SIP检验作业指导书模板
SIP检验作业指导书
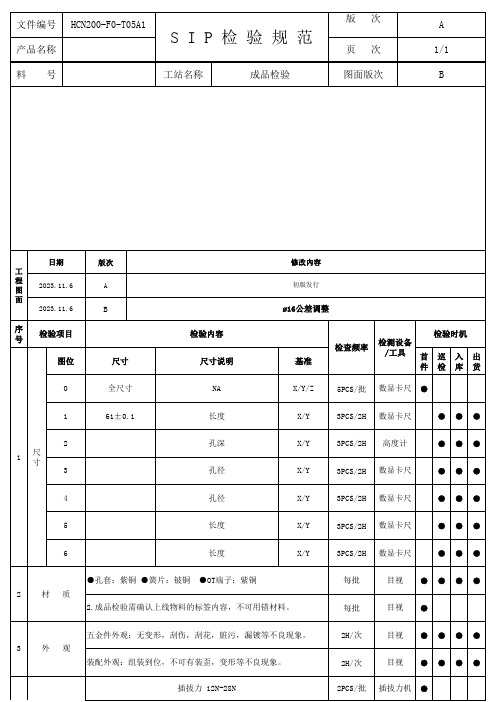
5PCS/批 数显卡尺 ●
1
61±0.1
长度
X/Y
3PCS/2H 数显卡尺
●●●
2
1
尺 寸
3
孔深 孔径
X/Y
3PCS/2H 高度计
●●●
X/Y
3PCS/2H 数显卡尺
●●●
4
孔径
X/Y
3PCS/2H 数显卡尺
●●●
5
长度
X/Y
3PCS/2H 数显卡尺
●●●
6
长度
X/Y
3PCS/2H 数显卡尺
2H/次
目视 ● ● ● ●
2PCS/批 插拔力机 ●
4
性能
5
包装
核 准:
高温 150℃ 30分钟
盐雾 96H
包装方式:产品包装方向需与图面相符,不可出现方向及标签贴 反现象 标示检验:标签与实物需一致,不可漏贴、印字不清,OQC PASS 章的日期及代号必须要清楚,数量需与实物数量一致
审 核:
2PCS/批 恒温箱 ●
文件编号 HCN200-F0-T05A1
版次
A
SIP检验规范
产品名称
页次
1/1
料号
工站名称
成品检验
图面版次
B
日期
工
程 图
2023.11.6
面
2023.11.6
序 号
检验项目
图位
0
版次 A B
尺寸 全尺寸检验内容 尺源自说明 NA修改內容初版发行
ø16公差调整
基准 X/Y/Z
检查频率
检测设备 /工具
检验时机
2PCS/批
盐雾试验 机
sip检验作业指导书模板

sip检验作业指导书模板本协议为sip检验作业指导书模板,旨在规范sip检验流程,确保产品质量符合标准。
以下为关键信息项及详细说明:11 sip检验目的111 确保产品符合质量标准112 提升生产效率与客户满意度113 减少不良品流入市场风险111 sip检验范围1111 所有需进行sip检验之产品与材料1112 生产线各工序中涉及之设备工具1113 员工操作规范及安全事项112 sip检验职责分配1121 sip检验员负责执行具体检验工作并记录结果1122 质量管理人员监督整个检验过程确保公正准确1123 生产部门配合提供所需样品及相关信息113 sip检验流程1131 制定详细检验计划包括抽样方案1132 按照既定标准对样品进行外观功能测试1133 记录检验数据并分析判断是否合格1134 对不合格品采取相应措施如返工报废等1135 定期复核检验标准更新相关文件114 sip检验标准1141 外观检查标准涵盖尺寸颜色缺陷等1142 功能测试标准包括性能稳定性兼容性等1143 安全性评估标准涉及电气安全机械安全等115 sip检验设备工具1151 必备测量仪器如卡尺千分表等1152 专用检测设备如老化试验箱耐压测试仪等1153 辅助工具如标签打印机条形码扫描枪等116 sip检验记录与报告1161 检验前准备记录包括样品信息环境条件等1162 检验过程中数据记录确保可追溯性1163 检验结论与建议形成正式报告提交相关部门1164 不合格品处理记录详细描述原因及措施117 sip检验培训1171 新入职员工需接受系统化培训考核合格后上岗1172 在职员工定期参加复训提升专业技能1173 针对新标准新工艺及时组织专项培训118 sip检验持续改进1181 收集反馈意见持续优化检验方法提高效率1182 分析历史数据发现潜在问题提前预防1183 关注行业动态引入先进技术和理念119 sip检验应急处理1191 遇突发情况立即启动应急预案保障安全1192 及时沟通协调确保生产顺利进行1193 总结经验教训完善相关制度流程姓名:____________________________职务:____________________________日期:____________________________此模板仅为示例,请根据实际情况调整具体内容。
