 F)根据 A、B 两值及调整垫片厚度,型环轴向 间隙要求,计算型环调整垫片厚度及垫片磨 削量。设计要求型环轴向间隙为1.75— 2.25mm,实际配的间隙为 mm。
3、型环间隙的配制
3、应注意的主要问题
A、半开式叶轮平衡、超转问题 B、半开式叶轮与轴装配问题 C、转子低速动平衡问题 D、转子低速动平衡问题 E、转子高速动平衡问题 F、型环间隙配制与调整问题
3、应注意的主要问题
D、流线罩与叶轮把合后应增加销子定位。 E、半开式叶轮与轴配合应给出 2个顶丝孔(以 便拆轮用)。 F、半开式叶轮与轴把合时应考虑把紧防转问 题(如轴套端面增加螺孔以把工装) G、流线罩应增加吊装螺孔以便吊装用,因太 重(41kg),装配太困难。 H、环与叶轮间隙应针对这样大型产品合理的 给大一些。
2、转子组装与平衡
⑥转子高速动平衡:由于我厂高速动平衡机满足不了 要求,只好外协杭汔进行。先进行低速800rpm平衡 校验,检查转子低速平衡情况,震动速度小于 1.5mm/s,确认可以升速到重大连续转速 5759rpm, 到转速后前支撑为 1.5mm/s,后支撑为 1.2 mm/s, 要求1.5mm/s,以达到要求。然后装流线罩,流线 罩与叶轮止口配合采用0.05mm间隙配合。装上后打 表经向为0.15—0.20mm,现场无法修整,只好把紧 后对应做标记,进行带流线罩后的高速动平衡,平 衡结果,前支撑为2.7mm/s后支撑为3mm/s,根据 实际情况在流线罩上去了5.6g,再进行高速动平衡, 平衡结果,前支撑为2.3mm/s后支撑为2.7mm/s, 经分析研究决定在半开式叶轮上去 5g,再进行高速 动平衡,平衡结果,前支撑为 0.6mm/s 后支撑为 0.4mm/s,整个转子高速动平衡完全达到要求。
3、大型半开式叶轮的超转
A:工装轴与实验机的安装 首先将自制的 ZC01 卧式超速试验机 的滑动轴承装于轴承座上按工装轴轴径 调整好间隙及过盈,并配好油密封间隙, 将叶轮与工装轴吊到试验机上,联接联 轴器,扣大盖,抽真空,润滑油调节, 启动电机 。
3、大型半开式叶轮的超转
B:超转程序 叶 轮 的 超 转 程 序 为 1 0 0 0 rpm, 3000rpm,5000rpm, 工 作 转 速 5411rpm超转转速 6223rpm,超转时间 1分钟。
2、转子组装与平衡
②叶轮与轴配合止口的研磨:采用研磨工具分 别对叶轮止口轴止口进行研磨,检查叶轮与 轴配合止口经向及端面的接触情况,研磨后 完全达到要求。 ③半开式叶轮与转子的装配:将装配好的转子 平吊于装配周转架上,将半开式叶轮吊装工 装把在叶轮上,然后吊起叶轮装于轴上,拧 上 M30 螺钉,先对称预把紧,再用力矩板子 按图样要求把紧。 ④转子打表:在打表机床上对转子进行打表, 各部尺寸均达到图样要求。
1、组合工装轴的设计与平衡
C:组合工装轴的计算 为保证大型半开式叶轮超速过关, 我们对工装轴装轮进行了设计临界转速 计算,确定了工装轴的可靠性。 D:组合工装轴的平衡 工装轴制造后对其进行了单独动平 衡,平衡精度小于0.5ū 。
2、大型半开式叶轮的动平衡
A:叶轮与工装轴组装 首先对叶轮凸台止口尺寸及工装轴凹槽 止口尺寸进行实测,将工装轴凹槽加热,保 证装配间隙在 0.10 左右,然后将叶轮平放, 吊轴立装于叶轮上,并用螺栓把紧。 B:叶轮与工装轴打表 将叶轮与工装轴吊到打表机床上对叶轮 进行外圆及径向打表,确认叶轮是否装正。
2、转子组装与平衡
A:二、三、四级叶轮组装与平衡 首先对主轴进行平衡,不去重,试加 量不去掉。装4级叶轮,打表,平衡,此时 将主轴上剩余量去掉一半,在叶轮上去重。 然后装二、三、级叶轮,打表,平衡,此 时将主轴上剩余量全去掉,在叶轮上去重。 叶轮与轴采用热装方法,立装方式,吊轮、 吊套、吊平衡盘、吊主轴均采用新设计的 专用工装进行组装。要求剩余不平衡量 3157gmm。
