现场改善培训课程
IE现场改善实务培训课程

IE现场改善实务培训课程介绍IE(Indicator of excellence)程序是一种在生产环境中提高效率和质量的方法论。
IE现场改善实务培训课程是为希望掌握IE技巧的生产人员设计的一门培训课程。
本课程旨在帮助学员理解IE的核心概念,并通过实践案例和团队讨论,培养学员在实际生产环境中运用IE方法的能力。
课程内容第一模块:IE概述和原理(150字)•IE的定义和作用•IE的原理和基本原则•IE在生产中的重要性和应用第二模块:IE工具和技术(300字)•5S方法(整理、整顿、清扫、清洁和素养)•VSM(价值流图)分析•标准化工作流程和作业练习•设备故障分析和预防第三模块:改善项目管理(200字)•改善项目的特点和目标•PDCA(Plan-Do-Check-Act)循环•改善项目的团队管理和评估•持续改进的文化和方法第四模块:实战案例和团队讨论(350字)•学员将以小组形式对实际生产中的问题进行讨论和分析•案例将涵盖不同行业和情境,包括制造、物流和服务业•学员将运用IE的方法和工具,提出改善方案并进行实施第五模块:IE实施和评估(200字)•在生产现场中实施IE方法的挑战和解决方案•IE指标的设计和评估•改善效果的测量和监控•员工培训和绩效管理学习目标本课程的学习目标包括:1.理解IE的核心概念和原则;2.掌握IE工具和技术,如5S方法、VSM分析和标准化工作流程;3.学习改善项目管理的基本原则和技巧;4.运用IE方法解决实际生产中的问题,并提出改善方案;5.熟悉IE的实施和评估过程,包括员工培训和改善效果评估。
学员要求参加IE现场改善实务培训课程的学员应具备以下条件:1.对生产管理和流程改善感兴趣;2.有一定的生产工作经验;3.具备团队合作和问题解决的能力。
课程安排本课程为期2天,共计16学时。
具体课程安排如下:•第一天–上午:IE概述和原理–下午:IE工具和技术•第二天–上午:改善项目管理–下午:实战案例和团队讨论–晚上:IE实施和评估培训师资本课程的培训师均为经验丰富的IE专家,他们将通过实践案例和互动讨论,帮助学员理解IE的实际应用和挑战。
精选生产现场改善力提升培训

FTF生产管理培训咨询
பைடு நூலகம்
No:16
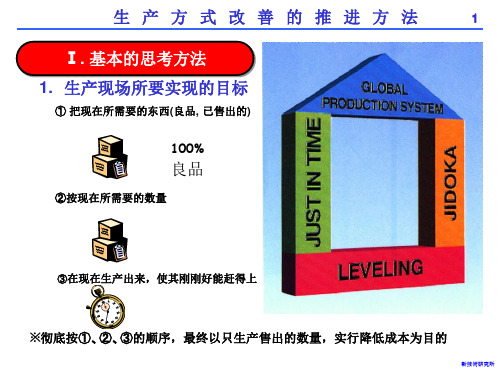
要点十:标示管理与目视管理
标识 部门 人员 状态 区位 限位 提示 指向 警示 流向 音响 透明化 容量 油位 水位指示透明化
FTF生产管理培训咨询
No:14
要点八:工具物料拿取方便
愚巧化:改善工具,使“愚人”能象 “巧匠”一样工作。
手工配钥匙需要很高的技巧,用一台仿 形机任何人都能把它做得又快又好。
用手数小螺钉又慢又差,做一个定数器 就能数得又快又好。
FTF生产管理培训咨询
No:15
要点九:看板管理
让所有人一看就知道怎样做
No:8
要点二:划线定位,规定区域
◆通道线 ◆斑马线 ◆止步线
◆停放线 ◆隔离栏
FTF生产管理培训咨询
No:9
要点三:调整位置,单向流动
按工序顺序流动 关键工序先行 避免往复迂回运输 先进先出
FTF生产管理培训咨询
No:10
要点四:定置管理
定置 箱、柜、框、桌、椅位置不动 定位 周转箱车、工件、材料位置固定 定量 不多不少、按规定数量盛放 定点 货架上、箱柜内物品定点放置
FTF生产管理培训咨询
No:30
项目 整顿
判定重点 41.不良品放置场地应设置在明显的地方 42.修理品应放置在生产线外 43.零件放置场所的标识表示应完备 44.塑胶箱、捆包材料上应标明品名 45.作业工具的放置位置不能走路或弯腰才能放置 46.应下工夫大概在放置位置放手就能放置作业工具 47.作业工具放置处应有余量 48.治具、工具架上应有编码管理及有品目表示 49.在架子前应能清楚辨明上面的编码 50.治具、工具架應導入用不同顏色標識區分 51.治具是否按使用频率放置,使用频率越高的放置越近 52.治具、工具应按成品类别成套放置 53.成品的放置应该按機種型号区分开 54.成品的放置场地的通路和放置场所应画线表示区分 55.成品上应有编码(番号)、数量的表示 56.包装材料和成品的堆放高度应做出规定 57.治具架应采取容易取出的放置方法 58.不能使用未被认定的不良测量工具(精密度检查颜色用标贴表示) 59.测定具应采取防尘、防锈的放置方法 60.私用杯子应按规定放置于杯架上 61.测定具在托盘下面应使用橡胶之类的缓冲材料
