最新SMT常见不良鱼骨图分析
合集下载
smt鱼骨图
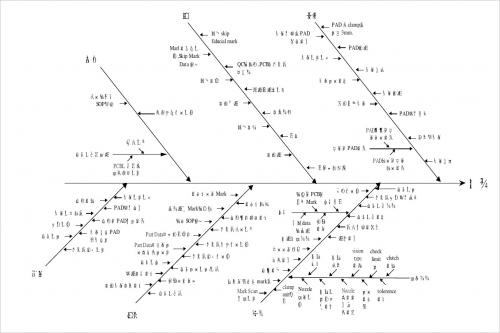
未利用PCB加 裝的Mark 程式異動 座標 不正
走板速度快
錫膏過厚 回焊爐軌道上有雜物 錫膏印刷偏移
位移
錫膏印刷不均 爐溫設定不合理 料架不良
零件腳較PAD 相對較大 回焊爐抽風過大
Part Data中誤差值太大 Part Data中元件厚 度比真空厚度大 錫膏過稀 上料方式不當
刮刀data 未優化 抓料位置偏移 角度修正故障 真空不良
吸嘴 磨損
吸嘴 彎曲
其他
上料方式不當 手放零件方法不當
錫量不足 無法正確辨認mark 點 Mark Scan 設置過大 clamp Nozzle unit松 置件過 動 快
vision type 不適
check limit clutch 小 不潔 置件偏移
吸嘴過 小或型 號不對
方法
機器
Nozzle 切口不 良,真 空不暢
厚度 tolerence 不准 不當 確
環境
人
材料
拿零 件未戴手套 工作態度 未做好來 料檢驗 熟練程度 零件拆真空包裝后氧 化 手放散料 鋼板 未抆拭干淨 錫膏添加不及 時 灰塵多 室溫 高 零件掉落 地上 靜電排放 零件 心情不佳 鋼板未及時清洗 缺乏品質意 識 缺錫 錫膏被抹掉 工作壓力 鋼板
工作態度/情緒 刮刀壓力不當 PCB設計 錫膏攪拌方法 抆鋼板方法 座標修改錯誤 PCB板在回焊爐中運行速度 舊錫膏管制不當 程式座標錯誤 新舊錫膏混用 不正確關閉 Mark 點 上料方法不正確 錫膏選擇不當 PCB未烘烤 備料方法不正確 未按SOP 操作 錫膏印刷薄 不恰當操機 零件過于靠 近板邊 回焊爐 修機時間長 熱 沖 擊 爐膛 內有 雜物 預熱 時間 過長 刮刀變形 支撐 pin 調試不當 profile斜率及時間 設置 ,更改方法 刮刀變形 軌道 速度 冷卻 過快 印刷 刮刀不水 平 位移
SMT常见不良鱼骨图分析名师制作优质教学资料

SMT常見不良魚骨圖分析
1.反面 2.位移
3.吃錫不良
4.空焊 5.短路 6.缺件 7.暮碑 8.側立
反面
環境 人
管料上料過快 手撥零件 物料人員拆料
材料
錫膏過干 來料反面 來料反面 來料包裝松動 零件太細 手放零件 零件太薄太輕 PAD不潔 零件破損 手碰零件 料架不良 料架開口過大 P/D設置不當 回焊爐速度過大 Feeder推動過大 抓料位置不正確 Table扣不緊 機器抓料失敗 機器置件不穩定 MTU振動過大 包裝規格太大 包裝間隙過大
搬運震動過大
溫度過高 手放散料 備料方法不正確
散料包裝
反
鋼板開口不良 吸嘴真空不暢 吸嘴彎曲 Feeder蓋太大 升溫率太快 吸嘴磨損
面
PCB設計不當 料架使用型號不正確 料架推料不到位 使用料架口徑太大 操作不正確 SOP不完善
回焊爐抽風 吸嘴型號不符 加熱器風量過大 料架振動過大 料架推料過快
MTU吸空Tray時將 下層零件吸繙面
其它
方法
Nozzle Size Error
真空 不暢
機器
環境
濕度影響 錫膏特性
