机械零件常用钢材性能及热处理要求
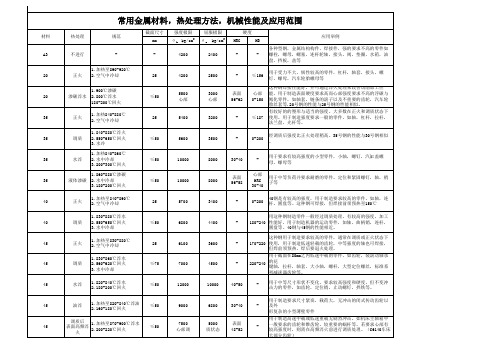
常用金属材料热处理方法机械性能及应用范围
Y40Mn
≤50
-
-
<207
18CrMnTi
≤50
≥7000
≥4300
-
160-207
18CrMnTi
1.900-950℃渗碳 渗碳,淬油 2.箱冷 3.加热至860-880℃淬油 4.180-200℃回火 正火 1.加热至880-900℃ 2.空气冷却 1.加热至860-880℃淬水 或油 2.490-510℃回火
≤70
≥10000 心部 46006000
≥8000 心部 30004000
心部 240-300
表面 58-62
20Cr
≤50
-
143-179 这种钢一般经渗碳淬火或调质后使用很少在正火状态下使用
20Cr
调质
≤50
≥7000
≥5000
-
179-212 用于制造高速中等冲击负荷的零件 这种钢经渗碳,淬火后的机械性能和18CrMnTi相似,但心部 ≥212 的强度销低,用于要求心部强度较高,表面耐磨,尺寸较大 的渗碳零件,如齿轮,齿轮轴,蜗杆,凸轮,柱塞,活塞 销,主轴,爪型,离合器等 抗拉强度与屈服强度比相应的碳素钢高20%,并具有良好的淬 180-230 透性, 很少在正火状态下使用。在许可条件下应尽量用45号缸代替 10Cr钢制造机床零件。 230-280 用于受交变负荷,中等连……负荷下的零件……齿轮, 用滚动轴的主轴和轴,顶夹套……轴等;
≤50
10000
8000
表面 56-58
用于中等负荷并要求耐磨的零件。定位和紧固螺钉,轴,梢子等
40
25
5700
3400
-
40钢是有较高的强度,用于制造要求较高的零件。如轴,连 杆,圆盘等。这种钢可焊接,但焊接前须预热至150℃
常用钢材热处理参数
常用钢材热处理参数常见的钢材热处理参数包括淬火、回火、退火、正火等。
下面将详细介绍它们的温度范围、保温时间以及应用领域。
1. 淬火(quenching)淬火是指将加热至临界温度以上的钢材迅速冷却至室温或低温的热处理过程。
淬火的目的是增加钢材的硬度和强度。
常见的淬火温度范围为800℃到950℃,保温时间通常为数分钟。
钢材的选用因素包括成分、形状和尺寸、要求的性能等。
应用领域包括汽车零部件、工具、刀具等。
2. 回火(tempering)回火是指将淬火后的钢材加热至一个较低的温度范围并持续保温一段时间的热处理过程。
回火使得钢材硬度和强度降低,但同时也提高了其韧性和可塑性。
回火一般在淬火后立即进行。
温度范围通常为150℃到700℃,保温时间则根据要求的性能来确定。
应用领域包括航空航天、机械零部件、轴承等。
3. 退火(annealing)退火是指将钢材加热至足够高的温度并持续保温一段时间,然后缓慢冷却的热处理过程。
退火的目的是消除钢材内部的应力,改善它的可加工性和韧性。
退火温度和保温时间的选择依赖于钢材的成分和形状,一般在600℃到800℃之间。
应用领域涉及到钢材的精密加工,如汽车制造、船舶等。
4. 正火(normalizing)正火是指将加热至临界温度以上的钢材空气冷却至室温的热处理过程。
正火可以消除钢材内部的应力,改善它的可加工性和韧性。
正火温度范围一般为800℃到950℃,保温时间通常为数分钟。
应用领域包括汽车零部件、轴承、机械零件等。
