铝合金电阻点焊技术研究与分析
铁道车辆铝合金车体电阻点焊缺陷分析及预防措施
铁道车辆铝合金 车体 电阻点焊缺 陷分析及预 防措施
张铁浩 , 李振江
( 南 车青岛四方机车车辆股份有限公司, 山东 青 岛 2 6 6 1 1 1 )
收稿 日期 : 2 0 1 3 - 0 1 — 1 0
基金项 目: “ 十一 五” 国家科技支撑计划高速列车车体技术项 目( 编4  ̄ - : 2 0 0 9 B A G 1 2 A 0 4 - B 0 4 ) 作者简 介:  ̄ ( 1 9 7 7 -) , 男, 工程师 , 本科 , 主要从事动车组 、 地铁车辆制造工艺及新技术 开发工作 。
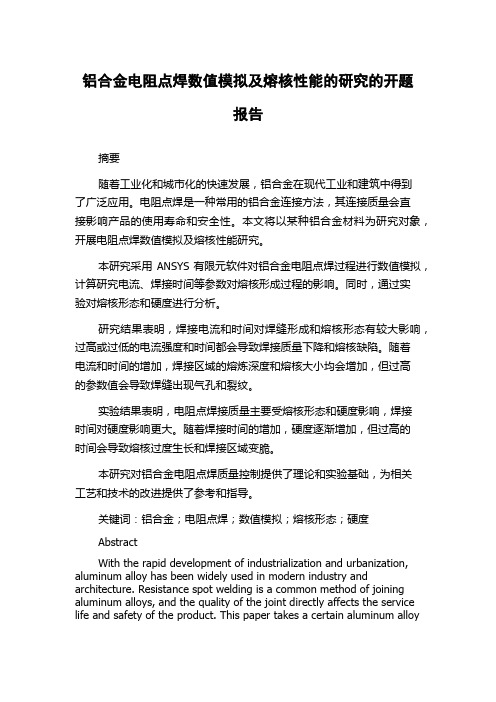
Q=I 2 R t ( 1 )
式中, Q为产 生 的热量 , J ;
, 为 焊接 电流 , A;
为 电极 间 电阻 , Q;
t 为焊 接 时 间 , s 。 在 忽 略 电极 自身 电阻 的情 况下 ,以双层 板 的工 件 点焊 为例 , 电阻 由 5部 分组 成 :
摘 要: 介 绍了电阻点焊的基本原理及铁 道车辆用 A5 0 8 3 、 A 6 N0 1 、 A 7 N0 1 等铝合金材料 的焊接 特性和点焊工艺。分析 了 气孔、 熔核偏移 、 熔核不足、 飞溅 、 电极 粘附、 表面 凹坑等常见焊接缺 陷产 生的原 因。针对 具体 情况 , 从控 制焊接 电流、 电 极形状 、 压力、 许 用间隙和焊前清理等方面 , 制定 了铝合金电 阻点焊缺陷的预防措施。
M I G焊 中常见的焊接缺陷 ,但在 电阻点焊试 验和生
铝及铝合金合金化学性质活泼 ,表面在 空气 中 产中几乎没有出现过裂纹 、 烧穿缺陷。本文主要针对 极易生成 氧化铝薄膜( A 1 2 0 3 ) , 这层氧化膜的熔 点达 铝合金 电阻点焊生产 中常见的气孔 、 熔核偏移 、 熔核 到2 0 5 0℃, 远远超过铝合金的熔点( 约6 6 0℃ ) 。氧 不足 、 飞溅 、 电极粘 附 、 表 面凹坑等缺 陷产生 的原 因 化膜会吸附水分 , 容易产生焊接气孔。铝合金导热系 进行分析 , 并提出解决措施 。 数 比热容比钢材约大 2 倍, 导热性 比钢约大 3 倍, 凝 3 . 1 气 孔 固收缩率大( 约6 %一 7 %) , 焊接残余应力大。 气孔是铝合金熔焊中最容易产生的空穴型缺陷, 铝 合金 车体 常用 材料 有 A 5 0 8 3 一 O板材 、 电阻点焊也不例外 。大量试验发现 , 铝合金点焊气孔 A 6 N O 1 一 T 5 和A 7 N 0 1 一 T 5 型材等 , 其主要成分见表 l 。 几乎全部发生在工件界 面附近 , 熔核上部 、 下部及 焊 A 5 0 8 3 一 O为 A l — M g 系合金 , 为非热处理强化铝合金 , 点表面一般没有气孔 , 这与电弧焊气孔多发生在焊缝 焊接性好 。A 6 N 0 1 一 T 5 为A l — S i — M g 系的热处理强化 上 部及 表 面有 明显 的 区别 。 图 2为 A 6 N 0 1 + A 5 0 8 3材 合 金 , 电 阻 点 焊 的 焊 接 性 较 差 。 A7 N 0 1 一 T 5为 料在氧化膜未清理干净的情况下点焊产生 的气孔。 “ A l — Z n — M g ” 系的热处理强化合金 , 电阻点焊的焊接
铝合金电阻点焊技术研究
车身制造工程BODY ENGINEERING46 ・2021年第03期铝合金电阻点焊技术研究基于轻量化的诉求,蔚来ES8车身铝材的使用率高达95%以上,这是全球量产的全铝车身中最高比例的铝材应用量。