PAD內 無 平整度 油脂 露銅 工作態度 包裝 拿零件未戴手套 距過大 PAD 錫膏被抹掉 內距 PCB 有雜物 零件拆真空 未做好來料檢驗 工作壓力 過大 包裝後氧化 PCB PAD兩邊 有異 零件規格與 PAD 熟練程度 鋼板未擦拭干淨 鋼板 變形 不一致 物 PAD不符 氧化 手放散料 缺乏品質意識 開口 開口 灰塵多 形狀 方式 錫膏添加不及時 缺錫 回溫 剩余 內有 錫鉛調 零件 丟失零件 厚度差異 時間 錫膏 雜物 配不當 腳 零件 過保 零件 鋼板未及時清洗 過大 找回後重 靜電排放 錫膏 彎 翹腳 質期 損壞 過重 新使用 零件掉落地上 過週期 超過使 黏度助焊劑
1.反面 2.位移
3.吃錫不良
4.空焊 5.短路 6.缺件 7.暮碑 8.側立
反面
環境 人
管料上料過快 手撥零件 物料人員拆料
材料
錫膏過干 來料反面 來料反面 來料包裝松動 零件太細 手放零件 零件太薄太輕 PAD不潔 零件破損 手碰零件 料架不良 料架開口過大 P/D設置不當 回焊爐速度過大 Feeder推動過大 抓料位置不正確 Table扣不緊 機器抓料失敗 機器置件不穩定 MTU振動過大 包裝規格太大 包裝間隙過大
搬運震動過大
溫度過高 手放散料 備料方法不正確
散料包裝
反
鋼板開口不良 吸嘴真空不暢 吸嘴彎曲 Feeder蓋太大 升溫率太快 吸嘴磨損
面
PCB設計不當 料架使用型號不正確 料架推料不到位 使用料架口徑太大 操作不正確 SOP不完善
回焊爐抽風 吸嘴型號不符 加熱器風量過大 料架振動過大 料架推料過快
MTU吸空Tray時將 下層零件吸繙面
其它
方法
Nozzle Size Error
真空 不暢
機器
環境
濕度影響 錫膏特性
PAD內 無 平整度 油脂 露銅 工作態度 包裝 拿零件未戴手套 距過大 PAD 錫膏被抹掉 內距 PCB 有雜物 零件拆真空 未做好來料檢驗 工作壓力 過大 包裝後氧化 PCB PAD兩邊 有異 零件規格與 PAD 熟練程度 鋼板未擦拭干淨 鋼板 變形 不一致 物 PAD不符 氧化 手放散料 缺乏品質意識 開口 開口 灰塵多 形狀 方式 錫膏添加不及時 缺錫 回溫 剩余 內有 錫鉛調 零件 丟失零件 厚度差異 時間 錫膏 雜物 配不當 腳 零件 過保 零件 鋼板未及時清洗 過大 找回後重 靜電排放 錫膏 彎 翹腳 質期 損壞 過重 新使用 零件掉落地上 過週期 超過使 黏度助焊劑
SMT常见不良鱼骨图分析

影响:影响产品外 观和功能
解决方案:优化工 艺参数,选择合适 的材料和设计
PART TWO
焊料成分:焊料成 分不纯或含有杂质, 导致焊接不良
焊料温度:焊料温 度过高或过低,影 响焊接质量
焊料表面氧化:焊 料表面氧化导致焊 接不良
焊料黏度:焊料黏 度过大或过小,影 响焊接质量
基板材料对SMT制程的影响 常见基板材料的种类及特性 基板材料的质量控制及检测方法 针对不同基板材料的处理技巧和注意事项
工装问题:吸嘴、传送带等工 装出现磨损或松动,影响贴片 效果
维护问题:设备保养不及时, 导致机械故障或精度下降
操作问题:操作人员技能不足 或操作不当,导致贴片不良
设备老化或故 障
设备保养维护 不到位
设备参数设置 不正确
设备与工装的 匹配度不高
检测设备精度不高,导致不良品漏 检
检测设备配置不齐全,无法覆盖所 有产品检测需求
添加标题
添加标题
添加标题
添加标题
检测设备老化或维护不当,影响检 测准确性
检测设备操作复杂,影响检测效率
设备与工装问 题:工装治具 的精度和稳定 性对SMT生产
的影响
