电泳涂料与电泳涂膜检测指标及检测规范讲解
电泳涂料常规参数介绍以及检测方法

电泳涂料常规参数介绍以及检测方法电泳涂料常规参数介绍以及检测方法1.固体分的测量固体份是指电泳涂料在105℃时加热3小时后,剩余的干燥树脂和颜料份的百分含量。
测定方法如下: ①称取约2g的槽液存于干燥洁净的小蒸发皿中,在105℃下,烘干3小时,称量。
②计算:NV%=(W2/W1)×100%式中:NV%—固体份值W2 —烘干后残留物重量W1 —样品起始称量③测定时,可取2—3个平行实验计算平均值。
2.PH值的测定测定pH值,可采用一般pH计。
测定前,先按pH计的说明书校准计。
测定温度控制在25℃。
其中槽液、极液、超滤液、去离子水可直接取样测定,而乳液和色浆则必须先用去离子水稀释一倍后再测定。
3.电导率的测定电导率的测定可采用一般的电导仪测定。
具体步骤如下:①先按电导仪的使用说明书预热,调试仪器。
②再根据说明分别测定待测液体的电导率。
注意温度控制在25℃。
4.MEQ值的测定电泳涂料的MEQ值=中和剂/胺值(酸值),也可用中和100g 涂料固体份所需中和剂的毫克量来表示。
MEQ值的测定方法如下(仅适用于槽液):①取10g电泳涂料槽液(精确到1mg)放入250ml烧杯中,加入50ml四氢呋喃,用电磁搅拌充分搅拌均匀。
②用0.1N氢氧化钠,3ml以/分的速度(自动或手动滴定均可)进行滴定。
③将所有测定的数据记作消耗碱的函数。
④经所测定的各点圆滑连接,用平行尺根据曲线的拐点找出曲线与拐点的两条平行切线的垂线相交二分之一点,此点即为中和点。
此点对应值即为消耗的碱量。
⑤计算:MEQ=(V-V')×N×100/WS式中:V—等当点时耗碱量(ml)V'—四氢呋喃耗碱量(ml)N—氢氧化钠溶液的浓度S—试样的固体份(%)W—试样重(g)5.库仑效率的测定库仑效率是指消耗单位库仑的电量沉积的采用一般的库仑计漆膜的重量,以毫克/库仑来表示。
阴极电泳涂料槽液的库仑效率测定:(采用一般的库仑计)①磷化钢板的称量,在标准电泳条件下制备样板。
电镀、电泳件外观检验标准

6.6.检查顺序:先正面顶部侧面底部反面。
项目
要求
判定基准
起泡
电镀层、油气层不能有起泡现象
A面不应有小气泡
B面10cm2内有直径>0.5mm的小气泡不超过1个
B面10cm2内有直径≤0.5mm的小气泡不超过2个
C面10cm2内有直径>0.5mm的小气泡不超过3个
文件名称
编号
Q/QX-JS-P-004
电泳件外观检验标准
版本号
A
共4页
第1页
电泳件外观检验标准
1、目的
制定本标准以有效地控制电泳产品的质量。
2、范围
本标准使用于本公司电泳产品外观的质量验收。
3、表面区分
区域
特性
范围
重要程度
A面
主要外露面
指产品的正面,即产品安装后最容易看到的部位。或物料的外观面对最终产品的外观、功能、客户使用有重大影响或客户有要求。
8装配标准
8.1与本产品相配的其他配件应进行试装,要求配合良好。
8.2产品装配后,有转动部位处,应无干涉或受阻的现象。
8.3带螺母的产品需试打螺丝,用扭力计以2.5kg的力将配套螺丝打入螺母内,无打不进打不紧(滑牙)或难打现象。(最大破坏力必须小于3.5kg)
