浅谈车刀的刃磨技巧
浅谈车工实习中的车刀刃磨
浅谈车工实习中的车刀刃磨摘要:根据我国科学技术日新月异的飞速发展,联系到我院的教学特征,金工实习是高职高专工科类专业学生必不可少的一项学习内容,对于我院目前的教学特点,是为国家,社会,企业单位培养机械制造,机械加工的技术人才。
所以车刀刃磨在教学和实习中起到举足轻重的作用。
由于车刀刃磨技术含量高,基础知识宽,适用范围广,特别是在机械加工中它是不可缺少的一部分。
在普通车工、铣工、刨工、磨工、钳工等工种中都要使用这一技术。
也可以在教学过程中独树一门学科和专业。
来培养学生这一方面的能力和知识,为社会、企业、国家建设服务。
关键词:特征;意义;过程;启发;思考;基础abstract: the rapid development of china’s science and technology, linked to the teaching characteristics of our hospital, the metalworking practice is essential for higher vocational engineering class students a learning content, teaching our hospital characteristics, the country, social, business units cultivation machinery manufacturing, machining and technical personnel. car blade grinding play a decisive role in the teaching and practice. car blade grinding high technical content, the basic knowledge is wide, wide range of applications, especially in machining, it is an indispensable part. the ordinary turner, miller, planer,grinder, fitter jobs should use this technology. a discipline and professionalism is also unique in the teaching process. to develop the ability and knowledge of the students, for social, corporate, and national construction services.key words: feature; significance; process; inspired; thinking; foundation中图分类号:tg712 文献标识码:a文章编号:一、车刀刃磨需要具备的条件车刀刃磨时要根据被车削工件的材料,工件的形状,尺寸精度要求,表面粗糙做要求,然后选择车刀材料以及车刀刀头的几何形状(外圆车刀、端面车刀、切断刀、切槽刀和内孔车刀)等刀具。
车刀刃磨
车刀刃磨修磨车刀有序规,护目戴镜防屑飞,人在砂轮侧面站,双手握刀肘夹腰,修磨车刀左右移,莫让砂轮凹槽起,刀离砂轮先抬尖,否则砂粒碰坏刃,白氧化铝磨锋钢,硬质合金碳化硅;合金刀具莫入水,白钢定要常降温。
先将刀杆修磨好,为磨合金做准备;再磨合金主后面,其次修磨副后面,然后修磨前刀面,仔细修磨卷屑槽;注意形成刃傾角,影响使用关系大;精磨先修前刀面,主副后面依次光;刀尖若有圆孤刃,过渡切削寿命长。
刀具角度常细看,刃磨结束砂轮关。
