工艺纪律检查记录
工艺纪律检查记录
工艺纪律检查记录工艺纪律检查记录是制造企业在生产过程中对工艺纪律的执行情况进行检查和记录的文件。
它可以帮助企业及时发现并解决生产中存在的问题,提高生产效率和产品质量,同时确保生产过程的规范和合规性。
以下是一份工艺纪律检查记录的范例,供参考。
--------------------------------------------------检查日期:2024年6月1日检查人员:张三、李四检查部门:工艺部一、检查目的本次检查的目的是查看生产过程中的工艺纪律执行情况,及时发现并解决存在的问题,提高生产效率和产品质量。
二、检查内容1.工艺流程是否按照操作规范执行2.原材料和半成品的质量是否符合要求3.设备运行是否正常,是否存在故障或维护保养不当的情况4.操作工人的工艺操作是否符合标准要求5.工艺参数是否在规定范围内三、检查结果1.工艺流程是否按照操作规范执行检查发现,生产线上的工艺流程基本按照操作规范执行,没有发现明显的偏离。
但是有个别操作员在操作过程中存在不按操作规范执行的情况,需进行追踪和整改。
2.原材料和半成品的质量是否符合要求检查发现,原材料和半成品的质量基本符合要求,未发现明显的质量问题。
但是存在部分半成品未进行及时入库,需要加强管理和跟踪。
3.设备运行是否正常,是否存在故障或维护保养不当的情况检查发现,生产设备运行正常,未发现故障和维护保养不当的情况。
但是有个别设备存在部分维护保养不彻底的情况,需要加强设备管理和维护。
4.操作工人的工艺操作是否符合标准要求检查发现,大部分操作工人的工艺操作符合标准要求,但是有个别工人操作不规范,需要加强培训和监督。
5.工艺参数是否在规定范围内检查发现,工艺参数基本在规定范围内,但是有个别工艺参数偏离规定范围,需要进一步调整和优化。
四、存在问题1.操作工人的工艺操作不规范,需要进行培训和监督。
2.部分半成品未及时入库,需要加强管理和跟踪。
3.部分设备维护保养不彻底,需要加强设备管理和维护。
机械加工工艺纪律检查考核

四
(1)现场工艺过程卡包括热处理工艺卡或热处理转序 卡代用卡上未填写钢号、炉号、跟单号,每一项
(2)需化验分析的各部位无化验,无化验结果单,每
工 一项
(3)工艺要求需监控的各部位无监控、无监控记录,
每一项
艺
(4)在改变产品材料时没按程序办理代用手续,每一
项
操
(5)各磨削工序和刃磨工序是否存在野蛮操作和磨糊
(3)检查3-5份质量反馈单,内容没按规定填写,填 写不正确,处理不当,每一项
(4)检验台帐无记录及记录不详细,每一项 1、分公司、车间有安全、生产管理制度
2、分公司、车间不存放与生产无关的杂物,物流和 人行的道路畅通,标志线清晰。
3、工作现场无积油、积水、无垃圾、无过多的切屑 六 堆积,各序工件摆放整齐有序。
