过程检验记录
过程检验记录表

常州市明道科技有限公司
CHANGZHOU MINGDAO TECH CO.,LTD
产品检验记录表
合同编号客户号生产任务单号客户名称
产品名称使用材料生产日期产品规格
序号检验项目技术要求检验方法
检验
数量
不合
格数
实测值
判定
1 2 3 4 5
1 板材色差与标准样件作对比,无明显色差;产品颜色对比/目测
2 表面外观要求表面平整、光洁,无凹坑,无波纹,无气泡,无斑点,
无痕迹,无刮痕;
目测
3 板面清洁板面不允许有锯末(切末);板材边缘锯末(切末)必须清
理干净,锯边(切边)不允许出现明显锯齿痕或开裂现象;
目测
4 薄膜外观1、保护膜不允许有脏污、锯末、刮痕、折层、折皱、砂眼
等瑕疵。
保护膜应紧贴板材之间不允许出现气泡;
2、板材两面均为无色膜的,要求板材正面写“正”
3、薄膜必须紧贴板材,从板材边缘起不能脱落超过3mm。
目测
5 长度公差卷尺
6 宽度公差卷尺
7 厚度公差千分卡尺
8 复合层厚度千分卡尺
9 对角线差值<0.25% 卷尺
10 包装外观要求板材摆放整齐,包装纸包装严实,包装纸表面无破损、
水渍等,现象;并在包装纸上标注“编号”
目测
11
12
13
综合判定:检验员:日期:。
加工过程检查记录
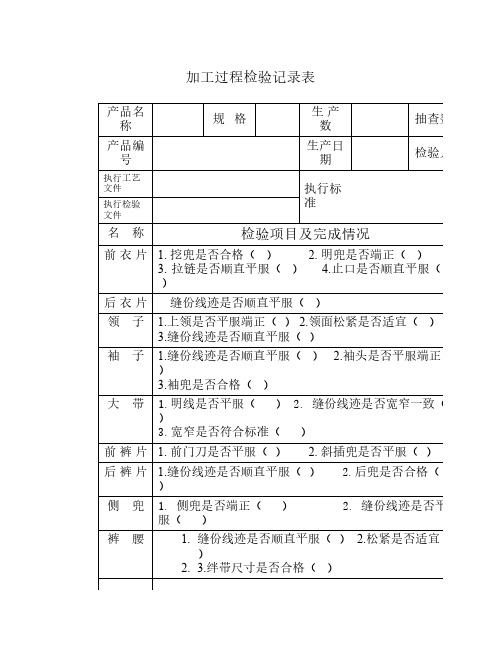
袖 子 1.缝份线迹是否顺直平服( ) 2.袖头是否平服端正( ) 3.袖兜是否合格( )
大 带 1.明线是否平服( ) 2. 缝份线迹是否宽窄一致( ) 3.宽窄是否符合标准( )
前 裤 片 1. 前门刀是否平服( ) 2. 斜插兜是否平服( )
后 裤 片 1.缝份线迹是否顺直平服( ) 2.后兜是否合格( )
侧 兜 1. 侧兜是否端正( ) 服( )
2. 缝份线迹是否平
裤腰
1. 缝份线迹是否顺直平服( ) 2.松紧是否适宜( )
2. 3.绊带尺寸是否合格( )
裤 脚 尺寸是否宽窄一致( )
商 标 商标规格号是否清晰明确端正( )
外观疵 有无油、锈( ) 色差( ) 粗纱( )现象 点
外 观 明暗线针距每3厘米12—14针( ) 码边线针距每3厘米≥10—12针( )
明线宽窄是否标准( ) 锁眼线每1厘米≥12针( )
熨烫温 度
尺寸规格 偏差是否
在 合格范围
内
1. 棉布175-195℃( ) 2. 涤棉150-170℃( ) 3. 涤纶150-170℃( )
后衣长( ) 胸 围( ) 袖 长( ) 领 围( ) 总肩宽( ) 上衣兜( ) 袖 口( ) 底摆长( ) 裤 长( ) 腰 围( ) 臀 围( ) 裤 脚( )
