加工中心培训教程
加工中心培训教程
加工中心培训教程Ⅰ安全知识一、一般的警告和注意1.我公司机床没有安全防护门,为了安全,在自动和MDI方式下必须合上安全门才能执行程序。
机床设有三色报警灯,机床正常并且主轴和驱动轴静止时用绿灯指示,当机床处于运动中时用黄灯指示,而当有报警或程序执行完毕时将点亮红色灯。
2.急停用于危险状况下终止机床轴运动和外围运动设备,系统MDI键盘上的RESET按钮用于CNC 复位或者消除系统报警。
这两种情况都不会引起坐标位置的丢失,但将使系统终止正在运行的程序而进入复位状态(坐标系回刀G54、刀具补偿丢失、模态代码回到开机状态)。
3.零件加工前,一定要首先检查程序的坐标系、刀补数据等。
执行程序必须从程序开始部分执行。
加工前,一定要通过试车保证机床正确工作,例如在机床上不装工件和刀具时利用单程序段、进给倍率检查机床的正确运行。
如果未能确认机床动作的正确性,机床有可能发生误动作,从而引起工件或机床本身的损坏,甚至伤及用户。
4.当使用刀具补偿功能时,请仔细检查补偿方向和补偿量。
如果指定了不正确的数据操作机床,机床有可能发生误动作,从而引起工件或机床本身的损坏,甚至伤及用户。
5.在机床通电后,CNC 单元尚未出现位置显示或报警画面之前,请不要碰MDI 面板上的任何键。
BEIJING- FANUC Oi-MB 操作说明书MDI 面板上的有些键专门用于维护和特殊的操作。
按下这其中的任何键,可能使CNC 装置处于非正常状态。
在这种状态下启动机床,有可能引起机床的误动作。
二、与编程相关的警告和注意在编程之前,请认真阅读FANUC操作说明书和编程说明书,以确保完全熟悉其内容。
1.坐标系的设定如果没有设置正确的坐标系,即使指定了正确的指令,机床仍有可能发生误动作。
这种误动作有可能损坏刀具、机床、工件甚至伤害用户。
2.非线性插补定位当使用G0进行非线性插补定位时(在起点和终点之间,利用非线性运动进行定位),在编程之前请仔细确认刀具路径的正确性。
加工中心工艺员培训

目录:第一部分加工中心调试流程第二部分编程第三部分刀具第四部分机床调整和故障排除第一部分:加工中心调试流程:一、工装安装:目的是工装与机床各轴导轨平行1、检查工装各定位销、定位块螺钉是否上紧2、将工装安装到机床托盘上,略微上紧6颗以上紧固螺钉3、将磁性表座和百分表吸附在机床主轴上,先检查工装定位块是否等高,如果不等要视情况磨定位块或垫铜皮、塞尺4、打表检查工装定位销联线是否与机床轴线平行,如果不平行则要视情况旋转机床B轴或敲动工装直到平行,记下B轴角度5、上紧工装各紧固螺钉6、测量定位销机械坐标:目的测量完毕后,工装的定位块、定位销在机床内任意角度时的X、Y、Z、B机械坐标均应可通过相应的计算得出依据是已知的机床回转中心、工作台表面的机械坐标,机床各轴的行程也是已知的。
回转中心机械坐标工作台表面机械坐标X Z YHELLER250 0 0 0马扎克8800 -650. -1150. -1200.(1)如定位销与机床Z轴垂直,则通过使用寻边器或者转动百分表测量定位销外圆的方法,测量出定位销中心的机械坐标(2)如定位销与机床Z轴平行,则通过使用同一状态不变的磁性表座和百分表测量0度和180度定位销Z轴最高点机械坐标Z1和Z2,(Z1-Z2)/2=定位销到回转中心Z方向的距离;同样方法测量90度和270度定位销,可得另一方向定位销到回转中心距离。
测量完毕后,定位销各轴机械坐标=机床回转中心机械坐标+定位销到回转中心距离7、测量定位块机械坐标(1)如定位块与机床Z轴垂直,则通过使用同一状态不变的磁性表座和百分表测量0度和180度定位块Z轴机械坐标Z1和Z2,(Z1-Z2)/2=定位块到回转中心Z方向的距离;如果不方便测量两个角度下的Z值,也可在一个角度下,通过已知长度的刀具或量棒来计算定位块机械坐标=机床机械坐标-刀具长度-定位块与刀具间隙(2)如定位块与机床Z轴平行,则测量定位块Y1和托盘表面Y2,定位块Y轴机械坐标=托盘表面机械坐标Y+(Y1-Y2)8、测量完毕后,工装的定位块、定位销在机床内任意角度时的X、Y、Z、B机械坐标均应可通过相应的计算得出9、二、编制程序1、按照工艺卡,编制加工程序。
加工中心培训教程

加工中心培训教程Ⅰ安全知识一、一般的警告和注意1。
我公司机床没有安全防护门,为了安全,在自动和MDI方式下必须合上安全门才能执行程序。
机床设有三色报警灯,机床正常并且主轴和驱动轴静止时用绿灯指示,当机床处于运动中时用黄灯指示,而当有报警或程序执行完毕时将点亮红色灯.2。
急停用于危险状况下终止机床轴运动和外围运动设备,系统MDI键盘上的RESET按钮用于CNC复位或者消除系统报警。
这两种情况都不会引起坐标位置的丢失,但将使系统终止正在运行的程序而进入复位状态(坐标系回刀G54、刀具补偿丢失、模态代码回到开机状态)。
3。
零件加工前,一定要首先检查程序的坐标系、刀补数据等。
执行程序必须从程序开始部分执行。
加工前,一定要通过试车保证机床正确工作,例如在机床上不装工件和刀具时利用单程序段、进给倍率检查机床的正确运行。
如果未能确认机床动作的正确性,机床有可能发生误动作,从而引起工件或机床本身的损坏,甚至伤及用户。
4。
当使用刀具补偿功能时,请仔细检查补偿方向和补偿量。
如果指定了不正确的数据操作机床,机床有可能发生误动作,从而引起工件或机床本身的损坏,甚至伤及用户。
5.在机床通电后,CNC 单元尚未出现位置显示或报警画面之前,请不要碰MDI 面板上的任何键。
BEIJING- FANUC Oi-MB 操作说明书MDI 面板上的有些键专门用于维护和特殊的操作。
按下这其中的任何键,可能使CNC 装置处于非正常状态。
在这种状态下启动机床,有可能引起机床的误动作.二、与编程相关的警告和注意在编程之前,请认真阅读FANUC操作说明书和编程说明书,以确保完全熟悉其内容。
1.坐标系的设定如果没有设置正确的坐标系,即使指定了正确的指令,机床仍有可能发生误动作。
这种误动作有可能损坏刀具、机床、工件甚至伤害用户。
2.非线性插补定位当使用G0进行非线性插补定位时(在起点和终点之间,利用非线性运动进行定位),在编程之前请仔细确认刀具路径的正确性。
加工中心操作培训教材

加工中心操作培训教材GDM-650加工中心操作培训内容第一阶段设备基本情况介绍及机床开关机等初步操作。
第一节数控机床基本情况介绍一、数控机床的分类(一)按加工方式和工艺用途分类1、普通数控机床普通数控机床一般指在加工工艺过程中的一个工序上实现数字控制的自动化机床,如数控铣床、数控车床、数控钻床、数控磨床与数控齿轮加工机床等。
普通数控机床在自动化程度上还不够完善,刀具的更换与零件的装夹仍需人工来完成。