此外,还有其他钢材热处理方法如奥氏体化退火、球化退火等针对不同的钢材类型和应用需求的热处理方法。
具体的热处理参数应根据材料的成分、形状和要求的性能来确定,并结合实际生产条件进行调整。
因此,在进行钢材热处理时,需要进行一系列的试验和分析,以确定最佳的处理参数。
65mn热处理技术要求

65mn热处理技术要求65Mn热处理技术要求热处理是一种通过控制材料的加热和冷却过程来改变其物理和机械性能的方法。
在金属工业中,热处理通常是必不可少的工艺步骤之一。
65Mn是一种常用的弹簧钢,其性能优异,广泛应用于各种弹簧和机械零件中。
在使用65Mn钢材前,进行热处理可以提高其强度和韧性,以满足特定的使用要求。
一、退火65Mn钢材通常在室温下通过退火处理来改善其塑性和可加工性。
退火过程中,将钢材加热至800~860℃,保温一段时间后,慢慢冷却至室温。
退火可以消除内部应力,改善钢材的韧性和可塑性,使其更容易加工和形变。
二、正火正火是一种常用的热处理方法,用于提高钢材的硬度和强度。
65Mn钢材进行正火时,首先将钢材加热至780~820℃,保温一段时间,然后快速冷却至室温。
正火可以使钢材的组织细化,提高其硬度和强度。
正火后的65Mn钢材适用于制作弹簧和其他需要高强度的零件。
三、淬火淬火是一种通过快速冷却来改变钢材组织和性能的热处理方法。
65Mn钢材进行淬火时,先将其加热至800~830℃,保温一段时间,然后迅速浸入水或油中进行冷却。
淬火可以使钢材的组织转变为马氏体,并提高其硬度和耐磨性。
淬火后的65Mn钢材适用于制作刀具和弹簧等需要高硬度和耐磨性的零件。
四、回火回火是对淬火后的钢材进行的一种热处理方法,目的是通过加热和保温来降低钢材的硬度,提高其韧性和可靠性。
65Mn钢材进行回火时,通常将其加热至300~500℃,保温一段时间后,缓慢冷却至室温。
回火可以消除淬火过程中产生的内部应力,改善钢材的韧性和可靠性,使其更适合于承受冲击和振动负荷的工作环境。
五、渗碳处理渗碳是一种常用的热处理方法,用于提高钢材的表面硬度和耐磨性。
65Mn钢材进行渗碳处理时,将其放入含有碳源的高温环境中,在一定时间内进行加热。
碳元素会渗入钢材的表面,形成一层高碳含量的渗层,使钢材表面硬度提高,耐磨性增强。
渗碳处理后的65Mn钢材适用于制作需要高表面硬度和耐磨性的零件,如轴承和齿轮等。
34cr2ni2mo热处理工艺

34Cr2Ni2Mo是一种常见的热处理钢材,广泛应用于机械零部件的制造。
对于这种钢材的热处理工艺,需要我们深入了解其组织结构和性能,以便达到理想的使用效果。
以下是34Cr2Ni2Mo热处理工艺的相关内容:一、34Cr2Ni2Mo钢材的化学成分和机械性能1.34Cr2Ni2Mo的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、镍(Ni)、钼(Mo)等元素,其中碳含量较高,硫和磷含量较低,且含有一定数量的合金元素。
2.机械性能方面,34Cr2Ni2Mo钢材经过适当的热处理后,可以获得较高的强度、硬度和韧性,具有良好的耐磨性和抗疲劳性能。
二、34Cr2Ni2Mo的热处理工艺1.淬火工艺(1)加热温度:通常情况下,34Cr2Ni2Mo钢材的淬火加热温度为850-880摄氏度。
(2)保温时间:加热后需要保温一段时间,以保证组织的充分均匀化。
