海绵检验标准(汇编)
文件名称 海 棉 类 质 量 要 求 与 检 验 指 导 书

文件名称:海棉类质量要求与检验指导书1. 目的:本标准规定了本公司海绵进货的技术要求及验收、标识、包装、运输、贮存。
2. 适用范围:本标准适用于本公司海绵进厂检验,3. 质量要求3.1 外观要求3.1.1 海绵材料(包括超软、中软、超硬、高回弹性海绵),表面必须平顺、平整、目数大小一致,而且不能有污渍,其柔软度和样板一致。
刀切口要求平直薄厚均匀,不允许有波浪现象存在。
3. 2 海绵的材质3.2.1海绵的内在结构不能参杂和其他再生棉。
每批海绵材料供方都必须提供产品质量证明书,包括材料成分及名称,一定要达到环境标准和国家标准要求,保持应有的弹性标准,同时其密度也要相应达到国家标准。
3.3 尺寸和数量3.3.1海绵的厚度、宽度、长度一定要符合本公司的订货合同的要求。
长、宽允许公差±10mm,厚度允许公差±1mm。
3.3.2数量、规格、型号一定要符合订货要求。
4. 检验方法4.1可用目测和手检、尺测的方法进行检验,应符合3.1 要求。
5. 验收规则5.1 检验项目5.1.1 外观质量基本依供方提供的材质证明书和样品为准,应符合 3.2 要求。
5.1.2 尺寸适宜用卷尺或直尺工具进行检验,应符合 3.3 要求。
5.2 抽样方案按一般检查水平Ⅱ抽样。
AQL=2.5 5.3 判定及处理方法在同一批样品的检查中,如果有一项不合格,则判定为不合格,不得入仓,如果在生产过程中发现材料内在结构存在严重质量问题,该批货同样退回供方或由供方到现场进行处置。
凡是有质量问题都要拣出,汇总退回给供方。
6. 包装、标识、运输、包装、标识、运输、贮存6.1 包装要求:海绵材料应该一张张叠整齐,不能搞脏、搞花表面。
6.2 贮存和运输过程中,不允许被雨水淋湿。
6.3 合格品入仓后,做好标识,整齐堆放,不允许放在潮湿或阳光直射的地方。
海绵切割工艺及检验要求

聚氨酯海绵切割工艺及检验方法一、海绵切割操作岗位基本任务海绵平切机操作岗位的基本任务是在确保安全生产的情况下,按照生产工艺单的要求,将不同的海绵进行切割,生产符合顾客要求的产品。
二、机器的用途海绵平切机主要用于整件软质聚氨脂海绵的切片工作。
本机切片厚度比较薄,可靠性强,操作方便。
三、平切机的构造(详见附图)本机由机架、刀带架、路轨、行走钢带及其工作台、电控操纵箱五大部分组成。
机架由行走端梁、立柱、滑套、丝杆及其螺母、横梁、升降驱动机构等组成。
刀带架由刀架、刀带轮及其驱动装置、刀带、刀盒、压辊、倾角调整机构、保护罩等组成。
四、平切机各部件的功能泡绵固定于工作台之上,路轨前端支座上的行走电机经行走减速机、行走钢带带动行走端梁,使机架在路轨上往复行走,路轨两端装有可移动位置的行程开关撞块,使机架在预定的范围内平行移动,达到平行送料切割的目的,主机设有变频器控制,切割行走速度根据需要调节。
驱动电机通过皮带轮带动刀带轮运转。
刀带架上装有砂轮,使刀刃保持锋利。
刀带架的升降是由另一驱动电机,经减速机减速后,再经两侧伞齿轮传动到丝杆,丝杆的转动从而使丝杆螺母及与联结的滑套上下运动,并带动刀架升降。