二、转子的组装
1、转子的主要参数
转子由四级叶轮组成,其中一级叶 轮为半开悬背式,转子支撑中心间距为 2685mm,总长为 3897mm,转子重量为 3805kg,支撑轴径为 ф 200mm,联轴器 为1:20锥孔膜片联轴器,叶轮最大直径 ф 1280mm, 其 它 三 级 叶 轮 直 径 ф 1000mm,一级叶轮悬背长度为 922mm (从支撑点向外)。
1、组合工装轴的设计与平衡
B、组合工装轴的设计 经分析研究我们选择在自制的ZC01卧式 超速试验机上进行叶轮的超速,在RL50UB 平衡机上进行叶轮的平衡,工装设计成即能 平衡又能超速的双功能的组合工装轴,采用 转子装轮结构将叶轮止口定位把合到组合工 装轴上的结构,这样考虑到叶轮与实际转子 的真实性。组合工装轴长1840比以往的工装 轴都长的多,这是由于自制的ZC01卧式超速 试验机所决定。
2、转子组装与平衡
B:去磁与测电跳 为保证试车时不受残磁及电跳 的影响,我们对轴径测震区进行了去 磁与测电跳。
2、转子组装与平衡
C:大型半开式叶轮与转子的装配 ①叶轮与轴配合尺寸确定: 叶轮外止 口 ф 195 轴上内止口 ф 195 过盈 0.017—0.044 间隙0.002—0.029,实 际测量有0.06的过盈,工艺原采用轴 止口处进行加热,实际是不合适的, 因为无有合适的方法,经与设计现场 研究,将过盈改为间隙0.02的配合。
3、大型半开式叶轮的超转
C:叶轮超转后的检验 叶轮变形量的检验 ----- 我们对大型半开式叶 轮变形量是以叶轮外圆为准的,这次超转前 测量尺寸是 ф 1280mm,超转后测量尺寸是 ф 1280mm,完全达到标准要求。 叶轮着色检验 ----- 经过对叶轮的全面着色检 验,完全达到标准要求。 叶轮喷砂 ------ 为确保着色检验的真实性和提 高产品质量,我们对叶轮进行了喷砂。
2、转子组装与平衡
⑤转子低速动平衡:由于我厂 9 吨, 12.5 吨平衡机不 能使用(没有检修好),所以外协沈阳水泵厂进行 转子低速动平衡,首先确定平衡方法,选择了标准 平衡型中第2种形式,即abc网络的确定,联轴器端, 从轴承支撑中心到第一个叶轮端面为 a,第一个叶 轮端面到半开式叶轮轴盘为 b,从半开式叶轮轴盘 到轴承支撑中心为c,abc网络的确定是很重要的。 否则无法平衡。进行低速800rpm平衡,检查转子低 速平衡情况,结果是半开式叶轮叶片侧去了 6g,轴 盘侧去了 5g,转子平衡精度要求为 4108gmm,为不 破坏未装半开式叶轮前的平衡,我们决定这次平衡 只在半开式叶轮上确定两个修正面进行平衡去重, 这是与以往平衡方法所不同的。
请提出宝贵意见
2004 12
D、流线罩与叶轮把合后应增加销子定位。 E、半开式叶轮与轴配合应给出2个顶丝孔(以 便拆轮用)。 F、半开式叶轮与轴把合时应考虑把紧防转问 题(如轴套端面增加螺孔以把工装) G、流线罩应增加吊装螺孔以便吊装用,因太 重(41kg),装配太困难。 H、环与叶轮间隙应针对这样大型产品合理的 给大一些。
2、工艺方面
MCO系列离心压缩机装配工 艺研究
项目负责人:刘善
近年来,我厂已先后生产了几台MCO系列离 心压缩机,如Z1、Z3、H425等。今年,我厂又有 数台MCO系列离心压缩机的设计及制造任务,由 于MCO系列离心压缩机为我厂自行开发的重大科 研产品,无论从设计到制造及试车技术均不太成 熟,从Z1、Z3、H425的生产过程中跟踪服务可以 看到,设计、工艺均有改进、改善之处,特别是 在转子装配、打表及平衡和高速动平衡方面均有 别于其他离心压缩机,半开叶轮的平衡及超速试 验,半开叶轮装于转子后的去重位置,半开叶轮 行环间隙的检测及调整,机组的找正及试车方式 等,均有待改进完善。
2、扩压器与蜗壳,蜗壳与型环装配