卷烟机滤嘴堵塞检测的加装
PASSIM接装机搓板堵塞检测气路清洁组件的改进
持在5E以上 ,如遇外 界气温较 低 ( ℃以下) 时 ,应在  ̄ 在0
焊接前对筒壁进行预 热 ,预热温度控制 在1 0 5  ̄ 之间 , 0 ~10C 图3 筒体 吊装示意 图
辊
并在焊 道两侧 1 0 0 mm的位置 均匀预热 ,为 消除应力 ,预热 后 必须 连续施 焊 ,焊 接 时层 间温度 要 确保 在 10~10 。 0 5%
()气 体保护焊 采用 的二氧化碳 ,气 体纯度 不宜低 于 3 9 .% ( 95 体积 比) ,含水量不得超过005 ( . % 质量 比) 0 。
()焊剂 烘培 ,焊接前 ,为 了保 证焊接 质量 ,埋 弧焊 4 剂必须进行烘焙 ,烘 培温度控制在2 0C,时间为2 。 5 ̄ h ()焊 接预热及 保温 :主焊缝焊 接时 ,环境 温度应保 5
如图1 所示 ,P S I 卷 接机组搓板堵塞检测气路 的作用 A SM 是 当接 装机搓板 处双倍 烟支发生堵 塞时 ,及时准 确地将堵
塞信号 检测 出来 ,并送往 机组 电控 系统 ,对 堵塞 烟支实施
清理 的一套装置 。但在设备 运行过程 中,搓 板堵塞 检测 的
宜超过三次。
再 吊装第二组 。第 一 、二组 吊装 固定完成后 再 吊装第三组 , 并将其与第二组和第 四组用调 整块和调 整螺栓连接 固定 。
机 主风机 负压 和取 出鼓轮 内部负压 之间 的压力 差方式 中产
原P S I A SM接装机设 置了一套 “ 搓板堵塞 ”负压检测 管 路 的清洁气路 ,该气路 由接装机储 压器供 应气 源 ,通过 两 个气控换 向阀对 “ 搓板堵塞”负压检测管路实施 吹气清理 。 吹气清理气路 的时序控制 由集成式定 时器往复 阀控制 。
收 稿 日期 :2 1- 1 1 0 1O — 9
改造卷烟机料斗滤网装置
改造卷烟机料斗滤网装置【摘要】卷烟机供料系统料斗滤网堵塞引起了卷烟机断料停机,对卷烟原辅材料消耗有明显影响。
本文通过全面介绍改造料斗滤网装置,寻求一种减少断料停机、降低原辅料消耗的新方法,并从理论及实验两个方面论证了这种新方法的可行性和有效性。
【关键词】卷烟机料斗;滤网;喷吹装置;降耗1.背景卷烟机供料系统中料斗滤网的作用是阻断来料烟丝进入到负压风管道。
烟丝在生产过程中由于造碎含有一定比例的烟沫,负压风的抽吸导致烟沫吸附到滤网上面,由于滤网设备本身没有自我清洁能力,烟沫逐渐积累且不断粘连,导致滤网堵塞。
滤网堵塞则会致使供料负压风被阻断,烟丝不能进入到料斗内,引起卷制设备断料停机,经测试,由于滤网堵塞造成的单台套设备停机次数平均为16次/天,而设备的断料停机必然造成烟用原辅材料的浪费。
因此,通过解决滤网堵塞问题降低烟用原辅材料消耗势在必行。
2.原理技术上采用压缩空气的手段清洁滤网,原理是利用一定压力的压缩空气通过合适的角度和方向来喷吹滤网。
主要方法是调整好压缩空气压力为0.4mpa,将堵塞的滤网取下,用喷吹装置水平喷吹滤网内侧;随后喷吹装置置于滤网短边的一端,高度为距滤网内侧20mm,位置固定不动。
在料斗活门控制气缸盒的外盖板偏下的位置,固定一个机械换向阀,再设计一个挡块与机械换向阀配合,控制清洁风的通断。
根据活门打开至85度时(完全打开)延时时间为4.2秒,设定通断时间为4.2秒钟。