刃磨方式技巧多,根据需要参数变, 不管磨得好看否, 实践好用推广开。
车刀刃面角我们来把外圆偏刀看,三面四刃及七个角。
切屑流过的是前刀面,后面又分主副后面;刀头和加工表面相对,是刀头上的主后面;对着已加工表面刀尖,是外圆偏刀副后面;前面和主后面的交线,劳苦功高是主刀刃;前面和副后面的交线,担次要工作副刀刃;主刀刃和副刀刃之间,直线或圆孤过渡刃。
副刀刃前端窄平直刃,降低粗糙度修光刃。
过三个基准面看七角,基面截面切削平面。
前角咖玛的代号是Υ,前面基面间的夹角;主截面内测量主后角,副截面内量副后角;楔角的代号是β0,前面后面间的夹角;主偏角代号是ψ,主刀刃在基面上的投影与进给方向的夹角;副偏角代号是ψ1,副刀刃在基面上的投影与进给方向的夹角;主副切削平面间夹角,名叫刀尖角代号εr。
来姆达λ名叫刃倾角,主刃与基面的夹角,外圆车刀装高前角大,内孔镗刀情况恰相反,偏弯切丝镗圆刀多种,动静时候角度会不同。
加工刀具的知识刀具是机械制造中用于切削加工的工具,又称切削工具。
广义的切削工具既包括刀具,还包括磨具。
绝大多数的刀具是机用的,但也有手用的。
由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。
切削木材用的刀具则称为木工刀具。
刀具的发展在人类进步的历史上占有重要的地位。
中国早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。
战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。
车刀刃磨时的注意事项

车刀刃磨时的注意事项磨刀可不是一件简单的事情,但没关系,我们来聊聊磨车刀刃的注意事项,让这过程变得轻松点。
你得明白,磨刀并不是随便上刀具就行,得有个好心态。
就像我们生活中有些事情,得慢慢来,不能急。
磨刀这事儿,得讲究个细致,手不能抖,心也不能急。
你想啊,磨刀的时候,手一抖,刀刃就可能变得不平整,甚至还会磨出锯齿,那可就尴尬了。
对了,磨刀的时候,得选对工具。
磨刀机、磨石、磨具,这些可不能马虎。
想象一下,拿着个不合适的磨具,就像你去打麻将,手里却拿着个扑克牌,没法玩啊。
磨刀的时候,得保持刀刃的角度,通常是30度左右,这样磨出来的刀才锋利。
可别想着偷懒,要磨就要磨到位,别让自己平白浪费时间。
记得磨刀时,刀具得保持湿润,干磨可不行,像沙漠里的干草一样,根本没法发挥作用。
嘿,安全第一呀!磨刀的时候,得把手指头保护好,别把手指当成磨刀的辅料。
你要知道,手一不小心,就可能给自己留下个小伤口,那真是得不偿失。
磨刀的地方最好光线明亮,像白天的阳光那样,把每个细节都照得透透的。
磨的时候,别想着一刀切,要有耐心,一点点磨,直到你满意为止。
顺便提一句,磨刀的时候,心情也得好。
听听音乐,或者想想让你开心的事情,这样磨出来的刀,心情跟着都变好了。
磨完之后,别忘了清洁刀具,像给刀子洗澡一样,把刀刃上的灰尘、油污都洗掉,保持刀具的干净,这样才能让刀保持锋利。
就像你早上刷牙一样,干干净净才舒服。
说到这里,磨刀可不止是个技术活,更是个艺术活。
你得把心思放进去,把每一个动作都做到位,才能磨出一把好的刀。
刀越磨越锋利,你的手艺也会越来越好。
每次磨刀的过程,都是一次提升自己的机会,磨的不是刀,是你的耐心和细心。
看着那把闪闪发光的刀,心里得多美滋滋呀。
磨刀也像人生,遇到困难和挫折,得静下心来,慢慢磨炼,才能变得更加坚韧。
生活中不如意的事儿也多,但你只要有一把好刀,就能轻松应对那些麻烦。
磨刀的时候,听到“叮叮当当”的声音,别有一番风味,那声音就像在为你加油,提醒你继续努力。
浅谈车刀的刃磨技巧

浅谈车刀的刃磨技巧摘要:车削加工是一门集理论性、实践性较强的切削加工技术。
