铝基板系列(喷锡铝基板)
铝基板工艺制作流程
结合力不及黑化处理的表面。
两种工艺的线拉力有较大差异。
(五)排压板工艺
工艺简介:压板就是用半固化片将外层铜箔与内层
,以及各内层与内层之间连结成为一个整体,成 为多
层板。
P.P.
銅箔 copper foil
工艺原理:利用半固化片的特性,在一定温度下融
化,成为液态填充图形空间处,形成绝缘层,然后进一 步加热后逐步固化,形成稳定的绝缘材料,同时将各线 路各层连接成一个整体的多层板。
C-Stage:压板过程中,半固化片经过高温熔化成为液体, 然后发生高分子聚合反应,成为固体聚合物,将铜箔与基材 粘结在一起。成为固体的树脂叫做C-Stage。
Resin——树脂 Varnish——胶液 Prepreg——半固化片
Laminate——层压板
排板流程:
(半固化片)PREPREG (內層線路板)PCB
单面双层板
单层板
双层板
线路层 绝缘层 铝基层
四层板
六层板
八层板
按表面处理方式来划分:
沉金板 化学薄金
化学厚金
选择性沉金
电金板 全板电金
金手指
选择性电金
喷锡板 熔锡板 沉锡板
沉银板 电银板 沉钯板
有机保焊 松香板
铝基PCB
是怎样
做成的 ?
单面铝基板工艺流程
开料→IQC检查→线路磨板→贴干膜(丝印湿膜)→线路
相同
铝基银桥线路板工艺流程
文字前的工艺制作流程与前面几种工艺制 流程相同→印刷桥油(热固油墨)→高温 固化→印刷银油→高温固化→印刷保护油 (热固油墨)→高温固化→印刷文字→文 字固化→后工序制作流程与前面几种工艺 制作流程相同
二、流程简介
铝基板制作流程
PPT文档演模板
2020/12/21
铝基板制作流程
競華電子(深圳)有限公司
A+PCB Electorics(Shen Zhen)Co.,LTD
一、鋁基板制程
• 1、噴錫流程:
來料檢查→ 一次沖/ 鑽孔→圖形轉移→圖形 檢查→蝕刻→退膜→蝕檢→阻焊制作→ 打定 位孔→字符制作→噴錫→噴錫檢查→單面磨 板(依客戶要求而定)→ V-CUT/成型→通斷 測試→高壓測試→FQC、FQA→包裝入庫
Baking is required after stripping.
D 、所有铝基板均不能进行手动蚀刻;
No manual etching is allowed.
E 、如有蚀刻不净的板子,可进行快速过机返蚀;
If etching was not well done, re-etch is needed quickly.
thickness according to lot card.
PPT文档演模板
铝基板制作流程
Байду номын сангаас 競華電子(深圳)有限公司
A+PCB Electorics(Shen Zhen)Co.,LTD
• 2.2一次冲/ 钻孔One-time Hole-punching/drilling A、一次冲/ 钻孔主要冲管位孔和工艺孔,孔位和孔徑均
temperature.
a 、对位前应认真检查板面是否有感光油堆积及不均匀,如有且多则应及
时返工;
Before registration, it is necessary to seriously check if the sensitization oil
accumulates on the board surface or is uneven. If there is a lot of sensitization
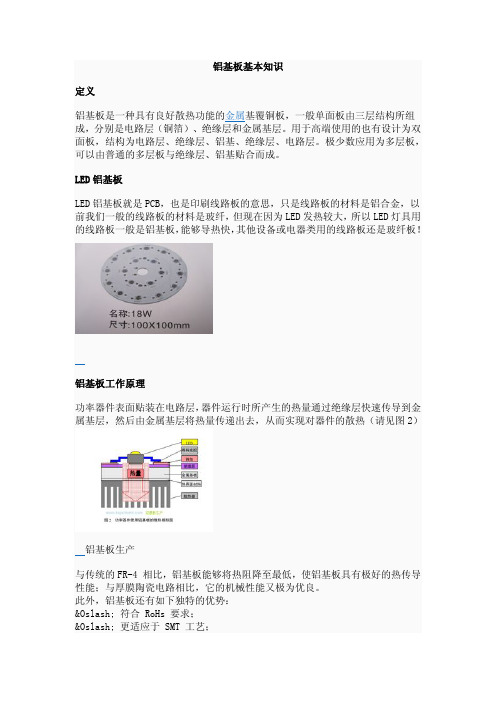
