换料作业指导书
换料作业指导书

1、目的:为了控制换料废的数量2、范围:适用于注塑车间1000T 、800T 、450T 换料3、安全:在换料前戴上防护口罩4、解释:5、流程:5.1前期工作:在换料前都需要控制随机料筒和贮料框里的料,取出最后一个产品时,随机料筒或贮料框里剩余的料应该尽量的少。
这样有利于的换料的效率。
控制料的方法:5.2PA黑料换成PA本色料、PA黑料换成PP白色料、PA本色料换成PP白色料(一)取出最后一件产品(二)料筒温度设定,在之前设定温度的基础上,前三段加30度,后几段加20度(三)储料位置设定在之前生产时的位置上加10(四)吸料管从贮料框拔出,启动吸料机空吸二次,每次空吸时间不少于10秒,且在空吸的过程中用气枪嘴插入吸料管的入料口吹气(五)清理随机料筒特别是死角处及粉碎机滤网,如下料口、放料口、磁铁处、通风口、筛网、随机料筒上的吸料斗、及随机粉碎机的滤网等(六)清理吸料机的过虑网,二料比例阀的中转箱等(七)清理贮料框特别是死角处,如出料口、锥形底部、盖子表面等(八)用螺杆容积2倍左右(1000T加10kg、800T加8kg、450T加4kg)的更换料把螺杆里的残留料排除(九)在随机料筒的筛网下料口处加入料筒容积1.5倍量(1000T用7kg、800T 用5.6kg、450T用3kg)的优塑洁清洗颗粒(十)储料至喷嘴里有清洗颗粒出来后停止储料,让清洗颗粒在料筒里停留5分钟后射出,射出时螺杆位置在推移到15-25时停止,再储料再射至15-25的位置,这样重复操作直到射完清洗料,在射料的同时可以降螺杆的温度(十一)在快射完清洗料时用更换料倒入筛网下料口把料筒里的清洗料清理出来,直到没有杂质和螺杆清洗料,需要注意的是也要清理随机料筒的下料口和放料口,清洗料筒结束(十二)1000T在换料时还需要清理冲床后面的切片滞留处5.3PA本色换成PA黑色①PA本色换至PA黑色料时,不用清理贮料框和随机料筒,但,把黑料倒入贮料框里前必须已经取出最后一件产品,并检查随机料筒和贮料框是否有多余的本色PA料,如有多余的本色PA 料,应该先放完料后再倒入黑料。
上料换料作业指导书
编制日期
审核版号
批准页数
目的
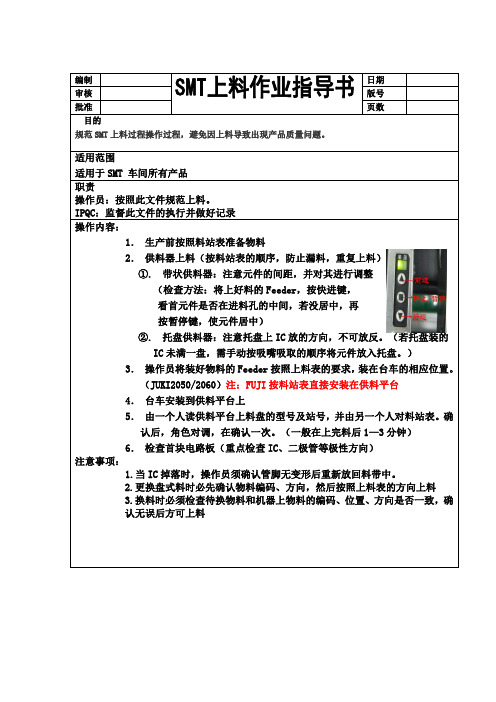
规范SMT上料过程操作过程,避免因上料导致出现产品质量问题。
适用范围
适用于SMT 车间所有产品
职责
操作员:按照此文件规范上料。
IPQC:监督此文件的执行并做好记录
操作内容:
1.生产前按照料站表准备物料
2.供料器上料(按料站表的顺序,防止漏料,重复上料)
①.带状供料器:注意元件的间距,并对其进行调整
(检查方法:将上好料的Feeder,按快进键,
看首元件是否在进料孔的中间,若没居中,再
按暂停键,使元件居中)
②.托盘供料器:注意托盘上IC放的方向,不可放反。
(若托盘装的
IC未满一盘,需手动按吸嘴吸取的顺序将元件放入托盘。
)3.操作员将装好物料的Feeder按照上料表的要求,装在台车的相应位置。
(JUKI2050/2060)注:FUJI按料站表直接安装在供料平台
4.台车安装到供料平台上
5.由一个人读供料平台上料盘的型号及站号,并由另一个人对料站表。
确认后,角色对调,在确认一次。
(一般在上完料后1—3分钟)6.检查首块电路板(重点检查IC、二极管等极性方向)
注意事项:
1.当IC掉落时,操作员须确认管脚无变形后重新放回料带中。