同时为了确保车身强度刚性,ES8车身综合使用了3系、5系、6系和7系铝材成分的板材、挤出型材、高精密压铸件以及碳纤维复合材料,针对车身不同部位的强度和外观要求,突破传统钢车身单一材料的焊接工艺,实现了异性异种材料的连接。
ES8车身的连接工艺以结构胶粘接为核心,以SPR 自冲铆接和FDS 热熔直钻两种冷连接为主,辅助以铝点焊、激光焊和CMT 等热连接工艺。
铝点焊工艺规划1.铝点焊概念及特点铝点焊是电阻焊的一种,利用电流通过焊件及附近区域产生的电阻热作为热源将工件局部加热,同时加压使工件形成金属结合的一种方法。
由于铝合金材料有导热性好、导电率高、易与铜发生合金反应等特点,电阻点焊在铝合金材料结构件的连接中遇到能耗大、电极易失效、点焊质量不稳定等困难。
钢铝性能对比见表1。
基于车身轻量化连接技术的发展,本文重点介绍铝点焊工艺规划、质量评价及优化。
其中,工艺规划主要包含焊枪选择、电极帽选择和工装要求等。
质量评价及优化包含铝点焊检测标准及几种常见质量缺陷处理方法。
□ 安徽江淮集团汽车股份有限公司 吴卫枫 鲁厚国鉴于铝合金与碳钢性能的差异,铝点焊的主要特点如下:①铝材的电阻率是钢材的1/3,焊接相同厚度的铝材需要3~5倍的电流,铝合金分流损失比钢材分流严重;②铝合金具有高导热性(是钢材的4~5倍),焊接过程中热损失率较高,铝材焊接需要大电流和短时间;③铝合金焊核形成温度范围窄,铝点焊需要短焊接时间和快速的电流上升时间;④铝合金热膨胀系数高,在脆性温度区间内易产生热裂纹,铝点焊需要大的焊接压力和大的平面电极来控制焊接变形;⑤铝合金易氧化及合金化,氧化层焊接过程中易产生焊点气孔、泡群缺陷,铝点焊中铝、铜易生成合金,电极帽腐蚀快,需要频繁修磨,保持电极清洁,确保点焊质量;⑥连接强度相对低,常与结构胶配合使用;⑦不能连接异种材料,尤其是钢和铝;⑧无法做类似钢点焊的凿检,目视检查为主。
铝合金电阻点焊的加工工艺研究

铝合金电阻点焊的加工工艺研究摘要随着时代的发展,社会的变迁,汽车,船舶,飞机,航天等重工业的不断发展,运用铝合金材料的地方也越来越多,吃饭离不开铝合金锅和盆,出行离不开汽车,汽车上很多零部件也是铝合金制造的,用的一些电气设备也会应用到铝合金,如手机啊,电脑啊,等等人们的生活已经离不开铝合金的这种工业材料,而优秀的铝合金铸造工艺也被人们越来越重视,越来越受到关注,本篇文章主要论述了铝合金电阻点焊的加工工艺的研究的必要性,铝合金电阻点焊的加工工艺的探究。
关键词铝合金;电阻点焊;必要性;加工工艺什么是电阻点焊,电阻点焊就是运用电阻点焊机进行交叉铝合金的焊接,可成型为铝合金网片或铝合金骨架。
电阻点焊是铝合金件加工的常用手段,如果电阻点焊的技术不过关,直接影响到加工件以后的日常使用。
所以功能可靠的电阻点焊机和好的点焊技术在铝合金件加工中是尤为重要的。
1 铝合金件加工中电阻点焊机的运用和缺陷1.1铝合金件加工中电阻点焊机的运用点焊机电阻焊重量检验是电阻焊生产中十分重要的一个环节,是保证产品质量、防止废品出厂的必不可少的手段。
在产品焊接钱和焊接过程中,通过检验工艺参数、试件和焊件的质量,及时发现焊接工艺参数。
时间和焊件的质量,及时发现焊接工艺参数和焊接条件的变化,以便采取相应的技术和管理上的措施来保证产品的焊接质量;在产品焊接之后,对焊件采用非破坏性检验方法,定性或定量地评定焊接接头或焊件的各中性能及冶金缺陷,从而鉴别焊件的质量等级与使用寿命。
为了保证产品的焊接质量,必须对焊机生产过程中的所有环节进行系统的检验,如焊件设计后的工艺审查、焊接有关各工序和焊接工序的工艺检验和质量评定、焊接工人技术水平的考试等。
焊接工序的工艺检验和质量评定。
点焊机焊接至俩个的检验十一电阻焊质量检验标准为一句的。