其他
结论
*是写( √ ) 否写( X ) 无此项写( 无 )
加工过程检验记录表
产品名 称
规格
生产 数
抽查数
产品编 号
生产日 期
检验人
执行工艺 文件
执行检验 文件
执行标 准
名称
检验项目及完成情况
前 衣 片 1. 挖兜是否合格( ) 2口是否顺直平服( )
产品过程检验记录
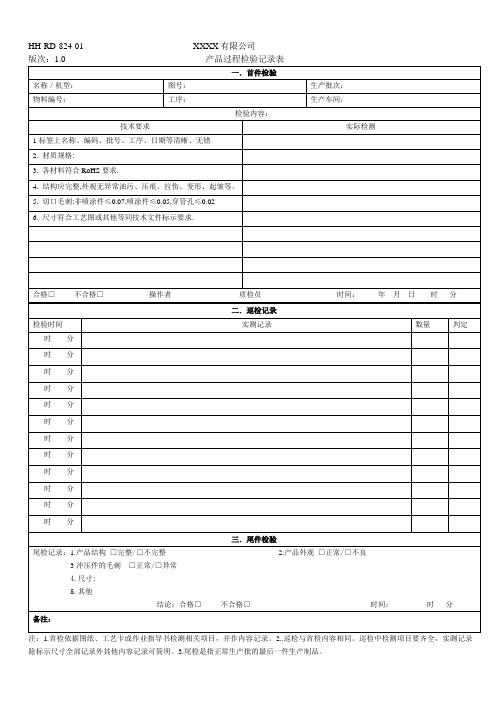
4.尺寸:
5.其他
结论:合格□不合格□时间:时分
备注:
注:1.首检依据图纸、工艺卡或作业指导书检测相关项目,并作内容记录。2..巡检与首检内容相同。巡检中检测项目要齐全,实测记录除标示尺寸全部记录外其他内容记录可简明。3.尾检是指正常生产批的最后一件生产制品。
5.切口毛刺:非喷涂件≤0.07,喷涂件≤0.05,穿管孔≤0.02
6.尺寸符合工艺图或其他等同技术文件标示要求.
合格□不合格□操作者质检员时间:年 月 日 时分
二.巡检记录
检验时间
实测记录
数量
判定
时 分
时 分
时 分
时 分
时 分
时 分
时 分
时 分
时 分
时 分
时 分时 分Fra bibliotek三.尾件检验尾检记录:1.产品结构□完整/□不完整2.产品外观□正常/□不良
HH-RD-824-01XXXX有限公司
版次:1.0产品过程检验记录表
一.首件检验
名称/机型:
图号:
生产批次:
物料编号:
工序:
生产车间:
检验内容:
技术要求
实际检测
1标签上名称、编码、批号、工序、日期等清晰、无错
2.材质规格:
3.各材料符合RoHS要求.
4.结构应完整,外观无异常油污、压痕、拉伤、变形、起皱等。
过程检验记录表

审核:
过程检验记录表
生产线:
生产日期:
产品名称
检验时间
检验项目
检验员
备注
外观
功能
抽样数
颜色
漏镀
烧焦
变形
抽样数
镀层厚度
Ni含量
结合力
通止规
其他检验项
注:1. 产品的膜厚、结合力、盐雾及其它需要详细描述的检测有单独的检测报告,参见QC电脑记录;
2. 本检验记录表上,将根据膜厚、结合力等能及时检出的检测结果,做出相应判断;对于盐雾等不能及时判断的将不做记录;
过程审核检查记录---来料检验

-纠正效果的证明(客户的质量信息反馈减少)。
√
√
√
√
√
√
八、以往顾客投诉情况、纠正措施实施情况、以往质量问题
1.是否按时落实要求的纠正措施并检查其有效性? -审核结果整改结果; -内/外部抱怨; -纠正效果的证明.
