(整理)一贯机流程图修改.
公司设备管理工作流程图周铁军.doc

标准化检修方案实施工作流程定修七天前定修预备会,年修、技改项目下达施工队伍会上确定需做标准化检修施工前七天,施工队伍制定标准化检修方案,并由分厂确定解体点检内容确定施工队伍后,通知施工单位哪些项目应做标准化检修方案及需做解体点检内容施工前五天,施工队伍制定标准化检修方案送分厂、机动部审查,并按修改意见进行修订,修订后分厂、机动部各备一份。
施工前三天,施工队伍制定标准化检修方案送分厂、机动部审查,并按修改意见进行修订,修订后分厂、机动部各备一份。
施工中,点检员、施工队伍对标准化检修方案有关内容及时记录,解体点检内容按分工同步进行记录。
施工结束 3 日内,由施工队伍按施工记录,对标准化检修方案进行修订,修订结束后,送分厂、机动部电子档、文字档各一份,分厂同步对解体点检内容进行整理、登记。
施工结束7 日内,分厂对标准化检修方案,解体点检形成规范电子文档及文字文档。
下次同类项目施工前,点检员审查施工队伍标准化检修方案时调电子档或文字档进行参照。
定修工作流程图分厂点检员、相关技术人员汇总检修内容检修中心巡检人员、作业长等有关人员汇总检修内容定修 7 天前分厂组织有检修中心参加的定修会,共同确定检修内容,形成定修方案定修 5 天前,由机动部组织分厂、检修中心召开定修预备会,分厂提供定修项目明细单(一式四份)。
会上确定检修中心承担及不能承担检修内容。
机动部安排外委及检修中心施工,点检员组织三方 ( 外委施工队伍或检修中心 ) 现场确定工程内容,分厂出工程委托单及工程量清单,并同时出具报废标准 . 报机动部。
施工单位组织定修工作。
并与外委施工队伍或检修中心签定合同。
要求:点检员组织落实,定人、定点、定时参加,不参加视为默许。
定修过程中的工程量变更,机动部技术人员、分厂点检员共同确认。
点检员当天组织施工单位验收。
定修第二天,施工单位将定修记录及项目完成情况报分厂点检员。
分厂点检员在三个工作日之内出具工程量变更单,施工单位同期办理竣工验收手续。
设备管理流程图

● 设备保养保养耗材清单
长时间停机维 修
● 设备故障统计分析表--设备部
● 设备故障TOP5改进措施 --设备部
● 设备故障统计分析表--设备部
● 设备大修履历表--设备部
● 设备报修单--各工厂设备科
● 设备故障统计表(耗时、故障
类型)
--各工厂设备科
标识损坏报修 (同设备维修流
程)
● 设备台账--设备部 ● 设备标识牌更新清单
--各工厂设备科 ● 遗失标识牌清单
--各工厂设备科
● 设备易耗备品备件清单 --设备部
● 二级备件仓库管理规定 --各工厂设备科
● 二级备件仓领用记录
实施工作 批准/日期
● 设备维修/保养标准工时 --设备部
● 设备报修单--各工厂设备科
● 设备保养记录--各工厂设备科
● 设备作业时间统计表 --各工厂设备科
பைடு நூலகம்
人员安排 实施工作
人员安排
审核/日期
设备作业员
实施日常保养 及填写记录 填写设备报修 单 恢复生产
文件编号 版本号/修改次
页次 工厂计划员
列入排产设备
列入排产设备
HG/TSD-630-XX 01/00 1/1
交付资料
● 设备安装调试验收单--设备部 ● 设备资料清单及资料--设备部 ● 培训记录表--设备部 ● 设备移交单--设备部 ● 设备保养计划--设备部 ● 设备台账--设备部 ● 设备易耗备品备件清单
设备预防性维护保养 新设备
HG 设备部
合格的设备、 资料及培训
设备保养计划
抽查效果记录汇 总、日常稽核, 记录汇总及分析
设备管理流程图
工厂设备科
最终版本划片机流程图MY-001
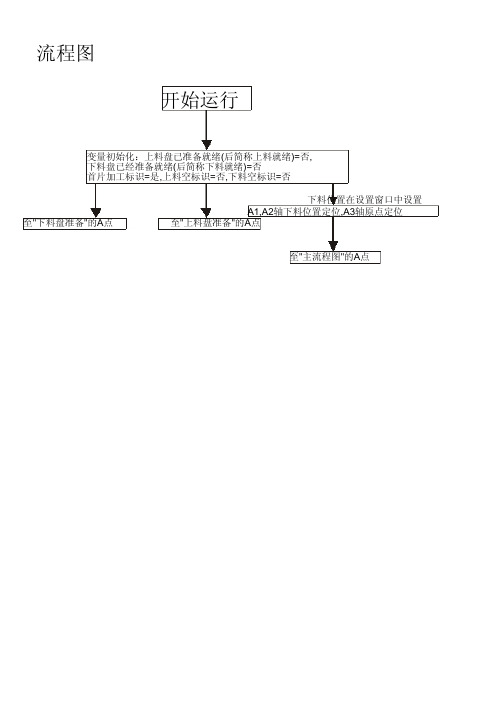
