蜡型部2-4钢牙的制作
修复评分标准铸造全冠蜡型的制作、包埋示教

铸造全冠蜡型的制作、包埋
项目
分数
得分
一铸型的形成
40
滴蜡法
(1)代型冠部及邻牙合涂分离剂
(2)热蜡刀蘸蜡滴于冠部表面,形成蜡膜
(3)取下蜡外形,完成蜡型的制作
二安插铸道
20
在蜡型的非功能尖上安插铸道
三包埋
40
(1)选择铸圈:选择大小合适的铸圈,溶模在铸圈内距离圈的内壁至少3-5毫米,距顶端则须8-10毫米,使蜡型位于铸圈中1/3与下1/3交接处
(2)蜡型处理:用毛笔蘸肥皂水液清洗蜡型表面,冲洗干净
(3)铸圈内壁衬垫石棉纸:厚度为1-1.5毫米与铸圈上下端形成3-5毫米空白区
(4)包埋材料:中熔合金一般采用石英砂(350克)、石膏(150克)约3:1为主要成分的包埋材
高熔合金需要硅酸乙脂包埋材料或磷酸包埋材料
(5)包埋方法:按水粉比例调拌包埋材料,调和过程边震荡以排除包埋中气泡
用毛笔蘸调好包埋糊剂,轻涂蜡型各个面,尤其注意涂部点角、线角及各个边缘处
将浸湿的铸圈与铸造坐上,放于震荡器上,开启震荡器,调至合适的震荡强度,将包埋材料沿铸圈内壁渐渐侵入,直至包埋材料灌满铸圈
可摘局部义齿支架蜡型制作

调和:1:3
涂布:3~6mm
挂砂:30~40目
干燥: 15~20min
将包埋好内包埋 的的蜡型固定在 铸圈里,调和外 包埋材料,注入 铸圈直至注满
磷酸盐包埋法
一次包埋
两次包埋
根据蜡型和铸圈 的大小调和包埋 材料,一次注满 铸圈。
将调和好的包埋 材料涂刷在蜡型 表面形成 3~4mm壳型, 再用外包埋材料 包埋。
确保铸件轮廓清楚,表面光洁,无内外铸造缺陷。 3.不破坏蜡型的整体形态,不因铸造收缩而使铸件受到
牵拉变形,且利于切割和研磨。 4.不使液态的铸金产生涡流、紊流及倒流现象。 5.铸道宜粗不宜细、宜少不宜多、宜短不宜长、宜弯不
宜直。 6.利于蜡型料熔化时外流、燃烧及挥发。 7.铸道必须设置在蜡型的最厚部位。同时铸道也应位于
由体部至尖端逐渐变细。
各类型卡环固位体
根据卡环臂数目分:单臂卡环、双臂卡环、三臂 卡环。
根据卡环的形态不同分为:圈型卡环、回力卡环、 对半卡环、联合卡环、尖牙卡环。
根据卡环与观测线的关系分:Ⅰ、Ⅱ、Ⅲ型卡环。 根据制作方法不同分:铸造卡环、锻丝卡环 铸造钝
铸道的形式和种类
单铸道:用直径 6mm圆形蜡线安 放在较大的上颌 蜡型后缘。
多铸道:除主铸 道外,还有2~4个 分铸道。
正插铸道 反插铸道 垂直铸道 螺旋单铸道
铸道的类型
按铸道的数量分类
可以分为单一铸道和复数铸道两种。 主铸道上分出2~4根辅助铸道 主铸道直径为6~8mm的蜡线条 辅助铸道则为1~1.5mm的蜡线条
支托蜡型的制作要点
牙合支托的大小应根据支托凹的预备 情况制作,应注意其形态和高度,制 作的面积应稍大于支托窝的面积,以 备后期的打磨、抛光。有时还应恢复 其咬合作用,即可根据需要雕刻出牙 合面的形态,达到与基牙牙合面形态 的协调一致。