3.装置改造内容根据技术原理,在料斗滤网上新增喷吹装置,设计喷嘴器、机械控风装置并确定安装位置。
3.1设计喷吹装置3.1.1首先设计一个能固定喷嘴装置的支座,外形为下底为弧面的直角梯形,尺寸如图1。
3.1.2设计喷嘴形状为弯角的圆形管,弯角为175°,尺寸如图2。
3.1.3设计喷嘴支座在风送管道上的的安装位置在风送管道出口20mm处安装风管,上管壁中心钻直径为13mm 的通孔。
3.1.4安装喷嘴支座和喷嘴器加工完成后按计划把喷嘴支座和喷嘴器组装,并用直角快接头有m13螺纹的穿过风送管道出口处的加工孔安装在上管壁。
浅谈PROTOS1-8型卷烟机滤嘴供给系统故障原因及处理方法

浅谈PROTOS1-8型卷烟机滤嘴供给系统故障原因及处理方法发布时间:2023-03-01T02:23:14.881Z 来源:《科技新时代》2022年第19期作者:陈建廷[导读] PROTOS1-8型卷烟机是早期研制出来的一种卷烟设备,生产商为德国的虹霓公司。
该设备生陈建廷龙岩烟草工业有限责任公司福建省龙岩市 364000【摘要】 PROTOS1-8型卷烟机是早期研制出来的一种卷烟设备,生产商为德国的虹霓公司。
该设备生产效率和生产速度具有明显优势,可以达到8500支/分钟。
卷烟机中滤嘴供给系统是重要组成部分,滤嘴是香烟上不可或缺的组成部分,卷烟机工作过程中送丝系统发挥作用,在该系统工作过程中,由于多种因素影响,设备滤嘴供给系统会出现故障,导致加工质量和加工效率下降,在此结合PROTOS1-8型卷烟机的结构组成和滤嘴供给系统结构,总结系统故障类型及应对策略。
【关键词】PROTOS1-8型卷烟机滤嘴供给系统故障对策前言:随着烟草行业迅速发展,自动化、智能化成为烟草生产加工的主要趋势。
在技术持续化发展背景下,多种新型卷烟机设备面世,为烟草行业发展提供支持。
为了提升市场竞争优势,新型卷烟机设备主要以效率和品质两种因素为核心进行优化改造,大力探索提高设备生产效率和使用寿命的优化方法,降低维护成本和制造成本的思路。
当前在先进技术支持下,卷烟机进一步向智能化方向发展。
但与此同时,卷烟机设备使用过程中,时长有各种各样的疑难故障出现,降低设备生产效率。
这些故障成因复杂,需要经过系统性分析才能精准定位,并针对性提出优化、改进方案。
基于此,本文以PROTOS1-8型卷烟机为研究对象,结合该设备的滤嘴供给系统故障进行分析,总结处理对策具有实际意义,可为我国烟草行业持续化发展提供更多参考借鉴。
1PROTOS1-8型卷烟机组成该型号卷烟机是一款改良型卷烟设备。
主要由VE1-8供料成条机、SE1-8卷制成形机、MAX1-8接装机等组成[1]。
ZJ17卷烟接嘴机型上加装搓板阻塞自动剔除清洁装置
ZJ17卷烟接嘴机型上加装搓板阻塞自动剔除清洁装置作者:王朝忠来源:《中国新技术新产品》2016年第20期摘要:ZJ17每次发生搓板阻塞时,机器报警停机,此时需要操作人员手动打开MAX防护门,落下搓板,手动清理搓板后再升起搓板,然后关闭防护门,再重新启动设备。
整个操作过程既增加操作人员的劳动强度,又增加设备停机次数,影响设备有效作业率,因此设计此套搓板阻塞自动剔除清洁装置,当搓板堵塞发生时可以不必停机自动剔除烟支并清洁搓板,有效减少设备停机次数。