2、加工中心加工中心是带有刀库和自动换刀装置的数控机床,它将数控铣床、数控镗床、数控钻床的功能组合在一起,零件在一次装夹后,可以将其大部分加工面进行铣、镗、钻、扩、铰及攻螺纹等多工序加工。
由于加工中心能有效地避免由于多次安装造成的定位误差,所以它适用于产品更换频繁、零件形状复杂、精度要求高、生产批量不大而生产周期短的产品。
(二)按运动方式分类1、点位控制数控机床点位控制是指数控系统只控制刀具或工作台从一点移至另一点的准确定位,然后进行定点加工,而点与点之间的路径不需控制。
采用这类控制的有数控钻床、数控镗床和数控坐标镗床等。
2、点位直线控制数控机床点位直线控制是指数控系统除控制直线轨迹的起点和终点的准确定位外,还要控制在这两点之间以指定的进给速度进行直线切削。
采用这类控制的有数控铣床、数控车床和数控磨床等。
3、轮廓控制数控机床也称连续轨迹控制,能够连续控制两个或两个以上坐标方向的联合运动。
为了使刀具按规定的轨迹加工工件的曲线轮廓,数控装置具有插补运算的功能,使刀具的运动轨迹以最小的误差逼近规定的轮廓曲线,并协调各坐标方向的运动速度,以便在切削过程中始终保持规定的进给速度。
采用这类控制的有数控铣床、数控车床、数控磨床和加工中心等。
(三)按控制方式分类1、开环控制系统开环控制系统,是指不带反馈装置的控制系统,由步进电机驱动线路和步进电机组成。
数控装置经过控制运算发出脉冲信号,每一脉冲信号使步进电机转动一定的角度,通过滚珠丝杠推动工作台移动一定的距离。
加工中心中级工、高级工实训教程第2章
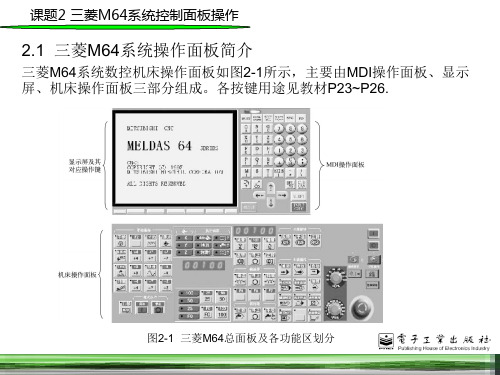
图2-23 加工控制操作顺序
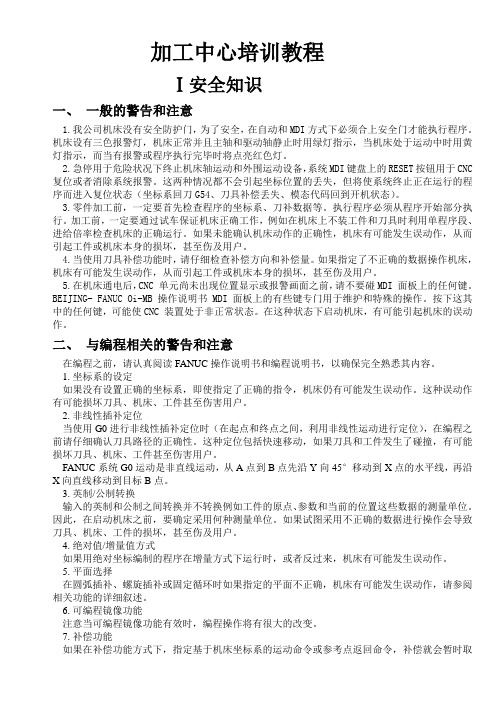
课题2 三菱M64系统控制面板操作 2.5.2 自动传输方式 自动传输方式就是通过机床RS-232串行端口连接计算机进行边传输边加 工。其过程包括设置机床状态、软件设置、加工控制三个部分。 1.设置机床状态(对应设置机床状态操作顺序如图2-24所示)。 (1)在机床操作面板“自动操作区”选择 “连线”。 (2)首次试加工时,在自动操作界面选择 “单段执行”。 (3)按“循环启动”运行程序。由于之前选择“单段执行”,所以按一 下“循环启动”执行一段程序。确认运行正常后取消“单段执行”。
图2-6 输入转速数
2.2.4 坐标轴的移动操作 1.JOG手动方式移动操作 操作步骤如下,对应JOG手动方式移动操作顺序如图2-7所示。 (1)选择JOG操作方式 。 (2)通过“进给速度调整旋钮”调整合理的进给速度。
课题2 三菱M64系统控制面板操作 (3)通过“各坐标轴移动键盘”进行各坐标轴正、负方向的移动。 (4)如按下移动坐标轴,同时选择 “快速移动按键”,则进行快速 移动。 2.手轮方式移动操作 操作步骤如下,对应手轮方式移动操作顺序如图2-8所示。 (1)在“手动操作区域”选择 “手轮操作方式”。 (2)选择移动轴“X”,“Y”或“Z”,关闭选择用“OFF”。 (3)选择移动量:“×1”等于千分之一毫米每格。 “×100”等于百分之一毫米每格。 “×1000”等于一毫米每格。 (4)通过“大转盘”发出脉冲信号使机床移动,其中顺时针为正,逆时 针为负。
图2-4 开机操作顺序图
课题2 三菱M64系统控制面板操作 2.2.2 机床回参考点 通常数控机床均要求在回参考点之后,自动方式及MDI方式才有效。如遇 到超行程报警、紧急停止按钮按下后、重启动NC面板等特殊情况都需要 进行返回参考点操作,以重新建立机床坐标系。 机床回参考点操作步骤如下,对应回参考点操作顺序图2-5所示。 (1)选择手动回参考点模式。 (2)使用快速进给调整旋钮,调整机床回零速度,一般速度不低于100%。 (3)当主轴退回安全位置后,选择+Z轴方向,完成Z轴回参考点。 (4)选择+X、+Y轴,完成X、Y轴回参考点。 4 +X +Y X Y
加工中心培训教程
V系列立式加工中心培训教程FANUC 0i MB/MC/18i 系统科创职业学院目录Ⅰ.安全须知 ________________________________________________________ 1一、一般的警告和注意_________________________________________ 1二、与编程相关的警告和注意_____________________________________ 2三、与机床操作相关的警告和注意_________________________________ 4四、与日常维护相关的警告_______________________________________ 5Ⅱ.操作__________________________________________________________ 81、操作面板_____________________________________________________ 81.1机床主操作面板 _________________________________________ 81.2 LCD/MDI键盘 ___________________________________________ 92、面板按钮功能________________________________________________ 112.1 MDI方式 ______________________________________________ 112.2 存储器运行____________________________________________ 112.3 DNC运行 ______________________________________________ 112.4 程序编辑方式__________________________________________ 112.5 手轮方式______________________________________________ 122.6 手动连续进给方式______________________________________ 122.7 返回参考点方式________________________________________ 122.8 单程序段(SINGLE BLOCK)______________________________ 132.9 程序段跳跃(程序段删除)______________________________ 132.10 DRY RUN(试运行)____________________________________ 