解决方法:定 期检查和校准 工装治具,装治具,并加 强对其维护和
保养
案例分析:分 享实际生产中 因工装治具问 题导致的SMT 不良案例及其
零件材料选 择不当
零件材料老 化或腐蚀
零件材料质 量不达标
零件材料与 焊料不兼容
胶水质量问题:胶水不干、粘度不够等 胶带质量问题:胶带不粘、易脱落等 离型纸质量问题:离型纸不均匀、起泡等 其他辅助材料问题:标签、保护膜等材料不符合要求
PART THREE
设备问题:贴片机精度不足, 导致贴片位置不准确
SMT常见不良鱼骨图分析
錫 膏 下錫 印刷 印刷 脫 模 印刷有機 不良 太厚 短路 錫尖 鋼板 鋼板 開口 鋼板 鋼 張力 材質 規格 厚度
軌道流板不暢撞板 手放零件方法不當 載板系統不良
板 鋼板底 開口 表面 鋼板 損壞 貼紙多 不良 粗糙 不平 軌道有雜物 真空 Feeder 定位pin 置件 Table 高度 松動 不暢 不良 過高 置件偏移
不恰當操機 回焊爐軌道上有雜物 鋼板開口尺 未利用PCB 程式異動 加裝的Mark 鋼板不潔 寸不當 錫膏印刷偏移 回焊爐溫度 程式 PAD上有錫珠 錫膏印刷不均 Part data中 過高 刮刀data未 坐標不正 誤差值太大 零件過於靠邊 爐溫測定不合理 回焊爐對流 優化 速度過快 料架不良 鋼板與PAD Part data中元件厚 抓料位置偏移 Check Clutch 度比真空厚度大 設計不符 軌道過快 回焊爐抽風 吸嘴 吸嘴 Vision 角度修正故障 type不適 limit小 不潔 速度快 不良 彎曲 錫膏過稀 零件腳較PAD 真空不良 相對較大 錫膏過厚 錫膏厚度過 上料方式不當 錫量不足 厚/過薄 Nozzle置 吸嘴過 Nozzle切 Tolerance 坐標修改失誤 無法正確辨 回焊爐抽風過大 厚度不 手放零件方 件過快 小或型 口不良, 不當 認mark點 准備 法不當 錫膏印刷薄 號不對 真空不暢 Mark Scan Clamp unit松動 設置過大
置 件
Sensor失靈 機器故障 軌道不潔 軌道卡板 氣壓 Mark點設置 鋼板設計不良 鋼板無閉口 運轉速度 開口不正確 置 件 速 度 過 快 吸 嘴 siz e 不 符 吸 座 嘴 標 彎 誤 曲 差 吸 嘴 磨 損 置 件 高 度 吸 嘴 缺 口 Z0 設 置 不 當
方法
Z軸不平 機器振動 閉口堵塞 MTU振動太大
SMT缺陷的鱼骨图(问题的分析)

零件腳氧化
零件不吃錫
人員培訓不足 人員疲勞
訓練不足
錫膏弄糊 零件貼裝偏移
刮刀變形
回溫時間不夠
空
二次爐溫過高
攪拌時間不當
銲
印刷不良
錫膏使用不當
鋼板變形
爐溫設定不當
暴露空氣時間太久 不同錫膏混用
檢修修復不良 銲錫使用不當
視力不足 軌道變形、抖動
未按 SOP 作業
訓練不足 迴銲爐異常
開孔過小
熔錫溫度太低
未定時擦拭
SMT 不良現象空銲要因分析圖
ห้องสมุดไป่ตู้
環
溫度過高
料
印刷拉錫 脫膜差
錫膏粘度大
顆粒太大
助銲濟揮發
保養未徹底 空調失控
PCB 變形 V-CUT 太深
PCB 不良
PCB 受潮 PAD 氧化
錫膏不良
錫膏逾期 封頭尺寸不規範
灰塵過大
PAD 有異物 PAD 噴錫不良 PCB Layout 不規範
零件不良
零件腳變形
封頭氧化
鋼板開立不當