关键词:ZJ17;电感式接近开关;PLC;电磁阀;搓板Abstract: When ZJ17 washboard was obstructed, operators need to open MAX gate, drop the washboard, clean the washboard and then raise the washboard, close the gate and restart the device manually. This process is really a west of labor and increase the downtime of the device. It’s not good for increasing work efficiency. This washboard automatically cleaning device could help operators clean the washboard automatically without machine stop and reduce the devices down times.Keywords: ZJ17; inductance approach switch; PLC; solenoid valve; washboard中图分类号:TS43 文献标识码:AZJ17卷接机组为德国HAUNI公司设计制造,后由常德烟机厂引进技术批量生产的高速卷接设备,该机组性能较好,自动化程度高,各种检测齐全,检测灵敏,是当前我国烟草行业中硬盒包装设备的主力机型之一。
ZJ118A_在线激光打孔烟支综合质量检测装置的设计

0引言细支卷烟是近几年新兴的卷烟产品类型,为了实现降焦减害,提升烟支的抽吸口感,从最初的预打孔水松纸与高透滤棒配套使用,到当前在线激光打孔技术的推广应用,细支卷烟生产经历了一个吸阻数值逐渐降低,配套装置及现场管控技术逐步完善的发展历程。
在线激光打孔具有降本增效的显著优势,但在线打孔由于激光聚焦镜安装位置紧凑,现场生产环境中会因烟丝飞沫、粉尘堆积、保养不到位等因素影响而出现打孔缺失、漏打孔、打孔深度不够等问题;而国内烟厂现有的各种检测手段并不具备对在线打孔进行实时检测的能力。
基于以上问题,刘雯等[1]研究建立卷烟激光预打孔接装纸透气度和打孔孔径的关系,设置不同打孔排数、孔数的激光预打孔接装纸,分别测试其透气度和孔面积,分析透气度和孔面积的关联性,建立数学模型。
张桂莲等[2]针对某水松纸厂存在的水松纸打孔精度不高的问题,提出一种基于机器视觉的水松纸打孔在线检测系统。
该系统针对打孔水松纸检测的特定要求,对包含的形状进行信息提取、定位和参数测量。
李华文等[3]研究的打孔装置使用低角度打光方式,结合原机角度触发相机采集到孔的高质量清晰图像,再采用数字图像处理技术,完成每个孔的位置提取,计算烟支运行方向的对应孔位置是否正确、各孔分布是否均匀,最终实现烟支端激光打孔位置次品双倍烟支的移步剔除计算与研究。
该装置可在线实时检查烟支端打孔情况,例如漏打或多打、错打、打孔间距不均匀等问题,间接保障纸通风、总通风,满足工艺指标,对不合格的次品烟支即检即剔。
ZJ118A 卷接机组是目前全国烟草行业细支烟生产应用推广的烟支生产线主要机型,性能稳定,工作效率高,故障率低。
大多数厂家都在此机型安排生产中高端品牌烟支,为了降低细支烟的吸阻,提高纸通风、滤嘴通风及总通风,减少焦油等危害,新增了在线烟支端、滤嘴端激光打孔装置。
