常用钢材热处理工艺参数定稿版
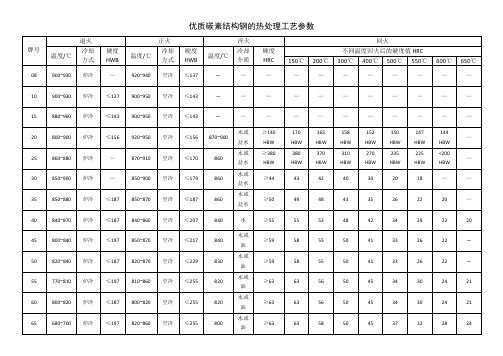
优质碳素结构钢的热处理工艺参数
—
—
—
—
—
—
—
—
45Mn
820~850
炉冷
≤217
830~860
空冷
≤241
810~840
54~60
—
—
—
—
—
—
—
—
50Mn
800~840
炉冷
≤217
840~870
空冷
≤255
780~840
54~60
—
—
—
—
—
—
—
—
60Mn
820~80
炉冷
≤229
820~840
空冷
≤269
810
57~64
61
58
54
炉冷
≤156
920~950
空冷
≤156
870~900
—
25
860~880
炉冷
—
870~910
空冷
≤170
860
—
30
850~900
炉冷
—
850~900
空冷
≤179
860
—
35
850~880
炉冷
≤187
850~870
空冷
≤187
860
≥50
49
48
43
35
26
22
20
—
40
840~870
炉冷
≤187
840~860
47
39
34
29
25
65Mn
775~800
炉冷
≤229
830~850
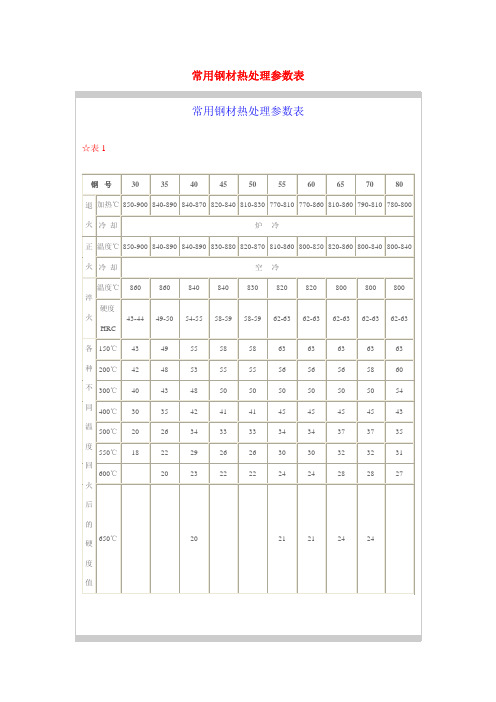
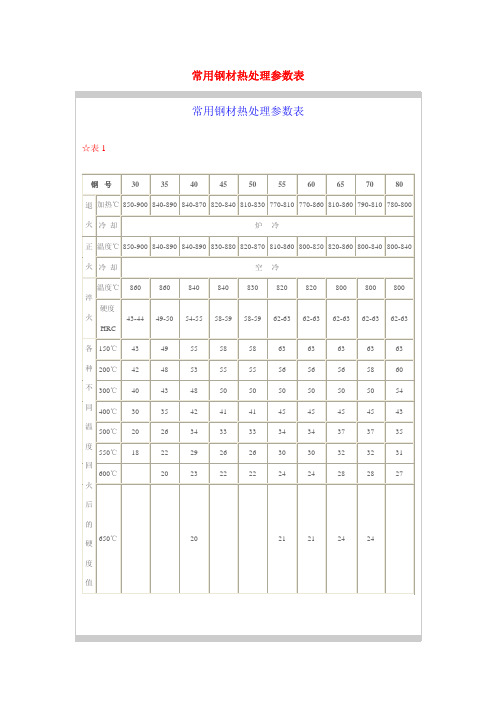
常用材料热处理工艺参数

常用材料热处理工艺参数
常用材料的热处理工艺参数取决于材料的组织性能要求、工艺性能要
求和使用条件等因素。
下面以几种常见的材料为例,介绍一些主要的热处
理工艺参数。
碳钢是一种普遍使用的金属材料,其热处理工艺参数包括淬火温度、
回火温度、保温时间等。
一般来说,碳钢的淬火温度在800℃至900℃之间,回火温度在150℃至500℃之间。
保温时间通常为1小时到3小时。
不锈钢是一类具有良好耐腐蚀性能的材料,其热处理工艺参数包括退
火温度、固溶温度和时效温度。
退火温度一般在800℃至900℃之间,固
溶温度在1000℃至1200℃之间,时效温度在500℃至700℃之间。
保温时
间通常为1小时到5小时。
铝合金是一种轻质高强度的材料,其热处理工艺参数包括固溶温度、
时效温度和时效时间等。
固溶温度一般在480℃至520℃之间,时效温度
在150℃至250℃之间。
时效时间一般为1小时至10小时。
铜合金是一种导电性能良好的材料,其热处理工艺参数包括固溶温度、时效温度和时效时间等。
固溶温度一般在800℃至950℃之间,时效温度
在300℃至550℃之间。
时效时间一般为1小时至10小时。
上述只是对于不同材料几种常见的热处理工艺参数进行了简单的介绍,实际工艺参数还需要根据具体材料的特性和要求进行调整。
同时,热处理
工艺参数的选择也应考虑到工艺设备和生产成本等因素。
在实际应用中,
可以通过试验和实践来确定最佳的热处理工艺参数。
常用钢材热处理参数表
火 等温℃
炉冷
710
炉冷
正 温度℃ 火 冷却
900-950 900-950
900-950 870-880
空冷
930-950
温度℃ 980
880
840 820
淬
硬度
火
61-64 58-60 >62
65
HRC
840
860 800
800 840
53-58 62-66 62 62-64 62-65
150℃ 63
810-870 800-870 780-800 炉冷
850-870
正 温度℃ 820-860 820-860 830-860 850-880
火 冷却
空冷
温度℃ 淬
硬度 火
HRC
810 57-64
810 57-64
870 >60
860 56-62
880 54-56
880 950 1050 1130 58-60 60-62 62-63 42-45