2.更换盘式料时必先确认物料编码、方向,然后按照上料表的方向上料
3.换料时必须检查待换物料和机器上物料的编码、位置、方向是否一致,确
认无误后方可上料
换料记录表。
注塑机清料、换料作业指导书

PA 280-300 115-125
4-6
PMMA 230-260: 4.1.1 收料时严格核实计划部所发材料与生产领料单上的机台号、材料名称、发料数量等是否 相符,确认无误后在领料人一栏内签名,并注明实际收料时间(如:9:45 或 16:37) 并搬运至相应机台整齐堆放好,未经许可严禁从其它机台挪用原物料,以免混料。如 属本人因素导致混料将承担主要责任。 4.2 换料: 4.2.1 料斗中有余料时,移开料斗用干净的料袋将余料放出,并标识扎好袋口存放于指定位置 待退库。 4.2.2 用吸尘器将料斗里的余料残渣清理干净,再用白碎布将料斗彻底擦干净。 4.3 根据下列情况清洗射料筒: 4.3.1 从其它任何颜色转黑色,从高温材料转低温材料或从低温材料转高温材料,把 500G 左 右的 ABS 材料倒进料机内,将其全部射出,然后将料筒的温度升到要使用的材料所需 温度; 4.3.2 从其它任何颜色转白色或灰色或透明材料; 4.3.2.1 从高温材料转低温材料;把 500G 左右无色透明的 PC 材料倒入进料斗内,将全部射出, 把机器背压调到最高,然后把 500G 左右的 ABS 或 PP 材料倒进料斗进料口内, 将其全部射 出,直到将料管中前次生产物料彻底射出,再将料管温度降至现需要生产材料的温度。
注塑机清料.换料作业指导书
文件编号 :WI-ZS-013
版本/版次:A/3 页 次:1/2
1.目的 1.1 确保换料与清洗射料筒使用正确的方法。 1.2 预防各种不同类型的材料混杂。
2.范围 2.1 换料与清洗射料筒。
3.主要设备/资料 3.1 吸尘器 3.2 包装袋 3.3 注塑成型机 3.4 原料干燥机
5 相关文件 <无>
6 附:常用材料温度及干燥时间常识
注塑成型换料作业指导书
注塑成型换料作业指导书1、目的对成型设备的换料、加料作业进行规范,确保产品及原料切换时减少错误的发生保证产品质量。
2、适用范围制造成型单位成型原料的加料和换料作业3.职责成型负责进行加料和换料作业4.定义无5.流程图(无)6、工作程序6.1成型在线加料、换料作业6.1.1 不换料的加料作业6.1.1.1 不更换原料的状况A、同一个产品继续生产。
B、更换产品模具后,使用相同原料进行生产。
C、一个班次生产完毕(不管是否中断生产),下个班次继续生产同种原料的产品。
6.1.1.2 当移动料桶内没有原料,就应采取加料作业6.1.1.3 加料人员首先依据生产排程、成型条件表确认成型机生产的产品及规格和颜色,是否与准备加入的原料一致,确认一致后方可实施加料作业。
6.1.1.4 将原料加入移动料桶后,盖上料桶盖,确认烤料桶电热和送风开关是否打开,有无异常。
6.1.1.5 确认烤料桶自动送料装置(烤料桶进料、出料)是否在正常工作,烤料桶内料面应不低于透明窗口2/3位置,确认是否存在异常。
6.1.1.6 填写“原料投入记录表”记录原料的投料日期、时间、材料名称、批号、颜色、投入量等。
6.1.2 换料的加料作业6.1.2.1 更换原料的状况A、更换模具后使用的原料在材料或颜色上的任何变化。
B、未更换模具,但改变了颜色仕样及使用的原料。