但是,激光打孔装置由于存在激光头污染、鼓轮风眼堵塞、拨烟轮拨烟效果不佳等现象,造成烟支出现激光打孔丢失、缺排、分布严重不均匀等问题,给成品质量带来极大的挑战。
YJ27滤嘴接装机加装水松纸卷曲器
YJ27 滤嘴接装机加装水松纸卷曲器摘要:本文阐述了YJ27滤嘴接装机水松纸卷曲器的工作原理,并针对不同品牌、不同材质的水松纸在生产过程中引发的烟支搭口翘边问题,采用加装卷曲器的方法,使其满足质量标准。
经过改造后,水松纸翘边问题明显改善,降低了维修人员的劳动强度和生产成本。
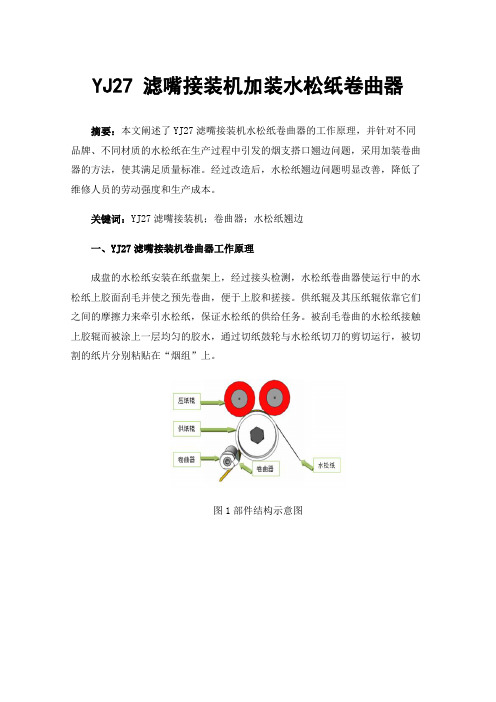
关键词:YJ27滤嘴接装机;卷曲器;水松纸翘边一、YJ27滤嘴接装机卷曲器工作原理成盘的水松纸安装在纸盘架上,经过接头检测,水松纸卷曲器使运行中的水松纸上胶面刮毛并使之预先卷曲,便于上胶和搓接。
供纸辊及其压纸辊依靠它们之间的摩擦力来牵引水松纸,保证水松纸的供给任务。
被刮毛卷曲的水松纸接触上胶辊而被涂上一层均匀的胶水,通过切纸鼓轮与水松纸切刀的剪切运行,被切割的纸片分别粘贴在“烟组”上。
图1部件结构示意图图2翘边烟支示意图二、存在问题我厂生产的品牌较多,水松纸供料厂家更换频繁,各品牌的水松纸其物理指标存在一定的差异,涂胶时接嘴胶在某些品牌的水松纸上粘贴效果较差,导致水松纸搭口处较易发生胶粘不牢的现象,即为水松纸翘边,造成漏气。
三、产生翘边烟支的原因分析根据维修经验分析,产生水松纸翘边现象的原因主要有两个:1、水松纸卷曲刮毛不彻底;有些品牌及厂家的水松纸印刷面较为光滑、有蜡面。
胶水在光滑的印刷面上不易粘贴牢固,搓接后的双倍长滤嘴烟支在最终切割鼓轮受到圆刀片切割时,会出现开胶现象,从而造成水松纸翘边。
因多数品牌的水松纸印刷有金线标志和激光打孔,所以印刷金线和激光打孔位置在水松纸生产加工时,经过层层叠加、卷紧以后,造成整盘(卷)水松纸有明显的凹凸不平现象,经过卷曲器的卷曲及刮毛,平整度和卷曲性能得不到明显的改善,经常出现胶液涂抹不均匀,易在金线及激光打孔处出现翘边现象。
2、陶瓷刮刀角度过小:增大陶瓷刮刀角度可以改善水松纸片的平整度与卷曲刮毛效果,对保证水松纸均匀涂胶的程度与稳定性有明显作用。
但由于陶瓷刀角度的变化,卷曲刮毛的力量加大,水松纸在生产运行中阻力增加,在自动更换水松纸时易出现断纸现象,造成停机。
一种PROTOS70卷烟机检测咀更换周期报警的装置
一种PROTOS70卷烟机检测咀更换周期报警的装置发布时间:2023-03-30T02:58:44.016Z 来源:《福光技术》2023年4期作者:刘志超[导读] PROTOS机型拥有多项在线检测系统,从而保证生产烟支质量,漏气检测就是其中一项。
河南中烟工业有限责任公司安阳卷烟厂河南安阳 455000摘要:简要回顾PROTOS 70卷烟机目前漏气检测检测运行方式。
说明目前检测咀更换周期存在问题,及由此引发的质量隐患和耗材浪费等方面存在的问题。
着重阐述设计研究protos 70卷烟机检测咀更换周期装置的方法来源,控制系统的介绍及其功能优势。
关键词:Protos 漏气检测咀更换周期报警杜绝质量隐患延长部件寿命1引言PROTOS机型拥有多项在线检测系统,从而保证生产烟支质量,漏气检测就是其中一项。