要求操作者能熟练使用机床,根据不同的工件刃磨出相应的车刀,再采取合理的加工工序,加工出符合图纸要求的合格的工件。
但是,在实际教学过程中存在着车刀刃磨难的问题,没有好用的车刀就很难车出尺寸、形状和表面粗糙度都合格的工件。
在实习过程中要重视磨刀,让学生学会磨刀,这是车削工件的最基本条件。
关键词:磨刀技巧口诀记忆示范指导俗话说“磨刀不误砍柴功”,对车削加工来说是“三分技术,七分刀具。
”由此可见磨刀在车工实习中的重要性,车刀的刃磨质量直接影响车削的质量和效率。
但是在实习教学中存在着学生不会磨、不敢磨、不愿意磨刀的问题。
学生还存在着应付心理,对车刀的刃磨要求不高,甚至有的学生都不自己磨刀。
没有好的车刀,就车不出理想的工件。
针对当前实习中存在的问题,迫切需要相应的措施解决。
一、口诀记忆,趣味性较好车刀的刃磨要求操作者需要熟悉相关理论知识和刃磨原理,熟练掌握刃磨方法及操作技巧。
为便于初学者尽快熟悉和记忆车刀刃磨的概念、方法与技巧,让学生熟悉下面的口诀,以便于记忆。
1.常用车刀种类和材料,砂轮的选用常用车刀五大类,切削用途各不同,外圆内孔和螺纹,切断成形也常用;车刀刃形分三种,直线曲线加复合;车刀材料种类多,常用碳钢氧化铝,硬质合金碳化硅,根据材料选砂轮;砂轮颗粒分粒度,粗细不同勿乱用;粗砂轮磨粗车刀,精车刀选细砂轮。
2.车刀刃磨操作技巧与注意事项刃磨开机先检查,设备安全最重要;砂轮转速稳定后,双手握刀立轮侧;两肘夹紧腰部处,刃磨平稳防抖动;车刀高低须控制,砂轮水平中心处;刀压砂轮力适中,反力太大易打滑;手持车刀均匀移,温高烫手则暂离;刀离砂轮应小心,保护刀尖先抬起;高速钢刀可水冷,防止退火保硬度;硬质合金勿水淬,骤冷易使刀具裂;先停磨削后停机,人离机房断电源。
3.90°、75°、45°等外圆车刀刃磨步骤粗磨先磨主后面,杆尾向左偏主偏;刀头上翘38度,形成后角摩擦减;接着磨削副后面,最后刃磨前刀面;前角前面同磨出,先粗后精顺序清;精磨首先磨前面,再磨主后副后面;修磨刀尖圆弧时,左手握住前支点;右手转动杆尾部,刀尖圆弧自然成;面平刃直稳中求,角度正确是关键;样板角尺细检查,经验丰富可目测。
车刀的刃磨
3、刀具刃磨良好的标准
刃磨良好的刀具应达到:刀口平直无崩口; 刀具平整,粗糙度低;角度正确;刀尖无 损伤。其关键要看刀尖、 刀尖附近的刃口、 刀口附近的刀面。因为切削主要是刀尖和 刀尖附近的刀刃来完成的,只要能保证附 近的区域达到上述要求,其他部分不影响 强度、无干涉即可。
磨主后刀面
按主偏角大小,刀杆 向左偏斜 。同时磨 出主偏角和主后角; (如左图)按主后 角大小,刀头向上 翘; 主后刀面自下 而上,接触砂轮。
磨副后刀面,按副 偏角大小,刀杆向
右偏斜,刀头向上 翘;同时磨出副偏 角和副按副后角大 小,(如图)副后 刀面自下而上,接 触砂轮。
2、角度检测的方法
①目测法 观察车刀角度是否合乎切削 要求,刀刃是否锋利,表面是否有裂 痕和其他不符合切削要求的缺陷。
(9)、重新安装砂轮后,要进行检查,经试 转后方可使用。
(10)、结束后,应随手关闭砂轮机来自源。总结作业:车刀刃磨的步骤是什么?
4、刃磨练习注意事项
(1)、车刀刃磨时,不能用力过大,以防打滑伤手。 (2)、车刀高低必须控制在砂轮水平中心,刀头略向上
翘,否则会出现后角过大或负后角等弊端。
(3)、车刀刃磨时应作水平的左右移动,以免砂轮表面 出现凹坑。
(4)、在平形砂轮上磨刀时,尽可能避免磨砂轮侧面。 (5)、砂轮磨削表面须经常修整,使砂轮没有明显的跳
2、砂轮粗细的选择:
粗磨车刀应选用粗砂轮(36#或60#), 精磨车刀应选细砂轮(80#或120#)。
二、刃磨车刀的方法