编制
审核
批准
检验条件及检验环境的规则如下:
6.1.目测距离:人眼与被测物表面的距离为300cm~450cm;
6.2.时间:每片外观检查时间不超过3—5秒(如果5秒内看不出的缺陷可以不算在内);
6.3.检查角度:以垂直正视为准±45°;
6.4.照明:正常日光灯,室内无日光时用40W日光灯或60W普通灯泡的照度为标准;
电泳漆件检验标准

电泳漆件检验标准
应在标准光源对色灯箱CAC-600箱内,以目视方法进行。
进料检验记录砂眼、砂点(目视检测)外观不应有针孔、流漆、橘皮、皱纹等现象杂色流漆(聚油)
橘皮、皱纹针孔哑色(不折光)使用60º光泽度仪检测符合GB9754,光泽度60GS以上附着力(百格)测试用百格刀在试件表面划出方格,再用3M胶纸粘贴,然后用橡皮擦在胶纸上面来回摩擦数十次,使其完全密贴后,撕开胶纸,胶纸与试件表面成45°角迅速斜拉试件经百格测试,涂漆膜厚层不可有2格以上剥离为附着力合格。
铅笔硬度测试用H级硬度(4H、5H)之铅笔测试,以45º角用1mm/s速度500g力划过。
试件经铅笔划过,,擦拭干净后涂漆膜厚层不出现划痕为合格。
屈曲性冲击测试把试件放到冲击实验机工作台上做冲击试验试件经屈曲性测试,涂漆膜厚层不可有剥离:
正面冲击:500g重*500mm反面冲击:500g重*250mm进料检验记录膜厚测试用膜厚仪测量试件涂漆层膜厚膜厚一般要求:0.02~0.03mm,涂膜均一性。
酒精测试白色棉质软布(或脱脂棉)蘸来回擦拭50次烤漆表面无变化﹐或涂漆颜色无沾染到棉布(或脱脂棉)上为合格。
盐水喷雾测试用盐雾测试机(室温35º,氯化钠溶液5±1%的浓度,PH值6.5~7.2,喷雾的压力1.3~1.5c㎡)
测试时间为500小时,试件涂漆表面不能出现剥落、孔眼、起皱、锈斑、变色等为合格。
耐温测试60℃~70℃烘烤48小时无皱纹起泡、裂纹、脱皮、变色等状态出现。
耐水测试40℃水温置放超过500小时涂漆表面无明显变化为合格。
编制/日期:
审核/日期:
批准/日期:2。
电泳漆性能测试标准

电泳漆问题处理、技术、测试参数:电泳漆性能对比1、外观,流平测试:同样时间、电流、固体份、温度、电泳对比漆膜厚、流平好的漆较好。
(外观)表面流平性大平面,无皱皮、波纹、电泳温度22-28度之间1、抗污染能力测试:同样的工作条件电泳的工件越多,处理的次数越少、漆越好。
槽液超滤能解决问题。
2、硬度测试:H笔划3、耐磨性测试:在纸上放一重量码,来回数次(结果)4、附着力(结合力) 测试:刚电泳湿膜,用带压力的水冲洗(0.01帕),无脱落、烤干后,在1*1mm划“#”格100个、再用胶纸撕、看掉不掉漆、不掉漆为结合力合格。
5、柔软性测试:烤干后折弯,看漆断不断。
6、电泳漆泳透力测试:用一根圆管,管内泳的越深、泳透力越好。
8、老化测试:水煮100度测老化30--1小时9、固体份(固含):用锡泊纸取漆称,烤180度40-60分钟,称固体份。
10、耐人工汗测试:香港标准:一、先把棉浸泡在5%乳酸水中湿透后包住工件,放在恒温箱,水温保持50度,48小时漆不软就可以了。
二、在密封箱内,5%乳酸加5%氯化钠加90%纯水。