义齿加工厂各部门生产经过流程
模型休整工艺流程(石膏组)一、接模(检查工作模型)接到牙模时首先由师傅看清楚医生的要求,以及来模的制作条件是否合格,即来模是否完好,印模是否清晰等。
如有疑问请马上送到质检部门处理。
把检查过的模型分别放在合格区、待判定区、待检验区、不合格区。
用铅笔标明需要加工的牙位以避免出现做错货的现象。
二、工作模型的修整用模型修整机修整底部及四周,修整后的底部至牙龈的厚度应为0.9~1.2cm。
开好固位槽以增加模型与底座的结合。
注意不能损坏基牙以及对应的对颌牙、能确定咬合关系及需做的游离端等重要部位。
三、上复位盒(俗称胶盒)在复位盒内灌满石膏,将修整好的模型压入。
可先在固位槽的部位先填入少许石膏再压入。
待稍干时刷干净复位盒和基牙上粘着的多余石膏,复位盒面至整体牙龈部的距离应为6~8mm左右。
四、修整颈缘先由部门师傅根据每位员工的技术水平进行分货。
看清楚模型基牙的肩台与牙龈的位置,用手术刀在基牙上轻刮一圈,以保证牙龈边缘的准确,使颈缘清晰圆滑。
注意:模型上的石膏小瘤应先切除,辨认出肩台与牙龈,略做修整,不允许刮至肩台位置,否则将使颈缘过长。
基牙两侧的邻牙的接触面可以刮除0.1~0.2mm以良好的恢复冠的接触区。
桥体的处理应根据牙龈的丰满度来确定,刮除的时候应该均匀一致。
五、倒凹的处理(俗称扣位)检查该加工的基牙是否有倒凹,如果有即补石膏至垂直,至同一个就位道为止,用铅笔将牙齿颈缘线画出,以方便边缘修整的准确。
注意:切牙一般情况下唇侧和后牙的颊侧肩台上不能补石膏,否则将导致密合度下降,影响修复效果。
六、分离模型用0.2mm薄的U形石膏分离锯分别沿患牙(基牙)近远中邻面向龈方并且与患牙(基牙)牙长轴平行的方向向下锯开。
锯时注意模型不能太湿,以免粘锯片,锯缝要窄。
切割时不得伤及患牙(基牙)保持垂直向切割。
锯开线在两边相互平行。
七、修整代型(俗称车边)在画出的颈缘线0.5mm以下,宽为3mm的范围内用技工打磨机夹持大球钻进行修整,修整成凹面,再用尖锐的器械将游离龈部位的石膏修去,暴露龈沟底。
蜡型制作的方法
五、光滑蜡型
• 喷光时要注意掌握好火焰的大小、距离 和方向,在蜡型表面以较快的速度移动 喷过,使其熔而不流,熔后又凝固,形 成光滑、自然的磨光面,再用湿润软布 擦光即可。
• 火焰的方向,在牙间隙处可以垂直方向 喷,边缘和腭侧可从水平方向喷。
六、蜡型完成后的检查
• 将制作完成蜡型的模型再上到牙合架上, 检查咬合关系,如无改变即可进行下一 步操作。
装盒(下层)
装盒(上层)
去蜡和涂分离剂
4、填塞(填胶)-模型准备
4、填塞(填胶)
4、填塞(填胶)
5、热处理
5、开盒
6、打磨抛光
6、打磨抛光
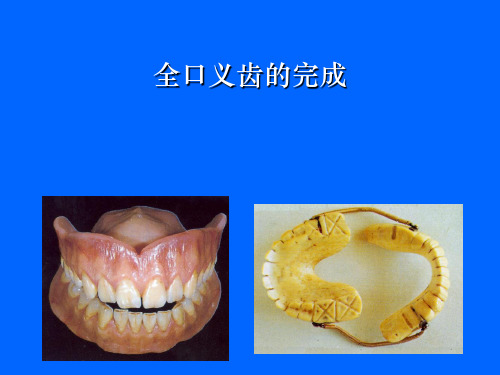