印刷參數設定不當 刮印速度太快 座標設定不當
鋼板清潔不當
錫膏管制不當
網孔漏開
貼裝參數設定不當
网子抖動
擦拭紙使用不當
貼裝高度太大
人
機
零件資料設定不當
法
SMT常见不良鱼骨图分析

对PCB板进行烘烤,去除潮气。 选用优质的焊锡材料,减少杂质含量。
错件
01
错件产生原因
02 贴片程序中未正确设置器件参数,导致机器无法 识别器件。
03 操作员未按照作业指导书操作,导致器件贴错。
错件
器件包装不良,导致取料时出现错误 。
PCB板放置位置不正确,导致取料时 出现错误。
错件
改善措施
1
smt常见不良鱼骨图分 析
目录 CONTENT
• SMT常见不良现象 • 原因分析 • 解决方案 • 预防措施
01
SMT常见不良现象
锡珠
总结词
锡珠是指在焊接过程中,多余的焊锡 在PCB板上形成的小球状焊锡。
详细描述
锡珠可能是由于焊锡量过多、焊剂过 量、加热不足或加热时间过长等原因 造成的。锡珠可能导致电路短路、元 器件短路、降低产品可靠性等问题。
错件
总结词
错件是指在SMT贴片过程中,将元器件贴错位置或贴错型号 的现象。
详细描述
错件可能是由于操作员疏忽、程序错误、标签错误等原因造 成的。错件可能导致电路功能异常、产品性能
偏位是指元器件在PCB板上的位置与设计要求存在偏差的现象。
详细描述
偏位可能是由于贴片程序错误、操作员操作失误、焊锡量不足等原因造成的。 偏位可能导致电路性能不稳定、产品可靠性降低等问题。
立碑
总结词
立碑是指SMT贴片元件的一端或两端翘起,形成类似碑文的效果。
详细描述
立碑可能是由于元件吸嘴选择不当、元件本身翘曲、焊膏量不足等因素引起的。 为了预防立碑问题,可以选用适合的元件吸嘴,确保吸力适中;加强元件存储和 使用管理,避免元件翘曲;控制焊膏的量,确保焊点饱满等。
SMT failure鱼骨图

為 何 會 缺 件 ?
Lib.設定 溫度
印刷機參數 太大(PAD無錫) PCB&Stencil 間隙 鋼板開孔 作業
太高(掉件) 迴焊爐參數 太高 Hot AIR風量
不當
法
6 Reflow profile Setting & Maintenance
人
墓碑
料
金屬未含銀
端點 錫膏選用 綠漆 覆蓋單PAD PCB 單邊氧化 PAD 置放位置 偏移 置放機參數 錯誤 Lib.設定 溫度差異 太高 迴焊爐參數 PAD Size 差異太大 Layout 太大 太小 擦拭紙 偏移 清潔 有雜物 Nozzle 手擺 單一塞孔 鋼板開孔 鋼板塞孔 未清潔 無焊點 零件 單邊氧化 焊錫點 置放機 置放位置 偏移 鋼板上錫量 不均 迴焊爐 熱風風量 太快 鋼板開孔 塞孔 印刷機
Fish bone for SMT failure
J.L. Ku MJ0300 Jan.30 ‘04
Outline
SMT 不良現象
短路, 空焊/錫不足, 損件, 缺件, 墓碑, 錫珠, 偏移, 高翹, 極性反, 錫裂, 燈蕊效應.
依照不良現象以魚骨圖分析其可能之 原因.
針對可能之原因, 圈選最可能之原因, 加速人員分析之速度.
機
太大
零件 PCB &PAD 溫差 置放位置 偏移
不足
印刷機 太大 PCB &Stencil 間隙
置放高度
太大
PCB&Stencil 間隙 鋼板開孔
清潔
為 何 會 空 焊 / 錫 不 足 ?