现场改善培训课件PPT(共 61张)

• (2)永无止境就是要追求: a) 提高劳动生产力 b) 減少不良率 c) 縮短交期时间 d) 降低库存 e) 节省空间
• (3)就是有问题才要改善,不要等待沒有问题才 去改善
• (4)要掌握现场、现物、现实、现做、现查五 项原则,不要仅仅看书面记录.
团队 合作
Step3:目标设定
Step6:效果确认与防止再发
Step4:真因分析与验证
Step5:对策拟定与实施
20
3、问题分析与解决
1.目标设定依据
过去资料 -------过去 现况数据 -------现在 组织要求 -------未来 客户需求 -------客户 标杆资料 -------其它
Step2:现状分析
Step7:标准化与认知
团队 合作
– Q(质量——质量符合需要) – C(成本——最少生产浪费) – D(交期——及时生产)
我只能 给这么 多! 质量不许 躲猫猫!
3天 交货
二、现场改善的组织结构和执行步骤
2、为什么需要部门协作
各自为政的新产品项目开发
3、改善的精神
不是钓鱼——问题(机会) 不会来找你
不是摸鱼——指望瞎猫碰上死耗 子
17
Step2: 现状分析
2.现况分析步骤
Ø 确立应解决的问题或内容 Ø 决定层别项目及相关性 Ø 收集层别项目的数据资料 Ø 选用适当图表 Ø 解析数据做适当性的结论
18
Step2: 现状分析
3.现况分析的内容
Ø 5M1E 分析
--- 人 (Men) --- 机器 (Machine) --- 材料 (Material) --- 方法 (Method) --- 量测 (Measurement) --- 环境 (Environment)
现场改善培训课件
SDCA 循環 標準化-執行-查核-處置
UMAX
主要的改善活動
一﹒全面品質管理 ( TQM ) 二﹒及時生產方式 ( JIT ) 三﹒全員生產保全 ( TPM ) 四﹒方針展開 五﹒提案建議制度 六﹒小集團活動 ( QCC )
UMAX - QC
現場改善 第二章
現場改善
主講人
侯建平
UMAX - QC
活動必需要長久、持續地做下去,這不是一年、二年
之事,而是一輩子的事。
UMAX - QC
日本式改善活動 ~ 「五心」
一﹒信心:相信這些改善活動會帶給你好處。 二﹒決心:下定決心趕快去做,不要猶豫不決。 三﹒耐心:要永遠持續做下去,成果自然呈現。 四﹒關心:對員工表示出你的關懷及重視之意。 五﹒愛心:多用鼓勵的方式來鼓舞員工士氣。
UMAX - QC
現場管理的金科玉律
1.當問題(異常)發生時,要先去現場 2.檢查現物(有關的物件) 3.當場採取暫行處置措施 4.發掘真因並將之排除 5.標準化以防止再發生
UMAX - QC
現場改善 第三章
如何管理現場的品質﹑成本和交 期
主講人
彭文彬
UMAX - QC
品質~不僅是指[結果面的品質]而已
標
準
※ 企業的日常事務,應依據某種已達成共識的程序來運作,
把這些程序清楚地寫下來,就成為標準。
維持和改進標準。
作業標準。
標準的主要特徵。
豐田工機公司。
改善事例(Kaizen Story)。
改善/ISO 9000/QS 9000。
UMAX - QC
維持和改進標準
用改進的術語來說,管理人員應當推行標準化─執行─
六﹒全員現場改善﹝Gemba Kaizen﹞
现场质量管理和改进培训PPT课件

学员普遍认为培训内容实用,对实际工作有指导 意义,但也提出了一些建议和意见。
培训效果评估
通过测试和考核,大部分学员能够理解和掌握培 训内容,达到了预期的培训效果。
下一步计划和展望
制定改进计划
01
根据学员的反馈和效果评估,制定针对性的改进计划,以提高
培训质量和效果。
推广应用
02