车刀有机械刃磨和手工刃磨两种 刃磨方法,手工刃磨车刀是车工 的基本功之一。
1、90度外圆车刀的刃磨方法
车刀刃磨有哪些步骤方法【技巧】
基本的理论知识是刃磨车刀的基础;掌握车刀的类型和合理选择砂轮是正确刃磨车刀的前提;合理的刃磨方法是保证工件加工质量、提高生产效率,延长刀具使用寿命,提高操作技能的有效途径。
文章论述了普通车刀刃磨的方法步骤及注意事项,随小编一起了解一下吧。
工件加工在车削加工中素有“七分刀具,三分手艺”之说,可见刀具的选择和刃磨是车削加工的重要内容;基本的理论知识,是刃磨车刀的基础;掌握车刀的类型和合理选择砂轮,是正确刃磨车刀的前提;合理的刃磨方法,是保证工件加工质量、提高生产效率,延长刀具使用寿命,提高操作技能的有效途径。
正确刃磨普通车刀是车工专业必须掌握的基本功之一,要求在懂得切削原理和刀具角度的选择知识的同时,更重要的是正确地掌握车刀的刃磨技术;车刀的刃磨方法一般有机械刃磨和手工刃磨两种;手工刃磨是最基础的刃磨方法,因其刃磨方便灵活,对设备要求低,是中、高级工学生必须掌握的基本技能。
根据本人多年的理论教学和生产实习教学过程中的经验,主要介绍硬质合金车刀的刃磨方法,供初学者参考。
一、常用车刀的种类和材料(一)常用车刀的分类车刀按加工过程中的用途不同,通常把车刀分为外圆车刀、端面车刀、切断刀、内孔车刀、成形车刀和螺纹车刀。
(二)车刀切削部分作用和材料切削部分是车刀的重要组成部分,在金属切削过程中担负着主要切削加工作用,因此切削部分的材料除具用高硬度外,还具有高的耐热性、耐磨性、足够的强度、韧性和良好的工艺性;常用车刀材料有高速钢、硬质合金和陶瓷,其中高速钢和硬质合金是生产中应用最广泛的两种刀具切削部分的材料。
二、砂轮的选择(一)砂轮的种类砂轮的种类很多,通常刃磨普通车刀选用平形砂轮,常用的有氧化铝砂轮和碳化硅砂轮两大类;氧化铝砂轮又称白刚玉砂轮,多呈白色,它的磨粒韧性好、比较锋利,硬度低,其自锐性好,主要用于刃磨高速钢车刀和硬质合金车刀的刀体部分;碳化硅砂轮多呈绿色,其磨粒的硬度高、刃口锋利,但其脆性大,主要用于刃磨硬质合金车刀。
4.3 车刀的刃磨(掌握)
(3) 车刀刀尖一般应与工件旋转轴线等高,否则,将使车 刀工作时的前角和后角发生改变(图4-28 ) 。 车外圆 时,如果车刀刀尖高于工件旋转轴线,则使前角增大, 后角减小,从而加剧后面与工件之间的摩擦;如果车 刀刀尖低于工件旋转轴线,则使后角增大,前角減小, 从而使切削不顺利。 在车削内孔时,其角度的变化 情況正好与车外圆时相反。
4.3 车刀的刃磨
一、砂轮的选择
常用的磨刀砂轮有两种:一种是氧化铝 砂轮(呈白色) ,另一种是:碳化硅砂轮(呈绿 色)。 氧化铝砂轮的磨粒韧性好,比较锋利, 硬度稍低,用来刃磨高速钢刀具。 碳化硅砂 轮的磨粒硬度高, 切削性能好,但较脆,用来 刃磨硬质合金刀具。
目前,较多的工厂还采用人造金刚石砂轮 刃磨刀具,这种砂轮的磨粒硬度极高,强度较 高,导热性好,自锐性好。 除可刃磨硬质合金 刀具外,还可磨削玻璃、陶瓷等高硬度材料。
( 4 ) 车刀刀杆中心线应与进给运动方向垂直 (图4-29b) ,否则将使车力工作时的主偏角和 副偏角发生改变。主偏角減小(图4-29c) ,进 给力减小,副偏角减小(图4-29a) ,加剧摩擦。
这些要求对各种车刀的安装是通用的, 但对不同的切削情况,又有其特殊的要求。
• (5) 托架与砂轮之间的空隙不能太大(小于等 于3 mm) ,否则,容易使刀具嵌入中间而挤碎 砂轮发生危险。
• (6) 磨刀具的砂轮,不要磨削其他物件。
六、车刀的安装
安装车刀时,一定要注意以下几点: • (1)车刀悬伸部分要尽量缩短。一般悬伸长
度约为车刀厚度的1 ~1. 5倍。悬伸过长,车 刀响加工质量 。 • ( 2) 车刀一定要夹紧,否则,车刀崩出将造成 难以想象的后果 。