6.1.2.2 在更换产品仕样或模具前,当移动料桶内没有原料且烤料桶内的原料能够保证该生产批次数量时,应不再进行加料作业,直到该批产品生产完毕后采取换料作业,(更换后的产品使用原料不变化时应执行5.2.1 )。
6.1.2.3加料人员首先依据生产计划、成型条件表确认需要生产的产品及规格和颜色,是否与准备加入的原料一致,确认一致后方可实施换料作业。
6.1.2.4 更换原料时卸除生产剩余原料,使用干净且装过相同颜色和型号的料袋装剩余的材料,料袋内不可有其他残留物,并在料袋外写上材料名称、原批号、日期及作业人员姓名。
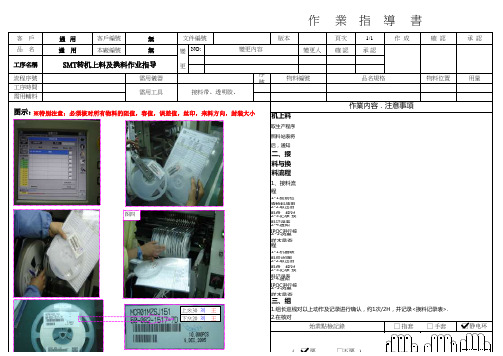
SMT转机上料及换料作业指导
通 用客戶編號無版本
頁次1/1作 成
確 認
承 認
通 用
本廠編號
無
NO:變更人
確 認
承 認
需用儀器序號
物料位置用量
一、转
机上料 1.工程师选
取生产程序 2.操作员依照料站表将 3.核对OK 后,通知
二、接料与换料流程
1、接料流程
1-1.提前检查物料使用2-2.取出旧
料盘,核对2-3.记录"换料记录表2-4.通知IPQC进行核2-5.测量样本是否2、换料流程
1-1.机器缺料后(如图2-2.取出旧
料盘,核对2-3.记录"换料记录表2-4.通知IPQC进行核2-5.测量
样本是否
三、组
2.在核对
□ 静电环
作 業 指 導 書
接料带、透明胶、
图示:( □ 要 □不要 )
作業內容.注意事項
1.组长巡线对以上动作及记录进行确认,约1次/2H,并记录<换料记录表>.始業點檢記錄□ 指套 □ 手套需用輔料
工序名稱SMT 转机上料及换料作业指导
流程序號客 戶文件編號品 名變更內容
需用工具
工序時間物料編號品名規格變 更
图四
上:8:30 刘
王下:9:20 刘王
※特别注意:必须核对所有物料的阻值,容值,误差值,丝印,来料方向,封装大小
( □要□不要 )。
SMT换料作业指导书
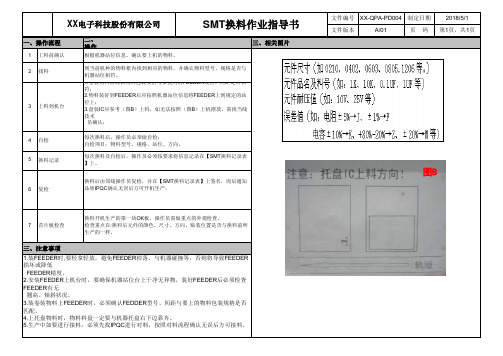
二、操作1234567上料前确认根据机器站位信息,确认要上机的物料。
2018/5/1文件版本A/01页 码第1页,共1页文件编号XX-QPA-PD004制定日期XX 电子科技股份有限公司一、操作流程三、相关图片三、注意事项SMT 换料作业指导书1.装FEEDER 时,要轻拿轻放,避免FEEDER 掉落、与机器碰撞等,否则将导致FEEDER 损坏或降低FEEDER 精度。
2.安装FEEDER 上机台时,要确保机器站位台上干净无异物,装好FEEDER 后必须检查FEEDER 有无翘高、倾斜状况。
3.装卷装物料上FEEDER 时,必须确认FEDDER 型号、间距与要上的物料包装规格是否匹配。
4.上托盘物料时,物料料盘一定要与机器托盘右下边靠齐。
5.生产中如要进行接料,必须先找IPQC 进行对料,按照对料流程确认无误后方可接料。
复检换料后由邻线操作员复检,并在【SMT 换料记录表】上签名,而后通知品质IPQC 确认无误后方可开机生产;首片板检查换料开机生产的第一块OK 板,操作员需做重点的外观检查。
检查重点在:换料后元件的颜色、尺寸、方向、贴装位置是否与换料前所生产的一样。
自检每次换料后,操作员必须做自检;自检项目:物料型号、规格、站位、方向。
换料记录每次换料及自检后,操作员必须按要求将信息记录在【SMT 换料记录表】上。