鼓励学员在实际工作中应用所学知识和技能,推动现场质量管
通过分析和改进生产和服务过程, 提高效率和质量水平。
过程标准化
制定和执行标准操作程序,确保操 作的一致性和稳定性。
持续改进
质量目标
设定可衡量的质量目标,并不断 优化和改进以达到这些目标。
数据分析
收集和分析质量数据,识别问题 和改进机会,制定改进措施。
经验反馈
总结和分享经验教训,促进团队 学习和改进。
现场质量管理和改进培训ppt课件
contents
目录
• 引言 • 现场质量管理的重要性 • 现场质量管理的基本原则 • 现场质量管理的工具和技术 • 现场质量改进的方法和步骤 • 案例分享与讨论 • 总结与展望
01 引言
培训目的
提高员工对质量管理 的认识和重视程度, 培养质量管理意识。
促进企业质量文化的 建设,提高产品质量 和客户满意度。
降低售后维修率
通过有效的现场质量管理,可以确保 产品在生产过程中符合预定的规格和 标准,减少缺陷和误差。
质量管理的实施可以减少产品在使用 过程中出现的问题,从而降低售后维 修率,提高客户满意度。
提升产品性能
质量管理有助于优化生产流程,从而 提高产品的性能和可靠性,满足客户 对产品质量的期望。
提升客户满意度
现场改善培训课程
① (a)
1分 1分
24
②
③
④
⑤
⑥
切削加工
完成时间2分钟 完成时间 分钟 ① (b)
1分
① 下工件 ② 检查 ③ 去毛刺 ④ 装箱 ⑤ 安工件 ⑥ 启动
⑤
⑥
②
③
④ 完成时间1分 秒 完成时间 分30秒 缩短30秒 (缩短 秒)
16
B: 需要多技能员工 (3) 标准在制品
装在机器上的, 传送带上的, 需要冷却的等东西,指为了使作业能按同一步骤 装在机器上的 传送带上的 需要冷却的等东西 指为了使作业能按同一步骤 且反复进行而需要的最少限度的在制品
标准作业在制品的原则
从作业顺序来看 相对于加工顺序) (相对于加工顺序) 从机器是否能 自动送料来看
③ 降低质量的不良
(A) 实行不良对策 不良, 异常发生时, · 不良 异常发生时 立即停线 中加入品质检查, · 在标准作业中加入品质检查 确保品质 · 改善品质检查作业
新技術研究所
生 产 方 式 改 善 的 推 进 方 法
· 拆分检查作业 · 缩短检查作业 反复问“为什么” · 反复问“为什么” 考虑对策、 · 考虑对策、实施 经常跟进( 追究根本原因) · 经常跟进(用5W追究根本原因) 追究根本原因 (B)建立容易掌握原因的体系 “单件流” )建立容易掌握原因的体系 单件流” · 在相同条件下进行反复作业 单件流, ·不改变生产作业 ― 流线化作业 ― 单件流 顺序生产 生产的Lead-Time · 加工后马上检查 ― 生产的 最理想的是做的人来检查 考虑Pokayoke, 用检具来控制 · 考虑
2-2 标准作业的 要素 标准作业的3要素
(1) Takt-Time 一天的工作时间(固定时间 小时 一天的工作时间 固定时间: 8小时) 固定时间 小时) 一天的销售数量(平均每日需要生产数) 平均每日需要生产数 一天的销售数量 平均每日需要生产数)
【培训课件】现场改善培训教材
现场改善培训系列教材
Industrial Engineering
4. 标准产能计算的依据
依照各产品的标准工时,将每天的工作时間来计算各 产品的标准产能。
考题: 现装配、充填、固化、基片检验、加硬的标准工时分别为:10秒、 15秒、 8秒、 20秒、 1.5秒。共人装配工10人、充填工12人、固化炉
35
30
29
26 25 20
25 22
白色部份为平衡损失时间
生产节拍=33
29
26 24
27
瓶颈时间=29
23
15 1 2 3 456 7 8 9
时间 26 29 25 22 24 26 29 27 23
现场改善培训系列教材
Industrial Engineering
8. 人员需求计划 将标准工时所计算出的产能来安排作业人员,再将全
Industrial Engineering
一、时间分析与研究
小测试:
1、现在你正驾驶一部小车从丹阳驶向南京,假设从丹阳 到南京的距离为100公里,请问需要多长时间?