平切机还设有刀带切割倾角调整螺栓,刀带切割泡绵时,按切割泡绵的厚度和泡绵表观密度选择不同的倾角(刀带平面与水平面之间夹角)。
角度的大小常用值为0°~10° 。
角度的选取由操作经验确定,倾角采用手动的螺杆螺母进行调整。
操作面板设有电源开关、各种控制按钮以及厚度计、转速表和数量计。
五、操作程序A、切割前确认准备1.公用工程是否满足生产要求。
2.电气仪表是否正常。
3.生产所需原料是否准备充足。
4.所有的动态、静态设备是否具备开车条件。
5.确认工作平台无杂物、机架运行导轨无杂物、行程开关状态良好、人员处于安全位置。
6.确认刀带松紧程度7.所需切割的泡沫数量、质量符合要求。
8.检查其它配套实施。
B、运行1.根据生产工艺要求设定切割尺寸2.启动电源按钮,调整好设备行走速度,不能过快3.切片过程注意事项:禁止泡绵切割时挪动泡绵;4. 切片时从泡绵最高点上方开始切,切不可贪多求快,易使刀带滑脱损伤刀带;5. 切片时必须开启砂轮磨刀,刀刃要保持锋利海绵表面不能有刀纹6. 切片时检验、操作由切片人员负责,发现任何问题,及时停车,汇报;7. 所切的海绵底部余料不得高于1cm8. 记录相关数据(所用海绵的名称、批号等、数量、尺寸、废料等数据)。
海绵垫检验细则

4 检验项目表
标记
处数
更改文件号
编制
审核
第2页共3页
副页
XXX 公司 通用技术标准
海绵垫检验细则
标准编号: 版本号:
共 3 页 第 3页
海绵垫检验项目表
序 号
检验项目
入厂 型式 AQL/ 检验 检验 n(Ac,Re)
合格标准
类别 检验器具
1
外观
*
*
2.5
本细则 3.1 D
目测
2
尺寸
*
*
2.5
本细则 3.2 C
3 检验项目
3.1 外观 基材表面无缺损、平整,无污染,无裂缝;切边平直、整齐,不得有挤压变形现象,
颜色均匀,不允许有超过 3mm 大的对穿孔;涂胶均匀平滑,不允许有脱胶现象。从离型上 剥离制品后,制品在水平面向上卷曲高度不大于 40mm。
检验方法:在正常光线下目测。 3.2 尺寸
符合图纸或相关技术文件。 检验要求:用游标卡尺测量. 3.3 表观密度 符合图纸或相关技术文件要求。 检验方法:用天平或电子秤测量。 3.4 初粘性 用斜面滚球装置测定,测试板倾斜 300 角,在测试段内(100mm)能粘住 21#(XPE 材料 要求 28#)或以上钢球。 检验方法:按 GB/T 4852《压敏粘带初粘性测试方法(滚球法)》有关规定进行测试。 3.5 剥离强度 剥离强度大于 15N/25mm 或粘结面不分离而基材断裂。 检验方法:按 GB/T2792《压敏胶粘带 180°剥离强度测定方法》有关规定进行测试。 3.6 气味 应无剌激性气味。 检验方法:鼻闻。
拉力试验机
10 标志、包装 *
*
4.0
本细则 3.10 D
目测
海绵及海绵件检验指导书
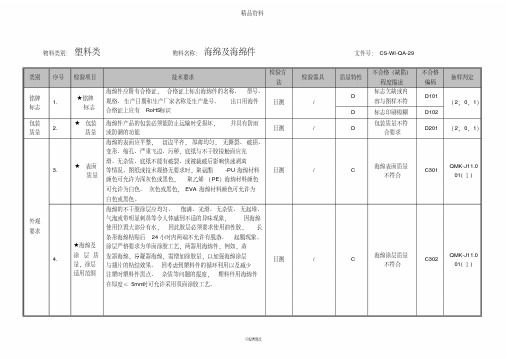
物料类别:塑料类物料名称:海绵及海绵件文件号:CS-WI-QA-29类别序号检验项目技术要求检验方法检验器具质量特性不合格(缺陷)程度描述不合格编码抽样判定铭牌标志1.★铭牌标志海绵件应附有合格证,合格证上标出海绵件的名称、型号、规格、生产日期和生产厂家名称及生产批号。