132.11 M01停止(选择停止) _________________________________ 132.12 程序重新启动_________________________________________ 142.13 手动主轴控制_________________________________________ 142.14 手动冷却 / 冲屑 / 气冷控制___________________________ 142.15 循环启动_____________________________________________ 152.16 循环停止_____________________________________________ 152.17外部故障报警指示和复位 _______________________________ 162.18 伺服上电_____________________________________________ 162.19 自动断电模式_________________________________________ 162.20 显示刀具表___________________________________________ 163、FANUC机床子操作面板功能_____________________________________ 183.1机床子操作面板 ________________________________________ 183.2机床子操作面板各组件功能 ______________________________ 184、机床操作____________________________________________________ 204.1机床启动/断电 _________________________________________ 204.2返回参考点 ____________________________________________ 204.2.1单轴手动返参考点____________________________________ 214.2.2自动全部轴返回参考点_______________________________ 214.3手摇脉冲发生器移动机床轴 ______________________________ 214.4手动移动机床轴 ________________________________________ 214.4.1手动连续移动________________________________________ 214.4.2手动快速移动________________________________________ 224.5 使用MDI启动和停止主轴________________________________ 22 4.6 使用MDI启动和停止冷却、冲屑及气冷____________________ 23 4.7 使用手动方式启动和停止主轴____________________________ 23 4.8 使用手动方式启动和停止冷却、冲屑及气冷________________ 24 4.9 从主轴上手动装卸刀具__________________________________ 244.9.1 从主轴上卸刀具 _____________________________________ 244.9.2 将刀座装到主轴上___________________________________ 25 4.10斗笠刀库自动换刀 _____________________________________ 254.10.1 斗笠刀库自动换刀程序 _____________________________ 254.10.2 斗笠刀库装卸刀具__________________________________ 254.10.3 斗笠刀库未退回处理________________________________ 274.10.4 刀库计数报警处理__________________________________ 284.10.5 当前刀仓有刀报警处理 _____________________________ 28 4.11凸轮刀库自动换刀 _____________________________________ 294.11.1 自定义凸轮刀库刀具表 _____________________________ 294.11.2 凸轮刀库相关报警__________________________________ 304.11.3 凸轮刀库编程_______________________________________ 314.11.4 凸轮刀库计数报警处理 _____________________________ 324.11.5 凸轮刀盘装卸刀 ____________________________________ 33 4.13 自动对刀仪的使用(选项)_____________________________ 354.13.1刀具测头安装_______________________________________ 354.13.2刀具测头各变量设置及意义 _________________________ 354.13.3刀具测头操作及编程 ________________________________ 365、常见报警排除和参数设置_____________________________________ 395.1 各轴超程后的恢复及消除报警____________________________ 39Ⅲ. 编程 ________________________________________________________ 411、辅助功能(M代码)表_________________________________________ 412、准备代码(G功能)表________________________________________ 42Ⅳ. 维修 ________________________________________________________ 74 1.1!