铝基板基本知识
铝基板制作工艺流程
领料——剪切 2、 开料的目的 将大尺寸的来料剪切成生产所需要的尺寸 3、 开料注意事项 ① 开料首件核对首件尺寸 ② 注意铝面刮花和铜面刮花 ③ 注意板边分层和披锋
二、 钻孔
1、 钻孔的流程 打销钉——钻孔——检板 2、 钻孔的目的 对板材进行定位钻孔对后续制作流程和客户组装提供辅助 3、 钻孔的注意事项 ① 核对钻孔的数量、空的大小 ② 避免板料的刮花 ③ 检查铝面的披锋,孔位偏差 ④ 及时检查和更换钻咀 ⑤ 钻孔分两阶段,一钻:开料后钻孔为外围工具孔 二钻:阻焊后单元内工具孔
八、FQC,FQA,包装,出货
1、流程 FQC——FQA——包装——出货 2、目的 ① FQC 对产品进行全检确认 ② FQA 抽检核实 ③ 按要求包装出货给客户 3、注意 ① FQC 在目检过程中注意对外观的确认,作出合理区分 ② FQA 真对 FQC 的检验标准进行抽检核实 ③ 要确认包装数量,避免混板,错板和包装破损
金属基层 绝缘金属基板采用何种金属,需要取决于金属基板的热膨胀系数,热传导能力, 强度,硬度,重量,表面状态和成本等条件的综合考虑。 一般情况下,从成本和技术性能等条件来考虑,铝板是比较理想的选择。可供选 择的铝板有 6061,5052,1060 等。如果有更高的热传导性能、机械性能、电性 能和其它特殊性能的要求,铜板、不锈钢板、铁板和硅钢板等亦可采用。
DielcctricLayer 绝缘层:绝缘层是一层低热阻导热绝缘材料。厚度为:0.003” 至 0.006”英寸是铝基覆铜板的核心技术所在,已获得 UL 认证。BaseLayer 基层: 是金属基板,一般是铝或可所选择铜。铝基覆铜板和传统的环氧玻璃布层压板等。
电路层(即铜箔)通常经过蚀刻形成印刷电路,使组件的各个部件相互连接,一 般情况下,电路层要求具有很大的载流能力,从而应使用较厚的铜箔,厚度一般 35μm~280μm;导热绝缘层是铝基板核心技术之所在,它一般是由特种陶瓷填充 的特殊的聚合物构成,热阻小,粘弹性能优良,具有抗热老化的能力,能够承受 机械及热应力。该公司生产的高性能铝基板的导热绝缘层正是使用了此种技术, 使其具有极为优良的导热性能和高强度的电气绝缘性能;金属基层是铝基板的支 撑构件,要求具有高导热性,一般是铝板,也可使用铜板(其中铜板能够提供更 好的导热性),适合于钻孔、冲剪及切割等常规机械加工。 PCB 材料相比有着其它材料不可比拟的优点。适合功率组件表面贴装 SMT 公艺。 无需散热器,体积大大缩小、散热效果极好,良好的绝缘性能和机械性能。
铝基板制作规范及工艺流程

6.2铝面擦花之铝基板:
6.2.1铝面轻微擦花之铝基板,按6.1铝面氧化返工方法处理。
6.2.2铝面严重擦花之铝基板,首先用2000#砂纸将擦花处刷面,然后再用4000#
砂纸轻刷一遍,再按6.2.1铝面氧化之铝基板返工方法进行处理。
※注意:用砂纸砂板时,防止喷锡面被擦花。
5.2.3铜皮朝上进行钻孔。
5.3干膜
5.3.1来料检查:磨板前须对铝基面保护膜进行检查,若有破损,必须用兰
胶贴牢后再进行前处理。
5.3.2磨板:仅对铜面进行处理。
5.3.3贴膜:铜面、铝基面均需贴膜,控制磨板与贴膜间隔时间不超过1分
钟,确保贴膜温度稳定。
5.3.4拍板:注意拍板精度。
5.3.5曝光:曝光尺:7-9格有残胶。
胶上贴几条双面胶,并用一块光铜板粘于其上,同样要压紧,然后就可以拿
到去毛刺机上进行磨板。
※注意:磨板前必须把酸洗后的水洗段放掉,铝基面朝上,只开上面磨刷,