SIP范本
10啤
每1.5H
(0,1)
巡检记录
反馈整改
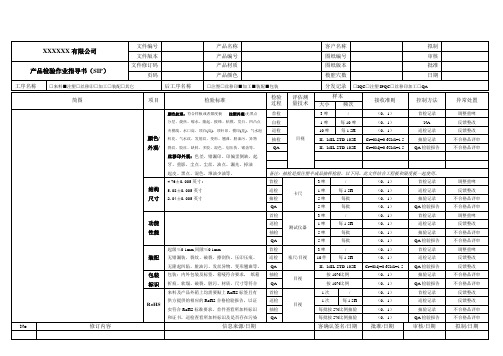
料花、气水纹、发射纹、变形、翘曲、脏油污、异物
抽检
II,MIL-STD-105E
Cr=0Mj=0.65Mi=1.5
抽验记录
不合格品评审
裂纹、胶丝、缺料、多胶、混色、划压伤、锯齿等。
QA=0.65Mi=1.5
QA检验报告
巡检
1次
每1.5H
(0,1)
巡检记录
反馈整改
实符合RoHS标准要求。首件查看所加料标识
抽检
每批按5%比例抽验
(0,1)
抽验记录
不合格品评审
和证书,巡检查看所加料标识及是否存在污染
QA
每批按5%比例抽验
(0,1)
QA检验报告
不合格品评审
No.
修订内容
信息来源/日期
客确认签名/日期
批准/日期
审核/日期
拟制/日期
检验标准
检验过程
评估测量技术
样本
接收准则
控制方法
异常处置
大小
频次
颜色/外观/
颜色纹理:符合样板或者限度板.注塑外观:无黑点
首检
目视
3啤
/
(0,1)
首检记录
调整重啤
分层、烧焦、缩水、隆起、披锋、粘模、发白、凹凸点
自检
1啤
每10啤
(0,1)
NA
反馈整改
夹模线、水口高、顶白(高)、顶针印、模印(花)、气水泡
XXXXXX有限公司
文件编号
产品名称
客户名称
拟制
文件版本
产品编号
图纸编号
审核
产品检验作业指导书(SIP)
标准检验指导书(SIP) (格式模板)
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
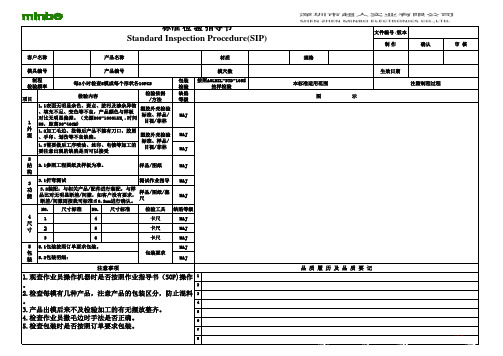
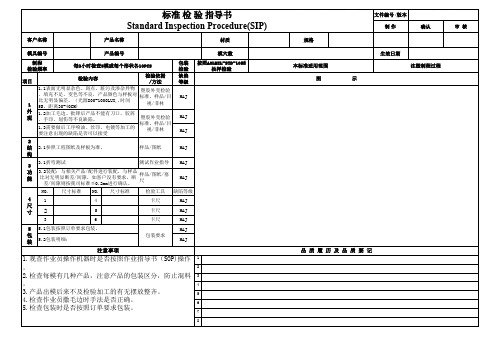
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
功 能
3.2装配:与相关产品/配件进行装配,与样 品比对无明显断差/间隙,如客户没有要求, 断差/间隙则按我司标准≦0.2mm进行确认。
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺
缺陷等级 MAJ MAJ
3
6
卡尺
MAJ
5 5.1包装按照订单要求包装。 要求
奶粉sip检验作业指导书模板
奶粉sip检验作业指导书模板奶粉SIP检验作业指导书模板1. 实验目的:了解奶粉中SIP(婴儿肠内有益菌)的含量,评估产品质量。
2. 实验器材:- 电子天平- 称量瓶- 水浴器- 取样瓶- 离心机- 离心管- 乙醇- 碱性牛胆盐溶液3. 实验步骤:3.1. 准备工作- 准备好所需的实验器材和试剂。
- 清洁所有使用的容器和器材,确保无污染。
- 保证实验室环境干净,避免微生物污染。
3.2. 样品准备- 取一定量的奶粉样品(根据需求确定样品量)。
- 使用称量瓶称取样品,并记录样品质量。
3.3. 抽取样品- 将样品放入取样瓶中。
- 添加适量的乙醇至样品中,使样品与乙醇的体积比为1:1。
- 用力摇晃取样瓶,使乙醇和样品充分混合。
3.4. 离心- 将取样瓶放入离心机中,离心5分钟,以分离固体和液体部分。
3.5. 分离液体- 将离心后的样品放入离心管中,将离心管放入离心机中,离心5分钟,以分离液体和沉淀。