出口用海件合格证上应有RoHS标识目测/D标志欠缺或内容与图样不符D101(2;0,1)D 标志印刷模糊D102包装质量2.★包装质量海绵件产品的包装必须能防止运输时受损坏,并具有防雨或防潮的功能目测/ D包装质量不符合要求D201 (2;0,1)外观要求3.★表面质量海绵的表面应平整,切边平齐,厚薄均匀,无撕裂、破损、变形、缩孔、严重飞边、污秽,底纸与不干胶接触面应光滑、无杂质、底纸不能有破裂、或被裁破后影响快速剥离等情况。
图纸或技术规格无要求时,聚氨酯-PU海绵材料颜色可允许为深灰色或黑色,聚乙烯(PE)海绵材料颜色可允许为白色、灰色或黑色,EVA海绵材料颜色可允许为白色或黑色。
目测/ C海绵表面质量不符合C301QMK-J11.001(Ⅰ) 4.★海绵及涂层质量,涂层适用范围海绵的不干胶涂层应均匀、饱满、光滑、无杂质、无起堆、气泡或带明显刺鼻等令人体感到不适的异味现象,因海绵使用位置大部分有水,因此胶层必须要求使用油性胶,长条形海绵粘贴后24小时内两端不允许有脱落、起翘现象。
涂层严格要求为单面涂胶工艺,两器用海绵件,例如,蒸发器海绵,冷凝器海绵,需增加涂胶量,以加强海绵涂层与翅片的粘结效果。
因考虑到塑料件的循环利用以及减少注塑时塑料件黑点、杂质等问题的报废,塑料件用海绵件在厚度≤5mm时可允许采用双面涂胶工艺。
目测/ C海绵涂层质量不符合C302QMK-J11.001(Ⅰ)类别序号检验项目技术要求检验方法检验器具质量特性不合格(缺陷)程度描述不合格编码抽样判定外观要求5.★底纸质量涂层严格要求为单面涂胶工艺,两器用海绵件,例如,蒸发器海绵,冷凝器海绵,需增加涂胶量,以加强海绵涂层与翅片的粘结效果。
三聚氰胺海绵检验规范

每批
11
标识
A
GB2828.1-2003一般检验水准Ⅱ,AQL: 0.65
包装上应有品名、规格、生产日期、生产厂家等
目视
/
每批
备注:1、抽样水平:GB2828.1-2003一般检验水准Ⅱ,AQL(质量接收限):0.65;
2、检验作业按《进料检验管理办法》执行;
3、来料质量问题按《不合格品控制程序》执行。
拟制/日期:
审核/日期:
批准/日期:
受控文件未经批准不得复制 生效日期: 年 月日
表单编号:
测量
游标卡尺
每批
5
芯密度
A
1次/每批
8.5±0.5kg/m³
GB/6343
电子称/量筒
每批
6
阻燃
A
1次/每批
A级
GB8410
阻燃箱
每批
7
禁限物质
B
满足GB/T 30512规范
GB/T 30512
供应商提供报告
每年
8
材质
A
GB2828.1-2003一般检验水准Ⅱ,AQL: 0.65
物性资料(参照样品)
XXXX有限公司
文件编号:
文件名称:
三聚氰胺海绵检验规范
版本号:修改状态:
第页共页
检验标准
序号
检验项目
缺陷
等级
抽样水平
检验标准
检验方法
检验工具检验Leabharlann 频次1供方资格
A
/
《合格供方目录》
目视
/
每批
2
供货资料
C
/
合格证明/检验报告
目视
/
每批
海绵检验规范

薄不良;
一般公差范围:
b 厚薄不一;
ˇ
8mm 以 内 +_0.3mm;8mm 以 上
+_0.5mm;
环保 目视
标识
外箱须按要求粘贴环保标识