各 150℃ 61
61
61
56
54
59
60
63
42
种 200℃ 58
58
60
55
52
58
59
62
42
不 300℃ 54
54
56
51
48
53
58
59
43
同 400℃ 47
47
51
49
42
48
57
57
44
温 500℃
39
39
43
45
39
42
54
55
48
热处理参数
退 加热℃ 840 820-850
820-850 840-880 未渗碳 未渗碳 未渗碳
火 冷却
炉冷
正 温度℃ 870 火 冷却
830-870
860-890 890-920 空冷
950-970 840-880 920-980
温度℃ 淬
硬度 火
HRC
880 >52
830 57-58
830 >53
850 >57
850 >55
880
860
850
42-46
35-43
44-46
各 150℃ 52
58
53
57
55
种 200℃ 51
56
52
55
54
不 300℃ 47
48
47
51
49
同 400℃ 43
41
40
47
44
温 500℃
35
33
31
35
38
度
550℃ 31
29
27
30
34
回
600℃ 27
25
24
25
30
火
后
的
硬 650℃
25
33
22
21
27
度
43
43
45
41
42
43
40
41
42
39
39
41
35
31
37
30
28
32
25
24
27
17
20
19
☆表 4
钢 号 40Cr 40CrMnMo 35CrMoV 38CrMoAl 35CrMo 40CrNi 30CrMnSi 35SiMn
各种钢的热处理工艺参数资料
35SiMn
750 830 330
1150
645
-
1220 ≥ 860 800
炉冷
≤ 229
900 空冷
11
42SiMn
765 820 -
645
-
1150 1180 ≥ 840
850
炉冷
≤ 229
875
空冷
≤ 244
12
20SiMn2MoV
830 877 312
1150
740 816 -
1220 ≥ 710 850
735 855 680 835 -
-
1225 > 850 800
炉冷
≤ 156
935
空冷
≤ 156
735 840 680 824 -
-
1225 > 870 炉冷 800
890
空冷
≤ 170
732 813 380 677 796 -
-
1200 > 875 炉冷 800
875
空冷
≤ 179
724 802 350 680 744 190
790
炉冷
≤ 229
840
空冷
≤ 269
721 740 -
670
-
-
1075 825
-
炉冷
-
空冷
≤ 164
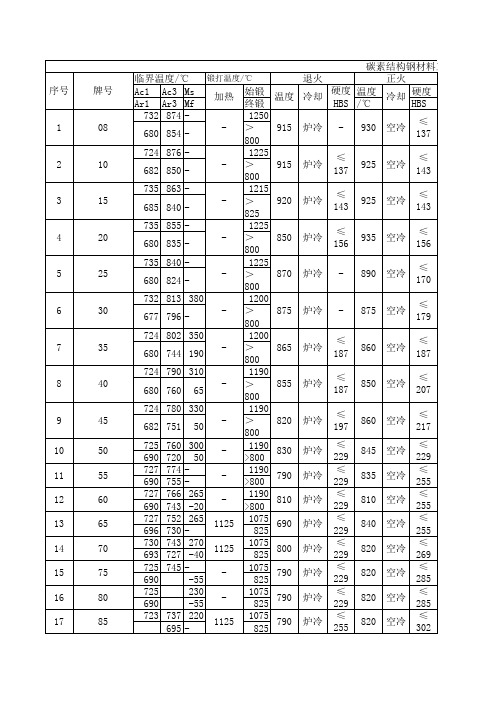
合金结构钢钢材料工艺参数
临界温度/℃ 锻打温度/℃
退火
正火
Ac1 Ac3 Ms Ar1 Ar3 Mf
加热
始锻 终锻
温度
冷却
硬度 温度 HBS /℃
冷却
硬度 HBS
725 840 400
1190
常用钢的热处理
180~200 ℃回火
σS σb /M /M Pa Pa
≥7 ≥98 84 0
力学性能
δψ %%
αk
J/c m
HB S
HRC
2
≥ ≥5 ≥7 — 58~63 10 8 0
20Cr SMnTi G5
8
900~950 — — ℃渗碳
820~860 ℃淬乳 化液
180~200 ℃回火
620~640 ℃回火
40Cr 40Cr
C35 830~860 ℃油淬 420~470 ℃回火
C42 830~860 ℃油淬 360~400 ℃回火
2021/5/8
σS σb /M /M Pa Pa ——
11 118 70 6
力学性能
δψ %%
αk
J/c m