全口义齿的完成
蜡型制作的方法
蜡条制作与软化
蜡条可预先制作,其方法是
– 将碎蜡放人锅内煮化后,倒入有热水的搪瓷 盘中,初凝后用刀切成10cm x 6mm x 6mm 的蜡条备用。
– 也可将蜡片用电吹风机或酒精灯烘软后,折 叠成软蜡条使用。
• 在上蜡前将蜡条置入恒温箱内烘软备用, 一般温度为43—47℃,蜡保持软化、可 塑而又不熔化的状态。
四、雕蜡
在压、烫的基础上用雕刻刀去净牙面上 的蜡,并精修出基托外形。
四、雕蜡
1.用尖头雕刻刀雕刻龈缘线 先从牙合龈 方向,使雕刻刀与牙面呈15°角,从一 侧雕刻至另一侧;再从龈合方向,使雕 刻刀与前牙唇侧牙面呈60°角,与后牙 颊侧牙面呈45°角,舌侧雕刻刀与舌侧 牙面呈20°角,逐个雕刻,使龈缘线对 称、清晰。
四、雕蜡
2.用尖头雕刻刀在两牙之间的近远中面及 合龈方向雕出龈乳突和略微内陷的龈外 展隙。
四、雕蜡
3.用长弯刀或小刮勺雕刻出各牙的根部外 形
ቤተ መጻሕፍቲ ባይዱ
四、雕蜡
支架蜡型的制作方法与步骤
支架蜡型的制作方法与步骤
支架蜡型的制作方法与步骤
一、准备材料
1. 支架蜡:也称为铸造蜡或模型蜡,具有较高的强度和耐磨性,用于制作牙科修复体的蜡型。
2. 热源:用于加热蜡型,可以使用热风枪或烤箱。
3. 牙科石膏模型:用于制作蜡型的原始模型。
4. 毛刷:用于涂抹支架蜡。
5. 钳子:用于固定和调整支架蜡。
6. 保护手套:保护手部免受烫伤。
二、制作步骤
1. 准备石膏模型:将牙科石膏模型放置在工作台上,确保表面干净无尘。
2. 加热支架蜡:使用热风枪或烤箱将支架蜡加热至熔点(通常为60-70℃)。
加热过程中要避免过度加热,以免支架蜡变质。
3. 涂抹支架蜡:使用毛刷将加热后的支架蜡均匀地涂抹在牙科石膏模型上,确保涂抹厚度适宜,以获得稳定的蜡型。
4. 固定支架蜡:使用钳子将涂抹好的支架蜡固定在牙科石膏模型上,确保支架蜡稳定不动。
5. 冷却凝固:让支架蜡在室温下自然冷却凝固,通常需要等待数小时。
6. 取下蜡型:待支架蜡完全凝固后,使用钳子轻轻取下蜡型,确保其完整无损。
7. 修整蜡型:使用钳子或工具对蜡型进行修整,以使其符合所需的形状和大小。
8. 完成制作:经过进一步修整和细节处理后,即可完成支架蜡型的制作。
三、注意事项
1. 在操作过程中要小心谨慎,避免烫伤或划伤手部。
2. 在涂抹支架蜡时要注意均匀涂抹,避免出现气孔或气泡。
3. 在固定支架蜡时要确保其稳定不动,避免出现变形或移位。
可摘局部义齿---支架蜡型制作ppt课件
支架的组成及各部分的作用和要求
1.大连接体 2.支托 3.小连接体 4.固位体 5.邻面板 6.加强带 7.网状连接体 8.支架支点
.
铸造支架的分型
1 .按照支架的结构分型 (1)全金属型 (2)基托型 (3)支架型 (4)网状型
.
型全 金 属
.
基托型
.