二、磨刀的步骤和方法
车刀的刃磨有机械刃磨和手工刃磨两种 。 机械刃磨效率高,质量稳定,操作方便,主要用 于刃磨标准刀具。 手工刃磨比较灵活,对磨 刀设备要求不高,这种刃磨方法在一般工厂 较为普遍。 对于车工来说,手工刃磨是必须 掌握的基本技能 。
普通车床车刀和麻花钻的刃磨方法
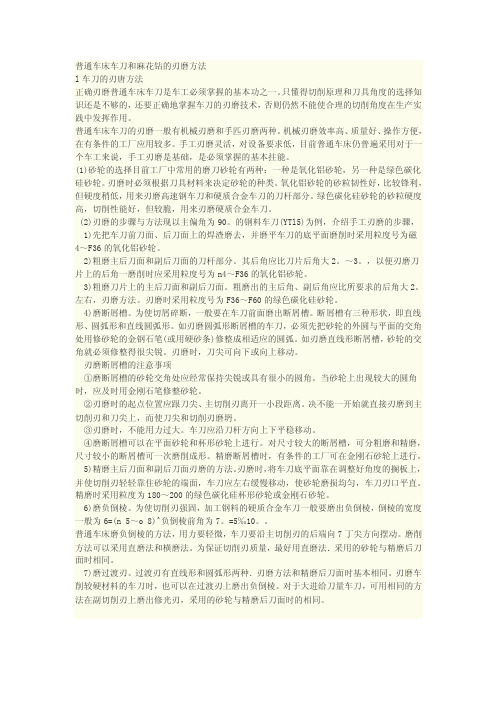
普通车床车刀和麻花钻的刃磨方法l车刀的刃唐方法正确刃磨普通车床车刀是车工必须掌握的基本功之一。
只懂得切削原理和刀具角度的选择知识还是不够的,还要正确地掌握车刀的刃磨技术,否则仍然不能使合理的切削角度在生产实践中发挥作用。
普通车床车刀的刃磨一般有机械刃磨和手匹刃磨两种。
机械刃磨效率高、质量好、操作方便,在有条件的工厂应用较多。
手工刃磨灵活,对设备要求低,目前普通车床仍普遍采用对于一个车工来说,手工刃磨是基础,是必须掌握的基本拄能。
(1)砂轮的选择目前工厂中常用的磨刀砂轮有两种:一种是氧化铝砂轮,另一种是绿色碳化硅砂轮。
刃磨时必须根据刀具材料来决定砂轮的种类。
氧化铝砂轮的砂粒韧性好,比较锋利,但硬度稍低,用来刃磨高速钢车刀和硬质合金车刀的刀杆部分。
绿色碳化硅砂轮的砂粒硬度高,切削性能好,但较脆,用来刃磨硬质合金车刀。
(2)刃磨的步骤与方法现以主偏角为90。
的钢料车刀(YTl5)为例,介绍手工刃磨的步骤, 1)先把车刀前刀面、后刀面上的焊渣磨去,并磨平车刀的底平面磨削时采用粒度号为磁4~F36的氧化铝砂轮。
2)粗磨主后刀面和副后刀面的刀杆部分。
其后角应比刀片后角大2。
~3。
,以便刃磨刀片上的后角一磨削时应采用粒度号为n4~F36的氧化铝砂轮。
3)粗磨刀片上的主后刀面和副后刀面。
粗磨出的主后角、副后角应比所要求的后角大2。
左右,刃磨方法。
刃磨时采用粒度号为F36~F60的绿色碳化硅砂轮。
4)磨断屑槽。
为使切屑碎断,一般要在车刀前面磨出断屑槽。
断屑槽有三种形状,即直线形、圆弧形和直线圆弧形。
如刃磨圆弧形断屑槽的车刀,必须先把砂轮的外圆与平面的交角处用修砂轮的金钢石笔(或用硬砂条)修整成相适应的圆弧。
如刃磨直线形断屑槽,砂轮的交角就必须修整得很尖锐。
刃磨时,刀尖可向下或向上移动。
刃磨断屑槽的注意事项①磨断屑槽的砂轮交角处应经常保持尖锐或具有很小的圆角。
当砂轮上出现较大的圆角时,应及时用金刚石笔修整砂轮。
②刃磨时的起点位置应跟刀尖、主切削刃离开一小段距离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈车刀的刃磨技巧
发表时间:2013-05-28T14:20:53.637Z 来源:《教育学文摘》2013年4月总第81期供稿作者:◆王桂香[导读] 车刀的刃磨要求操作者需要熟悉相关理论知识和刃磨原理,熟练掌握刃磨方法及操作技巧。
◆王桂香山东省肥城市高级技工学校271600
摘要:车削加工是一门集理论性、实践性较强的切削加工技术。
要求操作者能熟练使用机床,根据不同的工件刃磨出相应的车刀,再采取合理的加工工序,加工出符合图纸要求的合格的工件。
但是,在实际教学过程中存在着车刀刃磨难的问题,没有好用的车刀就很难车出尺寸、形状和表面粗糙度都合格的工件。
在实习过程中要重视磨刀,让学生学会磨刀,这是车削工件的最基本条件。
关键词:磨刀技巧口诀记忆示范指导
俗话说“磨刀不误砍柴功”,对车削加工来说是“三分技术,七分刀具。
”由此可见磨刀在车工实习中的重要性,车刀的刃磨质量直接影响车削的质量和效率。
但是在实习教学中存在着学生不会磨、不敢磨、不愿意磨刀的问题。
学生还存在着应付心理,对车刀的刃磨要求不高,甚至有的学生都不自己磨刀。
没有好的车刀,就车不出理想的工件。