HBS
2
— — — 270~ 300
— 38 55 — .9
≤18 7
用于负荷较 — 小和无耐磨 — 性要求的轴、 拉杆、手柄 等零件
≥980
≥ ≥3 80
≥59 —
35~40
用于具有较 高强度的螺 钉、螺母、 挡块、垫圈 等各种标准 件
≤45 (截面尺 寸大于 50mm时, 其调质硬 度与正火 硬度相近 )
2021/5/8
3
2、优质碳素结构钢
钢 号
热处 理代
号
工艺规 范
σS
σb
/MPa /MPa
力学性能
δψ %%
αk J/c
m2
HBS
HR C
应用范围举例
截面尺寸 /mm
45 Z
840~860 ℃空冷
≥35 3
≥59 8
热处理参数确定(调质)
部份材料热处理方法一、45 钢调质:1. 正常情况下加热温度在 810~840℃之间:只要充分奥氏体化,加热温度越低越好。
2. 冷却中应注意的问题:热处理生产中最重要的一环就是冷却,很多热处理缺陷都产生在冷却中。
如:开裂、硬度不足、变形超差、局部有软点等等。
⑴出炉时不要慌忙,有时为怕不能淬硬而手忙脚乱。
只要不低于Ar3,是不会析出铁素体而影响表面硬度的。
⑵水温在冷却中相当重要,要严格控制水温不要超过 30℃,若超过 30℃,析出铁素体将是不可避免的,任你此后将工件冷透,硬度很难高于 300HB。
因此要严格控制水温不要超过 30℃。
⑶工件入水后要不停的在水中移动,以快速破裂蒸汽膜而提高 500℃以上的冷却速度,从而避免析出铁素体或珠光体,进而影响工件最终硬度。
⑷为避免复杂工件开裂,温度低于 300℃以下可以出水空冷一会再水冷,当工件温度不超过 150℃出水回火。
3. 严格按 45 钢的回火温度回火:一般取中偏下的回火温度,按 HRC=62-T×T/9000 进行计算,并结合每台炉子自身温差及淬火情况进行适当调整。
4. 其它注意事项:⑴对于小件,特别是 30mm 以下的工件,要注意淬裂的问题。
45 钢仍然可能开裂,在硬度要求不太高时,可以选择油淬。
⑵除严格按规定的温度回火外,应根据实际淬火情况调整回火参数。
⑶对于批量较大且要求硬度较高的小件,要特别注意在水中的搅动问题,以增加冷却能力。
否则,返工不可避免。
⑷选择合适的电炉,确保加热时间不可过长,长时间加热并不利于提高工件硬度。
二、合金结构钢调质:1. 合金结构钢调质:可以参照上面的要求。
应注意的是:由于加入合金元素,C 曲线不同程度右移,甚至改变了形状;提高了珠光体的稳定性,提高了钢的淬透性和淬硬性,淬裂倾向增加。
因此,对相同含碳量来说,各临界点有所升高,加热温度要略高一些,保温时间要适当延长,便于合金碳化物的分解;淬火冷却时要适当缩短水冷时间,增加空冷时间,从而避免开裂。
常用热处理工艺
钢的热处理就是通过加热、保温、冷却的方法改变钢的组织结 构以获得工件所要求性能的一种加工技术。 一、根据加热、冷却方式及获得的组织和性能的不同,钢的热处理 工艺可分为普通热处理、表面热处理及形变处理。 二、根据处理零件在整个生产工艺过程中位置和作用的不同,可分 为预备热处理和最终热处理。如退火和正火属于预备热处理, 但对性能要求不高的零件,也可作为最终热处理。
JEFFERY
淬火
名称
静止自来水20℃ 静止自来水40℃ 静止自来水60℃ 10%NaCl溶液20℃ 15%NaCl溶液20℃ 20%NaCl溶液20℃ 10#机油,20℃ 10#机油,80℃ 3#锭子油,20℃
常用淬火介质的冷却特性
最大冷却速度时
平均冷却速度
所在பைடு நூலகம்度/℃
340 285 220 580 560 430 430 430 500
JEFFERY
正火
❖ 1、定义: 正火是将钢加热到Ac3(或Acm)以上适当温度,保温后在空气中冷却得到珠光 体类组织的热处理工艺。