艺
(4)关键工序的工艺文件与在线产品之间不统一,即
不能指导生产又无修正措施,每一项
文
(5)任抽现场3种产品的流通工艺文件与图纸、技术 标准及相关文件没达到完整正确统一的,每一处 件
表和汇总表,每一项
(2)明细表、汇总表的填写不正确,更改无手续,每 一项
(4)检验出的问题未按规定程序处理,做了超出权限 处理的,每一项
五
(5)检验后的再制品、成品未按定置管理要求摆放,
每一项
2、不合格品的管理 检
(1)不合格品未及时打上标记或未及时隔离,每一项
验
(2)报废的产品未按定置管理规定处理或存放,每一
项
(3)不合格产品和报废的产品,无记录,每一项次
3、检验的正确性 (1)错检,每一项 (2)漏检,每一项
2、工艺文件是否正确、统一,有效
(1)工艺文件内容、图面不能保证与产品图样、技术 标准相统一,失去正确性,每一项
工艺纪律检查记录
检查结论:
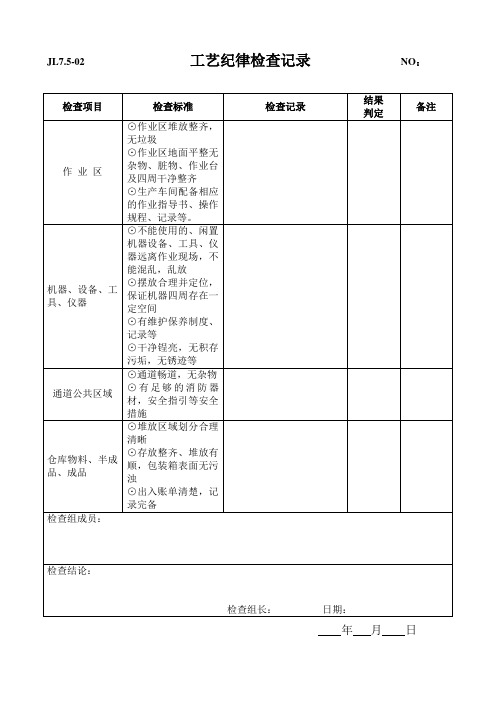
检查组长:日期:年月来自日JL7.5-02
工艺纪律检查记录
检查标准 检查记录 结果 判定
NO:
检查项目
备注
⊙作业区堆放整齐, 无垃圾 ⊙作业区地面平整无 杂物、脏物、作业台 作 业 区 及四周干净整齐 ⊙生产车间配备相应 的作业指导书、操作 规程、记录等。 ⊙不能使用的、闲置 机器设备、工具、仪 器远离作业现场,不 能混乱,乱放 ⊙摆放合理并定位, 机器、设备、工 保证机器四周存在一 具、仪器 定空间 ⊙有维护保养制度、 记录等 ⊙干净锃亮,无积存 污垢,无锈迹等 ⊙通道畅道,无杂物 ⊙有足够的消防器 通道公共区域 材,安全指引等安全 措施 ⊙堆放区域划分合理 清晰 ⊙存放整齐、堆放有 仓库物料、半成 顺,包装箱表面无污 品、成品 浊 ⊙出入账单清楚,记 录完备 检查组成员:
工艺纪律检查表

工艺纪律检查表设备和仪器仪表是否符合工艺规定,使用方法是否正确、维护保养情况是否良好。
如发现不符合要求的,每项扣2分。
检查工装模具是否使用前进行检验,使用完毕是否清洁干净并送回工装模具库。
检查计量器具和检测装置是否经过周期检定,保持精度合格、标识清晰。
定期检查、保养设备并保持记录。
铸工车间2017年9月24日进行了工艺纪律检查。
在检查中,我们发现有以下问题:缺少工艺文件、现场文件不清晰、工艺文件签署不全等问题。
操作工不了解产品特性、质检查各工序对文件的执行,不按工艺规程操作。
制芯工序无混砂时间记录,手工造型工序在做xxxxxxxD61Z0时型腔硬度实测为75,与要求>80不符,且未查到记录。
造型线上造型时间要求3-5秒,实际记录显示为10秒,与要求不符。
现场线上xxxxxxxAA6T其中一箱局部硬度在75-79,与要求>80不符,但记录显示全部为合格。