漏气检测是检测轮上的72个检测咀把烟支夹在中间,通过气压检测块检测气压变化进行漏气检测。
检测咀起到一个密闭烟支前后端的作用,从而有助于气压检测块的工作。
2漏气检测原理及检测咀更换周期存在的问题2.1漏气检测原理当烟支依次被72个检测咀把烟支夹在中间,烟支通过检测鼓轮上的A70漏气传感器的时候,从烟支的无滤嘴端加压缩空气,在滤嘴端由A70传感器检测压力变化,经过压力/电压变换传送给A8检测模块HJYCIS-N1进行分析反映在软件中对应一个漏器峰值和一个漏气谷值。
峰值与谷值之间即为漏气差值,如果实际中的值低于设定值则对应的卷烟被判断为漏气不合格,剔除同时操作显示面板中发送信号松头指示灯H2亮。
2.2检测咀更换周期存在的问题检测咀由橡胶制成属于易耗品,在卷烟机长期高速生产状态下,烟支长期对检测咀进行摩擦挤压,造成检测咀表面凹陷最终破损,PROTOS机型无检测咀周期更换提醒,这样就会造成两个弊端。
1、维修人员只能通过设备维护停机后,手动不停的盘车用肉眼查看检测咀磨损情况,检查过程费时费力且没有形成固定的检查周期,往往是在检测咀已损坏出现了误剔好烟的情况下被动进行更换,为产品质量留下隐患。
研制条烟提升烂包堵塞检测报警装置
研制条烟提升烂包堵塞检测报警装置摘要:目前,滕州卷烟厂卷包车间条烟输送通道采用高空输送设计,从包装机组下游机出来的条烟经过条烟提升机、条烟高空输送履带、条烟输送控制系统,到达装封箱机进行件烟的封装。
条烟输送过程中,当从包装机组下游机产出的条烟经过条烟提升输送至高空输送履带时,经常会出现因条烟外观包装缺陷,导致立改平通道段通道堵塞,如果处理不及时,将导致设备停机。
关键词:条烟输送通道;立改平;堵塞1 存在问题1.1设备停机不仅会导致原辅材料的浪费,同时降低了设备的有效作业率,大大增加了操作工员的劳动强度。
当在输送通道高处发生条烟堵塞时,通常的解决办法有两种:第一种是利用升降车升高至离地面4米左右的通道段,人为进行疏通;第二种是利用长杆子进行人为疏通。
两种方法不仅费时费力,且都存在较大的安全隐患。
针对条烟烂包堵塞问题,首先试图从设备和物料方面去解决问题,对包装机的关键部位进行维修调试,同时选取质量好的条盒进行生产作业。
维修调试完成,对维修效果进行了验证。
1.2通过分析数据,维修后缺陷条烟的数量和停机时长的比例有了比较明显的下降,但是效果并没达到既定要求。
通过讨论分析后,总结出以下两点原因:一是设备方面。
卷包车间生产同时使用不同厂家的条盒,不同厂家的条盒对设备的适应程度不同,当更换物料时,需要频繁的对设备进行调整,实施难度大;二是物料方面。
人工挑选合适的条盒使用,劳动强度太大,效果不好。
1.3需求性分析。
需求1:提高设备运行效率的需求。
缺陷烟堵塞问题降低了设备的有效作业率。
需求2:降低损耗的需求。
一条缺陷烟造成的堵塞和设备停机会带来3-5条条烟的消耗,带来了不必要的浪费。
需求3:降低人工劳动强度和安全隐患的需求。
目前我厂对条烟堵塞的处理方式主要是用长杆子进行疏通,劳动强度大。
经过研究分析,决定研制条烟提升堵塞检测报警装置。
2 目标论证2.1通过研制一种条烟提升堵塞检测报警装置,检测条盒包装缺陷条烟,并发出报警信号,操作工根据现场情况和相关标准决定处理方式。
ZJ17E卷烟机爆珠检测四路电压失衡报警装置的设计