由于焊件的使用条件和采用的材料不同,因此质量检验的标准也不同,在国外和我国军工及重要宁用产品部门,以罕见的承载能力和受力状态、材料的焊接性能和焊件在系统中的主要性,将焊接接头分为一、二和三级。
6061铝合金低功率电阻点焊工艺优化

6061铝合金低功率电阻点焊工艺优化
6061铝合金低功率电阻点焊是一种重要的金属连接方式,在航空、航天、汽车等行业的应用十分广泛。
本文旨在通过对6061铝合金低功率电阻点焊工艺参数进行优化,提高点焊接头的力学性能和稳定性。
首先,本文在研究6061铝合金低功率电阻点焊工艺之前,对该材料的特性进行了分析。
6061铝合金具有良好的强度、耐腐蚀性和可焊性,但其导电性较差,容易产生氧化膜,导致接头焊接质量下降。
因此,在选用电极应力和电压时,需要注意保证电极与工件之间的
良好接触。
其次,本文选取了影响点焊品质的主要工艺参数,包括焊接电极压力、电极形状、电
极材料、焊接时间、焊接电流等进行研究。
针对不同工艺参数,分别设计实验方案,进行
实验研究,比较不同条件下焊接接头的力学性能和稳定性,分析不同参数对点焊质量的影响。
最后,通过分析实验数据,本文得出了6061铝合金低功率电阻点焊的优化工艺参数。
具体包括焊接电极压力为2kN、电极形状为平头、采用铜电极、焊接时间为100ms、焊接电流为4kA。
在这些优化参数下,点焊接头的强度得到了提高,并且焊接接头的质量稳定性
也得到了较好的保障。
总之,通过对6061铝合金低功率电阻点焊工艺参数的优化,可以进一步提高点焊品质,提高焊接接头的力学性能和稳定性,从而更好地满足实际工业生产需求。
铝合金电阻点焊数值模拟及熔核性能的研究的开题报告
铝合金电阻点焊数值模拟及熔核性能的研究的开题报告摘要随着工业化和城市化的快速发展,铝合金在现代工业和建筑中得到了广泛应用。
电阻点焊是一种常用的铝合金连接方法,其连接质量会直接影响产品的使用寿命和安全性。
本文将以某种铝合金材料为研究对象,开展电阻点焊数值模拟及熔核性能研究。
本研究采用ANSYS有限元软件对铝合金电阻点焊过程进行数值模拟,计算研究电流、焊接时间等参数对熔核形成过程的影响。
同时,通过实验对熔核形态和硬度进行分析。
研究结果表明,焊接电流和时间对焊缝形成和熔核形态有较大影响,过高或过低的电流强度和时间都会导致焊接质量下降和熔核缺陷。
随着电流和时间的增加,焊接区域的熔炼深度和熔核大小均会增加,但过高的参数值会导致焊缝出现气孔和裂纹。
实验结果表明,电阻点焊接质量主要受熔核形态和硬度影响,焊接时间对硬度影响更大。
随着焊接时间的增加,硬度逐渐增加,但过高的时间会导致熔核过度生长和焊接区域变脆。
本研究对铝合金电阻点焊质量控制提供了理论和实验基础,为相关工艺和技术的改进提供了参考和指导。
关键词:铝合金;电阻点焊;数值模拟;熔核形态;硬度AbstractWith the rapid development of industrialization and urbanization, aluminum alloy has been widely used in modern industry and architecture. Resistance spot welding is a common method of joining aluminum alloys, and the quality of the joint directly affects the service life and safety of the product. This paper takes a certain aluminum alloymaterial as the research object to carry out the study on