为了解决这些问题,我们需要采取以下措施:加强工艺文件的管理,确保现场文件的清晰和最新。
操作工需要了解产品特性和质检查各工序对文件的执行,并按照工艺规程操作。
制芯工序需要记录混砂时间,手工造型工序需要检验型腔硬度并记录。
需要记录造型线上的造型时间,并保证硬度符合要求。
现场线上的产品需要进行局部硬度检测,并记录检测结果。
同时,需要检查工具、量具、设备和仪器仪表是否符合工艺规定,使用方法是否正确、维护保养情况是否良好。
检查工装模具是否使用前进行检验,使用完毕是否清洁干净并送回工装模具库。
检查计量器具和检测装置是否经过周期检定,保持精度合格、标识清晰。
定期检查、保养设备并保持记录。
通过这些措施,我们可以提高工艺纪律的执行水平,确保产品的质量和生产效率。
文章中存在格式错误和明显有问题的段落,已经被删除。
以下是改写后的文章:在生产过程中,设备的运行状态和维护情况对产品质量和安全至关重要。
因此,为了确保设备的正常运行和产品的质量,需要进行定期的设备检查和维护。
在设备检查中,需要抽查设备维修记录,检查工装模具是否符合工艺要求,并验证其是否合格。
工艺纪律执行情况检查记录
□符合 □不符合
9
供方控制
各类原辅材料、关重物资的供方、外包方必须进行选择、评价并列入合格供方名单,实行定点采购。
□符合 □不符合
10
外包方控制
各类外包过程应得到识别、评价和批准
□符合 □不符合
11
生产计划管理
各类产品加工前应编制生产计划,按计划清单要求组织生产。
□符合 □不符合
严格执行图纸、工艺卡要求
□符合 □不符合
特殊过程参数得到控制并记录
□符合 □不符合
各工序加工有自检、专检并记录
□符合 □不符合
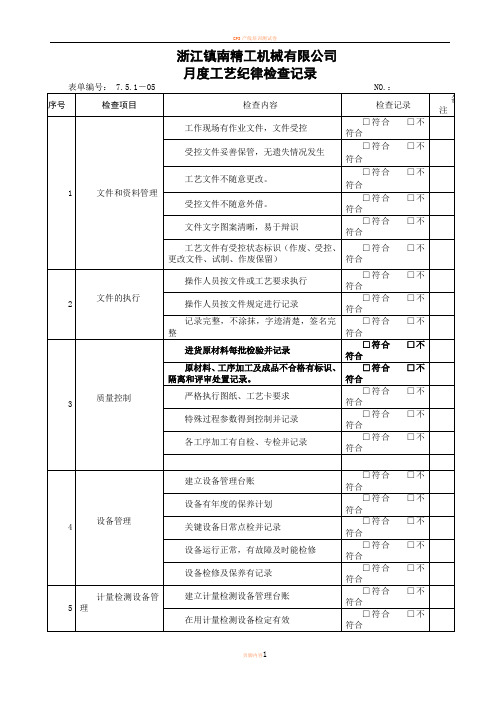
4
设备管理
建立设备管理台账
□符合 □不符合
设备有年度的保养计划
□符合 □不符合
关键设备日常点检并记录
□符合 □不符合
设备运行正常,有故障及时能检修
□符合 □不符合
□符合 □不符合
工艺文件有受控状态标识(作废、受控、更改文件、试制、作废保留)
□符合 □不符合
2
文件的执行
操作人员按文件或工艺要求执行
□符合 □不符合
操作人员按文件规定进行记录
□符合 □不符合
记录完整,不涂抹,字迹清楚,签名完整
□符合 □不符合
3
质量控制
进货原材料每批检验并记录
□符合 □不符合
原材料、工序加工及成品不合格有标识、隔离和评审处置记录。
浙江镇南精工机械有限公司
月度工艺纪律检查记录
表单编号:7.5.1-05NO.:
序号
检查项目
检查内容
检查记录
备注
1
文件和资料管理
工作现场有作业文件,文件受控
□符合□不符合
绞线工序工艺纪律检查记录表

3
产品外观工艺要求.