磨后的板如果还有氧化现象,可再磨一次。
磨好的板单片取下来,摆放于磨板机烘干段上进行烘干,放置5-10min即可,
也可放于托盘内白纸上,拿至烤箱内进行烘干,100℃x5-10min。
5.9.2注意事项:
A、接板员接板时必须注意检查,对于没有磨好的拿去再磨一次,对于擦
花的可挑出用砂纸(2000#)砂平后再拿去磨板。
B、在生产不连续的情况下,须加强保养,确保输送干净,水槽清洁。
5.9.3必须经主管确认铝基面已处理好后,板才可转入下一工序。
5.10冲板
5.10.1双手持板边,注意对铝基面的保护。
顺利生产,板到各工序必须由领班或主管级以上人员操作。
线路板喷锡与沉锡两种工艺的区别有哪些
线路板喷锡与沉锡两种工艺的区别有哪些? PCB线路板有两个较为常见的工艺:喷锡和沉锡,都是为了适应无铅焊接要求而进行的一种表面处理方式。
但是在线路板工艺里面沉锡却并不为大多数人知道,下面联合多层线路板的技术员来详细的说一说喷锡与沉锡的区别。
喷锡与沉锡的区别
1、工艺流程
喷锡:前处理-喷锡-测试-成型-外观检查。
沉锡:测试-化学处理-沉锡-成型-外观检查。
2、工艺原理
喷锡:主要是将PCB板直接侵入到熔融状态的锡浆里面,在经过热风整平后,在PCB铜面会形成一层致密的锡层。
沉锡:主要是利用置换反应在PCB板面形成一层极薄的锡层。
3、物理特性
喷锡:锡层厚度大约在在1um-40um之间,表面结构较为致密,硬度较大,不容易刮花;喷锡在生产过程中只有纯锡,所以表面容易清洗,正常温度下可以保存一年,并且在焊接的过程中不易出现表面变色的问题。
沉锡:锡厚大约在在0.8um-1.2um之间,表面结构较为松散,硬度小,容易造成表面刮伤;沉锡是经过复杂的化学反应,药剂较多,所以不容易清洗,表面容易残留药水,导致在焊接中易出现异色问题,保存时间较短,正常温度下可以保存三个月,如果时间久会出现变色。
4、外观特点
喷锡:表面较光亮,美观。
沉锡:表面为淡白色,无光泽,易变色。
铝基板工艺及材料选择的秘诀
铝基板工艺及材料选择铝基板PCB由点亮层(铜箔层),导热绝缘层和金属基层组成。
电路层要求具有很大的载流能力,从而应使用较厚的铜箔,厚度一般35μM-280μM;导热绝缘层是PCB铝基板核心技术之所在,它一般是由特种陶瓷填充的特殊的聚合物构成,热阻小,粘贴性能优良,具有抗热老化的能力,能够承受机械及热应力。
CHT高性能PCB铝基板的导热绝缘层正是使用了此种技术,使其具有极为优良的导热性能和高强度的电器绝缘性能;金属基层是铝基板的支撑构件,要求具有高导热性,一般是铝板,也可使用铜板(其中铜板能够提供更好的导热性),适合于钻孔,冲剪及切割等常规机械加工。
PCB材料相比有着其他材料不可比拟的有点。
适合功率原件表面贴装SMT工艺。
无需散热器,体积大大缩小,散热效果极好,良好的绝缘性能和机械性能。
工艺要求有:镀金、喷锡、OSP抗氧化、沉金、无铅ROHS制城等。
产品详细说明:基材:铝基板、产品特点:绝缘层薄,热阻小;无磁性;散热好;机械强度高产品标准厚度:1.0 1.2 1.5 1.6 2.0 3.0mm 铜箔厚度:35μM 75μM105μM 140μM 280μM 特点:具有高散热性、电池屏蔽性,机械强度高,加工性能优良。
用途:LED专用 功率混合IC(HIC).铝基板是承载LED及器件热传导,散热主要还是靠面积,集中导热可以选择搞到热系数的板材,比如美国贝格斯板材。
LED一般使用电压不是很高,选择1MIL厚度绝缘层耐压大于2000V即可。