水温保持50度,工件离水面1cm,工件存放时间多长人工汗就是多长。
11、电泳漆混合标准:取槽液,电货一件,加入另一种漆,电货对比有无区别一个礼拜或更长、电货看有无区别,是否有沉淀,分离,搅动有无好转电导率同样时间电压工件,固体份,色均匀度12、中性盐雾测试:(压铸合金件、化学镍、锌底)国标、中性盐雾、5%氯化钠、保持温度30度、喷雾量:20mI/H结果:60小时酸性测试:5%氯化钠PH调到3.0--3.2,温度55度,用冰醋酸调低。
13、丙铜测试;用丙铜浸湿棉来回擦100次不掉漆。
14、耐候性:(耐黄变)用气灯(QUV)200--500小时15、表面划伤:指甲用力划表面无划痕16、百格测试:在1*1mm工件面划“#”字格,然后用胶纸粘住用力瞬间拉开要不掉漆,(用指甲刮不掉漆)。
17、膜厚:漆膜15—20us厚,5*5镍面流平好,190度不黄变。
电泳漆测试标准

电泳漆测试标准一、膜厚测试膜厚测试是电泳漆膜性能检测的重要指标之一,它可以帮助我们了解涂层厚度是否达到预期,进而评估电泳漆是否具有良好的保护和装饰性能。
1.采用膜厚计进行测量。
确保膜厚计清洁、准确,并在标准环境下进行测量。
2.在工件表面选取多个位置测量膜厚,每个位置测量多次取平均值。
3.记录测量数据,分析膜厚是否符合工艺要求。
二、耐候性测试耐候性测试是评估电泳漆在各种环境条件下的耐久性和稳定性。
通过模拟不同环境因素,如温度、湿度、光照等,检测电泳漆的变色、粉化、开裂等现象。
1.根据耐候性测试标准,设定不同的环境条件,如温度、湿度、光照等。
2.将涂有电泳漆的工件放置在设定好的环境中,定期观察并记录涂层的外观变化。
3.根据测试数据评估电泳漆的耐候性能,如耐变色性能、耐粉化性能等。
三、耐化学品性能测试耐化学品性能测试是评估电泳漆在接触化学物质时的耐腐蚀和耐磨损性能。
通过模拟不同化学品的腐蚀作用,检测电泳漆的损伤程度。
1.根据测试要求准备不同的化学试剂,如酸、碱、盐等。
2.将涂有电泳漆的工件浸泡在化学试剂中,观察涂层的表面变化。
记录涂层是否出现腐蚀、脱落等现象。
3.根据测试数据评估电泳漆的耐化学品性能。
四、硬度测试硬度测试是评估电泳漆表面硬度的指标之一,它可以反映涂层的耐磨性和抗划伤性能。
常用的硬度测试方法有摆锤式硬度测试和铅笔硬度测试。
1.根据测试要求选择适合的硬度测试方法,如摆锤式硬度计或铅笔硬度计。
2.对涂有电泳漆的工件进行硬度测试,记录测试数据。
3.分析测试数据,评估电泳漆的硬度是否符合要求。
五、抗刮伤性能测试抗刮伤性能测试是评估电泳漆表面抗刮擦能力的指标之一。
通过模拟不同硬度的刮刀在涂层表面划擦,检测涂层的损伤程度。
1.根据测试要求准备不同硬度的刮刀。
2.对涂有电泳漆的工件进行抗刮伤性能测试,记录划痕的数量和深度。
3.分析测试数据,评估电泳漆的抗刮伤性能。
电泳漆的检测
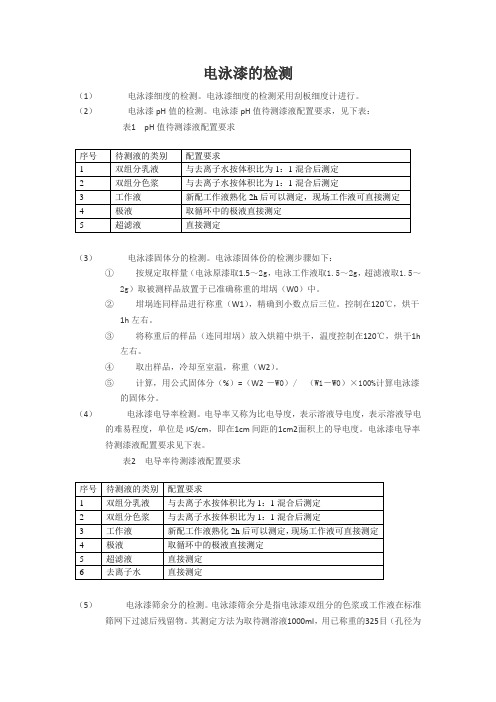
电泳漆的检测(1)电泳漆细度的检测。
电泳漆细度的检测采用刮板细度计进行。
(2)电泳漆pH值的检测。