❖ 2、目的: ❖ 细化晶粒、消除应力、消除魏氏组织和带状组织,为最终热处理提供合适的组织
状态,消除过共析钢的网状炭化物,为球化退火作好组织准备,提高普通结构零 件的机械性能; ❖ 3、应用: ❖ 适用于含碳量小于0.25%的低碳钢,正火工艺周期短,操作简便,工艺成本低, 在工艺性能允许的情况下,尽可能用正火代替退火。
冷却速度/℃S-1
775 545 275 2000 2830 1640 230 230 120
650-550℃
135 110 80 1900 2750 1140 60 70 100
300-200℃
450 410 185 1000 775 820 65 55 50
热处理工艺规程(工艺参数)
热处理⼯艺规程(⼯艺参数)热处理⼯艺规程B/Z61.012-95(⼯艺参数)2005年12⽉5⽇⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
②有效截⾯⼩于20mm者可采⽤空冷。
2.2要求淬硬的钢种(新HRC>30)表2注:①回⽕后油冷。
②淬⽕加热时要加以保护,以防脱碳。
③回⽕脆性区为500~510℃,严禁采⽤。
金属热处理工艺参数
金属热处理工艺参数金属热处理工艺手册一、调质工艺序号钢号淬火回火硬度HB截面大小mm 温度淬火介质温度°C 冷却方法1 35 840-860水500-540空气197-255 小于100 860-880 560-600 156-207 100到300 850-870 油610-630 121-187 大于300570-590 170-2172 45 850-870油580-620空气163-238 小于100480-500 196-255 100到330 水500-530 217-248830-850 560-580 207-2553 40CrA 840-860 油520-540油280-321小于40 540-560 269-302550-570 241-277 大于40-60570-590 217-255 大于60-120590-610 192-233 大于1204 12Cr1MoV A 980-1000 740-760 空气131-163 小于1605 15CrMoA 900-920 油540-560空气207-241 小于160 570-590 170-207 小于2106 20CrMoA 880-900 水550-570空气220-270 小于100 570-590 197-241 小于200 630-640 163-1877 34CrMoA35CrMoA860-880 油550-570空气255-311 小于70580-600 241-302 大于70-100610-640 217-265510-530 241-2658 910111213二、钢的淬火和回火工艺序号钢号淬火回火硬度HRC 备注温度淬火介质温度°C 冷却方法1 35 840-860 盐水200-250 空气≥402 45 820-840 盐水350-400空气40-45 180-2503 60 810-830 水340-360 空气≥454 85 800-820 水400-440 空气37-425 35CrMoA 870-890 油180-200 空气40-556 35CrMo40Cr840-860 油400-450空气、油35-45180-200 40-507 50CrV 840-860 油430-450 空气、油42-478 65Mn 840-860 油360-400 空气46-509 GCr15 820-850 油160-180 空气58-6310 2Cr13 980-1000 油560-580油31-35小件空冷530-550 36-40510-530 41-4511 3Cr13 980-1020 油530-550空气36-40淬火后硬度HRc52-60 520-540 41-45380-400 46-5012 4Cr13 950-1000 油520-540空气43-49 淬火后硬度HRc52-60 540-560 35-42。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用钢材热处理工艺参