法
4 Reflow profile Setting & Maintenance
(高效生产)SMT空焊鱼骨图

空焊人材料方法机器环境其他 手放散料 錫膏被抹掉心情不佳PCBPAD 两边不一零件規格與PAD 不开口方式开口形狀 有杂物回溫剩余內有过周期 痒化过保质期印刷行程异常 贴装不取料过快 温区温度不稳溫度設定不當 贴装真贴装压力过大元件变形PAD 氧化座標偏移 吸咀堵塞压力过大 坐标偏 錫膏鋼板零件錫膏機高速機回流炉泛用機零件掉落地上缺錫晶片管制不當 錫膏管制不當 IPA 用量過多 PCB 設計擦布起毛PAD 上钢网下室温高/低暴露在空氣中時間過錫鉛調配不當PAD 內距過大脚弯/翘 未做好來料檢驗钢网未擦拭干零件拆真空包装后氧化湿度影响锡膏印刷feeder 不良不良零件上線profile 曲線不佳座標锡膏量少PCB 变形丟失零件找回锡膏粘印刷速度过钢网零件厚度与part取料高度异常 缺乏品质意识钢板未及時清洗车间内灰尘錫膏攪拌不钢网孔磨损PCB 設計開口與PAD 不符零件旁有超过使軌道軌道不暢通 錫膏添加不及時印刷漏受潮身体不适熟練程度工作压力工作态度 黏度 助焊抽风异常吸咀发白撿板后放置時間過長 座标修改失誤PCB 印刷后時间过長零件过大角度修改故障 厚度差异包裝 損坏变形skip mark 生料架不良刮刀机器水平异常升溫零件位置过于靠边拿零件未戴手套/汗渍元件电极上有油回流炉类滴油锡膏类型用错錯件炉前目检作业失印刷短路后用刀片拨錫撞板零件位移擦拭钢网方法不当 零件位移手撥零上料方法不正確静电PAD 上有油类。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCB
室內過於潮濕
缺乏教育訓練 將錫膏加到鋼板開口處 手抹錫膏 鋼板貼紙未貼好 濕度高
手撥零件
錫膏厚
短路
有錫渣 殘留異物 變形 PAD與零 件不符 舊 超過 錫 不勻 使用 錫粉徑 膏 攪拌 時間 粒過大 錫 有 松香 錫 錫膏 膏 異 含量 膏 內有 稀 水份 物 無塵布起毛
搬運震動過大
溫度過高 手放散料 備料方法不正確
散料包裝
反
鋼板開口不良 吸嘴真空不暢 吸嘴彎曲 Feeder蓋太大 升溫率太快 吸嘴磨損
面
PCB設計不當 料架使用型號不正確 料架推料不到位 使用料架口徑太大 操作不正確 SOP不完善
回焊爐抽風 吸嘴型號不符 加熱器風量過大 料架振動過大 料架推料過快
MTU吸空Tray時將 下層零件吸繙面
室溫高 心情不佳 身體不適 無塵布起毛 晶片管制不當 手印 印偏 受 耗 損壞 來料 兩端 PAD 氧 潮 材 變形 損件 無焊 上有 化 異物 點 用時間 缺錫泊 含量
人
空焊
材料
壓力過 坐標 置件速 吸嘴變形 印刷 手印錫用力不均 坐標 大零件 偏移 度過快 或堵塞 偏移 錫膏管制不當 偏移 腳變形 SOP不完善 高速機 撿板時間過長 泛用機 IPA 用量過多 PCB印刷 零件厚度 置件 料架不良 置件 吸嘴 暴露在空氣中時間過長 PCB設計 時間過長 與partdata 不穩 高度 磨損 零件過大 置件壓 不良零件上線 庫存溫濕度不當 不符 零件與PAD 壓力 印刷量 印刷速 印刷缺 備料方法不正確造成缺錫 力不夠 上有油 零件位移手撥零件 坐標偏 手印台不潔 過大 不標准 度過快 錫少錫 回焊爐 設備陳舊 擦鋼板方法不正確 上料方法不正確 錫膏機 滴油 開口與 料架不良 錫膏攪 Profile曲線不佳 軌道不暢通 PAD不符 行程 印刷 鋼板下 錫膏粘 鋼板 刮刀 拌不均 偏移 有異物 刮刀 阻塞 變形 運輸 坐標修改失誤 角度修 PCB設計 溫區不 抽風 排風 撞件零 改故障 轉移料站mark未考慮 穩定 過大 不通 零件旁邊有 Skip mark 件位移 小孔漏錫 作業 印刷短路後用刀片撥錫 回焊爐 錯件 機器振動太大 錫膏類型不合適 濕度設 軌道速 升溫 撿板方法不對 零件位置 過於靠邊
SMT常見不良魚骨圖分析
1.反面 2.位移