电泳漆pH值待测漆液配置要求,见下表:表1 pH值待测漆液配置要求序号待测液的类别配置要求1 双组分乳液与去离子水按体积比为1:1混合后测定2 双组分色浆与去离子水按体积比为1:1混合后测定3 工作液新配工作液熟化2h后可以测定,现场工作液可直接测定4 极液取循环中的极液直接测定5 超滤液直接测定(3)电泳漆固体分的检测。
电泳漆固体份的检测步骤如下:①按规定取样量(电泳原漆取1.5~2g,电泳工作液取1.5~2g,超滤液取1.5~2g)取被测样品放置于已准确称重的坩埚(W0)中。
②坩埚连同样品进行称重(W1),精确到小数点后三位。
控制在120℃,烘干1h左右。
③将称重后的样品(连同坩埚)放入烘箱中烘干,温度控制在120℃,烘干1h左右。
④取出样品,冷却至室温,称重(W2)。
⑤计算,用公式固体分(%)=(W2--W0)/ (W1-W0)×100%计算电泳漆的固体分。
(4)电泳漆电导率检测。
电导率又称为比电导度,表示溶液导电度,表示溶液导电的难易程度,单位是µS/cm,即在1cm间距的1cm2面积上的导电度。
电泳漆电导率待测漆液配置要求见下表。
表2 电导率待测漆液配置要求序号待测液的类别配置要求1 双组分乳液与去离子水按体积比为1:1混合后测定2 双组分色浆与去离子水按体积比为1:1混合后测定3 工作液新配工作液熟化2h后可以测定,现场工作液可直接测定4 极液取循环中的极液直接测定5 超滤液直接测定6 去离子水直接测定(5)电泳漆筛余分的检测。
电泳漆筛余分是指电泳漆双组分的色浆或工作液在标准筛网下过滤后残留物。
其测定方法为取待测溶液1000ml,用已称重的325目(孔径为40µm左右)尼龙网(记为W0)过滤,将过滤后的滤网及残余物放入烘箱中,温度控制位105℃,烘干30min,取出冷却后在准确称重(记为W1),W1-W0记为筛余分(mg/L)。
电泳涂层性能检测方法
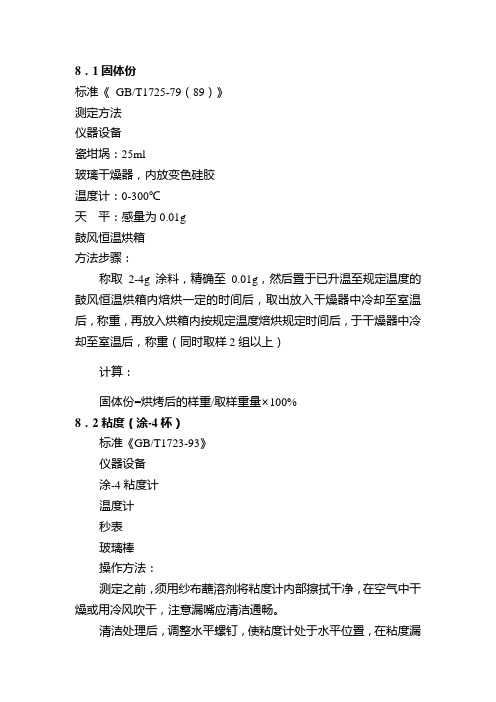
8.1固体份标准《GB/T1725-79(89)》测定方法仪器设备瓷坩埚:25ml玻璃干燥器,内放变色硅胶温度计:0-300℃天平:感量为0.01g鼓风恒温烘箱方法步骤:称取2-4g 涂料,精确至0.01g,然后置于已升温至规定温度的鼓风恒温烘箱内焙烘一定的时间后,取出放入干燥器中冷却至室温后,称重,再放入烘箱内按规定温度焙烘规定时间后,于干燥器中冷却至室温后,称重(同时取样2组以上)计算:固体份=烘烤后的样重/取样重量×100%8.2粘度(涂-4杯)标准《GB/T1723-93》仪器设备涂-4粘度计温度计秒表玻璃棒操作方法:测定之前,须用纱布蘸溶剂将粘度计内部擦拭干净,在空气中干燥或用冷风吹干,注意漏嘴应清洁通畅。
清洁处理后,调整水平螺钉,使粘度计处于水平位置,在粘度漏嘴下面放置150ml盛器,用手堵住漏嘴孔,将试样倒满粘度计中,用玻璃棒将气泡和多余的试样刮入凹槽,然后松开手指,使试样流出,同时立即开动秒表,当试样流丝中断时止,停止秒表读数(秒),即为试样的条件粘度。
两次测定值之差不应大于平均值的3%。
测定时试样温度为25±1℃涂-4粘度计的校正:用纯水在25±1℃条件下,按上述方法测定为11.5±0.5秒,如不在此范围内,则粘度计应更换。