铝基板在LED及PCB行业中,并不陌生,人人都在强调要求板材的导热要大,要好,热阻药效。
但很多人对铝基板什么是导热,什么是热阻的具体定义还不是很清楚。
铝基板所谓的导热系数:导热系数又称为热传导系数,热传导率,热导率。
它表示物质热传导性的物理量,是当等温面垂直距离为1M,其温度差为1度,由于热传导而在1h内穿过1平米面积的热量(千卡)。
它的表示单位为:千瓦\米,小时.℃ 【KW\(m.h.℃】.如果需要铝基板材料担负更大的散热功效,所采用的基板材料要求是具有高导热系数(热传导率),例如,路灯,洗墙灯,日光灯。
铝基板系列(沉金铝基板)
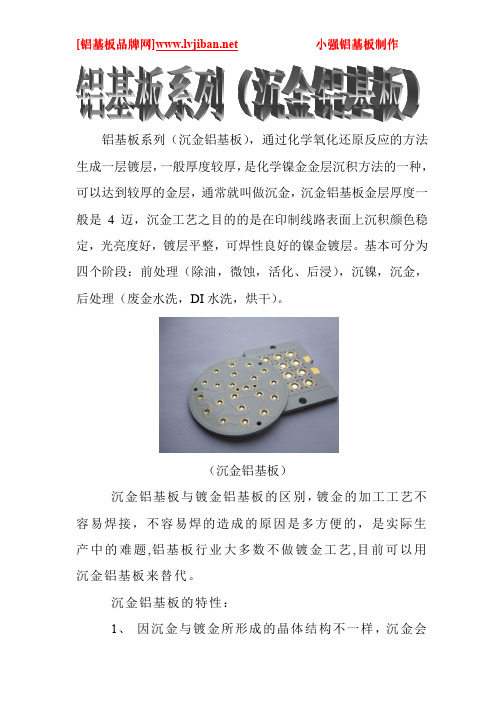
铝基板系列(沉金铝基板),通过化学氧化还原反应的方法生成一层镀层,一般厚度较厚,是化学镍金金层沉积方法的一种,可以达到较厚的金层,通常就叫做沉金,沉金铝基板金层厚度一般是4迈,沉金工艺之目的的是在印制线路表面上沉积颜色稳定,光亮度好,镀层平整,可焊性良好的镍金镀层。
基本可分为四个阶段:前处理(除油,微蚀,活化、后浸),沉镍,沉金,后处理(废金水洗,DI水洗,烘干)。
(沉金铝基板)沉金铝基板与镀金铝基板的区别,镀金的加工工艺不容易焊接,不容易焊的造成的原因是多方便的,是实际生产中的难题,铝基板行业大多数不做镀金工艺,目前可以用沉金铝基板来替代。
沉金铝基板的特性:1、因沉金与镀金所形成的晶体结构不一样,沉金会呈金黄色较镀金来说更黄,客户更满意。
2、因沉金与镀金所形成的晶体结构不一样,沉金较镀金来说更容易焊接,不会造成焊接不良,引起客户投诉。
3、因沉金板只有焊盘上有镍金,趋肤效应中信号的传输是在铜层不会对信号有影响。
4、因沉金较镀金来说晶体结构更致密,不易产成氧化。
5、因沉金板只有焊盘上有镍金,所以不会产成金丝造成微短。
6、因沉金板只有焊盘上有镍金,所以线路上的阻焊与铜层的结合更牢固。
7、工程在作补偿时不会对间距产生影响。
8、因沉金与镀金所形成的晶体结构不一样,其沉金板的应力更易控制,对有邦定的产品而言,更有利于邦定的加工。
同时也正因为沉金比镀金软,所以沉金板做金手指不耐磨。
9、沉金板的平整性与待用寿命与镀金板一样好。
沉金铝基板目前是铝基板工艺中价格比较高的一种,目前应用于大功率照明和汽车电子行业,因为产品的附加价值比较好,品质和质量都是一流的,沉金铝基板的好坏取决于金层的厚度,金层太薄的话,不利于打线和绑定。
铝基板介绍(中文)精品PPT课件

(我公司制造方式) ●真空压合方式
铜箔
P1>P2
P2:压合机内气压
铜箔
铜箔
铜箔
CCL边部切断
铝板
气压差,压合压力
铝板
P1:绝缘层~铝板的空隙部气压
(其他公司制造方式) ●单板涂布方式
空隙
铜箔
产品部分
使用真空压合机可以保证铝基板质量稳定可靠
粒子分散不均匀特性不稳定
粒子分散均匀特性稳定
在铝板上丝网印刷
铝板
0 . 0 7 0 . 0 7 上 表
1.E +11
貯蔵弾性率比較
ア ル ミ 板 2 . 0
1.E +10
E Ⅲ改良 他社
1 . 1 1 . 2
1.E +09
貯蔵弾性率(Pa)
分析模型
1.E +08
1.E +07 -50
0
50
100
150
温度(℃)
■关于低弹性基板焊锡crack性②
0
EⅢ改良-1のTHBTによる絶縁抵抗変化
線間① 線間③ 線間⑤ 層間
線間② 線間④ 線間⑥
500
1000
1500
試験時間(hr)
2000
GND
■功率器件应用领域
10,000
1,000 100