3.6. 抽取上清液- 小心地将上清液抽取到新的离心管中,避免将沉淀带入。
3.7. 制备稀释液- 取适量的碱性牛胆盐溶液,并与上清液按需求的比例混合(具体比例参考实验要求)。
3.8. 测定SIP含量- 取适量溶液于量筒中,使用电子天平称量其质量,并记录。
- 根据实验要求进行定量稀释。
4. 数据处理与分析:- 计算样品中SIP的质量浓度,根据实验要求进行相关的数据处理与分析。
5. 实验注意事项:- 实验过程中要严格遵守实验室规定的操作规程和安全操作规范。
- 实验前要认真检查器材和试剂的完整性和准确性,避免使用损坏或过期材料。
- 注意避免样品的污染和杂质的进入。
- 操作过程中要注意实验操作的准确性和精确性。
以上是奶粉SIP检验作业指导书模板,根据具体实验要求和操作步骤进行相应的修改和详细说明。
sip检验作业指导书
sip检验作业指导书1 SIP检验作业Session Initiation Protocol(SIP)检验作业是一项联机技术,它被用于在无线网络上收集,发送和接收网络数据。
SIP检验作业的目的是确保网络的安全和可靠性。
1.1 SIP检验作业部署SIP检验作业部署需要将流量变换器(TAP),数据采集机(DAC),服务器和客户端连接到网络。
TAP可以监控数据的流量,DAC可以采集网络中数据包的信息,服务器可以分析数据包和信息,客户端可以根据需求对数据包和信息进行更改。
1.2 SIP检验作业过程SIP检验作业的过程主要分为两个步骤:第一步,收集网络数据。
在这一步,TAP可以监控网络中数据包的流量,DAC可以收集网络数据包的内容,服务器可以存储有关数据包的信息,客户端可以请求数据,获得网络数据的详细信息。
第二步,发送网络数据。
服务器可以根据客户端发来的请求,将数据写入网络中,客户端可以再次访问网络数据,TAP和DAC可以继续跟踪或收集网络数据。
1.3 SIP检验作业的好处SIP检验作业有许多优点:* 降低网络故障率和失效率。
通过SIP检验作业,可以及时发现网络中可能存在的问题,有助于早期发现故障并确保网络的可用性。
* 提高网络安全性。
SIP检验作业可以监控网络中的流量,可以及时发现和应对网络攻击或恶意软件。
* 改善网络效率。
SIP检验作业可以帮助管理员发现和解决网络效率问题,提高网络使用效率。
1.4 结论SIP检验作业是一项复杂的任务,但它可以帮助管理员确保网络安全性和可靠性,提高网络使用效率,降低网络故障率和失效率。
SIP检验作业也是必不可少的,当网络出现问题时,可以帮助管理员及时发现并修复问题。
标准检验指导书(SIP)-(格式模板)
文件编号 /版本
本标准适用范围
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图5 2
图2 图图图4 3 6
塑胶外壳检验 标准、样品/目
视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/目
1.3需要做后工序喷油、丝印、电镀等加工的
视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深 圳 圳 市 市 超 超 人 人 实 实 业 业 有 有 限 限 公 公 司 司
S SH HE EN N
Z ZH HE EN N
M MI IN NB BO O
E EL LE EC CT T R RO ON NI IC CS S
C CO O. ., ,L LT T D D. .