1、按时落实要求的纠正措施并检查其有
效性;
-对顾客投诉的情况,填写《质量信息反馈处置单》追溯其根源,制定《纠正或预防措施报告》、运用《顾客报怨及组织内部报怨与制造过程/产品矩形图》,形成闭环并审核结果整改结果;
工序名称
来料检验
工序编号
01
审核要点
审核记录
判定
一、过程负责人
是否指定过程负责人
已指定过程负责人
√
二、完整的输入(待加工零件、作业指导书、零件周转卡)
1.生产文件与检验文件中是否标出所有的重要技术要求,包括产品安全特性,并坚持执行?
2.是否持有PFMEA、控制计划、过程作业指导书/检验指导书,
3.特殊特性标识;
-精度/状况;
-检定/能力调查。由有资质的单位进行检定
2、生产设备/工装模具能保证满足产品特定的质量要求;
-验证结果,适当时包括Cmk;
-防错功能(报警,自动断开); -维修状态。
3、生产工位、检验工位符合要求; -照明/清洁;
-人机工程;
-零件搬运/安全生产。
4、对产品调整/更换有必备的辅助器具;
1、产品数量/生产批次的大小是按需求而定,是有目的地运往下道工序;
2、产品是按要求贮存、运输方式/包装方法按产品的特性而定。
√
√
过程检验记录--钢质
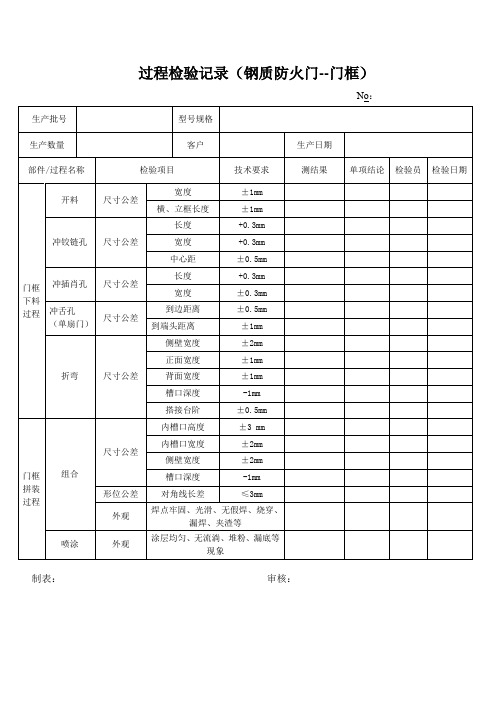
(单扇门)
尺寸公差
到边距离
±0.5mm
到端头距离
±1mm
折弯
尺寸公差
侧壁宽度
±2mm
正面宽度
±1mm
背面宽度
±1mm
槽口深度
-1mm
搭接台阶
±0.5mm
门框拼装过程
组合
尺寸公差
内槽口高度
±3 mm
内槽口宽度
±2mm
侧壁宽度
±2mm
槽口深度
-1mm
形位公差
对角线长差
≤3mm
外观
焊点牢固、光滑、无假焊、烧穿、漏焊、夹渣等
尺寸公差
执手中心边距(底/面)
±0.5mm
执手中心高度
±1mm
冲铰链孔
尺寸公差
长度
+0.3mm
深度
±0.5mm
折弯
尺寸公差
左扇宽度(底/面)
±1mm
右扇宽度(底/面)
±1mm
盖缝板
盖缝板宽度
±1mm
门扇
拼装过程
装填门芯
冷压
芯材填充后门扇重量 ㎏
胶粘剂涂刷应均匀,防火门芯板之间裁口对接,其它缝隙有防火胶填满
喷涂
外观
涂层均匀、无流淌、堆粉、漏底等现象
制表:审核:
过程检验记录(钢质防火门--门扇)
No:
生产批号
型号规格
生产数量
客户
投产日期
部件/过程名称
检验项目
技术要求
检测结果
单项结论
检验员
检验日期
门扇
下料过程
开料
尺寸公差
长度(左/右)
±1mm
宽度(左/右)
过程质量检验记录

过程质量检验记录一、引言过程质量检验是组织实施质量管理的重要环节,它通过对产品的生产过程进行监控和评估,以确保产品符合质量标准和规范要求。
本文档旨在记录过程质量检验的相关内容,包括检验日期、检验内容、检验结果以及采取的改进措施等。