1、现在你正驾驶一部小车从丹阳驶向南京,假设从丹阳
到南京的距离为100公里, 车速为80公里/小时,请问需要多
长时间?
标准!
现场改善培训系列教材
否能满足计划需求?
? 28800÷14.4=2000PCS
一台修边机加工2PCS镜片的标准时间为28.8秒.现计划下单
2000PCS,请问这台机器是否能满足计划需求? 28800÷(28.8÷2)=2000PCS
现场改善培训系列教材
现场改善培训课件(PPT 99页)
11
算出
Step
2
6
9
3
决定/核准
9
Step
7
3
决定
一个循环时间
Step1、2
-
44 46 48 44 47 47 47 45 48 49
CT=44
Step 4
算出
Step 5
决定
观测作业时间注意事项
•观测者必须经过严格的训练才能熟练测时 •观察时机理想时段应选择上午10:00和下午15:00左右 •作业者的作业必须是反复相同顺序的作业,未进行标准 作业的生产线必须先建立反复相同的作业顺序再测时 •以改善为目的的观测时间,最好选一个最熟炼和一个不 熟炼的员工分别观测,找到问题点 •以制定标准时间为目的观测时间,选取的对象最好是效 率在平均水平以上 •设备加工时间的测定应从启动到返回原位置的自动加工 时间,观测两、三次即可
周期时间(Cycle Times)
机器周期时间Machine Cycle Time (MCT) 机器自动时间Machine Automatic Time
卸Unload/装Load/启动Start
检查Inspection
包装Pack 操作工周期时间Operator Cycle Time (OCT)
等待 Wait
TT节拍时间
周期时间
班组成员
B
Time 时间
5 精益工厂
-节拍时间不常变化, 取决于需求
4
-周期时间与节拍时间相适应
3
2
节拍时间取决于需求
1 周期时间
A
TT节拍时间
周期时间
班组成员
B
需求数决定T.T
(按售出速度进行生产)
根据需要量(可销售量)计算T.T(节拍时间), 然后根据T.T安排所需作业人员,给作业者制订 “标准作业”,明确作业方法,这一连串的活动 就是基本原则“根据需求数量决定TT”的内容
现场管理与改善培训课程(PDF 77页)
現場管理與改善
1.工具 1:作業標準化
現場標準化的概念
1-1 標準化的意義
1-2 標準化的分類
1-3 標準化的目的及功用
1-4 制定標準的步驟
1-5 第一線主管(班組長)對作業標準化的責任
標準的製作
2-1 制定標準的步驟
2-2 標準化之技巧
3/77
企管理念—現場、現物、現實
(一)行爲規範 (二)工作要求 (三)安全、衛生 5S檢查表 案例 1:整理和整頓活動檢查表(見表 4)
1/77
企管理念—現場、現物、現實
案例 2:清掃、清潔活動檢查表
案例 3:保養活動檢查表
案例 4:整理和整頓效果檢查表
案例 5:清掃、清潔效果檢查表案例 6:素養效果檢查表
特別提示:搞 6SK必須:堅持、堅持、再堅持 二.現場管理十大專案之一:經營管理
2-3 標準的各種格式
2-4 標準的製作 2-5 標準製作時應注意事項
標準的實施
3-1 教育訓練 3-2 標準的實施
標準實施的查檢
4-1 標準試行結果的查檢 4-2 標準遵守情形的查檢:
查檢結果的措施
5-1 未按標準作業實施的對策 5-2 未按標準作業的處置要領: 5-3 作業標準的修訂: 5-4 作業標準的修訂方法:
□ 對於車間裏各個工位元或設備的前後、通道左右、廠房上下、工具箱內外,
以及車間的各個角落,都要徹底搜尋和清理,達到現場無不用之物。
堅決做好這一步,是樹立好作風的開始。
效率和安全始於整理!