耐焊锡crack性 提高
陶瓷基板的领域
EV (EHV含)
直流供电
电力铁道
定 30
格 电
10
EPS ECU
流
外表
标签 标签
工作台
保护膜层压机
■普通特性
绝缘层形式
型号
绝缘层厚度(μm)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝基板系列(喷锡铝基板)现在生产中有无铅喷锡和有铅喷锡2种,无铅喷锡已经越来越少,目前市场上流通的比较多的铝基板它的工艺是在纤维布上涂了一层胶。
那这样的铝基板,它的热阻是1.7摄氏度/W,有的还会是3.2摄氏度/W。
热阻比较高,所以它的热传导不是很好。
传热也不均匀。
不适合用在高品质,高亮度,高功率LED灯具上面。
(喷锡铝基板)
认识喷锡铝基板对LED散热的影响 大家知道LED的正常工作都有一个适当的温度条件,如果超出这个温度LED的性能就会受到影响,如果不很好控制温度的话就失去了LED灯长寿命的特点。
喷锡作为铝基板板面处理的一种最为常见的表面涂敷形式,被广泛地用于线路的生产,喷锡的质量的好坏直接会影响到后续客户生产时焊接的质量和焊锡性;因此喷锡的质量成为线路板生产厂家质量控制一个重点,喷锡又称热风整帄,是将印制板浸入熔融的焊料(通常为63/37sn/pb的焊料)中,再通过热风将印制板的表面及金属化孔内的多余焊料吹掉。
喷锡目前有两种:垂直喷锡和水平喷锡;
喷锡的主要作用:
①防治裸铜面氧化;
②保持焊锡性;
其他的表面处理的方式还有:热熔,有机保护膜OSP,化学锡,化学银,化学镍金,电镀镍金等;但是以喷锡板的性价比最好;
垂直喷锡主要存在以下缺点:
①板子上下受热不均,后进先出,容易出现板弯板翘的缺陷;
②焊盘上上锡厚度不均,由于热风的吹刮力和重力的作用是焊盘的下缘产生锡垂soldersag,使SMT表面贴装零件的焊接不易贴稳,容易造成焊后零件的偏移或碑立现象tombstoning
③板上裸铜上的焊盘与孔壁和焊锡接触的时间较长,一般大于6秒,铜溶量在焊锡炉增长较快,铜含量的增加会直接影响焊盘的焊锡性,因为生成的IMC合金层厚度太厚,使板子的保存期大大缩短shelflife;
水平喷锡大大克服以上缺陷,与垂直喷锡相比,主要有以下优点:
①融锡与裸铜接触时间较短,2秒钟左右,IMC厚度薄,保存期较长;
②沾锡时间短wettingtime,1秒钟左右;
③板子受热均匀,机械性能保持良好,板翘少;
水平喷锡的工艺流程:
前清洗处理----预热----助焊剂涂覆---水平喷锡---热风刀刮锡---冷却----后清洗处理
1.前清洗处理:
主要是微蚀铜面清洗,微蚀深度一般在0.75—1.0微米,同时将附着的有机污染物除去,使铜面真正的清洁,和融锡有效接触,而迅速的生成IMC;微蚀的均匀会使铜面有良好的焊锡性;水洗后热风快速吹干;
2.预热及助焊剂涂敷
预热带一般是上下约1.2米长或4英尺长的红外加热管,板子传输速度取决于板子的大小,厚度和其复杂性;‘60mil(1.5mm)板子速度一般在4.6—9.0m/min之间;板面温度达到130—160度之间进行助焊剂涂敷,双面涂敷,可以用盐酸作为活化的助焊剂;预热放在助焊剂涂布以前可以有效防止预热段的金属部分不至于因为滴到助焊剂而生锈或烧坏;
3.沾锡焊锡:融锡槽中含锡量约430公斤左右,为63/37共熔eutectic组成的焊锡合金,温度维持在260度左右;