(3)冷却介质:淬火冷却介质一般使用水或油,根据需要选择合适的冷却速度。
2.回火工艺(1)回火温度:34Cr2Ni2Mo钢材的回火温度一般在500-650摄氏度之间。
(2)保温时间:根据具体工艺要求和零部件的使用条件来确定回火保温时间。
(3)冷却方式:回火后需要进行适当的冷却,以确保组织和性能的稳定性。
三、34Cr2Ni2Mo热处理工艺的影响因素1.加热温度和保温时间:加热温度和保温时间的选择直接影响到钢材的组织和性能,需要根据具体情况进行合理的调控。
2.冷却介质和速度:选择合适的冷却介质和速度可以有效控制组织的形成,达到理想的性能要求。
3.回火工艺参数:回火温度、保温时间和冷却方式对最终的组织和性能也有重要影响,需要进行合理的选择和控制。
四、34Cr2Ni2Mo热处理工艺操作注意事项1.加热均匀:在进行淬火和回火工艺时,需要确保钢材的加热均匀,避免出现过热或过冷区域,影响组织的稳定性。
2.快速冷却:淬火时需要采用快速冷却介质进行冷却,以获得良好的强度和硬度。
钢材常用的热处理方法及常见零件的热处理
钢材常用的热处理方法及常见零件的热处理工艺一、钢材常用的热处理方法1、正火钢的正火就是将钢加热到适当温度,保温一定时间,然后在空气中进行冷却。
正火的目的是为了材料的组织均匀,增加强度与靭性,消除粗切削加工后的加工硬化现象,改善切削加工性能,并为其后的淬火做细化晶粒的组织准备。
2、淬火钢的淬火就是将钢加热到临界温度以上,保持一定时间,然后在适当的淬火介质中进行冷却,以获得较好的组织结构和性能。
钢经过淬火后,其硬度和强度均显著提高。
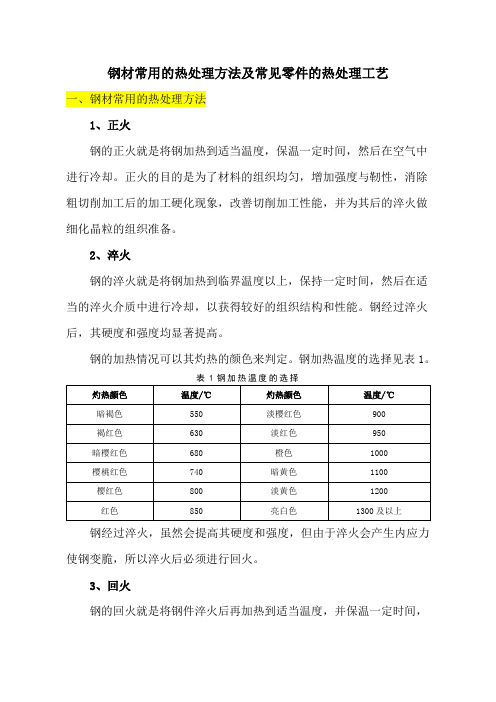
钢的加热情况可以其灼热的颜色来判定。
钢加热温度的选择见表1。
钢经过淬火,虽然会提高其硬度和强度,但由于淬火会产生内应力使钢变脆,所以淬火后必须进行回火。
3、回火钢的回火就是将钢件淬火后再加热到适当温度,并保温一定时间,然后在空气中或在水、油等介质中冷却到室温。
回火的目的是为了消除淬火时产生的内应力,减少脆性,提高钢的塑性和韧性,改善加工性能。
钢的回火分为高温回火、中温回火和低温回火3种。
碳素工具钢的回火温度见表2。
表2碳素工具钢的回火温度4、退火钢的退火就是将钢加热到临界温度以上,保温适当时间,然后在炉中缓缓冷却。
退火的目的是为了消除内应力和组织不均匀及晶粒粗大等现象,降低硬度,消除坯件的冷硬现象,提岛切削加工性能。
碳钢的退火规范见表3。
表3碳钢的退火规范注:临界温度是指在该温度下,钢的组织发生了变化。
二、几种常见零件的热处理1、齿轮机床齿轮的热处理见表3。
2、蜗轮蜗轮的热处理见表43、丝杠丝杠广泛应用于机床和各种机械的传动机构中。
丝杠传动能保证直线移动有较高的精确性和均匀性。
为此,丝杠必须具有一定的强度及较高的耐磨性和精度保持性。
丝杠的材料必须具有足够的机械性能和良好的切削加工性。
经过热处理后,应具有较高的硬度和最小的变形。
为了避免弯曲变形,丝杠的热处理通常都在井式炉中进行。
丝杠如果变形,必须进行校直(并且,最好是热校直)。
但是经过校直的丝杠,必须进行彻底的消除内应力的处理。
产品常用钢材热处理硬度的一般要求
产品常用钢材热处理硬度的一般要求
钢材热处理是一种通过控制材料的加热和冷却过程来改变其物理和机械性能的方法。
其中,硬度是衡量材料抵抗变形和划痕的重要指标之一。