8.3细度(μm)标准《GB/T 1724-79(89)》仪器:刮板细度计测定方法:细度在30微米及30微米以下的,用量程为50微米的刮板细度计,30-70微米时用量程为100微米的刮板细度计。
刮板细度计使用前必须用溶剂仔细洗净擦干。
将试样充分搅匀后,在细度计上方部分,滴入试样数滴;双手持刮刀,横置在磨光平板上端(在试样边缘外),使刮刀与表面垂直接触,在3秒钟内,将刮刀由沟槽深部向浅的部位(向下)拉过,使漆样充满板上,不留有余漆。
刮刀拉过后,立即(不超过5秒种)使视线与沟槽平面成15-30度角观察沟槽中颗粒均匀显露处,记下读数;如有个别颗粒显露在刻度线时,不超过三个颗粒时可不计。
油漆检测之电泳漆检测主要项目及检测标准
油漆检测之电泳漆检测
一、电泳漆检测概述:
电泳涂料作为一类新型的低污染、省能源、省资源、起作保护和防腐蚀性的涂料,具有涂膜平整,耐水性和耐化学性好等特点。
下面以科标无机检测中心为例来简单介绍下电泳漆的主要检测项目及检测标准,本中心可提供电泳漆相关检测项目:硬度、粘度、附着力、耐候性、耐酸碱性、耐汽油性、耐水性、耐化学性等。
二、检测产品:阳极电泳涂料、阴极电泳涂料;
阴离子电泳涂料、阳离子电泳涂料
三、检测项目:
1、物理性能:外观、透明度、颜色、附着力、粘度、细度、灰分、PH值、闪点、密度、体积固体含量、粘结强度等;
2、施工性能:遮盖力、使用量、消耗量、干燥时间(表干、实干)、漆膜打磨性、流平性、流挂性、漆膜厚度(湿膜厚度、干膜厚度)等;
3、化学性能:耐水性、耐久性、耐酸碱性、耐腐蚀性、耐候性、耐热性、低温试验、耐化学药品性;
4、有害物质:VOC、苯含量、甲苯、乙苯、二甲苯总量、游离甲醛含量、TDI 和HDI含量总和、乙二醇醚、重金属含量(铅、汞、铬、镉等);
5、电学性能:导电性、击穿电压或击穿强度、绝缘电阻、介质常数、介质损失。
四、部分检测标准:
HG/T 3366-2003 各色环氧酯烘干电泳漆
HG/T 3952-2007 阴极电泳涂料
GB/T 1728-1979(1989)漆膜、腻子膜干燥时间测定法
GB/T 1726-1979(1989)涂料遮盖力测定法
GB/T 9276-1996涂层自然气候曝露试验方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电泳涂料与电泳涂膜检测指标及检测规范不挥发物的测定法一、适用范围:本标准适用于电泳漆原漆,电泳槽液及回收槽槽液的不挥发物的测定。
二、依据标准:国家标准GB6751-86《色漆和清漆,挥发物和不挥发物的测定》;EDTM-03《固成份测定法及计算方式》。
三、仪器设备和材料:1.精密天平(精确度0.001g)2.玻璃干燥器(硅胶干燥剂)3.铝箔纸4.玻璃吸管5. 100ml烧杯6.细玻璃棒7.鼓风恒温烘箱8. 50ml移液管四、测定方法及步骤1.抽取试样:准备好烧杯,移液管,把需要检测的漆液搅拌均匀,然后用移液管从被测液中抽取试样。
2.将铝箔纸截直径约6cm圆形纸,再将其折成直径4cm的圆盘,将截成的吕箔纸盘置于天平称重并记录为A。
3.玻璃棒搅拌被测液,使之均匀;用玻璃吸管吸取大约2g置于铝箔纸盘上精确称重为B。
4.依次置于烤箱内烘烤温度为105±2℃ 2小时,然后断开电源,等温度下降到70℃左右时,转移至干燥器中冷却。