流程图开始运行变量初始化:上料盘已准备就绪(后简称上料就绪)=否,下料盘已经准备就绪(后简称下料就绪)=否首片加工标识=是,上料空标识=否,下料空标识=否下料位置在设置窗口中设置A1,A2轴下料位置定位,A3轴原点定位至"下料盘准备"的A点至"上料盘准备"的A点至"主流程图"的A点首片加 工标识=是是主流程图 上料流程1停止运 行,故障指 示,OUT9= ONIN2=ON(IN5=OFF) IN5=ON 否A 点上料空 标识||加工次 数已完成否下料空 标识否如果是首片加工,运 行程序结束,否则 至"主流程图3"的A 点结束上料流程1,启动下料流程2是延时5S 保护,停止运 行,故障指 示,OUT9=ON&& (IN6=ON) IN6=OFF弹出"下料盘为空 "对话框,OUT10=ON, 运行程序运行结束如下料盘满,弹出"下料盘已 满"对话框架,OUT10=ON 运 行程序结束否是工作台移到上料点使用回零速度是工作台X 轴移动:上料.X-下料工作台Y 轴移动:上料.Y-下料延时0.5秒,OUT4=ON上料就绪=是 && 下料就绪=是是否IN2=ON是否结束上料流程1,启动下料流程1 至"主流程图2"的A 点 否 首片加 工标识=是 是是 IN5=OFF,IN6=ON结束上料流程1,启动上料流程2停止运行,故障 指示,OUT9=ON延时5S 保护,停止运行,故障指 示,OUT9=ON否IN4=ON&&IN3=OFF是OUT3=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ONB 点OUT4=ON,OUT3=ON,首片加工标识=否 上料流程2OUT5=ONIN5=ON&&IN6=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ON否 IN2=ON是OUT4=OFF否 IN2=OFF是OUT4=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ONIN3=ON&&IN4=OFFIN2=ON是停止运行,故障指 否示,OUT9=ON延时5S 保护,停止运 行,故障指 示,OUT9=ONIN4=ON否否IN3=ON&&IN4=OFFIN4=ON 是OUT5=ON,上料就绪=否 OUT5=OFF否OUT5=OFF,下料就绪=否延时5S 保护,停止运 行,故障指 示,OUT9=ON(IN5=ON)&& (IN6=OFF)OUT=ON,10毫秒后,OUT4=OFF结束上料流程2,启动加工流程至"主流程图1"的A 点IN2=ONIN3=ON,IN4=ON否否是否A 点OUT6=ON主流程图1加工流程延时xS 在"设置"窗口中增加"定位延时"设置.XS=定位延时设置的时间OUT6=OFF延时xSOUT7=ON延时xSOUT7=OFF延时xSOUT6=OUT7=ON延时xS否 是OUT2=ON延时xSOUT6=OUT7=OFF工作台移到CCD 视频定位点(回零速度), 经过CCD 定位后,再移至加工起点进行加工.根据G 文件开始运行 A1,A2及A3轴等,开始对工件进行加工 加工结束此部分在以前的程序中已经实现过工作台移到下料点 使用回零速度 X 轴移动:下料.X-加工.X Y 轴移动:下料.Y-加工.Y首片加工标识=否结束加工流程,启动上料流程1至"主流程图"的A 点到CCD 定位流程CCD 自动调焦,(调用主界面的调焦到位的按钮功能)启用CCD 视频定位到CCD视频定位流程 工作台移动到加工起点 使用回零速度 X 轴移动:上料X-加工X Y 轴移动:上料Y-加工YA 点主流程图2下料流程1OUT4=OUT3=OUT8=ON 延时5S 保护,停止运 行,故障指 示,OUT9=ONOUT8=ON,OUT13=ON否(IN2=ON) IN4=OFF &&(IN8=ON)是OUT2=OFF,OUT4=OFF OUT13=OFF否停止运行,故障指 示,OUT9=ON否(IN2=ON) &&(IN8=ON)是行,故障指 示,OUT9 =ON(IN2=OFF) IN2=ON &&(IN8=OFF)是是OUT3=OFF