对于不同的产品和应用,钢材热处理硬度要求也有所不同。
1. 低硬度要求
对于一些需要具有良好韧性和可加工性的产品,如汽车车身件、机械零件等,常常要求钢材经过热处理后具有较低的硬度。
这样可以保证材料具备一定的延展性和可塑性,以便在使用过程中能够承受一定的冲击和变形。
2. 中等硬度要求
在一些工程结构中,需要钢材具有一定的硬度和强度,同时又要保持一定的可加工性。
这些产品包括建筑结构用钢、机械设备用钢等。
在热处理过程中,通过控制加热和冷却的速度,可以使钢材达到中等硬度要求。
这样可以保证产品具备足够的强度和硬度,以满足使用要求。
3. 高硬度要求
一些特殊应用领域,如刀具、模具等,对钢材的硬度要求非常高。
这些产品需要具备较高的耐磨性和切削性能。
在热处理过程中,通过控制加热和冷却的方式和时间,可以使钢材达到较高的硬度。
常用的热处理方法包括淬火、回火等,可以使钢材达到所需的高硬度
要求。
总结起来,产品常用钢材热处理硬度的一般要求可以分为低硬度要求、中等硬度要求和高硬度要求三个层次。
根据不同的产品和应用领域,可以选择适当的热处理方法和工艺参数,使钢材具备所需的硬度和性能。
在实际生产中,需要根据具体的材料和要求来确定热处理过程,以保证产品的质量和性能。
希望以上对于产品常用钢材热处理硬度的一般要求的讨论能够对你有所帮助。
16mncr5热处理工艺及硬度

16mncr5热处理工艺及硬度16MnCr5是一种常见的低合金渗碳结构钢,具有良好的淬透性能和高强度。
它常用于制造齿轮、传动轴和机械零件等重要组件。
为了获得理想的性能,16MnCr5钢需要经过热处理过程。
热处理是通过加热和冷却来改变材料的物理和机械性质的过程。
对于16MnCr5钢,热处理的目标是提高其硬度和强度,同时保持良好的韧性和耐磨性。
热处理过程通常包括加热、保温和冷却三个阶段。
首先,将16MnCr5钢加热至适当的温度范围,一般为860°C至900°C。
保持一段时间,使钢材达到均匀的温度分布。
然后,根据具体的热处理要求,进行保温处理。
最后,通过快速冷却来获得所需的组织和性能。
常用的热处理方法包括正火、淬火和回火。
正火是将加热后的16MnCr5钢材在空气中冷却,目的是使其达到一定的硬度和强度。
淬火是将加热后的钢材迅速浸入冷却介质(如水或油)中,以获得更高的硬度和强度。
回火是将淬火后的钢材加热至较低的温度,然后冷却,目的是减轻淬火过程中产生的内应力,提高韧性和耐磨性。
热处理后,16MnCr5钢的硬度会显著增加。
硬度是衡量材料抗压缩和抗划伤能力的指标。
通过热处理,16MnCr5钢可以达到40-45 HRC 的硬度,这是一种适合用于制造高强度和耐磨零件的硬度范围。
除了硬度,热处理还会对16MnCr5钢的组织和性能产生影响。
正火处理后,钢材的组织主要由球状铁素体和少量的珠光体组成,具有较高的韧性和耐磨性。
淬火处理后,钢材的组织则由马氏体组成,硬度和强度都较高,但韧性较低。
回火处理可以在一定程度上调整组织和性能,达到硬度和韧性的平衡。
16MnCr5钢的热处理是为了提高其硬度和强度,同时保持良好的韧性和耐磨性。
通过正火、淬火和回火等热处理方法,可以调整钢材的组织和性能,使其适用于不同的应用领域。
在实际应用中,热处理工艺需要根据具体要求进行优化,以充分发挥16MnCr5钢的优良性能。
40cr号钢热处理hrc38-45金相