5.待冷却至室温,后精确度称重为C。
6.试验平均测定至少两次。
五、结果表示:1.计算:注:NV以两次测试的算术平均值(精确到一位小数)为报告结果。
2.重复性:由同一操作者,在短时间间隔内,在同样的条件下对同一试样所测得两连续结果的差,应不超1%。
电泳漆检测技术指标检测样品检测项目技术指标检测方法电泳漆原漆外观无结块,无沉淀目视不挥发份%☆105℃×2h乳液:35-37 色膏:44-46 武科液检01细度µm 色膏:≤15武科液检15灰份%☆色膏:21-23 武科液检06MEQ酸mmol/100g 乳液:30-36 武科液检05MEQ酸mmol/100g 乳液:55-65 0.1mol/LH2SO4溶剂含量%☆ 6.8-7.2 武科液检04PH值☆乳液:6.3-6.9色膏:6.0-7.0 武科液检03导电度µs/cm☆乳液:2400-2800色膏:1550-1850 武科液检02贮存乳液:6个月;色膏:6个月;贮存条件5-35℃;密封贮存于阴凉干燥处电泳漆槽液导电度µs/cm 1000-1600 武科液检02PH值 6.0-6.6 武科液检03MEQ酸mmol/100g 26-34 武科液检05灰份%☆ 10-14 武科液检06槽液因体份%☆ 14-18 武科液检01泳透力≥98武科液检08工作温度℃28℃-32℃溶剂含量%☆ 2-3 武科液检04干燥性能175±5℃/20min完全干燥漆膜性能漆膜外观色泽均一,平整光滑无颗粒目视漆膜厚度µm 15-30 武科液检01漆膜硬度(铅笔)≥2H武科液检05漆膜附着力(划格1mm) 0级武科液检06漆膜柔韧性mm ≤1武科液检09耐盐雾性≥1000h,单向腐蚀≤2mm武科液检12漆膜冲击强度Kg•cm 50 武科液检04耐水性(40℃)≥500h,无明显变化武科液检08光泽性(60°) 50-80 武科液检10杯突mm ≥6武科液检11注:☆因产品规格不同,指标也略不同,说明书上标明各规格产品详细指标。
EDTM是科利尔公司的检测标准。
3.再比性:由不同的操作者,在不同的实验室内,对相同的试样,所测得两个结果之差应不超过2%。
电泳漆电导度测定法一、适用范围:本标准适用于电泳漆液及其相关液体电导率的测定:测定方法采用电导率仪,以µs/cm表示。
二、依据标准:HG/T3335-1997(1985)《电泳漆电导率测定法》:EDTM-02《电导度测定法》。
三、仪器设备和材料:1.电导率仪2.标准电导度液3.温度计:0-50℃,分度0.5℃4.恒温水浴缸:0-100℃5.烧杯(塑胶制品为宜):容量150ml6. S-140清洗剂本公司配制产品7.稀释用纯水:电导度小于10µs/cm四、测定方法及步骤1.按电导率仪使用说明书的要求,安装好电导率仪。
2.按产品标准要求在烧杯中配制100ml电泳漆液(或从被测液中直接提取100ml试样),置于恒温水浴缸上恒温25±0.5℃。
3.按标定好的电导电极,插入恒温的被测电泳漆液中,按使用说明书的要求进行操作电导率仪的电导电极常数调节旋钮,务必指向标定的电导电极常数值。
读出指针批示读数并记录,重复测定三次,分别记录为M1,M2,M3。