支 架 型
缘不小3㎜,一般宽为3~4㎜,后为1.5~2㎜。 杆的截面观呈半梨状或上薄下厚的条状。 舌板最厚处为1~1.2㎜。外形与舌侧塑料基 托外形相似。
.
.
带模铸造支架蜡型的制作
支架蜡型的要求(四) 连接杆
连接杆种类不同上下颌位置不同其宽度、 厚度也不同。
前腭杆宽薄:宽4~6mm、厚1.2mm
后腭杆较厚:宽4~5mm、厚1.5~2mm
.
网 状 型
.
铸造支架的分型
2.按照表面的形态分型 (1)光滑型 (2)皱纹型
.
第一节 蜡型制作
.
语导
熔模:在铸造支架的制作过程
入 中,用可熔性材料制作的义齿铸件 的雏形称为熔模,目前最常用的熔
模材料是蜡,因此也常称之为蜡型。
熔模的质量好坏直接影响铸件 的精确度,只有制作出精确的熔模, 才能获得高质量的铸件。
.
.
各类型卡环固位体
根据卡环臂数目分:单臂卡环、双臂卡环、三臂 卡环。
根据卡环的形态不同分为:圈型卡环、回力卡环、 对半卡环、联合卡环、尖牙卡环。
根据卡环与观测线的关系分:Ⅰ、Ⅱ、Ⅲ型卡环。 根据制作方法不同分:铸造卡环、锻丝卡环 铸造卡环包括:圆环型卡环、杆型卡环。
.
1. 三臂卡环:由颊、舌二个臂和牙合支托组成。其卡环臂 进入基牙倒凹区的长度为卡环臂全长的1/3,卡环臂末端 的宽度与厚度之比为1.0mm:0.8mm,卡环臂进入基牙倒 凹区的深度为0.2~0.3mm。
义齿加工厂各部门生产流程
义齿加工厂各部门生产流程标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-模型休整工艺流程(石膏组)一、接模(检查工作模型)接到牙模时首先由师傅看清楚医生的要求,以及来模的制作条件是否合格,即来模是否完好,印模是否清晰等。
如有疑问请马上送到质检部门处理。
把检查过的模型分别放在合格区、待判定区、待检验区、不合格区。
用铅笔标明需要加工的牙位以避免出现做错货的现象。
二、工作模型的修整用模型修整机修整底部及四周,修整后的底部至牙龈的厚度应为~。
开好固位槽以增加模型与底座的结合。
注意不能损坏基牙以及对应的对颌牙、能确定咬合关系及需做的游离端等重要部位。
三、上复位盒(俗称胶盒)在复位盒内灌满石膏,将修整好的模型压入。
可先在固位槽的部位先填入少许石膏再压入。
待稍干时刷干净复位盒和基牙上粘着的多余石膏,复位盒面至整体牙龈部的距离应为6~8mm左右。
四、修整颈缘先由部门师傅根据每位员工的技术水平进行分货。
看清楚模型基牙的肩台与牙龈的位置,用手术刀在基牙上轻刮一圈,以保证牙龈边缘的准确,使颈缘清晰圆滑。
注意:模型上的石膏小瘤应先切除,辨认出肩台与牙龈,略做修整,不允许刮至肩台位置,否则将使颈缘过长。
基牙两侧的邻牙的接触面可以刮除~以良好的恢复冠的接触区。
桥体的处理应根据牙龈的丰满度来确定,刮除的时候应该均匀一致。
五、倒凹的处理(俗称扣位)检查该加工的基牙是否有倒凹,如果有即补石膏至垂直,至同一个就位道为止,用铅笔将牙齿颈缘线画出,以方便边缘修整的准确。
注意:切牙一般情况下唇侧和后牙的颊侧肩台上不能补石膏,否则将导致密合度下降,影响修复效果。
六、分离模型用薄的U形石膏分离锯分别沿患牙(基牙)近远中邻面向龈方并且与患牙(基牙)牙长轴平行的方向向下锯开。
锯时注意模型不能太湿,以免粘锯片,锯缝要窄。