四 环保
查询
资料
物质环保资料符合规定期限
SAP
期限
五、检验条件:
1 检查时间:3~5 S/pc(外观检验);
2.外观检查:依据 ANSI/ASQZ1.4 第 II-A 表抽样;
文件名称 制定日期
XXX 电子科技有限公司
海棉通用检验规范
2021.7.1
版本
2.0
文件编号 页次
材料名称 料号
海棉 IVE
机种系列 成品客户
XX-XX-XX-XX 1-1
通用 通用
检验
NO 项目
检查 方式
规格要求
缺点描述
A.现品票完整清晰,无涂改;
标识不完整、不清晰,有涂改;
判定
MA MI CRI
3.性能尺寸:以检测 5PCS 材料为依据判定;
无环保标识或漏贴标识 查询 SAP 系统显示已超期
核准
审核
V V
作成
JN
ˇ
B.现品票上的料号要与进料单上
一 包装 目视
料号与进料单不符或与实物不符
ˇ
的料号一,与实Leabharlann 相符;C.外箱不可破裂、变形、脏污,受潮; 外箱破损、变形、脏污,受潮;
A.来料不可破损、变形;
来料破损、变形;
二 外观 三 尺寸
目视
游标 卡尺
B.来料必须与样品/SIR 要求相符,
不
来料与样品/SIR 要求不符,有混装;
海绵检验标准
海绵检验标准
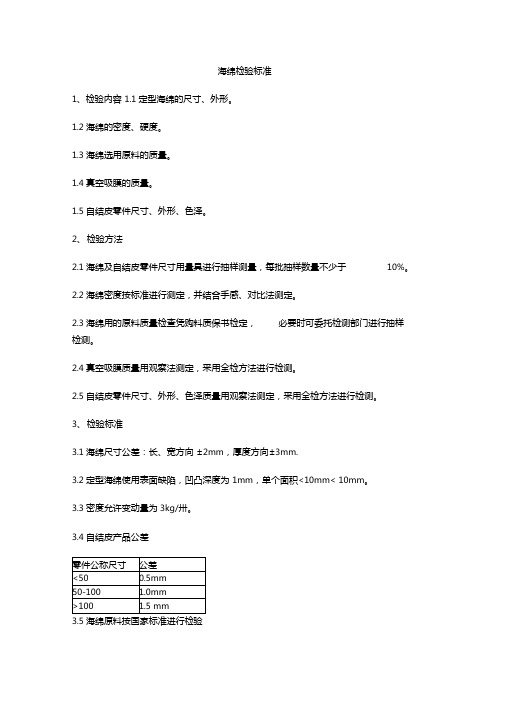
1、检验内容1.1定型海绵的尺寸、外形。
1.2海绵的密度、硬度。
1.3海绵选用原料的质量。
1.4真空吸膜的质量。
1.5自结皮零件尺寸、外形、色泽。
2、检验方法
2.1海绵及自结皮零件尺寸用量具进行抽样测量,每批抽样数量不少于10%。
2.2海绵密度按标准进行测定,并结合手感、对比法测定。
2.3海绵用的原料质量检查凭购料质保书检定,必要时可委托检测部门进行抽样检测。
2.4真空吸膜质量用观察法测定,采用全检方法进行检测。
2.5自结皮零件尺寸、外形、色泽质量用观察法测定,采用全检方法进行检测。
3、检验标准
3.1海绵尺寸公差:长、宽方向±2mm,厚度方向±3mm.
3.2定型海绵使用表面缺陷,凹凸深度为1mm,单个面积<10mm< 10mm。
3.3密度允许变动量为3kg/卅。
3.4自结皮产品公差
3.5海绵原料按国家标准进行检验
3.6真空吸膜件不得有起层,布膜剥离及外形明显缺陷
4、检验结论
4.1尺寸合格,其它项不合格,如可返修,则退回车间修整。
4.2定型海绵使用表面缺陷,如可挖补,则返回车间修补,再按次品使用。
4.3自结皮色泽要均匀,如有明显色泽偏差、起泡、起皮,过软则按不合格品处理。
4.4原料不合格的,应退货或报废,不得使用。
海棉检验标准(已修改)
火源、秒表
√
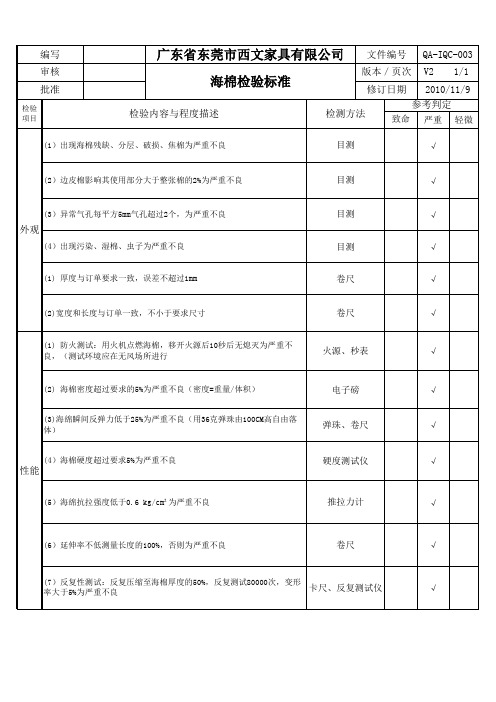
(2) 海棉密度超过要求的5%为严重不良(密度=重量/体积)
电子磅
√
(3)海绵瞬间反弹力低于25%为严重不良(用36克弹珠由100CM高自由落 体)
弹珠、卷尺
√
(4)海棉硬度超过要求5%为严重不良
性能
(5)海绵抗拉强度低于0.6 kg/cm²为严重不良
硬度测试仪
√
推拉力计
√
(6)延伸率不低测量长度的100%,否则为严重不良
编写 审核 批准
检验 项目