客户名称
标准 检 验 指导书
Standard Inspection Procedure(SIP)
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板对 比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
SIP作业指导书

SIP作业指导书SIP作业指导书课程:SIP(软件工程实践)指导教师:XXX一、作业目的:本次作业的目的是让学生能够通过实际项目实践来熟悉和运用软件工程的基本概念和方法,培养学生团队合作和项目管理的能力,并锻炼学生的问题分析和解决能力。
二、作业要求:1. 学生们将分为若干个小组,每个小组3-5人。
2. 每个小组要选择一个软件项目,项目类型不限,但需在指导教师的审批范围内。
3. 每个小组需要按照软件工程的基本步骤进行项目开发,包括需求分析、系统设计、编码、测试和部署等阶段。
4. 每个阶段开发完毕后,小组需要提交相应的文档和代码,并向指导教师进行汇报。
5. 项目开发过程中,小组成员需要积极合作,充分发挥每个成员的潜力,相互协助解决问题。
6. 作业完成后,每个小组需要进行项目总结和经验分享。
三、作业分数评定:1. 项目策划、需求分析和系统设计:占总分的30%。
2. 代码实现和测试:占总分的40%。
3. 汇报和演示:占总分的20%。
4. 小组合作和项目进展情况:占总分的10%。
四、提交截止日期:作业的提交截止日期将在课程中确定,请同学们密切关注课程公告和指导教师的通知。
五、补充说明:1. 小组成员之间可以通过各种方式进行沟通和交流,包括在线聊天工具、电子邮件等,但不得泄露个人信息。
2. 作业中所需的文档和代码请按照指导教师的要求进行命名和格式要求。
3. 如遇到问题,请及时向指导教师进行咨询和求助,但不得直接向其他学生求助或索取他人的代码。
以上为SIP作业的指导书,请同学们按照要求完成作业,并在规定的时间内提交。
希望本次作业能够帮助各位同学提升软件工程实践能力,感谢大家的合作与努力!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
翻边 检验翻边后外形尺寸是否达到图纸要求
下料 1、检验原料厚度0.9mm
2、下料尺寸1160×382mm
下料 1、检验原料厚度1.2mm
2、下料尺寸327×225mm
第1页
检验 工具
检验 频率
千分尺 首检
钢卷尺 巡检
游标卡尺
目测
钢卷尺
游标卡尺 钢卷尺 千分尺
钢卷尺 千分尺 首检 钢卷尺 巡检
各连接部位是否紧密,外形尺寸符合图纸要求 钢卷尺 巡检
检验工具
游标卡尺 千分尺 钢卷尺
规格
0-150mm 0-25mm
5m
下料
1、检验原料厚度1.2mm 2、下料尺寸420×400mm(
冲孔 1、检验定位孔直径Ø52
划线 振剪
钻孔
对照样板观察各划线位置是否正确 1、检验外形尺寸要求是否符合图纸尺寸要求 2、检验内圆直径Ø262mm 1、检验12个钻孔直径Ø8.5
标记
处数
更改 文件
签字
日期
编制(日期)
审核(日期)
批准(日 期)
会签(日 期)
支撑架检验作业指导书
产品名称 前向多翼离心通风机 零件名称
产品型号
零件图号
支□成品检验
工序
工步
检验作业内容及标准
注意事项
1.该指导书适用于其他型号产品检验作业,板材厚度与尺寸要求 参照图纸要求。 2.检查各个工卡量具是否在检修期内。 3.尺寸要求以图纸标注为准,无要求的自由公差按±0.5mm计算。 4.注意检验场所是否能满足检验要求,如不能满足检验要求应更 换检验地点。 5.检验完毕后要做好标记并及时、正确填写检验记录。 6.发现不合格品是要及时作出处理,严禁私自放行转入下道工序 。