二、检验日期1. 根据产品生产计划的要求,确定过程质量检验的日期和时间。
2. 在检验开始前,进行充分的准备工作,包括检验设备和工具的校准、检验员的培训和确认,以及准备检验所需的材料和文档等。
三、检验内容1. 根据产品的特点和质量标准,确定过程质量检验的内容和指标。
2. 检验内容可以包括以下几个方面:(1) 原材料检验:检验原材料的质量和规格是否符合要求,包括外观、尺寸、化学成分等方面的检验。
(2) 加工工艺检验:检验加工工艺的合理性和可行性,包括工艺路线、工艺参数和工艺文件等方面的检验。
(3) 在线检验:对生产过程中的关键节点进行检验,包括加工精度、外观质量、安全性能等方面的检验。
(4) 最终产品检验:对最终产品进行全面检验,包括外观、尺寸、性能等方面的检验。
(5) 过程数据分析:通过对检验数据的统计和分析,评估生产过程的稳定性和一致性。
四、检验结果1. 根据检验内容和质量标准,对每个检验项目进行评估,并记录检验结果。
2. 检验结果可以分为合格、不合格和待定三种情况。
3. 对于不合格的检验项目,应追溯其原因,并采取相应的改进措施。
五、改进措施1. 根据不合格项目的原因,确定相应的改进措施。
2. 改进措施可以包括以下几个方面:(1) 提供员工培训和技术支持,以提高操作人员的技能水平和质量意识。
(2) 优化工艺流程和工艺参数,以提高产品的质量稳定性和一致性。
(3) 完善质量管理体系,包括制定和执行相关的操作规程和标准,加强对生产过程的监控和控制。
(4) 追踪和分析不合格品的原因,并采取纠正和预防措施,以避免同类问题的再次发生。
六、总结过程质量检验是确保产品质量的关键环节,通过对生产过程进行监控和评估,可以及时发现和纠正质量问题,提高产品的质量稳定性和一致性。
过程检验记录

产品名称 检验项目
技术要求
规格/型号
检验结果
外观
表面不应有影响使用上的凹点、伤痕、毛刺、 □符合 变形、裂纹、杂质、缺料、油污、气孔等缺陷 □不符合
工艺尺寸 技术要求
按作业工艺、图纸和客户要求检验
综合判定 □符合 □不符合
检验员:
日期:
产品名称 检验项目
过程检验记录
规格/型号
技术要求
检验结果
外观
表面不应有影响使用上的凹点、伤痕、毛刺、 □符合 变形、裂纹、杂质、缺料、油污、气孔等缺陷 □不符合
工艺尺寸 技术要求
按作业工艺、图纸和客户要求检验
综合判定: □符合
□不符合
□符合 □不符合 □符合 □不符合
检验员:
日期:
产品名称 检验项目
过程检验记录
规格/型号
技术要求
检验结果
外观
表面不应有影响使用上的凹点、伤痕、毛刺、 □符合 变形、裂纹、杂质、缺料、油污、气孔等缺陷 □不符合
工艺尺寸 技术要求
按作业工艺、图纸和客户要求检验
综合判定: □符合
□不符合
□符合 □不符合 □符合 □不符合
检验员:
日期:
数量 不良记录
数量 不良记录
数量 不良记录