异常的公式结尾1.6设置参数操作步骤_______________________________________________ 92 2、有关参数修改及开关调节_________________________________________ 932.1润滑间隔设置___________________________________________________ 932.2气压调节 ______________________________________________ 942.3松、紧刀行程检测开关调节 ______________________________ 942.4顶刀动作调整 __________________________________________ 952.5斗笠刀库换刀点调节 ____________________________________ 952.6凸轮刀库换刀点调节 ____________________________________ 962.7斗笠刀库主轴定向调节 __________________________________ 972.8凸轮刀库主轴定向调节 __________________________________ 982.9各轴参考点的设定(使用绝对编码器电机) ________________ 982.10 有关四轴的说明______________________________________ 1012.10.1有关四轴设置______________________________________ 1022.10.2 有关4轴的参数 ___________________________________ 1022.10.3 有关4轴的报警 ___________________________________ 1023、故障查寻___________________________________________________ 1043.1初步检查 _____________________________________________ 1043.2凸轮刀库元件位置图 ___________________________________ 1053.3 气动站示意图_________________________________________ 1063.4出错及操作信息 _______________________________________ 1064、报警及操作信息快查表_______________________________________ 1195、可设置PMC参数快查表_______________________________________ 121Ⅴ. 网络操作 _______________________________________________ 1231、电脑与机床联网设置_________________________________________ 1231.1电脑的设置(WIN98、WIN2000) _________________________ 1231.2 FANUC系统的设置 _____________________________________ 1281.3电脑上直接操作系统硬盘文件的设置 _____________________ 1332、电脑上的文件操作(系统处于编辑方式)_______________________ 1352.1显示存在电脑上的文件列表 _____________________________ 1372.2查找存储在电脑硬盘上的文件 SEARCH ____________________ 1372.3删除电脑硬盘上的文件 DELETE _________________________ 1372.4从电脑硬盘上复制单个文件到系统硬盘 GET ______________ 1382.5从电脑硬盘上复制一个文件到系统硬盘 MGET _____________ 1382.6按文件列表从电脑硬盘上复制文件到系统硬盘 L-GET ______ 1392.7复制文件到存 READ ___________________________________ 1392.8读存中的文件 PUNCH __________________________________ 1402.9为DNC操作指定M198子程序调用的服务器 M198 H ________ 1403、系统硬盘上的文件操作_______________________________________ 1413.1显示系统硬盘上的文件列表 _____________________________ 1423.2复制系统硬盘上的文件 F COPY _________________________ 1423.3文件重命名 RENAME ___________________________________ 1433.4删除系统硬盘上的文件 F DEL __________________________ 1433.5从系统硬盘复制单个文件到电脑硬盘 PUT ________________ 1443.6从系统硬盘复制多个文件到电脑硬盘 MPUT ________________ 1453.7在系统硬盘上创建新文件夹 D MAKE _____________________ 1453.8打开文件夹 D MOVE ___________________________________ 1463.9删除系统硬盘上的文件夹 D DEL ________________________ 1463.10按文件列表复制文件到电脑硬盘 L-PUT _________________ 1473.11按文件列表删除系统硬盘上的文件 L-DEL _______________ 1473.12 复制文件到存 READ __________________________________ 1483.13 读存中的文件 PUNCH _________________________________ 1483.14为DNC操作指定M198子程序调用的目录 M198 D _________ 1483.15为DNC操作指定所需的文件 DNC SET ____________________ 1484、存储卡上的文件操作_________________________________________ 1494.1搜索文件 F SRH ______________________________________ 1504.2读文件(将卡中文件读入存) F READ ____________________ 1504.3读文件(将卡中文件读入存) N READ ____________________ 