为避免焊锡与空气接触而滋生氧化浮渣,在焊锡炉的融锡便面故意浮有一层乙二醇的油类,该油类应考虑与助焊剂之间的兼容性compatible;板子通过传输轮滚动传输速度约9.1m/min,在锡炉区有三排上下滚轮,停留时间仅约2秒;前后两组滚轮之间的跨度为6英寸,滚轮长度为24英寸以上,故可以处理的板面上限为24英寸;上下风刀劲吹,上下风刀之间的间距为15—30mil,风刀与垂直方向的月呈2—5度倾斜有利于吹去孔内的锡及板面的锡堆;
4.热风压力设定的相关因素:板子厚度,焊盘的间距,焊盘的外形,沾锡的厚度(垂直喷锡中为了防止风刀与已变形的板面发生刮伤,风刀与板面之间的距离相当宽,故容易造成焊盘锡面的不平),
5.冷却与后清洗处理:先用冷风在约1.8米的气床上由下向上吹,而将板面浮起,下表面先冷却,继续在约1.2米转轮承载区用冷风从上至下吹;清洁处理除去助焊剂残渣同时也不会带来太大的热震荡thermalshock
6.水平喷锡的厚度分为三种:
2.54mm(100mil),5.08mm(200mil),7.62mm(300mil),可以通过微切片测定锡厚:细抛光后用微蚀方法找出铜锡合金之间的IMC 厚度,微蚀药水的简单配制:双氧水与氨水1:3的体积比微蚀
10—15秒钟;界面合金的厚度一次喷锡一般在6微英寸,2次在1.8个微英寸左右;喷锡厚度可以用x-ray荧光测厚仪测定;板子的平坦度flatness主要是板弯(bow板子长方向的翘起)和板翘(twist,板子对角线方向的翘起);板子的尺寸变化
7.喷锡厚度与风刀的关系:焊盘上能够保留的锡厚受两种作用力因素影响:a.表面张力surfacetension决定最后平衡后的着锡厚度,焊盘的面积大时,其固化后着锡的厚度也较高b.风刀的压力;风刀压力大,最后着锡的厚度也会降低,外形较小的焊盘其表面张力通常比较大,可耐得住热风刀的推刮,故可以留下较厚的焊锡;外形较大的焊盘,表面张力较小,热风刀会刮去较多的锡,仅在焊盘末端留下较小的锡冠cresb;
8.通孔壁上的锡厚:孔壁上由内层平环引出或延伸者,会造成一座散热座heatsink效应,使喷上的融锡比较容易冷却固化,固锡层较厚.一般无孔内平环的镀通孔内孔内所能保持的锡厚与通孔的纵横比似乎并无明显的关联;孔拐角处锡厚约0.75微米30微英寸左右,从孔两端转拐角到孔中心,锡厚渐增;孔径的缩减量约为18—30微米,以孔中央缩小得最为显著,该处沾锡层最厚;
9.IMC,Flatness,及板子尺寸变化:IMC一次喷锡的厚度为6微英寸,这三个数据是检验水平喷锡温度曲线合适与否的最佳工具,三者的变化量均与温度有关,良好的IMC即etaphase的C u6Sn5,焊锡性能良好,恶性的epsolonphase的Cu3Sn,良好
的前处理有利于良好的合金层生成;恶性的epsolonphase的C u3Sn,与喷锡时间,喷锡厚度多少正相关;
板子的平坦度主要受以下因素影响:a.板厚的不同与层次的安排的对称与否,b.导体线路在板面分布是否均匀;c.班从空气中吸收水分的多少;喷锡前板子在100度下烘烤3个小时,尺寸稳定性良好,烘烤可以驱除半内的各种挥发份volatiles;喷锡前要烘烤,老化板装配前也要烘烤,以减少通孔出气会吹孔blowh ole的产生;
10.水平与垂直IMC厚度的比较
项目水平喷锡垂直喷锡
一次6---8微英寸12.6—17.7微英寸
微米0.32---0.4470.152—0.27
喷锡铝基板是铝基板行业中的主流产品,大多数的LED灯具行业使用的普遍工艺,喷锡铝基板一般使用太阳油墨,表面很光滑,利于焊接,影响喷锡铝基板价格的因素比较多,市场上正规的喷锡铝基板一般价格在800 RMB左右,使用时务必对比各项参数指标。