找料到当前机种的物料框内找到相应的物料,并确认物料型号、规格是否与机器站位相符。
上料到机台 1.卷装物料需确认物料包装规格与要使用的FEEDER 规格、间距是否相符;2.物料装好到FEEDER 后应按照机器站位信息将FEEDER 上到规定的站位上;3.盘装IC 应参考(图B )上料,如无法按照(图B )上机摆放,需找当线技术员确认;图B。
注塑行业换料作业指导书

4.4.3.用试做专用之料斗加入成型机内。
4.5.清洁作业
4.5.1.检查料筒温度是否到达260。C。
4.5.2.确认螺杆在前置、位置。
4.5.3.先轻轻慢速转动螺杆,回转无困难将回转数调到100 RPM.
4.5.4.经多次回转快速射出,直到射出树脂全爲HDPE ,无其他树脂夹杂其中,再回转,射出五个循环。
4.6.排出清洗料
4.6.1.当完成用HDPE清洗后,将预先干燥好之原料加料斗中。
4.6.2.按原料正常生産时,使用之温度设定好喷嘴温度。
4.6.3.轻轻慢速转动螺杆,当螺杆转动无困难时,可将转速调到80 RPM。
4.6.4.多次回转射出,直到射出树脂无HDPE夹杂之中时,再射出,回转五个循环。
5.注意事项
4.3.清洁料斗
4.3.取出料斗中磁棒清洁干净。
4.3.3.取出料斗中反射罩清洁干净。
4.3.4.打开料斗中部分解法篮。
4.3.5.清洁料斗热风送风管。
4.3.6.清洁料斗风车滤网。
4.3.7.清洁料斗盖料斗内腔。
4.4.加入清洗料
4.4.1.将成型机料筒温度设定在260。C。
1.目的
爲确保産品质量,防止不合格品发生。
2.范围
适合本公司PBT系列,PET系列,尼龙系列,之原料相互转换。
3.权责
爲保证産品.机器.人身安全,换料过程统由领班级以上人员作业。
4.作业内容
4.1.流程图:
4.2.成型机准备
4.2.1.在换料前先切断料斗供料
4.2.2.推开料斗,露出成型机之下料口
4.2.3.转手动,射座后退,将料筒之原料尽量挤出。
5.1.整个换料过程,必须有人在机台侧监护,以防止树脂在料筒内时间太长热分解。
SMT换料作业指导书

SMT换料作业指导书SMT换料作业指导书一、转换新机种时:1.依程序员提供临时使用之该新机种<<站位表>>,操机员将物料员领取此新机种待上机台的ROHS工单物料正确装入相对应之机台上,再从第一站至最后一站逐一核对,站别,料号,规格,实物须与<<站位表>>一致.同时须注意使用各料架是否与物料包装方式相符,即纸带与胶带之区别,并且检查料架卡钩是否卡到位.2.操作员或物料员重确认,方法如上;再通知IPQC依据<<站位表>>,确认OK后,由拉长通知工程开始转机.3.每机种上下线余下或损耗之散料,必须按照散料处理流程程序作业.二、生产中换料时:1.当机器贴片无料时,会显示相应的站别,开机员针对机器显示相对应的站别拿出正确Feeder换料.2.每换料时,操作员必须按以下三步骤完成:a.四对:1.所需换料站别核对:取下机台上显示缺料的站位置FEEDER2.依《站位表》显示料号规格到料架台车取相对应之物料,进行核对3.核对料盘里的实物规格与标示是否相同4.与刚取下之空料盘规格再进行核对.b:将所换之物料按上料记录表格式认真填写并叫拉长查料并在上料表上签字。
c:完成以上两项后,立即叫IPQC核对.确认无误后,才可开机生产.三、注意事项:1.所上之物料是否与该机台所生产机种料表相符合.全部为ROHS物料.2.有极性之物料,需了解其实物的极性,确认换料后产出第一台该物料是否极性正确。