OUT4=OFF OUT8=OFF OUT13=OFF延时5S 保护,停止运 IN3=ON&&IN4=OFF延时5S 保护,停止运行,故障指 IN4=ON示,OUT9=ON否是OUT5=ON,上料就绪=否停止运行,故障指 示,OUT9=ON否(IN2=ON) &&(IN8=ON)延时5S 保护,停止运行,故障指 示,OUT9=ON 工作台移到上料点 使用回零速度 工作台X 轴移动:上料.X-下料.X(IN5=OFF)IN5=ON IN5=OFF (IN6=ON)IN6=OFF IN6=ON 否工作台Y 轴移动:上料.Y-下料.Y OUT8=OFFOUT4=ON OUT13=ON,OUT3=ON停止运行,故障指 示,OUT9=ON否IN8=OFF (IN2=ON) IN3=OFF IN3=ON &&(IN8=ON) IN4=OFFIN2=ON,IN8=OFFIN4=ON&&IN3=OFFOUT2=OFF点B 的 " 图 程 流 主 " 至 延时5S 保护,停止运行,故障指 结束下料流程1,启动上料流程2 示,OUT9=ONOUT8=OFFIN3=ON IN4=ONOUT5=OFF 上料就绪=否IN2=ON,IN6=ONIN5=OFF IN5=ON,IN6=OFF延时1秒,OUT4=ON 延时0.5秒 IN3=OFF IN2=ONOUT3=OFFIN2=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ON至“主流程图”的B 点延时5S 保护,停止运 行,故障指 示,OUT9=ON延时5S 保护,停止运 行,故障指 示,OUT9=ON延时5S 保护,停止运 行,故障指示,OUT9=ON 否否否否主流程图3 下料流程2停止运 行,故障指 示,OUT9= ON否IN8=ON是IN5=OFFIN6=ON(IN5=OFF)IN5=ON && (IN6=ON) IN6=OFF 否延时5S 保护,停止运 行,故障指 示,OUT9=ON工作台移到上料点使用回零速度是工作台X 轴移动:上料.X-下料.X 工作台Y 轴移动:上料.Y-下料.Y停止运行,故障 IN3=ON IN4=ONIN8=ON否指示,OUT9=ON是OUT5=OFF A 点 OUT4=ON,OUT8=ON,首片加工标识=否延时5S 保护,停止运 行,故障指 示,OUT9=ON否延时5S 保护,停止运 行,故障指 示,OUT9=ON否 IN8=ONIN6=ON IN6=OFF IN5=OFF IN5=ON是是OUT8=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ONOUT13=ON,OUT8=ONOUT2=OFF,OUT4=OFFIN8=OFF I延时5S 保护,停止运行,故障指 示,OUT9=ON IN3=ON&&IN4=OF IN4=ON停止运行,故障指 否 示,OUT9=ONIN8=ON是否是否IN3=ON&&IN4=OFF延时5S 保护,停止运行,故障指 否 示,OUT9=ON 是OUT5=OFF否OUT5=ON(IN5=ON) IN5=OFF && (IN6=OFF) IN6=ON IN5=ON,IN6=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ON弹出"上料盘已空"或"加工结束"对话 框,OUT10=ON,程序运行结束OUT13=OFF IN8=ON,IN3=ON,IN4=ON弹出"上料盘已空"或"加工结束"对话框,OUT10=ON,程序运行结束下料盘准备A 点正向限位是A5轴停止移动否IN9=OFF是否A5轴停止移动,下料就绪=是,下料空标识=否下料空标识=是下料就绪否IN9=ON否A5轴反向移动IN9=ON是是是否A5轴继续移动1mm 后停止是下料盘满反向限位A5轴正向移动否上料盘准备A点IN1=OFF是否A4轴继续移动1mm后再正向移动正向限位否上料空标识=是是A4轴反向移动IN1=ON是A4轴停止移动,否上料就绪=是,上料空标识=否负向限位是A4轴停止移动否是上料就绪否A4轴反向移动。