数
HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】
热处理工艺规程B/Z61.012-95
(工艺参数)
2012年10月15日
目录
1.主题内容与适用范围 (1)
2.常用钢淬火、回火温度 (1)
2.1要求综合性能的钢种 (1)
2.2要求淬硬的钢种 (4)
2.3要求渗碳的钢种 (6)
2.4几点说明 (6)
3.常用钢正火、回火及退火温度 (7)
3.1要求综合性能的钢种 (7)
3.2其它钢种 (8)
3.3几点说明 (8)
4.常用钢去应力温度 (10)
5.各种热处理工序加热、冷却范围 (12)
5.1淬火 (1)
2
5.2 正火及退火 (14)
5.3回火、时效及去应力 (15)
5.4工艺规范的几点说明 (16)
6.化学热处理工艺规范 (17)
6.1氮化 (17)
6.2渗碳 (20)
7.锻模热处理工艺规范 (22)
7.1锻模及胎模 (22)
7.2切边模 (24)
7.3锻模热处理注意事项 (25)
8.有色金属热处理工艺规范 (26)
8.1铝合金的热处理 (26)
8.2铜及铜合金 (26)
9.几种钢锻后防白点工艺规范 (27)
9.1第Ⅰ组钢 (27)
9.2第Ⅱ组钢 (28)
热处理工艺规程(工艺参数)
1.主题内容与适用范围
本标准为“热处理工艺规程”(工艺参数),它主要以企业标准《金属材料技术条件》B/HJ-93年版所涉及的金属材料和技术要求为依据(不包括高温合金),并收集了我公司生产常用的工具、模具及工艺装备用的金属材料。
本标准适用于汽轮机、燃气轮机产品零件的热处理生产。
2.常用钢淬火、回火温度
2.1 要求综合性能的钢种:
表1
注:①采用日本材料时,淬火温度为960~980℃,回火温度允许比表中温度高10~30℃。
②有效截面小于20mm者可采用空冷。
2.2要求淬硬的钢种(新HRC>30)
表2
注:①回火后油冷。
②淬火加热时要加以保护,以防脱碳。
③回火脆性区为500~510℃,严禁采用。
④回火脆性区为470~530℃,严禁采用。
2.3 要求渗碳淬硬的钢种
表3
2.4几点说明:
⑴表1~3中提供的淬火、回火温度范围,是供生产时按具体情况选定参数用的,不是某一炉
允许的温度偏差。
⑵凡水冷的钢种(奥氏体钢除外)均应及时回火以防开裂。
⑶表1中的σs数值为σ0.2的数值。
⑷ 45、35CrMoA、40CrNiMoA为保证取样部位合格,毛坯送检硬度允许适当提高。
⑸对感应加热,快速加热的零件淬火温度允许适当提高。
⑹表中标有*者生产上尚未用过或较少用过,其参数不够成熟,尚待生产中进一步验证,生产
中允许在验证基础上进行修改。
⑺表1~3中冷却为水→油者,允许用水→空→水代替,具体方法为:水冷一段时间后将零件
提起空中(让零件反热后)再入水继续冷却。
3.常用钢正火、回火及退火温度
3.1要求综合性能的钢种
表4
3.2其它钢种
表5
注:①用于消除粗晶。
②Ⅰ用于软化;Ⅱ用于细化晶粒。
③用于消除粗晶。
④正火为消除过热组织及网状碳化物。
⑤模具翻新退火温度为720~740℃。
⑥模具翻新退火温度为710~730℃。
3.3几点说明:
⑴表5中列出的正火、回火、退火温度范围是供生产中在这区间内选用的,不是指一炉允许的
温度偏差,一般情况下选用中限。
⑵表4规定的回火,根据技术条件要求,均在正火后进行。