numerical simulation and fusion performance of resistance spot welding.In this study, ANSYS finite element software was used to simulate the aluminum alloy resistance spot welding process, and to calculate the influence of welding current, welding time and other parameters on the formation of the fusion zone. At the same time, the morphology and hardness of the fusion zone were analyzed by experiment.The results showed that the welding current and time have a significant impact on the formation of the fusion zone and the morphology of the fusion zone. Too high or too low current and time parameters will lead to poor welding quality and fusion defects. Withthe increase of current and time, the melting depth and the size of the fusion zone in the welding area will increase, but excessive parameter values will lead to the occurrence of pores and cracks in the weld.The experimental results showed that the quality of resistance spot welding mainly depends on the morphology and hardness of the fusion zone, and the welding time has a greater influence on the hardness. With the increase of welding time, the hardness gradually increases, but excessive time will lead to excessive growth of the fusion zone and embrittlement of the welding area.This study provides a theoretical and experimental basis for the quality control of aluminum alloy resistance spot welding, and provides reference and guidance for the improvement of related processes and technologies.Keywords: aluminum alloy; resistance spot welding; numerical simulation; fusion morphology; hardness。
6061铝合金低功率电阻点焊工艺优化
6061铝合金低功率电阻点焊工艺优化【摘要】本文旨在探讨6061铝合金低功率电阻点焊工艺优化的相关问题。
在首先介绍了背景知识,指出6061铝合金在工业生产中的重要性,随后阐述了研究意义,即通过优化电阻点焊工艺参数,提高焊接质量和效率。
在重点分析了6061铝合金电阻点焊工艺参数的优化、影响因素的分析、优化方法的探讨以及试验设计与结果分析等内容。
在总结了文章的研究成果,展望了未来研究方向,指出进一步优化工艺将有助于提升焊接品质和效率。
通过本文的研究,可以为相关领域的工程技术人员提供一定的参考和指导,促进6061铝合金低功率电阻点焊工艺的进一步发展和提升。
【关键词】6061铝合金、低功率电阻点焊、工艺优化、影响因素、优化方法、试验设计、结果分析、优化效果评估、结论总结、未来研究方向1. 引言1.1 背景介绍6061铝合金是一种常用的铝合金材料,具有优良的机械性能和耐腐蚀性能。
在工业生产中,6061铝合金常常用于制造航空航天器件、汽车零部件、船舶结构等领域。
而电阻点焊是一种常见的连接技术,用于将金属部件焊接在一起。
由于6061铝合金的导热性较好,导致在电阻点焊过程中很容易出现热变形、焊接裂纹等质量问题。
对6061铝合金低功率电阻点焊工艺进行优化研究,对于提高焊接质量、降低成本具有重要意义。
通过优化工艺参数,合理控制焊接过程中的温度分布和热影响区,可以有效减少焊接变形和裂纹的发生。
优化工艺还可以提高工件的焊接强度和耐磨性,延长其使用寿命。
本文旨在通过对6061铝合金低功率电阻点焊工艺进行优化研究,探讨影响因素及优化方法,设计试验方案并分析结果,评估工艺优化效果,为进一步提高焊接质量和效率提供参考依据。
希望通过本文的研究,能够为相关行业的工程技术人员提供有益的参考和借鉴。
1.2 研究意义6061铝合金是一种常用的工业材料,在许多领域都有广泛的应用。
而在电子制造领域,6061铝合金低功率电阻点焊工艺的优化对于提高焊接质量、降低生产成本具有重要意义。
铝合金电阻点焊电极烧损机理的研究
铝合金电阻点焊电极烧损机理的研究 Ξ程方杰,廉金瑞,单 平,胡绳荪(天津大学材料学院,天津300072)摘 要:电极烧损是铝合金电阻点焊工艺当中存在的主要问题之一,它严重限制了该工艺的推广和应用,也是铝合金电阻点焊研究中的难点问题。
以实验为基础从多个角度探讨了铝合金电阻点焊时电极发生烧损的机理及其影响因素。
结果表明,铝合金点焊中电极的烧损是由于接触面上的局部高温熔化和铜铝之间的接触反应两方面因素共同作用的结果,电极烧损所形成的合金组织是以CuAl2为主的金属间化合物。
为进一步解决电极烧损问题提供了一些理论依据。
关键词:铝合金;电阻点焊;电极烧损中图分类号:TG44 文献标识码:A 文章编号:1004—244X(2003)02—0055—05 铝合金材料由于具有优良的耐腐蚀能力、高的比强度等特点,在诸如航空航天、船舶制造、汽车和机车制造等领域得到了广泛的应用。
而电阻点焊连接工艺在铝合金薄板结构件生产中的应用却远没有象在低碳钢薄板结构件生产中那样得到广泛的应用。
其中,铝合金电阻点焊中的电极烧损问题就是限制该工艺推广应用的主要原因之一。
电极发生烧损一方面使得电极的使用寿命变短,在生产过程中要频频修磨和更换电极,这既影响了生产效率又提高了生产成本;另一方面,电极烧损后表面粘有一层不均匀的合金组织,这使得在连续焊接的情况下接触情况变得不稳定而且接触电阻变大,这既影响了焊点质量的稳定性又容易导致飞溅的发生。
第三,由于电极烧损后表面会变得凹凸不平,这将导致焊点表面压痕变深、焊点表面不光滑等缺陷。
电极烧损问题是铝合金电阻点焊研究中的一个难点也是一个热点问题。