1514.4将存文件传输到卡中 PUNCH ___________________________ 1514.5删除卡中的文件 DELETE ______________________________ 1515、DNC操作____________________________________________________ 1515.1对电脑硬盘上的文件进行DNC操作 _______________________ 1515.2对系统硬盘上的文件进行DNC操作 _______________________ 1525.3对闪存卡上的文件进行DNC操作 _________________________ 1525.4对RS232接口上传来的文件进行DNC操作 _________________ 1536、传输软件使用及注意事项(RS232)____________________________ 1546.1 CNC系统设置 _________________________________________ 1546.2电脑系统设置 _________________________________________ 1556.3文件传输操作 _________________________________________ 1566.4 DNC传输注意事项 _____________________________________ 159安全须知本教程仅叙述有关机床制造厂配置的外围辅助设备和面板的操作、维修的相关容。
加工中心操作基础教程
加工中心操作基础教程第一课数控技术基础第1 章数控技术基础数字控制机床(Nuinerically Controllcd Maclline Tool )简称数控机床,随电子技术的发展,数控机床采用了计算机数控(Computerized Nuinerically Control )系统,因此也称为计算机数控机床或CNC 机床。
1.1数控机床的系统组成及其功能1.1.1数控加工的过程利用数控机床完成零件数控加工的过程如图l-1所示.主要内容包括如下①根据零件加工图样进行工艺分析,确定加l方案、工艺参数和位移数据,②用规定的程序代码和格式编写零件加上程序单:或用自动编程软件,进行CAD/CAM工作,直接生成零件的加工程序文件。
③程序的输人或传输。
由手工编写的程序,可以通过数控机床的操作,面板输入;由编程软件生成的程序,通过计算机的串行通信接口直接传输到数控机床的数控单儿(MCU)。
④将输人/传输到数控单元的加1程序,进行试运行、刀具路径模拟等.⑤通过对机床的正确操作,运行程序,完成零件的加工。
1.1.2数控机床的组成及其功能数控机床一般由数控系统、包含伺服电动机和检测反馈装置的伺服系统、强电控制柜、机床本体和各类辅助装置组成,如图1-2所示。
⑴控制介质控制介质又称信息载体,是人与数控机床之间联系的中间媒介物质,反映了数控加工中全部信息。
⑵数控系统数控系统是机床实现自动加工的核心,是整个数控机床的灵魂所在。
主要由输人装置、监视器、主控制系统、可编程控制器、各类输人/输出接口等组成。
主控制系统主要由CPU、存储器、控制器等组成。
数控系统的主要控制对象是位置、角度、速度等机械量,以及温度、压力、流量等物理量.其控制方式又可分为数据运算处理控制和时序逻辑控制两大类。
其中主控制器内的擂补模块就是根据所读入的零件程序,通过译码、编译等处理后,进行相应的刀具轨迹插补运算,并通过与各坐标伺服系统的位置、速度反馈信号的比较,从而控制机床各坐标轴的位移。
加工中心安全操作培训教材
加工中心安全操作培训教材为了提高加工中心操作人员的安全意识和操作技能,保障他们的人身安全和设备的正常运行,特编写此安全操作培训教材,以便加工中心操作人员能够全面了解加工中心的操作规范和安全操作要求。
一、加工中心的基本概念及工作原理1. 加工中心的定义:加工中心是一种集加工、检测、运输和储存等多功能于一体的高效率自动化机械设备。
2. 加工中心的工作原理:将加工程序和工装信息输入机床控制系统,通过自动换刀、自动进给、自动测量等功能,实现对工件的精密加工。
二、加工中心安全操作规程1. 操作前的准备工作:a. 工作人员进行个人防护,佩戴防护眼镜、耳塞和防护手套等;b. 确认机床所处的环境清洁和安全。
2. 开机准备:a. 核对机床所有安全装置的功能;b. 确保加工程序和刀具参数的正确性;c. 确保工件固定牢靠。
3. 加工中心的安全操作步骤:a. 打开机床主电源,并按照机床操作面板上的指示操作;b. 启动机床冷却系统,保持机床工作温度正常;c. 按照工艺要求选择合适的加工程序;d. 操作人员不得离开工作岗位,观察机床运行情况;e. 操作结束后,关闭机床冷却系统和主电源,及时清理工作台面。
三、加工中心常见危险及安全防范措施1. 机床操作时的安全防范措施:a. 严禁戴手套、长袖衣物等松散物品操作机床;b. 使用机床时,需要佩戴安全带,确保自身安全;c. 操作过程中,切勿触碰机床运动部件和刀具;d. 在调试刀具时,要注意保持适当的距离,确保人身安全。
2. 防止机床操作中的火灾事故:a. 机床操作人员必须严禁吸烟、使用明火等;b. 定期对机床冷却系统进行清洁和维护;c. 注意机油的使用和保存,防止机床油温过高,引发火灾。
3. 急停和紧急情况处理:a. 紧急情况下,立即按下急停按钮,切断机床的电源;b. 操作人员要掌握紧急停止和故障处理的方法,保持冷静应对突发情况。
四、加工中心安全操作培训的要求和方法1. 培训需求:a. 新进操作人员进行必要的安全操作培训;b. 定期组织对现有操作人员进行安全操作知识的培训;c. 紧跟技术更新,及时对操作人员进行技术培训。
《加工中心技能培训》课件
实践操作
提供实践操作的机会,让学 员通过实际操作加深对加工 中心的理解。
学习成果评估
理论考试
通过理论考试,评估学员对于加工中心基本概念和操作流程的掌握程度。
实践操作实验
通过实践操作实验,评估学员在实际操作中运用加工中心技能的能力。
综合评估
综合考虑理论和实践的评估结果,对学员的学习成果进行全面评估。
学员将学习加工中心的操作流程,并了解解决常见问题的方法。
3 学习加工中心的安全操作规范,提高安全意识
学员将学习加工中心的安全操作规范,提高对安全的意识和重视程度。
教学方法
讲解结合演示
通过讲解和实际演示相结合 的方式,帮助学员更好地理 解加工中心的技能培训。
互动讨论
鼓励学员进行互动讨论,分 享经验和提出问题,加深学 习效果。
《加工中心技能培训》 PPT课件
本课程旨在培养学员在加工中心领域的技能。通过这个课件,我们深入探 讨加工中心的基本概念、操作流程、常见问题解决方法以及安全操作规范。