设备及设施管理程序流程图
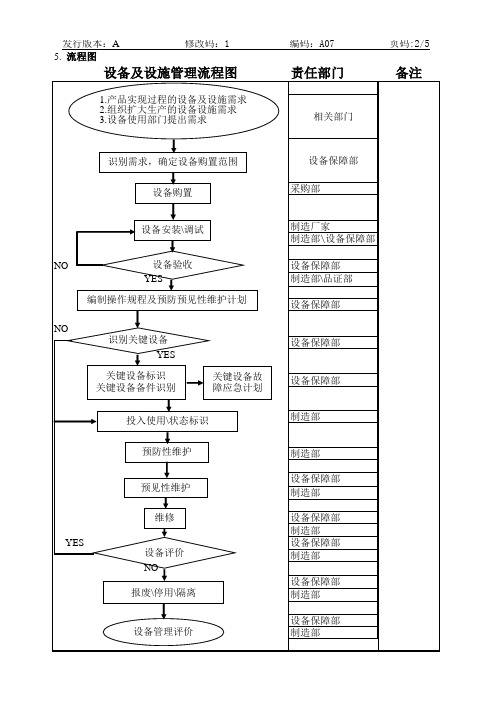
NO 识别关键设备 YES
关键设备标识 关键设备备件识别
关键设备故 Байду номын сангаас应急计划
投入使用\状态标识
预防性维护
预见性维护
维修
YES 设备评价 NO
报废\停用\隔离
设备管理评价
制造厂家 制造部\设备保障部
设备保障部 制造部\品证部 设备保障部
设备保障部
设备保障部
制造部
制造部 设备保障部 制造部
设备保障部 制造部 设备保障部 制造部
设备保障部 制造部 设备保障部 制造部
发行版本:A
修改码:1
5. 流程图
设备及设施管理流程图
1.产品实现过程的设备及设施需求 2.组织扩大生产的设备设施需求 3.设备使用部门提出需求
编码:A07
责任部门
页码:2/5
备注
相关部门
识别需求,确定设备购置范围 设备购置
设备保障部 采购部
设备安装\调试
NO
设备验收
YES
编制操作规程及预防预见性维护计划
采制设备自动控制流程图
2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括采样程序、输送程序、破碎系统程序、多工位系统程序、烘干系统程序。
以及包装系统程序,以下将分别介绍各个子程序的工作过程。
1采样系统控制流程图采样系统控制自动过程开始启动2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
(3)若液面处于最高位和最低位之间,启动污泥回流泵。
(4)若液面高于最高位传感器时,启动定时。
(5)定时到,若液面仍处于最高位传感器时,输出报警信号。
污泥回流系统工作流程图如图4-8所示。
图4-8污泥回流系统工作流程图5污泥脱水系统程序主要控制离心式脱水机,启动定时。
(1)自动过程开始首先启动离心式脱水机,启动定时。
(2)定时到,启动聚合物泵,启动定时。
(3)定时到,启动污泥泵和切割机。
污泥脱水系统工作流程图如图4-9所示。
图4-9污泥脱水系统工作流程图6曝气过程控制工艺工业污水处理后的水质是否达到排放标准,化学需氧量(COD)是重要的水质指标。
COD是指在酸性条件下,用强氧化剂将有机物氧化成CO2、H2O所消耗的氧量。
BOD的测定需费时5天,且测定结果易受多种因素影响,误差较大。
COD 的检测比较精确,但方法繁琐,耗时约2小时。
设备管理流程图

基本职能合理运用设备技术经济方法,综合设备管理、工程技术和财务经营等手段,使设备寿命周期内的费用/效益比(即费效比)达到最佳的程度,即设备资产综合效益最大化。
要求范围设备管理是对设备寿命周期全过程的管理,包括选择设备、正确使用设备、维护修理设备以及更新改造设备全过程的管理工作。
设备管理设备运动过程从物资、资本两个基本面来看,可分为两种基本运动形态,即设备的物资运动形态和资本运动形态。
设备的物资运动形态,是从设备的物质形态的基本面来看,指设备从研究、设计、制造或从选购进厂验收投入生产领域开始,经使用、维护、修理、更新、改造直至报废退出生产领域的全过程,这个层面过程的管理称为设备的技术管理;设备的资本运动形态,是从设备资本价值形态来看,包括设备的最初投资、运行费用、折旧、收益以及更新改造自己的措施和运用等,这个层面过程的管理称为设备的经济管理。
设备管理既包括设备的技术管理,又包括设备的经济管理,是两方面管理的综合和统一,偏重于任何一个层面的管理都不是现代设备管理的最终要求。
2主要任务编辑·提高工厂技术设备素质;·充分发挥设备效能;·保障工厂设备完好;·取得良好设备投资效益; [1]3基本概述编辑设备管理是以企业经营目标为依据,通过一系列的技术、经济、组织措施,对设备的全过程进行的科学管理,即实行从设备的规划工作起直至报废的整个过程的管理。