广东省东莞市西文家具有限公司 海棉检验标准
检验内容与程度描述
文件编号 版本/页次 修订日期
QA-IQC-003 V2 1/1
20测方法
目测
致命
(1)出现海棉残缺、分层、破损、焦棉为严重不良
(2)边皮棉影响其使用部分大于整张棉的2%为严重不良
目测
√
(3)异常气孔每平方5mm气孔超过2个,为严重不良
目测 目测 卷尺
√ √ √
外观
(4)出现污染、湿棉、虫子为严重不良
(1) 厚度与订单要求一致,误差不超过1mm
(2)宽度和长度与订单一致,不小于要求尺寸
卷尺
√
(1) 防火测试:用火机点燃海棉,移开火源后10秒后无熄灭为严重不 良,(测试环境应在无风场所进行
卷尺
√
(7)反复性测试:反复压缩至海棉厚度的50%,反复测试80000次,变形 卡尺、反复测试仪 率大于5%为严重不良
√
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、目的
为了确保海绵泡棉的来料在IQC抽检时合乎品质要求。
2、范围
适用于所有海绵泡棉的素材来料。
3、检验要求
检验项目质量要求概述
检
测
器
具
重要度
检验方法
A
B
C
外观1、
2、包装标识与实物应一致,无混料。
3、
4、发泡棉的坐板不能有发泡棉。
5、修补海绵:泡眼:PE切割棉,1㎡内
允许有直径为5mm的泡眼;不处于集
中的情况下允许有10个;PE成型切割
棉,1㎡内允许有直径为2mm的泡
眼,不处于集中的情况下允许有5个;
PU发泡棉,1㎡内允许有直径为1mm
的泡眼,不处于集中的情况下允许有
2个。
6、暗泡:PE切割棉1㎡内允许有5mm
的暗泡。
PE成型切割棉和PU发泡棉
不允许有暗泡的存在。
5、依图纸尺寸进行检验。
6、非标无图部分,依据限度样品进行检
验。
7、同一片中厚度、长度、宽度应一致,
PE切割绵厚度允许的偏差为±2mm,
长、宽允许的偏差为+10mm。
PE成型切割绵厚度允许的偏差为±
2mm,长、宽允许的偏差为﹢5mm
目
测
直
尺
√
√
√
√
√
1-2、在自然光或40W日光灯
下目视,用合格的游标卡尺、
卷尺或样板进行检测。
3-4.在自然光或40W日光灯下
目视,或用合格的游标卡尺、
卷尺或样板进行检测。
5.用手按压海绵表面,海绵内
部为空的情况即为暗泡。
6.在自然光或40W日光灯下用
合格的游标卡尺、卷尺或样板
进行检测。
睿品家具有限公司●作业文件编号RP-pg-001
版本A-1
文件名原材料检验流程编制部门品管部
生效日期2015-12-23 共2页
批准:审核:编制:曾彪
硬度硬
度
计
√
1、测量前应用手掌按压海绵表
面,将海绵内部的空气排出。
2、在海绵的中间及四角的3/4
处各选处1点,将硬度计放置
选择点的平面处,所得的5个
点的硬度值的平均值即为其硬
度实际值。
3、将测量的硬度值与实际要求
值相对照,硬度值允许偏差范
围:±5Kpa
密度√
1.从来料中任意抽取一块海
绵,切割20cm*20cm大小面积
的海棉进行称重。
2.根据密度计算公式:密度=重
量/体积计算得其密度。
3.将实际密度值与要求值进行
比对,看其是否在要求值内,
切割棉与定型泡棉的密度值允
许偏差范围为±3kg/㎡。