40cr号钢热处理hrc38-45金相40Cr号钢是一种常用的合金钢,具有较高的强度和硬度,常用于制造机械零部件和工具。
为了改善40Cr号钢的性能和延长其使用寿命,常常需要进行热处理过程。
热处理是通过特定的加热、保温和冷却过程来改变金属的组织结构和性能的方法。
对于40Cr号钢而言,常见的热处理方法包括正火、退火和淬火。
下面将分别对这些热处理方法进行详细介绍。
首先是正火处理。
正火是将40Cr号钢加热至适当的温度,保持一段时间后冷却至室温。
正火处理可以提高40Cr号钢的硬度和强度,同时改善其韧性和可加工性。
通常,正火温度在820-860摄氏度之间,保温时间根据钢材的厚度和尺寸而定。
其次是退火处理。
退火过程是将40Cr号钢加热至临界温度以上,然后缓慢冷却。
退火能够消除40Cr号钢的内部应力,提高其塑性和韧性,并改善其加工性能。
常规退火温度为780-820摄氏度,保温时间要足够长以达到组织的均匀化。
最后是淬火处理。
淬火是将40Cr号钢加热至临界温度以上,然后迅速冷却至室温。
淬火能够使钢材达到高硬度和高强度,但降低其韧性。
40Cr号钢的适宜淬火温度范围为840-870摄氏度,冷却介质可以选择水、油等。
除了以上常见的热处理方法,还有一些辅助热处理方法可以用于进一步改善40Cr号钢的性能。
其中包括回火处理、马氏体转变处理和表面处理等。
回火可以减轻淬火后的内应力,提高韧性和塑性。
马氏体转变处理可以通过在淬火后进行加热保温来增加40Cr号钢的韧性。
表面处理可以在热处理后对40Cr号钢进行腐蚀、镀层或渗碳处理,以提高其耐磨性和耐腐蚀性。
在40Cr号钢的热处理过程中,需要严格控制加热温度、保温时间和冷却速率等参数。
以保证40Cr号钢能够达到所需的性能和应用要求。
此外,也需要考虑40Cr号钢的前处理和后处理,如去除表面氧化层和残留应力等,以确保热处理的效果。
总结起来,40Cr号钢常用的热处理方法包括正火、退火和淬火。
这些热处理可以改善40Cr号钢的硬度、强度、韧性和加工性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢号 10 15 35 热处理 S-C59 S-C59 S-G59 C35 Z T215 T235 Y35 C42 C48 G42 G48 G54 T-G54 S-C59 S-G59 S-C59 S-G59 T215 T235 C42 C48 G52 C45 C58 C42 C45 Th球化 T215 C61 T235 C56 C62 C60 C63 C63 力学性能 σ s(Mpa)δ (%) α k(J/cm2) HBS 心部146~136 心部≤143 30 ≤229 200~300 220~250 30~40 40~45 45~50 40~45 45~50 52~58 52~58 56~62 56~62 56~62 HRC 56~62 56~62 56~62 30~40
250~300 ≥650
≥20 ≥8
≥450 ≥650 ≥950
≥10 ≥15 ≥6
>40
心部220~250 ≥450 ≥17 心部≥600 心部≥10 心部≥60 心部≥800 心部≥9 心部≥80 >650 >1140 1300~1400 ≥1250 ≥1200 ≥1300 ≥10 ≥60 50 ~30 心部≥212 心部240~300 200~230 220~250