切割时不得伤及患牙(基牙)保持垂直向切割。
锯开线在两边相互平行。
七、修整代型(俗称车边)在画出的颈缘线以下,宽为3mm的范围内用技工打磨机夹持大球钻进行修整,修整成凹面,再用尖锐的器械将游离龈部位的石膏修去,暴露龈沟底。
桩核牙体预备及蜡型制作
实验目的和要求
掌握桩冠的适应症和基本要求 进一步掌握牙体预备的步骤和要点。 通过示教,了解铸造桩核蜡型的制作方法
和步骤。
实验器材
1. 手机 2. 金刚砂车针 3. 探针 口镜 镊子 4. 液体石蜡 5. 嵌体蜡 6. 大头针 7. 酒精灯 8. 蜡刀 雕刻刀
9. 离体前牙 10. 前牙X-Ray片 (11. Peeso扩孔钻 )
3 根据根的长度外形直径,用相应 型号的裂钻或根管钻作为最终 预备钻针,将根管预备至预定 的工作长度。
修整根管外形
形成光滑,无倒凹, 无台阶,直径为根 径1/3的桩道
Thanks
2. 去净残冠上所有的旧有充填体及龋坏组织。
3. 去净薄弱的,无支持的牙体组织,将余留的根面 修平整,估计一下最终边缘确定后,牙本质肩领 处厚度不小于1mm,高度不小于1.5mm
1. 牙体预备(按上节课的要求)
去净残冠上所有的暂时充填体,龋坏组织,薄壁 弱尖, 无支持的牙体组织及扩大根管口
牙本质肩领
厚度不小于1mm,高度不小于1.5mm
2 根管预备
根尖不少于4mm的根尖封闭 冠根比至少为1:1 桩的直径 根径1/3 桩的形态 与根部外形一致
参照X线量好长度,标记在扩孔 钻上。
2 按根管方向,低速进钻并作提拉 动作将切碎的氧化锌糊剂牙胶 带出,直至预定的工作长度。
实验内容
一. 牙体及根管预备 二. 桩核蜡型的制作
牙体预备前,对已确定适应症的患 牙,再次检查口内情况并参照X线片 估计牙根的长度、方向、根管充填 情况与根尖周情况,选择好器械, 调整体位。
一. 预备步骤:
离体牙(近中龋坏,完成内科根管治疗后,ZOE 暂封)
1 牙体预备
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(8)桥体钢牙缺失位做小,钢牙不能太重。
(9)贵金属的钢牙一定做小。
(10)对颌没有牙的时候看临牙高度做,但要考虑对颌是否还有空间做牙,要留足够的空间。
(11)完成以上后要用2-3层咬合纸调咬合,不能太紧,也不能太空,
(12)完成后,把牙齿表面刮光滑,修边。
作业指导书
产品名称:金属烤瓷牙
规格:冠、桥
文件编号:WI-PT-01
工序页共1页
编制日期:
批准日期:
实施日期:2011-4-1
1.目的:
制作出精确,内冠无纹路,无变形翘动的桥体
2.所用材料及设备:
材料:海象雕刻蜡,得韦边缘蜡
设备:电子秤,电蜡刀和煤气灯
辅助工具:关刀,手术刀
3.工作程序
(1)检查模型是否完好,配件是否齐全,咬合是否正确
(2)浸蜡后,先加好邻接,加到与临牙一样高。
(3)看咬合,如果足够空间,就用钢牙颌面做,直接粘上后即可。
(4)如空间不够美酒加蜡,按照咬合高度加,先加牙尖。
(5)按照临牙弧度加外形高点,全部加好后加颌面。
(6)牙尖比例要做好,牙花点,角做深,做明显。
(13)包埋前邻接加蜡,但是不要加太厚,加光滑。
4.支持性文件
设备的操作说明书:电蜡刀设备说明书
材料说明书:雕刻蜡说明书