本文以实验为基础从多个角度探讨了铝合金电阻点焊时电极发生烧损的机理及其影响因素。
为进一步解决电极烧损问题提供了一些理论依据。
1 电极烧损的基本模式在铝合金的连续点焊过程中,铜电极与铝合金工件不断的发生粘连并形成合金组织,同时电极表面变得凹凸不平,这就是所谓的电极烧损。
铝合金电阻点焊技术研究与分析101
铝合金电阻点焊技术研究与分析摘要:随着生产轻量化车辆这一需求的增长,以铝材取代传统钢材的用材转变也开始在汽车行业蔚蓝成风。
目前铝材的应用主要集中在汽车的开闭件上。
然而汽车行业仍在寻求将铝材的应用扩展到白车身中。
据预测到2025年全铝车身所占比重将由现在的4%增长到18%。
虽然铝材的电阻点焊对汽车行业而言并非新鲜事物,但是到目前为止,它仅在较低生产率车辆或批量制造开闭件上获得用武之地。
关键词:铝合金;电阻点焊;特性1铝合金的物理特性铝合金是铝基合金的总称,合金元素有铜、硅、镁、锌、锰,其次是镍、铁、钛、铬、锂等合金元素。
但强度高,接近或高于优质钢,塑性好,可加工成各种型材,具有良好的导电性、导热性和耐腐蚀性,广泛应用于工业中。
铝合金与碳钢、铜材物理特性比较,如表1所示。
由上表可知,铝合金与碳钢比较:铝合金具有更低的熔点;塑形变形温度铝合金90℃,钢材540℃;低电阻率以及高导热系数;铝合金表面具有高电阻、高熔点的氧化物阻碍电流形成回路。
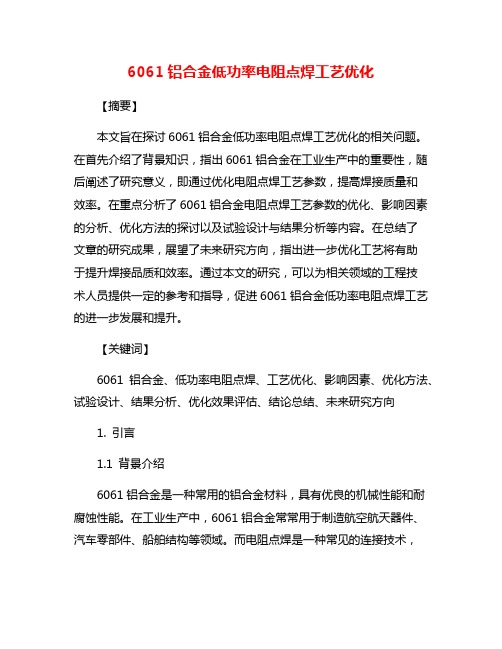
2铝合金的电阻点焊特性2.1铝合金点焊时间、电流分析由铝合金的物理特性分析得知,铝合金的热导率比钢材更大、热损失率更高,因此,铝合金的点焊过程需要较短的焊接时间和更大的焊接电流。
在电阻率方面,铝合金电阻率低于钢材,约为钢材的40%,因此,铝合金的分流效应造成的电流损失比钢材更大,所以也需要较短的焊接时间和更大的焊接电流。
铝合金与钢材电阻点焊时间、电流对比如图1所示。
2.2铝合金热导率与熔核温度铝合金具有高导热率导致焊接过程中会产生很大的软化区域,因此需要较大直径平面电极帽才能覆盖住铝合金焊接过程中产生的熔核和全部软化区域。
铝合金与碳钢点焊熔核对如图2所示,焊接移动受力分析模型如图4所示:由图2、3可看出,铝合金点焊必须使用较大直径平面电极帽才能焊处合格的焊点。
另外由于铝合金表面容易形成高电阻率的氧化膜,因此焊接过程与其他材料也不相同,对其点焊质量也会导致很大的影响,通用铝合金板材与通用镀锌钢板及理想铝合金板材附加有效的电极冷却点焊过程中热量产生位置对比如图3所示:3.2电极带电阻焊技术通过设计一种特殊的电极带式输送机,电极带可以在上电极与工件、下电极和工件之间移动。
6061铝合金低功率电阻点焊工艺优化
6061铝合金低功率电阻点焊工艺优化6061铝合金是一种常用的工业铝合金材料,具有良好的可加工性、耐腐蚀性和强度,因此在汽车制造、航空航天和电子设备等领域得到广泛应用。
而在电子设备中,通常需要进行点焊工艺来连接不同部件,而低功率电阻点焊工艺则是其中一种常见的焊接方法。
本文将对6061铝合金低功率电阻点焊工艺进行优化研究,以提高焊接质量和效率。
6061铝合金是一种经典的热处理铝合金,具有优良的加工性能和焊接性能。
而在低功率电阻点焊工艺中,焊接过程中主要依靠电流通过两个不同材料间的接触面产生的热量,将两个材料点焊在一起。
低功率电阻点焊的优点在于焊接过程中对材料的热影响小,可以减少焊接区域的变形和金属组织的变化。
由于焊接过程中产生的热量较小,也可以减少对工件表面的损伤,保持工件的表面质量。
在6061铝合金低功率电阻点焊工艺中,通常需要考虑的参数包括焊接电流、焊接时间、电极压力等。
而选取合适的焊接参数并对焊接工艺进行优化,可以显著提高焊接质量,降低焊接成本,提高焊接生产效率。