目的:
□ 改善和增加作業面積。
□ 現場無雜物,行道通暢,提高工作效率;
□ 減少磕碰的機會,保障安全,提高質量
现场改善培训课件
以事实为基础
以实际数据和事实为基础,进 行科学分析和决策,确保改进
措施的有效性和可行性。
02
现场改善工具与方法
5S管理
01
02
03
5S管理定义
5S管理是一种基于整理、 整顿、清扫、清洁和素养 五个步骤的现场管理方法 。
5S管理目的
通过规范现场,提高工作 效率,降低成本,保障安 全,提高员工素质和提升 企业形象。
降低生产成本
通过优化生产流程、减少浪费、提 高生产效率等手段,降低生产成本 。
现场改善的基本原则
01
02
03
04
关注顾客
以顾客的需求为导向,关注顾 客的反馈和意见,不断改进产 品和服务,满足顾客的需求。
持续改进
不断寻找改进点,持续进行改 进和优化,提高生产效率和质
量。
团队合作
建立良好的团队合作氛围,鼓 励员工之间的交流和合作,共
培养多方面能力
在培训中注重培养员工的 问题解决能力、创新思维 、团队协作等多方面能力 ,提升员工的综合素质。
提供实践机会
为员工提供参与现场改善 项目的机会,让员工在实 践中学习和成长。
定期评估与改进
定期检查
定期对现场改善工作进行检查和评估,了解现场 改善的进展情况,及时发现问题并进行调整。
经验总结
3. 改进后现场布局 提高了工作效率, 减少了搬运距离和 等待时间。
案例二:生产流程改进
详细描述
2. 采取调整工序顺序、合并相关 工序等方式进行流程改进。
总结词:通过优化生产流程,提 高生产效率和质量。
1. 分析现有生产流程,找出瓶颈 和影响质量的环节。
3. 改进后生产流程提高了生产效 率和质量,降低了废品率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
●产距时间( Takt Ti m e):生产一个产品 的目标时间
●周期时间(Cycle Ti m e )
2020/10/27
22
●一个流( O n e - P i e c e F l o w ●后拉式生产(Pull Production) ●自动化( A u t o n o m a t i o n ) ●U型细胞式生产线 ●缩短换模时间。
10
新的工作流程
任何一个新的工作流程,在初期都是呈 不稳定的状态。
开始进行P D C A改善时,必须先将任 何现有的流程稳定下来。此一稳定的过程 称之为:标准化( S t a n d a r d i z e )→执行 (Do)→查核(Check)→处置(Action)SDCA的 循环。
2020/10/27
方针展开、质量保证体系的建立、标准化、 教育训练、成本管理和质量圈。
2020/10/27
19
TQC/TQM的含义
Q表示质量,具有其优先性,但仍含有其他的 目标—即成本与交期。
T在T Q C / T Q M中,意味着“全面的”,包 含组织内每一个人,从最高阶层经中间管理阶层、 现场督导人员,以及现场的作业人员,更进一步延 伸至供应商、经销商及批发商。T也意含着最高管 理部门的领导及绩效,是TQC/TQM推行成功的要 素。
源投资于新技术或设备,而产生戏剧
性的变化的改进。
2020/10/27
金钱
6
目标
改善
努力 士气 沟通 训练 团队 参与 自律
2020/10/27
7
结果 关键
最高管理部门的承诺和参与
管理部门的承诺和参与,必须 适时地、持续地表现出来,以确保 在“改善”的过程中获得成功。
过
程
2020/10/27
改善的过程步骤
2020/10/27
4
维持标准和改进标准 改进
高层管理 中层管理 督导人员 作业人员
创新 改善 维持
2020/10/27
5
改进
改善 ( K a i z e n ):是由于持续不断的努
力,所产生的诸多的小步伐改进,而
逐次累积而成。
创新 ( I n n o v a t i o n ):则是借助大笔资