4.电极的保养:因电泳涂料,ED槽液及多槽回收液,含有树脂成份在电极上的凝结涂料隔膜,阻碍导电性,须使用10%S-140清洗液浸泡后用纯水冲洗。
注:ED槽通电中,避免干扰,不可线上测定。
五、数据处理及结论M为平均值,即为被测液的电导率。
注:每次平行测定的电导率数值与平均值之差,不得大于3%,否则应重新测定。
PH(酸碱值)测定法一、适用范围:本标准适用于电泳漆液及其相关液体酸碱值测定。
二、依据标准:EDTM-01《科利尔公司PH测定法》三、材料和仪器:1.PH计2.温度计(0-50℃)3.恒温水浴缸(0-100℃)4.烧杯(塑胶制品为宜)150ml5.稀释用纯水:电导度小于10µs/cm6.标准用缓冲溶液(PH4.0,PH7.0)7.S-140清洗剂(本公司配制产品)四、测定方法:1.按PH计使用说明书的要求,安装好PH计,并进行PH4.0或PH7.0校正(根据被测液的酸性,可用PH试纸先测定PH范围)。
2.按产品标准要求在烧杯中配制100ml电泳漆液(或从被测液中直接提取约100ml试样),在恒温水浴缸上恒温于25±0.5℃。
3.将校正好的PH电极,插入恒温的被测电泳漆液中,按使用说明书的要求进行操作(PH 计的电极常数调节旋钮,务必指向标定的PH电极常数值)。
读出指针指示读数并记录,重复测定三次,分别记录为M1,M2,M3。
4.电极的保养。
因电泳涂料、ED槽液及多槽回收液,含有树脂成份在电极上的凝结涂料隔膜,阻碍导电性,须使用10%S-140清洗液浸泡后用纯水冲洗。
五、数据处理及结论:M为平均值,即为被测液的PH值。
注:每次平行测定的PH值与平均值之差,不得大于3%,否则应重新测定。
酸当量MEQ测定法一、适用范围:本标准适用于电泳漆及相关液体酸的含量测定。
二、依据标准:EDTM-04-01《科利尔公司MEQ检验方法及计算方法》。
三、检验仪器及材料:1.0.1N NaOH水溶液2.PH计3.150ml平底瓶4.电磁式搅拌机5.滴定管6.精密天平(0.001g)7.稀释剂BCS四、BCS的空白试验:以25gBCS测其PH值,添加0.1N NaOH(边加边搅拌)直至PH=10.2,记录消耗的0.1N NaOH,做平行试验三次,致函其平均值K。
五、检验方法1.将100ml平底瓶置于天平上精确称重分别为W。
2.取样约25g置于平底瓶内精确称重为S。
3.取约25g的BCS置于上述平底瓶内精确称重为D。
4.将平底瓶置于搅拌机上,启动开关充分搅拌。
5.把PH计电极置于平底瓶内(注意:不能让搅拌磁石打到以免受损)。
6.用0.1N NaOH水溶液开始滴定,滴定至滴定终点为PH=10.2时,停止滴定,关掉搅拌,PH的指数30秒不变,此时记录0.1N NaOH水溶液使用量为L。
7.试验平行测定至少两次。
六、结果表示:计算:注:每次平行测定的PH值与平均值之差,不得大于3%,否则应重新测定。
灰份测定法一、适用范围:本标准适用于电泳槽槽液色膏与树脂检验的比例。
二、依据标准:EDTM-05《科利尔公司灰份检验公式及计算方法》。
三、检验仪器及材料:1.精密电子天平(精确至0.001g)2.坩埚3.坩埚夹4.恒温鼓风烘箱(0-200℃)5.马付炉6.玻璃干燥器(硅胶干燥剂)四、测定方法及步骤1.从干燥器取出坩埚含盖置于天平上精确称重并记录为C。