ZJ17E卷烟机爆珠检测四路电压失衡报警装置的设计摘要:近来,我们在产品自检、成品抽检和市场反馈时,均发现有破珠和缺珠的爆珠卷烟缺陷产品流出。
对此,我厂在生产爆珠卷烟的卷烟机上加装了XWJ6-216光子型烟支胶囊检测装置,该装置主要应用于检验卷烟机烟支生产线上单支烟支内胶囊是否符合工艺标准,对于不符合标准的滤嘴烟支予以剔除,确保无破珠和缺珠的爆珠卷烟流出。
该装置具备操作简便、稳定性高,检测精度高、速度快、准确率高和受外界干扰小等优良特点。
为了保证检测的有效性,车间工艺质管员每班需要对XWJ6-216光子型烟支胶囊检测装置的检测有效性进行工艺点检验证,但是,在车间质管员执行点检的过程中就发现,偶尔有检测漏剔除的情况发生,甚至出现不剔除的情况。
关键词:ZJ17E卷烟机,爆珠检测,检测有效性,四路电压平衡由于四路电压调整电位计在控制器内,并且没有电压显示,不利于四路平衡电压的检查,因此在生产过程中四路电压失衡很难被发现,每次发现电压失衡均是由于质管员执行工艺点检发现剔除异常,电气维修人员才会对检测装置的四路平衡电压进行检查修正,但是此时可能已经有爆珠破裂或者缺爆珠的缺陷烟支流入下一道工序了,这样的情况对产品质量造成了很大的隐患。
1、ZJ17E卷烟机爆珠检测的工作原理ZJ17E卷烟机爆珠检测的工作原理,主要根据液体物质对光子信号可产生特有的弥漫特征的物理特性,当发射的一串扇形光子信号向前运动时,若遇到液体物质时将无法继续前行。
当输送鼓轮上的烟支通过“光子检测头”时,4路光子接收器将接收到相应的光子量,并将光子量转换成电信号送至信号处理系统,处理系统对4路电信号进行精确比对、分析、计算后,输出相应的执行动作信号,合格品予以放行;不合格品驱动剔除电磁阀动作予以剔除。
若胶囊合格,4路电信号之间的差值就最大;若胶囊为无珠或空珠,4路电信号之间的差值就越小几乎为零;若胶囊偏移,允许偏移量为胶囊的外边缘在1或4接收器内部;若胶囊的外边缘超过1或4接收器外边缘就会被判定为不合格品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的原始 误差 。 当原始误 差是 负值 时人为的误 差就 取正值 , 反之 , 取负值 , 并尽量 使两者 大 小相 等 ; 或 者利 用一种 原始误 差去 抵 消另一种原 始误
差, 也是 尽量使两者大小 相等, 方向相反, 从而达 到减 少加工误差 , 提高加 工精度的 目的。 3 . 4 均 分原始误差度的热变 形 , 破坏 了机床 原有的几何精度 , 从而降低 了机床的加 工 精度 。 ②工件热 变形工件热 变形工件热变形 引起的加 工误 差 : 使工件产 生变 形的热 源 , 使 工件 产生变形 的热源与切 削热 ( 主要 ) 与外部 热源 ,
要 因素直 接进行消除 或减少 的方法 。 例如 前面提到的车 削细长轴 , 由于 ( > . > 上接 第3 9 2 页) 工艺系统同 性差, 轴 容易弯曲或 断裂, 因此一是可以采 用 “ 大 进给反向切 由于原机检 测装置存在一定 的问题 , 我们集 思广益 , 设计 安装 了 一 削法”再辅 以弹性顶 尖 , 可消除 热伸长 的危 害。 二是 采用较 大的 主偏角
援 论
的, 切削力也随着变 化, 切 削变形量也随着变化的 。 这种 由于毛坯 的 形 的加工 质量 。