表5规定的回火,根据具体情况,
可在正火后进行,也可在锻后单独进行。
⑶渗碳钢消除渗碳层中网状碳化物的正火温度一律采用860~880℃。
4.常用钢除应力温度
表6
注:①经正火回火的铸件或型材件。
②用于Q235-A,对易变形焊接构件去焊接应力温度可选择中、下限,其余情况按上限温
度选择,但加热温度范围都应限制在±10℃。
③除焊接应力时按80℃/h升,≤60℃/h降,执行。
④正火后的回火温度
4.1几点说明:
1. 两种或两种以上钢材去应力并炉时,一般几种材料除应力温度温差不应超过20℃,并
炉后的除应力温度应以几种材料中最低除应力温度为准。
特殊情况下,在不影响材料原性能前提下,并炉范围可酌情放宽。
但氮化零件氮化前除应力时,温度不准低于表6规定,因而不准与除应力温度低于氮化件除应力温度的零件并炉。
2. 两种或两种以上钢材组合焊接时,除焊接应力温度应为几种材料中最低的除焊接应力
温度。
必要时采用专用工艺。
3. 除焊接应力的回火温度原则上为调质回火温度下限减(20~30℃),如表中未列除焊
接应力回火温度的材料牌号需进行除焊接应力时,可按此原则自行选定。
4. 氮化件氮化后校直时,去应力的温度应低于氮化温度,即:Ⅰ组钢为450~480℃。
Ⅱ、Ⅱ组钢为500~520℃(钢的组别分类见表7)。
5. 各种热处理工序加热、冷却规范
5.1 淬火
⑴碳素、合金结构钢
⑵铬不锈钢及奥氏体钢
⑴回火
小时,再随炉升温100℃保温1小时后,每升温100℃保温1小时,直到保温温度为止。
对阀杆等形状复杂易变形零件必须保证≤50℃/时,必要时可用手动控制。
5.4工艺规范的几点说明:
⑴“透”系指工件装炉后,炉子到温起至工件与炉膛火色一致止的时间。
⑵装炉温度栏之“不限”一般系指不超过曲线中保温温度以下的各温度。
(如曲线中有两个保
温温度,则应不超过第一段的保温温度)
⑶ 38CrMoAlA钢淬火保温时间应按规定再延长30%。
⑷要求淬硬零件的回火保温时间至少不小于1小时。
⑸除应力的时间:除机械加工和校直应力不得小于3小时;除焊接及铸造应力不得小于4小
时。
⑹氮化件氮化后除校直应力时,除应力的整个过程均需通氮。
⑺按Z75.22-86 GH2136时效热处理为≤300℃入炉,随炉升温至710±10℃,保温烧透+12~
16h 出炉空冷,达HRC32~42。
6. 化学热处理工艺规范
6.1氮化
⑴氮化技术要求
表7
⑵工艺规范
⑶注意事项:
①零件氮化前必须清除表面锈斑,用汽油清洗表面油污。
②零件装炉时,所有要氮化的表面,不许互相接触,特别注意大工件不要放在热电偶的附近,
严禁工件靠在热电偶上。
对于局部氮化的零件,要检查镀锡部位是否正确。
对M16以下的螺孔和¢16以下的盲孔、通孔及经镀锡保护有螺纹的氮化件的螺纹部分、退刀槽,氮化前均进行涂料保护。
③氮化件入炉后应先通氮30分钟排除箱内的空气,氨气压力控制在100~150mm油柱,待空气
排除后按工艺要求调节压力控制分解率。
氮化过程中氨气自始至终不得中断。
④氮化冷却时,先停电随炉冷却至≤150℃时停氨,取出零件。
⑤炉内氨气压力只做参考,操作时以控制分解率为准。
6.2 渗碳
⑴固体渗碳
⑵气体渗碳
比例为1:2。
②气体渗碳剂:(a)苯一滴速:升温时控制在30~35滴/分,保温时控制在60~70滴/分。
(b)* 煤油+酒精各50%,滴速与苯同。
首次使用时先进行试验,确定合适的滴速。
③渗碳保温时间到达前1~1.5小时看预测试样,根据测得的结果决定出炉时间。
④气体渗碳装炉时零件之间要保持一定的距离,至少要保持5~10mm。
固体渗碳装箱零件间或
箱壁间距不得小于15~20mm。
⑤渗碳后如果发现渗碳层有网状碳化物存在,均应进行正火处理以消除。
7. 锻模热处理工艺规范
7.1锻模及胎模:
表8
淬火
回火。