1. 确定合适的焊接参数在确定焊接参数时,可以通过实验方法进行辅助。
首先选择一组初步的焊接参数,然后进行一系列的焊接实验,观察焊接接头的质量、焊接强度和焊接表面的状态,从而确定最佳的焊接参数。
2. 优化电极设计电极在低功率电阻点焊工艺中起到了传递电流和施加压力的作用。
合适的电极设计可以对焊接工艺的质量起到显著的影响。
在6061铝合金低功率电阻点焊工艺中,通常可以选择适当形状和尺寸的电极头来适应不同的焊接需求。
对于需要在较小的区域进行焊接的工件,可以选择较小的电极头来实现焊接。
还可以选择合适的电极材料,通常选取导电性好、耐磨性强的材料作为电极材料,以提高焊接质量和电极的使用寿命。
3. 控制焊接环境焊接环境的控制对于6061铝合金低功率电阻点焊工艺也是至关重要的。
在焊接过程中,需要保持焊接区域的清洁,并且控制好焊接环境的温度和湿度。
保持焊接区域的清洁可以有效地避免焊接接头表面的氧化和杂质的影响。
非等厚两板铝合金电阻点焊熔核偏移过程研究
10.试验与研究.焊接技术第42卷第5期2011生!旦文章编号:1002—025X(2013)05—0010—04非等厚两板铝合金电阻点焊熔核偏移过程研究颜福裕1’2,罗震1.一,白杨1.一,李洋1'2(1.天津大学材料科学与工程学院,天津300072;2.天津大学天津市现代连接技术重点实验室,天津300072)摘要:在非等厚板材的电阻点焊中,熔核的偏移对点焊质量有很大的影响。
本文通过M A T L A B建立非等厚两层板铝合金二维轴对称热传导模型.对厚度组合为1.0m m/2.0m m的5052铝合金电阻点焊温度场进行了模拟,得出熔核在非等厚板中的形核过程和偏移的本质原因.并利用高速摄影试验验证了模型的准确性。
结果表明:在点焊初期,薄板侧的高温区大于厚扳侧高温区;随着焊接时间的增加.高温区逐渐偏向厚板,并最终形成一个偏向厚板侧的熔核。
这是由于在点焊熔核形成前,散热作用的强弱是影响高温区域偏移的主导因素。
熔核开始形成后.析热作用的强弱成为主导熔核偏移的因素,熔核向具有大电阻、散热少的厚板一侧偏移。
因此,熔核偏移主要是由焊接区在加热过程中焊件析热和散热不均所致。
关键词:电阻点焊;熔核偏移;数值模拟;高速摄像中图分类号:TG453.9文献标志码:BO引言电阻点焊是现代汽车制造工业中重要的工艺方法,它具有生产效率高、易于实现自动化而被广泛地应用于汽车的焊装生产线上。
近年来,随着铝合金在汽车制造和结构部件中的广泛使用,有必要对铝合金电阻点焊进行更深入的了解。
目前.很多学者利用有限元理论.通过数值计算的方法来模拟电阻点焊过程,获得对该过程的定量认识(如焊接温度场、焊接变形和焊接应力场),并预测熔核尺寸与质量.如:B r ow ne等用建立的混合模型模拟了铝合金电阻点焊过程[i-2];上海交通大学的龙昕对镀锌钢板的电阻点焊建立了轴对称有限元模型来模拟温度场分布。
3j。
但是,目前点焊过程的数值模拟研究大多数限于2层等厚板的连接,较少有人涉及非等厚2层板点焊研究,这方面公开文献也非常少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金电阻点焊技术研究与分析
发表时间:2018-10-18T10:49:09.100Z 来源:《防护工程》2018年第16期作者:唐晓卫
[导读] 随着生产轻量化车辆这一需求的增长,以铝材取代传统钢材的用材转变也开始在汽车行业蔚蓝成风唐山开元阻焊设备有限公司河北唐山 063020
摘要:随着生产轻量化车辆这一需求的增长,以铝材取代传统钢材的用材转变也开始在汽车行业蔚蓝成风。
目前铝材的应用主要集中在汽车的开闭件上。
然而汽车行业仍在寻求将铝材的应用扩展到白车身中。