针对当前实习中存在的问题,迫切需要相应的措施解决。
一、口诀记忆,趣味性较好
车刀的刃磨要求操作者需要熟悉相关理论知识和刃磨原理,熟练掌握刃磨方法及操作技巧。
为便于初学者尽快熟悉和记忆车刀刃磨的概念、方法与技巧,让学生熟悉下面的口诀,以便于记忆。
1.常用车刀种类和材料,砂轮的选用
常用车刀五大类,切削用途各不同,外圆内孔和螺纹,切断成形也常用;车刀刃形分三种,直线曲线加复合;车刀材料种类多,常用碳钢氧化铝,硬质合金碳化硅,根据材料选砂轮;砂轮颗粒分粒度,粗细不同勿乱用;粗砂轮磨粗车刀,精车刀选细砂轮。
2.车刀刃磨操作技巧与注意事项
刃磨开机先检查,设备安全最重要;砂轮转速稳定后,双手握刀立轮侧;两肘夹紧腰部处,刃磨平稳防抖动;车刀高低须控制,砂轮水平中心处;刀压砂轮力适中,反力太大易打滑;手持车刀均匀移,温高烫手则暂离;刀离砂轮应小心,保护刀尖先抬起;高速钢刀可水冷,防止退火保硬度;硬质合金勿水淬,骤冷易使刀具裂;先停磨削后停机,人离机房断电源。
3.90°、75°、45°等外圆车刀刃磨步骤
粗磨先磨主后面,杆尾向左偏主偏;刀头上翘38度,形成后角摩擦减;接着磨削副后面,最后刃磨前刀面;前角前面同磨出,先粗后精顺序清;精磨首先磨前面,再磨主后副后面;修磨刀尖圆弧时,左手握住前支点;右手转动杆尾部,刀尖圆弧自然成;面平刃直稳中求,角度正确是关键;样板角尺细检查,经验丰富可目测。
二、边讲解边示范,先看后做
在实际的磨刀练习中,可以先让学生看视频,很多学生都在认真地观察,并模仿其动作,让学生先有个感性认识。
然后结合上面的口诀逐条详细解释,边讲解边示范,强调其中要注意的问题。
首先,消除学生的畏惧心理。
高速旋转的砂轮,飞溅的火花,会让人很害怕。
告诉学生火花的温度不很高。
而且,火花是向地面方向走的,一般烫不到手,只要做到安全操作是没有危险的。
刃磨刀具前,应首先检查砂轮有无裂纹,砂轮轴螺母是否拧紧,并经试转后使用,以免砂轮碎裂或飞出伤人。
刃磨刀具不能用力过大,否则会使手打滑而触及砂轮面,造成工伤事故。
磨刀时应戴防护眼镜,以免砂砾和铁屑飞入眼中。
磨刀时不要正对砂轮的旋转方向站立,以防意外。
三、耐心指导,及时纠错
对于每个学生初学磨刀时,教师都要在旁边指导,及时给他指出存在的问题,防止学生养成不良习惯。
另外,为了降低磨刀难度,让学生先刃磨用过的焊接刀的刀杆,因为刀杆的材料比较好刃磨,学生可以较容易地磨出车刀的形状,学生有一种成就感,消除了畏惧心理,事半功倍。
最后,把所有学生磨完的车刀摆在一起,让学生互相观看并点评。
这样可以使每个学生都知道各自磨的车刀的优、缺点,从而学习别人的优点,纠正存在的问题。
为后面的刃磨车刀打下了良好基础,这种实习方法,既节省了材料,又提高了教学效果。
四、循序渐进,由浅入深
真正的磨刀是要看着车刀的图形刃磨,这样就会刃磨各种形状的车刀了。
初学车刀刃磨时,采取看着已磨好的车刀刃磨的方法。
这是一个纯粹的模仿过程,至于为什么这样磨,学生可以先不知道,这样做可以把问题简单化。
让学生拿着自己磨好的车刀去对照着车刀的图形,把车刀的各个刀面,各个角度都找出来,并且检验车刀的角度是否符合图形要求。
有了实物再对照图形,经过几把刀的反复训练过程,学生就很容易看懂刀图。
经过这个由浅入深、循序渐进的过程,学生基本是能够看着图形磨出合格的刀具。
总之,只有提高对车刀刃磨的认识程度,加上反复练习,一定会磨出既好用又耐磨的车刀。
同时,还要提醒学生在切削过程中,如果发现车刀不锋利了,要及时的进行修磨。
正所谓:“工欲善其事,必先利其器。
”
参考文献
[1]金富昌车工[M].北京:机械工业出版社,2007。
[2]高国炎对车工惯用90°车刀的看法[J].机械工人.冷加工,2011年,03期。