小于4的齿轮与直径<80mm的轴等 力的零件,如齿轮、离合器、主轴 如模数3以下的齿轮、主轴、花键轴等
的零件,如齿轮蜗杆、主轴
滚动轴承中运转动主轴、顶尖套、蜗杆、花键轴、轴 轴、液压泵转子、滑块
强度要求较高,可先调质 圈 簧卡头、机床主轴
套等 面轴、标Biblioteka 尺板、模具的导向套子、靠模、滚动轴承 纹磨床顶尖及其他高温耐磨零件
<1700
T:调质、C:淬火、S-C:渗碳、S-G:渗碳高频、Y:氧化处理、T-G:调质高频、Z:正火
零件常用钢材性能及热处理方法
用途举例 冷压加工的并须渗碳淬火的零件,如自攻螺丝,摩擦片等
载荷小、形状简单、受摩擦及冲击大零件,如小轴、套、挡铁、销钉等 强度要求较高的小型零件,如小轴、螺钉、垫圈、环、螺母等 载荷不大的轴、垫圈、丝杠、套筒、齿轮等 截面子100mm一下,工作速度不高并受中等单位压力的零件,如齿轮、 装滚动轴承的轴、花键轴、套、蜗杆、大型定位螺钉、大型定位销等 外形复杂的薄体小零件,其截面子6~8mm以下,如套环紧固螺母等 截面子80mm以下,形状不复杂的,具有较高强度与硬度的零件,如齿轮,轴、离合器、挡铁、定位销、 截面在50mm以下,不受冲击队高强度耐磨擦零件,如齿轮、轴、棘轮、 载荷不大,中等速度,承受一定的冲击力的齿轮、离合器、大轴等 中等速度与低载荷的齿轮、冲击力不大的离合器,直径较大的轴等 速度不大,受连续重载荷的作用,模数小于4的齿轮与直径<80mm的轴等 中等尺寸、高速、中等单位压力与冲击力的零件,如齿轮、离合器、主轴 要求高耐磨性,热处理变形小的零件,如模数3以下的齿轮、主轴、花键轴等 高速、中等或大的单位压力及冲击载荷的零件,如齿轮蜗杆、主轴 中等速度、中等载荷的零件,如齿轮、滚动轴承中运转动主轴、顶尖套、蜗杆、花键轴、轴 中等速度、高载荷的零件,如齿轮、主轴、液压泵转子、滑块 同上,要求截面小于30mm 中等速度、中等压力的齿轮,如果心部强度要求较高,可先调质 带状弹簧,截面大于6mm以上的弹簧、垫圈 高强度、高耐磨、高弹性的零件,如弹簧卡头、机床主轴 截面大于12mm承受较重载荷的大型弹簧 不淬硬的精密丝杠 大载荷,有一定耐磨性的精密丝杠、钻套等 大气条件下不锈的,不大的零件,如镜面轴、标准尺 变形小,耐磨性高的精密丝杠、凸轮样板、模具的导向套 耐磨性高,承受压力大的垫块、心轴 载荷大,耐磨性高的零件,如叶片泵定子、靠模、滚动轴承 高硬度、耐磨得零件,如油泵叶片、螺纹磨床顶尖及其他高温耐磨零件
45 20Cr 20CrMnTi
7 ≥5 ≥5 ≥6
40Cr 65Mn 60Si2Mn
40~45 45~50 50~55 42~48 55~60 40~45 42~48 ≤197 200~230 58~64
T10 2Cr13 CrWMn GCr15 W18Cr4V
450
16
80
200~255 54~58 60~61 58~62 61~65 61~65
频、Z:正火
用途举例 攻螺丝,摩擦片等
件,如小轴、套、挡铁、销钉等 钉、垫圈、环、螺母等 轮等 等单位压力的零件,如齿轮、 大型定位螺钉、大型定位销等 m以下,如套环紧固螺母等 较高强度与硬度的零件,如齿轮,轴、离合器、挡铁、定位销、键等 磨擦零件,如齿轮、轴、棘轮、 力的齿轮、离合器、大轴等 的离合器,直径较大的轴等