状误 差导 致加 工工件 的形 状有误 差的现象 叫做毛坯误差 复映现 象。 2 . 6 热变形对加 工精度 的影 响 工艺 系统在 各种 热 源的影 响下会产 生很复 杂的变 形 , 导 致 工件产 参考文献
车刀。
3 . 2 转 移原始误差 转移原 始误差 是指 工艺系统 的原始误 差转移 到不影 响( 或少 影响) 加 工精度 的方 向或 其他零 部件上去 。 例如 转塔 车床 工作 时需 要经常 旋
转, 难 以保持 旋转精度 , 因此 生产中可采用 “ 立刀” 安装法, 即把 刀刃的切 削基面 放在垂直 面内。 再例如 磨削主 轴锥孔保证 其和轴 颈的同轴 度, 不 是 靠机 床主轴的 回转精 度来保证 , 而是靠 夹具保证 。 当机 床主轴 与工件 之 间用浮动联接 以后, 机床主轴 的原始误 差就被转移 掉_ 『 。 3 . 3 误 差补偿法 误 差补偿 法 , 是人 为地 造出一种新 的误 差, 去 抵消原来 工艺系统 中
同时 , 不同的 加工方法 , 不 同的 工件 材料 , 结构 和尺寸件的受 热变形 也 社 , 2 0 0 2 . 不相 同。 ③刀具热 变形 引起 的加 工误差 : 刀具的热变 形主要的 热变形主 作者简 介 要是 切削热 引起 的, 传给刀具 的热 量虽不 多, 但 由于刀具 体积 小 , 热容 杜华 ( 1 9 7 5 一) ,女 ,汉族 ,宁夏银川人 ,工程 师。从事机械 设 量小且热 量又集中在且削部分 , 因此切削部 分仍产生很高 的温升。 计 及 制 造 方 面 的研 究。 2 . 7 调 整误 差 在 工序的调 整工作中所 存在的误 差即调 整误差一 次调整 后存 在的 误 差对这一批零 件的影响不 变。 但大 批量加 工中存在多次调整 , 不可能
每 次完 全相 同。 对全部零 件来说 , 每次调 整误 差 为偶然性误 差 。 机床调 整误差可理解 为零件尺寸分布曲线中心的最大偏移 量。
3 . 保证 和提 高 加工精 度 的主要 途径 3 . 1 直接减 少或 消除原始 误差 直接 减 少误 差发在 生产 中应 用较 , L , 是在 查明产生 加工误 差 的主
生加 工误 差。 工艺系统的 热变形对加 工的影响主要 分为以下几种 : ①机 床热 变形 引起 的加 工误差 , 机 床受 热源 的影 响 , 各部 分温 升将发生 变 化, 由于热源分布的不均 匀和机床结 构的复杂性 , 机床 各部件将发生不
【 1 】 卢秉恒 . 机械制造技 术[ M ] . 北京 : 机械 工业 出版社 , 2 0 0 5 【 2 】 张 亮峰 , 赵建树 . 机械 加工 工 艺基 础与 实 习[ M 】 . 北京 : 高等教 育
¨ A
在 生产 中常常遇 到这种 情况 , 本工 序的加工 精度稳定 , 工序能 力也 新安装 的滤棒堵塞检测电路图 如图: ) 足够 , 但毛坯 的精度太低 , 引起 定位误差 或复映误 差太 大 , 因而 不能保 套新型的滤棒堵 塞检测装置 ( 新的 滤棒堵 塞检测 有电感式 接近开 关和杠 杆组成 , 杠杆用金 属制 证 加工精度 。 这 时, 可把毛坯按 尺寸误差 大小分为n 组, 每 组毛坯误差 就 正常情况下杠杆的底部距离滤 棒l mm的距离 , 不会碰触 到滤棒 , 电 缩 小为原 来的 l / n , 然 后按组 相应地调 整 刀具和 工件之间的相对 位 置进 成 , 感式 接近开关一直检测到有金属存在 , 输 出O V ̄ I P L C 输 入端I 2 。 