2.取样品约1g置于坩埚内精确称重(包括坩埚含盖),并记录为S。
3.置于恒温烘箱内设定烘烤温度为105±5℃,当温度到达设定温度保温30分钟。
4.取出,盖上坩埚盖置于马付炉内。
5.马付炉温度分别由200℃,400℃,600℃依序加温至800℃,并在800℃恒温烘烤2小时。
6.切断电源,使炉内温度慢慢下降,至200℃左右时,用坩埚夹取出坩埚,放置于干燥器中。
7.冷却至室温后,含盖置于天平上精确称重,并记录为W。
8.试验平行测定至少两次。
五、计算公式和数据处理M—灰份0.7—为计算因子注:每次平行测定的灰份与平均值之差,不得大于3%,否则应重新测定。
加热减量测定法一、适用范围:本标准适用于检测沉积涂膜架桥硬化后减少的重量。
(注意涂膜必须在180℃/20分钟)。
二、依据标准:EDTM-06《科利尔公司加热减量测定方法及计算方式》。
三、材料及仪器设备:1.马口铁片40×120mm三块2.分析天平(精确度0.001g以上)3.整流器4.被测电泳漆四、测定方法及步骤1.取马口铁片三块(其它金属片,如磷化铁片亦可)在天平上精确称生每块试片重量,并记录分别为W。
2.在28℃,150V,1min条件下进行电泳后,用水冲洗干净。
3.将电泳后试片置于105℃烘箱中烘烤1小时后取出。
4.将试片冷却至室温,精确称出试片的重量,并记录为V。
5.再把试片置于180℃的烘箱中,烘烤20min,取出置于干燥冷却至室温,精确的称出试片的重量,并记录为M。
6.试验平行测定至少三次。
五、数据处理:фn—加热减量(%)注:1°以三次测试的算术平均数(精确到一位小数)为报告结果。
2°每次测定平行值与平均值之差,不得超过3%,否则就得重新测定。
电泳漆泳透力测定法一、适用范围:本标准适用地电泳漆泳透力的测定。
泳透力系指电场使用下,电泳漆对被涂覆物背离阴极部位(内面、凹面、缝隙等处)的涂覆能力,以泳漆高度厘米表示。
二、依据标准:HG-1198-79《电泳漆泳透力测定法(钢管法)》EDTM-07-02《科利尔公司厂内泳透力》。
三、材料和仪器设备:1.泳透力测定装置:A.电泳槽:高240mm,内径54mm,塑料制圆筒,下端封死。
B.阳极板:长185mm,高100mm,薄紫侗片围成圆筒状,置于电泳槽上部(离顶端10mm)C.材质:非磁性不锈钢D.内试条:长230mm,宽15mm,在212mm处打孔,材质:马口铁E.外试条:长150mm,宽15mm,在212mm处打孔,材质:马口铁2.直流电源:硅整流器(全波整流,输出电压0-400Votl,电流10A,涟波率<5%,含电流表,电压表,开关等)3.鼓风恒温干燥箱4.天平:精度0.5g5.秒表:分度小于0.2s6.温度计:0-50℃,分度0.5℃7.钢板尺:分度1mm8.烧杯:容量1000ml9.稀释用水:电导率小于10µs/cm四、测定方法及步骤:1.按产品标准要求在烧杯中配制电泳漆工作液100ml,搅匀并调整温度约28℃(透明漆温度为25℃)左右,倒入泳透力测定器的漆槽中,使液面至刻度线,并保持在28±2℃(透明漆温度为25±2℃)。