这个过程一般可分为前期管理和使用期管理两个阶段。
设备的前期管理是指设备在正式投产运行前的一系列管理工作,设备在选型购置时,应进行充分的交流、调研、比较、招标和选型,加强技术经济论证,充分考虑售后技术支持和运行维护,选用综合效率高的技术装备。
设备管理(3) 设备的使用期管理分设备初期管理、中期管理和后期管理。
设备的初期管理一般指设备自验收之日起、使用半年或一年时间内,对设备调整、使用、维护、状态监测、故障诊断,以及操作、维修人员培训教育.维修技术信息的收集、处理等全部管理工作,建立设备固定资产档案、技术档案和运行维护原始记录。
设备运行管理规程流程图

工程部各系统设备运行管理流程單位名稱 設施設備維流程 名稱 設備運行管理 任務概要 設備管理與日常 護部 管理 任務程序、重點及標單位 節點物業工程部 設備運行管理人員 设备承包商 準A B C 1 開始23 運行管理人員負責開 機全程運行狀況檢查 密切注意設備的各個工況設備全程運行檢查 設備各部件情況 如果出現故障,確定故障的嚴重程度,如嚴重,通知承包商維保,工程部配合4 發現故障 重大故障 如果設備運行正常,則工程部人員定期檢查,維保 否 是 维修 维修5 6 定期檢查、維護改動設備書面徵詢意見 實施 如果設備管理人員對設備任何改動,應當書面征詢承包商,得到對方審批后,方可進行實施;工程部嚴格檢查檔設備非常態運行時,應與承商取得聯繫, 審批 7 89 可行性確定 專業意見 設備運行超負荷、超時等設備承包商確定其可行性,并提供專業意見,在專業指導下實施實施 定期檢查 檢查記錄 10 設備管理人員對整個系統檢查配合 11 12設備檢查完成后填寫 相關《系統檢查記錄》1 空调设备运行管理规程1)目的:确保制冷空调设备设施保持良好性能,保证空调温、湿度处于舒适范围。
2)适用范围:制冷空调设备、设施的运行管理。
3)职责:(3.1)制冷空调设备运行员负责制冷机的操作、监视和记录。
负责空调设备的操作、监视和记录。
(3.2)空调设备维修员负责设备检修,日常清洁维护。
(3.3)主管负责空调设备、设施的综合管理,对上述工作的操作、检修给予指导及检修、监督、检查。
4)制冷空调运行员工作程序:(4.1)运行人员熟知设备操作规程,按运行时间起停设备。
(4.2)按照《空调机操作规程》进行设备区域巡查,记录在设备巡视表中。
(4.3)及时调整设备,保持商场温度在适宜范围。
(4.4)巡视检查制冷机运行状态,随时检查水泵电流、冷冻水循环状况。
(4.5)做好工作交接班,接班人员提前10分钟到岗与交班人员进行现场交接工作,内容包括:(4.6)制冷机组运行情况,各冷冻水泵及辅助设备运行状况有无故障处理过程、结果。
设备管理流程图
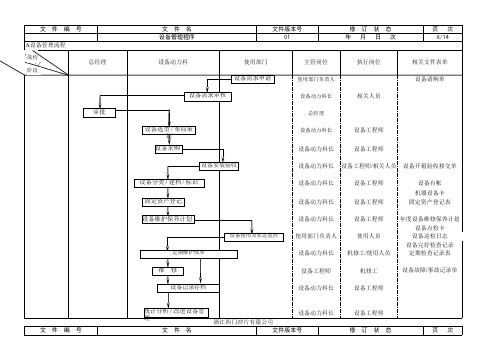
文 件 编 号文 件 名文件版本号修 订 状 态页 次
文 件 编 号文 件 名文件版本号修 订 状 态页 次
设备管理程序01年 月 日 次10/14
文 件 编 号文 件 名文件版本号修 订 状 态页 次
设备管理程序01年 月 日 次11/14 D设备事故处理流程
文 件 编 号文 件 名文件版本号修 订 状 态页 次
设备管理程序01年 月 日 次12/14 E 设备定期保养实施管理流程
文 件 编 号文 件 名文件版本号修 订 状 态页 次
设备管理程序01年 月 日 次13/14 F 设备备件管理流程
文 件 编 号文 件 名文件版本号修 订 状 态页 次
文 件 编 号文 件 名文件版本号修 订 状 态页 次
设备管理程序01年 月 日 次8/12
文 件 编 号文 件 名文件版本号修 订 状 态页 次
设备管理程序01年 月 日 次10/12 E 设备定期保养实施管理流程
文 件 编 号文 件 名文件版本号修 订 状 态页 次
设备管理程序01年 月 日 次11/12 F 设备备件管理流程。