当出现 行 加工, 大大缩小了整批 工件 的尺寸分散范 围。 滤棒 堵塞时滤棒 会碰触到杠杆 的底部 , 推动杠杆动作 , 杠杆的上端脱离 3 . 5 就地 加工 法 传感器的检测 , 传感 器检测 不到金属杠杆的存在 , 输 出2 4 V 给主P L C , 产 机 床零件 装到工作位 置上再加 工, 消除 误差影 响。 如牛头刨 床、 龙 生滤 棒堵塞信号, 停止机器运行。 门刨床为了使它们的 工作 台面分 别对滑枕 和横梁 保持平 行的位置关 系, 4 效 果验 证 都 是在装 配后在 自身机床上 “ 自 刨 自” 的精工。 平面磨床 的工作台面也是 从2 0 1 3 年7 月份, 我们在所有 的卷接机 组上安装 了新 的滤 棒堵塞 检 在装配后 作 “ 自磨 自 ” 的精加工 。 测 装置, 经过几个月的运行 , 使用效果 良好。 没有再出现 因为滤 棒堵塞造 3 . 6 误差补偿 法 成 的长时 间停机 。 每次 出现滤棒 堵塞, 只需要用镊子把 多余的滤 棒夹出 误 差补 偿法 , 是人为 地造 出一种 新 的误差 , 去抵 消原来 工艺系统 中 来, 清理 时 间只需要一分 钟左 右 , 大大减 少了设备故 障和停 机时 间。 没 的原始 误差 。 当原始 误差 是负值时人为 的误差 就取 正值 , 反之 , 取 负值 , 有因为滤棒堵塞造成 二切 三刀片烂, 车 间使用 的二切三 刀片从 改造前的 并尽量使 两者 大 小相 等 ; 或者 利 用一种原 始误 差去 抵消 另一种原 始误 每 周四十到五十片, 下降到每 周不到十片, 每 个刀 片价 值一百元 左右, 为 差, 也是 尽量使两者 大小相 等, 方向相 反, 从而达到减 少加工误 差 , 提高加 企业节约了大量维修费用。 工精度的 目的 。 通过我们的不懈努力, 有效 的解决了 滤 棒堵塞这一影 响设备运行 的 4 结论 难题 , 得到 了 一致 好评, 也使技 术改进得 到了较好 的运用 , 通过 这次技 实 际在加 工的过程 中, 影 响精度的 因素很 复杂 , 可能有几种 因素 交 术革 新活动, 使我们相信只要立 足岗位 , 积极主动 , 精 诚团结, 一定 能使 叉在一 起 , 误 差的产生不能 够避免 , 只有结 合具 体情况对 误差 出现 的原 我们 的设 备性能 更加完善 , 设 备效率更加提 高, 质量 控制更加稳 定 , 在 因进行详 尽的剖析, 才 能采取 相应的对 策减 ̄ 1 , / 1 Ⅱ 工误差 , 从而真正提 高 以 后的工作 中我们要继 续加强学习 , 积极利 用新 知识 、 新技术做好 设备 加 工的精度 , 使加 工误差 控制子啊零 件需 求的许可范 围, 从而保证零件 技 术改造和小 改小革工作, 为金叶制造 助力添彩。
[ 5 ] 乔世 民. 机械制 造基础 . 北京 : 高等教 育出版社 , 2 0 0 5 — 0 8 [ 4 】 赵建 中. 机械制 造技 术基础 . 北京 : 北京理工 大学出版社 , 2 _ 0 0 8 —
07
【 5 】 孙志忠, 袁慰 平 . 数 值 分析 ( 第2 版) [ M】 . 南京 : 东 南 大 学 出版