课程内容
加工中心的基本概念和原理
介绍加工中心的定义、分类和组成部分。
加工中心常见问题及解决方法
分享常见问题如刀具磨损、切削液问题和机 床故障处理,并提供解决方法。
加工中心操作流程
详解加工中心操作的准备、启动、夹紧设置、 程序编写、加工过程控制、结束与拆卸等步 骤。
加工中心安全操作规范
强调加工中心的安全性能,讲解安全操作流 程和预防事故的方法。
学习目标
1 了解加工中心的基本概念和原理
学员将了解加工中心的定义和分类,并掌握其组成部分。
2 掌握加工中心的操作流程和常见问题解决方法
加工中心培训教程
加工中心培训教程一、引言加工中心是现代制造业中常用的一种重要设备,具有高效、精密和灵活的加工特点。
本教程旨在帮助读者快速了解加工中心的基本知识、操作方法和常见故障排除技巧,从而提高加工中心的运行效率和加工质量。
二、加工中心概述1. 定义加工中心是一种数控机床,具有自动换刀、自动加工和自动测量功能,能够在一台机床上完成多种加工操作。
2. 组成加工中心主要由机床主体、数控系统、夹具、刀具库等部件组成。
3. 工作原理加工中心通过控制数控系统,自动对工件进行各种加工操作,实现高效精密加工。
三、加工中心操作1. 开机操作在开机前,应检查机床各部件是否正常,确保安全。
然后按照操作手册进行开机操作。
2. 加工参数设置根据加工工艺要求,在数控系统中设置加工参数,包括进给速度、转速、进给倍率等。
3. 刀具安装选择合适的刀具,安装到刀具刀柄上,并通过自动换刀系统将刀具装入主轴。
4. 程序加载将加工程序通过U盘或网络加载到数控系统中,然后设置好加工顺序、坐标原点等。
5. 运行加工按照程序设定,启动加工中心进行加工操作,及时监控加工过程,确保加工质量。
四、常见故障排除1. 加工质量问题当加工出现质量问题时,应检查刀具磨损情况、工件夹持状态等,及时调整参数或更换刀具。
2. 设备故障如果加工中心出现设备故障,应首先检查电气连接是否正常,然后根据故障代码进行检修。
3. 程序错误当加工程序出现错误时,应检查程序代码是否有误,及时修改并重新加载。
五、结语通过本教程的学习,读者可以掌握加工中心的基本操作技能和故障排除方法,提高加工效率和质量,希望能够对读者有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
V系列立式加工中心培训教程FANUC 0i MB/MC/18i 系统科创职业学院目录Ⅰ.安全须知 ________________________________________________________ 1一、一般的警告和注意_________________________________________ 1二、与编程相关的警告和注意_____________________________________ 2三、与机床操作相关的警告和注意_________________________________ 3四、与日常维护相关的警告_______________________________________ 5Ⅱ.操作__________________________________________________________ 61、操作面板_____________________________________________________ 61.1机床主操作面板 _________________________________________ 61.2 LCD/MDI键盘 ___________________________________________ 72、面板按钮功能_________________________________________________ 82.1 MDI方式 _______________________________________________ 82.2 存储器运行_____________________________________________ 92.3 DNC运行 _______________________________________________ 92.4 程序编辑方式___________________________________________ 92.5 手轮方式_______________________________________________ 92.6 手动连续进给方式______________________________________ 102.7 返回参考点方式________________________________________ 102.8 单程序段(SINGLE BLOCK)______________________________ 102.9 程序段跳跃(程序段删除)______________________________ 102.10 DRY RUN(试运行)____________________________________ 102.11 M01停止(选择停止) _________________________________ 112.12 程序重新启动_________________________________________ 112.13 手动主轴控制_________________________________________ 112.14 手动冷却 / 冲屑 / 气冷控制___________________________ 112.15 循环启动_____________________________________________ 122.16 循环停止_____________________________________________ 122.17外部故障报警指示和复位 _______________________________ 122.18 伺服上电_____________________________________________ 132.19 自动断电模式_________________________________________ 132.20 显示刀具表___________________________________________ 133、FANUC机床子操作面板功能_____________________________________ 143.1机床子操作面板 ________________________________________ 