如果有屏蔽盖的,需要取掉后检查物料方向。
在手装散料时,需IPQC确认OK方可作业,且做100%自检及相应之Marks,知会炉前炉后检查人员做100%点检3.上完料要确认部品架是否扣紧,以防因料盖掉下和料架不到位,而造成撞断吸嘴的现象.4.若生产途中有发现错料,必须及时反映给组长、主管集中处理,绝不可私自更改.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、目的:为了控制换料废的数量
2、范围:适用于注塑车间1000T 、800T 、450T 换料
3、安全:在换料前戴上防护口罩
4
、解释:
5、流程:
5.1前期工作:在换料前都需要控制随机料筒和贮料框里的料,取出最后一个产品时,随机料筒或贮料框里剩余的料应该尽量的少。
这样有利于的换料的效率。
控制料的方法:
5.2PA黑料换成PA本色料、PA黑料换成PP白色料、PA本色料换成PP白色料
(一)取出最后一件产品
(二)料筒温度设定,在之前设定温度的基础上,前三段加30度,后几段加20度
(三)储料位置设定在之前生产时的位置上加10
(四)吸料管从贮料框拔出,启动吸料机空吸二次,每次空吸时间不少于10秒,且在空吸的过程中用气枪嘴插入吸料管的入料口吹气
(五)清理随机料筒特别是死角处及粉碎机滤网,如下料口、放料口、磁铁处、通风口、筛网、随机料筒上的吸料斗、及随机粉碎机的滤网等
(六)清理吸料机的过虑网,二料比例阀的中转箱等
(七)清理贮料框特别是死角处,如出料口、锥形底部、盖子表面等
(八)用螺杆容积2倍左右(1000T加10kg、800T加8kg、450T加4kg)的更换料把螺杆里的残留料排除
(九)在随机料筒的筛网下料口处加入料筒容积1.5倍量(1000T用7kg、800T 用5.6kg、450T用3kg)的优塑洁清洗颗粒
(十)储料至喷嘴里有清洗颗粒出来后停止储料,让清洗颗粒在料筒里停留5分钟后射出,射出时螺杆位置在推移到15-25时停止,再储料再射至15-25的位置,这样重复操作直到射完清洗料,在射料的同时可以降螺杆的温度
(十一)在快射完清洗料时用更换料倒入筛网下料口把料筒里的清洗料清理出来,直到没有杂质和螺杆清洗料,需要注意的是也要清理随机料筒的下料口和放料口,清洗料筒结束
(十二)1000T在换料时还需要清理冲床后面的切片滞留处
5.3PA本色换成PA黑色
①PA本色换至PA黑色料时,不用清理贮料框和随机料筒,但,把黑料倒入贮料框里前必须已经取出最后一件产品,并检查随机料筒和贮料框是否有多余的本色PA料,如有多余的本色PA 料,应该先放完料后再倒入黑料。
②在生产前把料筒里的本色料赶掉即可。
5.4 白色PP料换成PA本色、PA黑色料
由于PP料和PA料的特性不一样,从PP料换成PA料时必须:
5.4.1取出最后一件产品
5.4.2吊出或输入需要的工艺参数
5.4.3吸料管从贮料框拔出,启动吸料机空吸二次,每次空吸时间不少于10秒,且在空吸的过程中用气枪嘴插入吸料管的入料口吹气
5.4.4清理随机料筒特别是死角处及粉碎机滤网,如下料口、放料口、磁铁处、通风口、筛网、随机料筒上的吸料斗、及随机粉碎机的滤网等
5.4.5清理吸料机的过虑网
5.4.6清理贮料框特别是死角处,如出料口、锥形底部、盖子表面等
5.4.7用更换料把螺杆里的残留料彻底排除即可生产
修订记录。