所以S D C A的目的,就是在标准化和稳定 现有的流程,而P D C A的目的则是在提高流 程的水准。
2020/10/27
13
质量是企业的生命。 但管理人员经常会因屈服交期和 降低成本的压力,而对质量妥协让步 , 因此,便冒着牺牲质量和危及企业生 命的风险。
2020/10/27
14
为了能正确地了解及解决问题,首先必 须收集及分析相关的资料,以确定问题的真 象。没有确实的资料,就去尝试解决一个问 题,与凭借感觉及预感是没什么两样的,这 并不是科学或客观的方法。搜集现状资料, 有助于了解目前专注的地方,以此作为改善 的出发点。
C指控制或流程控制。在TQC/TQM中,为了改
进成果,必须对关键的流程加以认定、控制及持续
不断地改进。
2020/10/27
20
2020/10/27
21
2 及时生产方式(JIT)
JIT的目的:
是要消除各种没有附加价值的动作,同时 达成一个去芜存菁的生产体系,以便更具弹 性地去适应顾客订单的需求变化。
SDCA循环
11
PDCA循环
改进 AP CD
2020/10/27
AP CD
维持
AS CD
SDCA循环
12
流程发生异常
在当前的流程里,每当发生异常时,便必 须反问自己下列的问题:是否因为没有标准 而发生的?是否因为没有遵守标准而发生的 ?或者因为标准不适当而发生的?惟有建立 了标准,并且确实遵守,以将当前的流程稳 定下来,才能再进行下一个PDCA的循环。
现场改善
-----低成本管理方法
2020/10/27
13606669298 Yqzhang@
1
第1章 建立改善观念
“改善”定义
●一种企业经营理念,用以持续不断地改 进工作方法和人员的效率等。
●意指持续不断地改进。
●“改善”的步伐是一小步一小步、阶梯 式的,但随着时间的演进,它会带来戏剧 性的重大成果。
●真正具有改善成效的活动,是需要予以密 切地督导推行的。
2020/10/27
15
加工
流程A
流程B
流程C
下一流程就是顾客
内部 外部
承诺
绝不将不合格品或不正确 信息,往下一流程传送。
2020/10/27
16
学习改变观念,观念改变行动,行动改变命运
2020/10/27
17
第2章 推行改善活动
建立改善观念后,更重要的在于落实,推行改善 活动。日本工业界的管理实务,值得我们实践。
2020/10/27
2
改善的观念 • 改善与管理。 • 过程与结果。 • 遵循PDCA循环/SDCA循环。 • 把质量放在第一位。 • 用数据说话。 • 下一流程就是顾客。
2020/10/27
3
管理具有两项主要的功能 维持 ( M a i n t e n a n c e ):是指从事于保持现
有技术、管理及作业上标准的活动,以及 支持这些标准所需的训练和纪律。 改进 ( I m p r o v e m e n t ):则是以改进现有标 准为目标的活动。
• 全面质量控制/ 全面质量管理。 • 及时生产方式(丰田生产体系)。 • 全员生产保全。 • 方针展开。 • 提案建议制度和小集团活动。
2020/10/27
18
1 TQC/TQM
全面质量控制/全面质量管理
TQC:着重在流程上的质量控制 。 TQM:不仅仅是流程上,而且包 含
所T Q有C的/ T管Q理M层活面动。的内容:
2020/10/27
23
3 全员生产保全(TPM)
T P M则着重于设备质量的改 进。
T P M是通过总体的预防保 养制度,来延长设备的寿命,以 追求设备效率的最大化。
2020/10/27
24
2020/10/27
25
4 方针展开
●管理部门应设定明确的改善目标,以领导 和指引每一位员工开展所有的改善活动。
PDCA循环
计划( P ): 建立改善的目标。
执行( D ):依计划目标推行。
核查( C ):确认是否按计划进度在实行
,
以及是否达成预定的计划。
处置( A ):新作业程序的实施及标准化
,
2020/10/27 以防止原来的问题再次发生,
9
我再拿出脑图、 清单和流程出来, 我就能当总统啦!
2020/10/27