143.2机床子操作面板各组件功能 ______________________________ 144、机床操作____________________________________________________ 154.1机床启动/断电 _________________________________________ 154.2返回参考点 ____________________________________________ 164.2.1单轴手动返参考点____________________________________ 164.2.2自动全部轴返回参考点_______________________________ 164.3手摇脉冲发生器移动机床轴 ______________________________ 164.4手动移动机床轴 ________________________________________ 164.4.1手动连续移动________________________________________ 174.4.2手动快速移动________________________________________ 174.5 使用MDI启动和停止主轴________________________________ 174.6 使用MDI启动和停止冷却、冲屑及气冷____________________ 174.7 使用手动方式启动和停止主轴____________________________ 184.8 使用手动方式启动和停止冷却、冲屑及气冷________________ 184.9 从主轴上手动装卸刀具__________________________________ 184.9.1 从主轴上卸刀具 _____________________________________ 194.9.2 将刀座装到主轴上___________________________________ 194.10斗笠刀库自动换刀 _____________________________________ 194.10.1 斗笠刀库自动换刀程序 _____________________________ 194.10.2 斗笠刀库装卸刀具__________________________________ 194.10.3 斗笠刀库未退回处理________________________________ 214.10.4 刀库计数报警处理__________________________________ 214.10.5 当前刀仓有刀报警处理 _____________________________ 214.11凸轮刀库自动换刀 _____________________________________ 224.11.1 自定义凸轮刀库刀具表 _____________________________ 224.11.2 凸轮刀库相关报警__________________________________ 234.11.3 凸轮刀库编程_______________________________________ 244.11.4 凸轮刀库计数报警处理 _____________________________ 254.11.5 凸轮刀盘装卸刀 ____________________________________ 254.13 自动对刀仪的使用(选项)_____________________________ 264.13.1刀具测头安装_______________________________________ 274.13.2刀具测头各变量设置及意义 _________________________ 274.13.3刀具测头操作及编程 ________________________________ 275、常见报警排除和参数设置_____________________________________ 305.1 各轴超程后的恢复及消除报警____________________________ 30Ⅲ. 编程 ________________________________________________________ 311、辅助功能(M代码)表_________________________________________ 312、准备代码(G功能)表________________________________________ 32Ⅳ. 维修 ________________________________________________________ 63 1.1!异常的公式结尾1.6设置参数操作步骤_______________________________________________ 76 2、有关参数修改及开关调节_________________________________________ 772.1润滑间隔设置___________________________________________________ 772.2气压调节 ______________________________________________ 772.3松、紧刀行程检测开关调节 ______________________________ 782.4顶刀动作调整 __________________________________________ 782.5斗笠刀库换刀点调节 ____________________________________ 782.6凸轮刀库换刀点调节 ____________________________________ 792.7斗笠刀库主轴定向调节 __________________________________ 802.8凸轮刀库主轴定向调节 __________________________________ 802.9各轴参考点的设定(使用绝对编码器电机) ________________ 812.10 有关四轴的说明_______________________________________ 842.10.1有关四轴设置_______________________________________ 842.10.2 有关4轴的参数 ____________________________________ 842.10.3 有关4轴的报警 ____________________________________ 843、故障查寻____________________________________________________ 863.1初步检查 ______________________________________________ 863.2凸轮刀库元件位置图 ____________________________________ 863.3 气动站示意图__________________________________________ 873.4出错及操作信息 ________________________________________ 884、报警及操作信息快查表________________________________________ 975、可设置PMC参数快查表_______________________________________ 100Ⅴ. 网络操作 _______________________________________________ 1011、电脑与机床联网设置_________________________________________ 1011.1电脑的设置(WIN98、WIN2000) _________________________ 1011.2 FANUC系统的设置 _____________________________________ 1051.3电脑上直接操作系统硬盘文件的设置 _____________________ 1102、电脑上的文件操作(系统处于编辑方式)_______________________ 1122.1显示存在电脑上的文件列表 _____________________________ 1142.2查找存储在电脑硬盘上的文件 SEARCH ____________________ 1142.3删除电脑硬盘上的文件 DELETE _________________________ 1142.4从电脑硬盘上复制单个文件到系统硬盘 GET ______________ 1152.5从电脑硬盘上复制一个文件到系统硬盘 MGET _____________ 1152.6按文件列表从电脑硬盘上复制文件到系统硬盘 L-GET ______ 1162.7复制文件到存 READ ___________________________________ 1162.8读存中的文件 PUNCH __________________________________ 1162.9为DNC操作指定M198子程序调用的服务器 M198 H ________ 1173、系统硬盘上的文件操作_______________________________________ 1173.1显示系统硬盘上的文件列表 _____________________________ 1183.2复制系统硬盘上的文件 F COPY _________________________ 1183.3文件重命名 RENAME ___________________________________ 1193.4删除系统硬盘上的文件 F DEL __________________________ 1193.5从系统硬盘复制单个文件到电脑硬盘 PUT ________________ 1203.6从系统硬盘复制多个文件到电脑硬盘 MPUT ________________ 1203.7在系统硬盘上创建新文件夹 D MAKE _____________________ 1213.8打开文件夹 D MOVE ___________________________________ 1213.9删除系统硬盘上的文件夹 D DEL ________________________ 1213.10按文件列表复制文件到电脑硬盘 L-PUT _________________ 1223.11按文件列表删除系统硬盘上的文件 L-DEL _______________ 1223.12 复制文件到存 READ __________________________________ 1223.13 读存中的文件 PUNCH _________________________________ 1233.14为DNC操作指定M198子程序调用的目录 M198 D _________ 1233.15为DNC操作指定所需的文件 DNC SET ____________________ 1234、存储卡上的文件操作_________________________________________ 1234.1搜索文件 F SRH ______________________________________ 1244.2读文件(将卡中文件读入存) F READ ____________________ 1244.3读文件(将卡中文件读入存) N READ ____________________ 1254.4将存文件传输到卡中 PUNCH ___________________________ 1254.5删除卡中的文件 DELETE ______________________________ 1255、DNC操作____________________________________________________ 1255.1对电脑硬盘上的文件进行DNC操作 _______________________ 1255.2对系统硬盘上的文件进行DNC操作 _______________________ 1265.3对闪存卡上的文件进行DNC操作 _________________________ 1265.4对RS232接口上传来的文件进行DNC操作 _________________ 1266、传输软件使用及注意事项(RS232)____________________________ 1276.1 CNC系统设置 _________________________________________ 1276.2电脑系统设置 _________________________________________ 1286.3文件传输操作 _________________________________________ 1296.4 DNC传输注意事项 _____________________________________ 132安全须知本教程仅叙述有关机床制造厂配置的外围辅助设备和面板的操作、维修的相关容。