3.吃錫不良
4.空焊 5.短路 6.缺件 7.暮碑 8.側立
反面
環境 人
管料上料過快 手撥零件 物料人員拆料
材料
錫膏過干 來料反面 來料反面 來料包裝松動 零件太細 手放零件 零件太薄太輕 PAD不潔 零件破損 手碰零件 料架不良 料架開口過大 P/D設置不當 回焊爐速度過大 Feeder推動過大 抓料位置不正確 Table扣不緊 機器抓料失敗 機器置件不穩定 MTU振動過大 包裝規格太大 包裝間隙過大
其它
方法
Nozzle Size Error
真空 不暢
機器
環境
濕度影響 錫膏特性
PAD內 無 平整度 油脂 露銅 工作態度 包裝 拿零件未戴手套 距過大 PAD 錫膏被抹掉 內距 PCB 有雜物 零件拆真空 未做好來料檢驗 工作壓力 過大 包裝後氧化 PCB PAD兩邊 有異 零件規格與 PAD 熟練程度 鋼板未擦拭干淨 鋼板 變形 不一致 物 PAD不符 氧化 手放散料 缺乏品質意識 開口 開口 灰塵多 形狀 方式 錫膏添加不及時 缺錫 回溫 剩余 內有 錫鉛調 零件 丟失零件 厚度差異 時間 錫膏 雜物 配不當 腳 零件 過保 零件 鋼板未及時清洗 過大 找回後重 靜電排放 錫膏 彎 翹腳 質期 損壞 過重 新使用 零件掉落地上 過週期 超過使 黏度助焊劑
兩邊不一致 PCB 板邊位 有小孔 表面 管制 置有零 不潔 內距 不當 件 PCB 損傷
手印台不潔 手印台鋼 板偏移 停電
吃錫 不良
錫膏機 間隙 錫量 參數設 脫模 不當 不足 定不當 速度 張力 表面 開口 鋼板 不足 磨損 粗糙 厚度 鋼板 表面不 光滑 坐標偏 開口與 清潔度 PAD不符 Clamp 吸嘴 Table 松動 彎曲 松動 Part data 置件速 度過快 開法不 正確 Feeder 不良 置件偏移
方法
機器
人
缺乏品質意識
吃錫不良
手抆鋼板不及時 工作態度 IPA用量過多 腳 歪
環境
上錫不均 鋼板未及時清洗
材料 有 噴錫不足 異 氧 腳 物 化 彎 有異物
與零件小不同 氧化或露銅
上有VIA孔
溫度高 空氣中灰 塵過大
腳件零 鋼板印刷後檢 撿板時間長 被長錫 零件受潮 驗不夠仔細 受潮 過使用 板彎 PCB不平 印刷孔偏 污 短 箔 零件厚度不統一 手放散料 周期 新員工操作 回溫 粒子形 成分 內有 保存 染不破 零件過保固期 判定標准 不夠熟練 未先進 耗材重復使用 手印台 一損 狀不均 不均 雜質 條件 時間 先出 新舊易膏混用 不佳 不夠 位移 缺錫搖動 零件損壞 勻 濕度太大 手印錫膏 錫膏被抹掉 零件形狀特殊 零件沾錫性差 心情不佳 使用 助焊 粒子 使用 黏 親金 力度不夠 不飽滿 庫存條件不佳 通風設備不好 過久 劑含 徑過 過期 度 屬性 手撥零件 零件尺寸不符 零件腳落地上 量 大 高 低 無塵布起毛 印刷 爐溫曲線 角度 刮刀 壓力 速度 錫膏攪拌 的測量 不佳 不平 不當 過快 不均勻 鋼板開 刮刀 PCB上有 口方式 變形 硬度 平行度 雜物 鋼板開 不佳 口形狀 修機時間 軌道 爐膛 錫膏廠商 上料不 冷卻 速度 內有 溫區 過長 的選擇 規范 過快 過快 雜質 不足 Profile斜率 回焊爐 及時間 舊錫膏 錫膏選 溫度 熱傳 抽 的管控 擇不當 設定 道方 風 鋼板阻塞 不當 式 厚度的 未依SOP 選擇 攪拌錫膏 氣壓不足 鋼板擦拭 PCB的設計 軌道殘留錫膏 方法不對 軌道變形 機器置件不穩 精度 不夠 行程 不足 印刷 厚度 錫膏 印刷
空 焊
其它
方法
機器
定不當
度過快Biblioteka 太快錫膏添加量過多
缺乏品質意識
未按SOP作業
維修不當 手擦鋼板不及時
短路
零件與 氧 腳 PAD不符 化 彎 零件
反 向 破 損 過 周 期
PAD距離太近 PAD過量 有雜物
PAD短路 有錫珠 不潔 噴錫 過厚
IPA用量過多 鋼板未擦干淨 鋼板開口不當 手碰零件 手推撞板 新手上線 手放散料 通風不暢 缺乏責任感