据预测到2025年全铝车身所占比重将由现在的4%增长到18%。
虽然铝材的电阻点焊对汽车行业而言并非新鲜事物,但是到目前为止,它仅在较低生产率车辆或批量制造开闭件上获得用武之地。
关键词:铝合金;电阻点焊;特性
1铝合金的物理特性
铝合金是铝基合金的总称,合金元素有铜、硅、镁、锌、锰,其次是镍、铁、钛、铬、锂等合金元素。
但强度高,接近或高于优质钢,塑性好,可加工成各种型材,具有良好的导电性、导热性和耐腐蚀性,广泛应用于工业中。
铝合金与碳钢、铜材物理特性比较,如表1所示。
由上表可知,铝合金与碳钢比较:铝合金具有更低的熔点;塑形变形温度铝合金90℃,钢材540℃;低电阻率以及高导热系数;铝合金表面具有高电阻、高熔点的氧化物阻碍电流形成回路。
2铝合金的电阻点焊特性
2.1铝合金点焊时间、电流分析
由铝合金的物理特性分析得知,铝合金的热导率比钢材更大、热损失率更高,因此,铝合金的点焊过程需要较短的焊接时间和更大的焊接电流。
在电阻率方面,铝合金电阻率低于钢材,约为钢材的40%,因此,铝合金的分流效应造成的电流损失比钢材更大,所以也需要较短的焊接时间和更大的焊接电流。
铝合金与钢材电阻点焊时间、电流对比如图1所示。
2.2铝合金热导率与熔核温度
铝合金具有高导热率导致焊接过程中会产生很大的软化区域,因此需要较大直径平面电极帽才能覆盖住铝合金焊接过程中产生的熔核和全部软化区域。
铝合金与碳钢点焊熔核对如图2所示,焊接移动受力分析模型如图4所示:
由图2、3可看出,铝合金点焊必须使用较大直径平面电极帽才能焊处合格的焊点。
另外由于铝合金表面容易形成高电阻率的氧化膜,因此焊接过程与其他材料也不相同,对其点焊质量也会导致很大的影响,通用铝合金板材与通用镀锌钢板及理想铝合金板材附加有效的电极冷却点焊过程中热量产生位置对比如图3所示:
3.2电极带电阻焊技术
通过设计一种特殊的电极带式输送机,电极带可以在上电极与工件、下电极和工件之间移动。
与工件的实际接触不是电极而是电极带,在各点焊接后,电极带通过自动输送装置自动移动到下一位置,确保每个焊接接头可以100%重复,可以说每个焊点都是由新的电极焊接而成的。
通过电极带技术的应用,保证了各焊点在焊接过程中的电极清洁,保证了各焊接点的焊接质量。
3.3中频自适应电阻点焊技术
通过分析铝合金电阻点焊特性及铝合金自身物理特性,铝合金电阻点焊采用预热工艺,即在短时间内用小电流对铝合金进行预热。
当测量干扰因子时,可以延长或缩短预热时间。
在主焊接开始前,检查和比较预热处理后的电阻与正常电阻。
通过设置初始条件,可以减少焊接过程的变化。
在铝合金点焊过程中,由于铝合金焊接过程中动态电阻变化没有明显的特征,所以在焊接过程中采用压力测量信号。
因此,焊接压力测量信号是铝焊接正常调整的必要测量信号。
3.4中频直流脉冲电阻焊技术
通过直流脉冲控制正极热量累积,减少电极接触面烧损,同时每段脉冲可分别调整,适应不同工艺需求。
3.5中频交流方波电阻焊技术
采用中频直流电阻焊加热,热量集中,极性效应导致一侧过热熔核偏移;电极磨损不一致(寿命相差30%以上),特别在铝焊接时正极侧极易发生粘连飞溅。
因此通过正负交替的方波电流解决了两极热量不平衡问题,寿命通常可以增加2-3倍。
4结语
铝合金的焊接工艺直接影响铝合金结构的外观和力学性能。
因此有必要对铝合金的焊接工艺进行优化。
在铝合金焊接工艺的选择中,必须考虑到焊接工艺的先进程度、焊接效率和成本,并不断改进现有的焊接方法,以便提高铝合金焊接的整体性能。
参考文献:
[1]殷春喜,黄军庆,熊震东.铝及铝合金TIG焊接特性[J].热加工工艺,2011
[2]康鲁迪.杨发展.佟春明.铝合金高速加工关键技术研究现状及分析[J].现代制造工程.2014.。