1、绞合导体不均匀紧密扣1分
2、绞合导体表面有缺股、松股、跳股等扣5分
3、绞合线表面有机械损伤扣2分
4
绞合过程工艺要求
1、绞合导体结构不符合要求扣1分
2、绞合导体节距不符合要求扣1分
3、绞合导体各层绞向不符合要求扣1分
4、不按要求更换并线模扣1分
5
操作记录是否齐全
操作记录一项不全扣1分
操作人员:
合计得分:
检查人员: 陪同人员:
绞线工序工艺纪律检查记录表
检查日期: 生产机台: 生产人: 产容
检查扣分标准
检查情况记录
单项扣分
1
现场工艺卡的要求
1、工艺卡随意涂改扣3分
2、使用无效工艺卡扣3分。
2
单丝及绞线工艺要求。
1、单丝外径不在工艺内扣2分,
2、单丝有油污、毛刺等扣2分
3、单丝焊接不符合工艺要求扣1分
工艺纪律检查记录表

冲压工艺纪律检查记录表检查时间检查时间 : 检查人:检查人: 序号序号考核项目考核项目分值分值 被检查者被检查者 得分得分 备注备注1 产品图样、工艺文件不齐全完好,作业指导书未悬挂现场2 2操作者不熟悉技术标准,不知道自已所在岗位、工序作业指导书的技术要求、检验要求等内容技术要求、检验要求等内容 33原始记录原始记录: :51. 记录填写不符合规定要求记录填写不符合规定要求,,漏项漏项2. 记录数据不真实记录数据不真实3. 字迹不清楚正确字迹不清楚正确4. 记录保存不完好记录保存不完好5. 无模具使用记录无模具使用记录4 是否严格按照设备维护保养规定进行设备的保养维护工作并如实填写记录填写记录35 是否严格按照工艺规定的检验频次进行检验并记录3 6 模具安装前未按规定对模具上、下模板及工作台面进行清理;压件前及压件过程中未按规程对模具进行检查清理和润滑;前及压件过程中未按规程对模具进行检查清理和润滑;压件后模具压件后模具清理不彻底,润滑不良,末件丢失。
2 7 野蛮操作,不注意保护冲件及模具,造成冲压件变形、磕碰划伤、脏污,模具部件损伤脏污,模具部件损伤5 8 在模具使用过程中出现的模具损坏情况,生产线没有事故记录,不及时将损坏情况上报及时将损坏情况上报3 9 模具出现严重磨损、定位不准、工件误差,带病运转,不及时上报 3 10 工位器具未定置摆放,产品件摆放超出,地面有产品件等不良情况 2 11 板材、毛坯料、冲压件有锈蚀、磕碰、脏、划伤、坑包或其它缺陷未修复转下序未修复转下序3 12 不认真执行首件、末件检验,未按有关程序交检。
2 13 首件首件//末件放置是否合适并有标识末件放置是否合适并有标识2 14 检验员对首件质量判定不及时有错检/错判错判//误判的情况误判的情况3 15 每批生产工序结束后操作者是否主动交检验员检查产品件 3 16 巡检员对转序件进行确认合格后是否在《产品追溯记录卡》上加盖自己的检验章,自己的检验章,2 17 压件时双料叠压,二次冲压,模具内压入异物等情况发生 5 18 检验过程中的抽检比例,检验方法是否符合要求5 19 生产过程发现质量异常应是否立即处理,并填写《产品异常通知单》,追查原因,并矫正及作成记录防止再发。
工艺纪律检查记录表

工程名称:XX项目
工序:作业(工艺)控制年月日
序号
检查项目及内容
检查记录
检查结果
备注
1
关键工序过程控制中吊装就位
1、锅炉基础检查、划线和垫铁安装工艺规程
2、钢架结构安装工艺规程
柱和梁吊装设备、吊装人员、指挥人员、安全措施等符合钢架结构安装工艺规程的要求
(现场吊装钢结构照片)
锅炉基础检查、划线和垫铁安装工艺规程的要求
(ห้องสมุดไป่ตู้场检查锅炉基础图片)
(锅炉基础划线图片)
2
关键工序过程控制中的焊接控
制之柱和梁的焊接
1、焊工管理,查焊工唐辉、朱继业、何平等
现场焊接的焊工已取得焊工项目,项目满足施得要求。
2、焊接材料控制
现场使用的焊条和焊丝已按焊材管理制度进行了验收、复验、保管、发放,现场使用前按要求进行
了烘烤;
(焊条保温桶使用时照片)
3、查现场的焊条烘箱、焊接设备、焊接工艺卡014SB-AZ-03钢结构焊接
现场使用的焊机状态正常,焊机上面的电流表、电压表经过检定合格,在有效使用期内;现场焊接钢梁使用的焊条及焊接参数符合焊接工艺卡的要求。
(现场焊机正常使用照片)
被检查班组责任人签字:检查人: