胶管总成扣压设置
工业软管总成扣压结构及扣压工艺

工业软管总成扣压结构及扣压工艺工业软管总成扣压结构和扣压工艺,听着有点复杂是不是?别担心,今天咱们就来聊聊这个话题,轻松愉快地解开这个谜团。
说白了,工业软管就是我们生活中常见的那些橡胶管、钢丝管,它们可不简单,背后有一套非常考究的制作工艺,特别是在扣压这一步骤上。
如果你现在有些迷糊,那也不怪你,毕竟这可是专业性极强的一个环节,稍不留神就可能出错。
不过,放心吧,今天我就带你轻松搞懂这件事。
你得知道什么是“扣压”这个工艺。
简单来说,扣压就是将管材和接头固定在一起的一种方法。
这个扣压的过程,可不是随随便便把两根管子捏在一起那么简单,它需要通过机械设备来施加压力,把管子和接头牢牢地结合在一起,确保它们之间没有任何松动。
这一过程的好坏,直接影响到软管总成的质量。
如果扣压做得不合格,管子和接头就可能在使用过程中分离,甚至泄漏,严重时还会导致设备故障,给生产带来大麻烦。
所以说,这个小小的扣压工艺,看似不起眼,却承载着大大的责任。
扣压工艺的关键在于“结构”。
如果说软管是一个“身体”,那扣压结构就是它的“骨架”。
扣压结构设计得好,才能确保软管和接头之间的连接稳固,不容易出问题。
一般来说,扣压结构由两个主要部分组成,一个是软管本身,另一个是接头。
接头的形状和材质非常讲究,常见的有螺纹接头、卡箍接头、快速接头等,每种接头的设计都与软管的材质和工作环境密切相关。
而软管的外部,往往还会有一层保护套,防止外界因素的干扰,这样才能确保软管在长时间工作下也不容易老化,延长使用寿命。
咱们还得聊聊扣压设备。
像这种小细节,其实也是一个技术活。
现在的工业上,扣压机已经是智能化程度越来越高,操作起来也不再像以前那样麻烦了。
你看,现在的扣压机大多都是数字化控制,操作员只需要输入参数,机器就会自动完成扣压。
说实话,站在设备旁边,看着它一个个精确的动作,心里还真是佩服。
以前,那种手动操作的时代已经过去了,效率低不说,精度也难保证。
如今,机器都能做到“滴水不漏”,一丝不差,保证每个扣压过程都精准无误。
夹布胶管 扣压方法

夹布胶管扣压方法嘿,朋友们!今天咱就来好好唠唠夹布胶管的扣压方法。
你想想看,夹布胶管就像是一条小小的“血管”,在各种设备和系统里起着重要的作用呢!而扣压呢,那就是给这条“血管”安上牢固的“接头”,让它能更好地工作。
咱先说这准备工作,就像战士上战场前得检查好装备一样。
得把夹布胶管和扣压接头都准备好,检查检查有没有破损啊、瑕疵啥的。
要是有问题,那不就像战士拿着把坏枪上战场,能打赢才怪呢!然后就是扣压的过程啦。
把胶管插进接头里,这一步可得小心点,别毛手毛脚的给弄伤了胶管。
这就好比给花插瓶子里,得轻轻巧巧的,不然花不就被弄坏啦。
接着,用扣压机来进行扣压。
这扣压机就像是个大力士,得把接头和胶管紧紧地压在一起,让它们亲密无间。
扣压的时候力度可得掌握好,太轻了吧,不牢固,容易出问题;太重了吧,又可能把胶管给压坏了。
这就好像做饭放盐,少了没味道,多了咸得没法吃。
还有啊,扣压的位置也很关键呢!得找对地方,不然就像射箭没瞄准,白费力气。
而且扣压完了还得检查检查,看看是不是扣得稳稳当当的,有没有松动啥的。
这可不能马虎,万一没弄好,到时候出了问题,那可就麻烦大啦!咱再说说这扣压方法,不同的胶管和接头可能需要不同的扣压方法呢。
就像不同的菜有不同的做法,可不能一概而论。
得根据具体情况来选择合适的扣压方式,这可得有点经验和技巧才行。
总之呢,夹布胶管的扣压方法虽然看起来不复杂,但里面的门道可不少。
这就需要我们认真对待,仔细操作。
只有这样,才能让夹布胶管发挥出它最大的作用,为我们的工作和生活服务。
大家可别小瞧了这小小的扣压,它可是关系到整个系统的运行呢!所以啊,咱都得好好学学,好好练练,把这门技术掌握好。
这样,我们在面对各种需要用到夹布胶管的场合时,就能胸有成竹,轻松应对啦!难道不是吗?。
胶管扣压机操作规程最新

胶管扣压机操作规程最新
《胶管扣压机操作规程》
一、胶管扣压机的基本操作步骤
1. 开机前检查:确认胶管扣压机的电源已接通,所有操作按钮处于零位。
2. 胶管放置:将待加工的胶管放置在扣压机的工作台上,并通过调整夹具进行固定。
3. 设定参数:根据胶管的材质、直径和壁厚等参数,设定胶管扣压机的压力、速度和时间等相关参数。
4. 启动设备:按下启动按钮,胶管扣压机开始工作,根据设定的参数对胶管进行扣压加工。
5. 观察加工情况:在加工过程中,及时观察胶管的情况,如发现异常情况应立即停机检查。
二、胶管扣压机的安全操作注意事项
1. 操作前应认真阅读使用说明书,熟悉设备的使用方法和安全注意事项。
2. 穿戴好劳动防护用品,如手套、护目镜等,保证操作人员的安全。
3. 禁止在设备运转时触摸工作部件,以免受伤或造成设备故障。
4. 定期检查设备的电气和润滑系统,确保设备的正常运转。
5. 在停机之前,应将设备调整到零位,关闭电源,做好设备的日常维护和清洁工作。
三、胶管扣压机的故障处理方法
1. 如在操作过程中出现异响或异常振动,应立即停机检查,并
排除故障。
2. 如在加工过程中出现胶管变形、外观质量不合格等情况,应适当调整加工参数,重新进行加工。
3. 对于无法解决的故障,应及时联系设备供应商或维修人员进行维修处理。
通过遵守上述操作规程,可以有效提高胶管扣压机的生产效率和产品质量,同时确保操作人员的安全。
胶管铝接头扣压标准

胶管铝接头扣压标准
铝管接头扣压是指使用专用工具将铝管接头扣压在一起,形成一个紧密的连接。
在铝管接头的扣压过程中,需要遵循一定的标准以确保接头质量。
这些标准主要包括以下几个方面:
1.管径匹配:接头与管材的管径应匹配,不能使用过大或过小的接头进行扣
压,否则会影响连接效果。
2.扣压压力:扣压时应控制压力大小,不能过大或过小。
过大会导致管材变
形,过小则无法保证连接紧密。
3.扣压温度:在某些情况下,需要控制扣压温度以保证接头质量。
例如,某
些材料需要在特定的温度范围内进行扣压,以避免材料变形或损坏。
4.接头长度:接头的长度应合适,不能过长或过短。
过长的接头会增加材料
浪费,过短的接头则无法保证连接质量。
5.弯曲半径:在安装过程中,应控制管材的弯曲半径,避免过大的弯曲半径
导致管材损坏或连接处松动。
6.表面处理:铝管接头扣压前应进行表面处理,如清洁、打磨等,以保证连
接处的接触面紧密结合。
7.安全措施:在扣压过程中应注意安全,如戴手套、避免使用锐利工具等,
以防止意外伤害。
总的来说,“胶管铝接头扣压标准”是指对胶管铝接头扣压过程的一系列规定和要求,目的是确保接头质量,保障管路系统的安全和稳定运行。
汽车液压胶管总成扣压制作工艺研究

129中国航班材料与工艺Material and TechnologyCHINA FLIGHTS汽车液压胶管总成扣压制作工艺研究李玉成|泰安航天特种车有限公司工艺部摘要:汽车液压胶管总成作为汽车转向、悬架等液压系统常用的主要部件,其制作扣压质量将直接影响到转向、悬架等系统的性能,本文主要从液压胶管总成的制作工艺方法及质量要求展开深入、细致的研究与分析。
关键词:液压胶管;扣压量;试验方法1 概述汽车液压胶管是汽车液压系统常用的零部件,在一定程度上决定着汽车行驶的安全性和可靠性。
汽车液压系统管路负责传输液压油介质,使用过程中能承受工作压力,要求管路扣压可靠性高以防发生漏油现象。
2 结构及制作流程2.1 液压胶管总成的主要组成液压胶管总成一般主要包含以下零件:1)胶管。
2)胶管接头。
3)其他附件可能包括:a.胶管总成各种护套。
b.胶管总成防尘装置(防尘帽等)。
c.胶管总成的标签。
2.2 胶管总成主要制作流程(见图1)3 主要制作工艺要点3.1 原材料领料后应进行以下检查1)检查整捆胶管外表面是否有无气泡、离层、沙眼、裂口、明显划痕和裸露钢丝等可能影响胶管总成性能的缺陷;2)检查接头螺帽及套筒检查:检查接头、螺帽和套筒的内外表面是否有碰伤、生锈等缺陷。
3.2 胶管下料1)胶管切割前再次检查胶管外表面是否有无气泡、离层、沙眼、裂口、明显划痕和裸露钢丝等可能影响胶管总成性能的缺陷。
2)切割前检查胶管前端有无因存放时间较长后产生的钢丝层出现生锈现象。
如果有则应将端部切掉20mm ~50mm。
3)胶管切割长度确定切割长度=全长-两端接头肩长4)胶管的切割断面应平整且与轴线垂直,垂直度范围如表1。
3.3 清洁先用毛刷等工具将胶管外径的胶沫清理干净,然后用压缩空气将胶管内腔中的胶沫吹出,并用清洗液进行清洗或用相应规格的专用海绵清洁球塞入软管内孔, 再用空气喷枪将清洁球从软管中喷出,将管内的赃物去掉。
注:如采用打海绵球后重新吹胶管内腔,并确认海绵球已打出,确保海绵球及其它杂质不会遗留在胶管内腔。
液压支架配件高压胶管总成使用说明
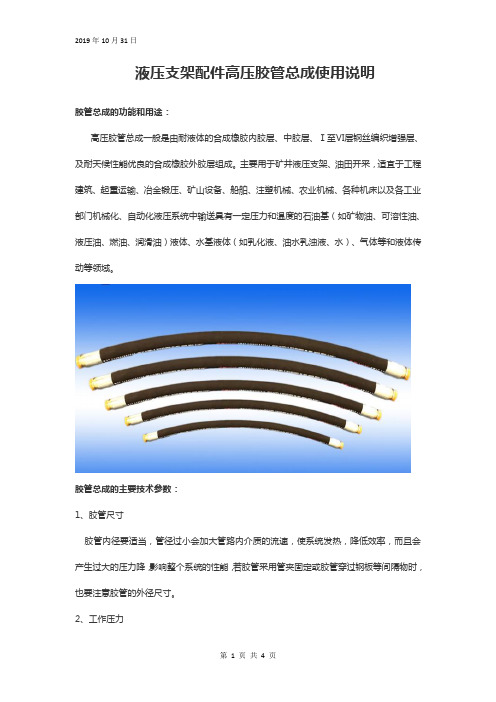
液压支架配件高压胶管总成使用说明胶管总成的功能和用途:高压胶管总成一般是由耐液体的合成橡胶内胶层、中胶层、Ⅰ至Ⅵ层钢丝编织增强层、及耐天候性能优良的合成橡胶外胶层组成。
主要用于矿井液压支架、油田开采,适宜于工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中输送具有一定压力和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)液体、水基液体(如乳化液、油水乳浊液、水)、气体等和液体传动等领域。
胶管总成的主要技术参数:1、胶管尺寸胶管内径要适当,管径过小会加大管路内介质的流速,使系统发热,降低效率,而且会产生过大的压力降,影响整个系统的性能,若胶管采用管夹固定或胶管穿过钢板等间隔物时,也要注意胶管的外径尺寸。
2、工作压力一般胶管的动态压力是指胶管在连续工作时允许的最高压力。
按照有关国际标准规定的液压胶管的安全系数,一般推荐的工作压力通常为胶管最低爆破压力值的四分之一。
3、冲击压力和疲劳寿命胶管的选择是根据液压系统设计的最高压力值来确定的。
由于液压系统的压力值通常是动态的,有时会出现冲击压力,冲击压力峰值会大大高于系统的最高压力值。
但系统上一般都有溢流阀,故冲击压力不会严重影响胶管的疲劳寿命。
对于冲击压力特别频繁的液压系统,建议选用特别耐脉动冲击的胶管产品。
4、温度范围用户应该在胶管质量规范允许的温度范围内使用胶管。
如果工作环境温度超过这一范围,将会影响到胶管的寿命,其承受压能力也会大大降低。
工作环境温度长期过高或过低的系统,建议采用软管护套。
5、化学相容性若使用特殊的液压介质,用户应确保所选用的胶管总成其胶管内、外层,接头及O型密封圈与介质相容。
6、弯曲半径胶管总成含义:软管可以弯曲但不会损坏或缩短使用寿命的内圆的(最小)半径简称R值。
对于一根胶管,R值是一定的。
使用时如果弯曲半径小于R值,带纺织加强层的胶管很可能会发生扭结。
使用有螺旋钢丝的胶管会更好一些。
胶管总成扣压设置
胶管总成扣压设置
◆应根据胶管及接头厂商的资料选择合适模具和扣压参数设置,本表格仅供参考。
◆调节器设定:扣压后钢套外径减去选用模具号码。
◆钢套扣压之后会有回弹,回弹量会因钢套材质和尺寸不同而不等。
应将回弹量
计入调节器设定值的计算。
具体信息请联系胶管及接头厂商,或按以下方法修正调节器设定。
抵消回弹量的简单方法:先以估计的调节器设定进行扣压,然后测量扣压后的钢套外径,其与预期扣压后钢套外径的差就是回弹量。
最终调节器设定值应为原设定减去回弹量。
◆例:25mm(一英寸)口径4层缠绕胶管总成扣压,预期的扣压后钢套直径
为43.5mm,应选用38号模具(扣压范围38.0mm 至44.0mm)。
调节器设定值为 5.5mm(43.5mm-38.0mm=5.5mm)。
若第一次扣压完成后的总成钢套外径为43.8mm(即0.3mm的回弹量),则最终调节器应设定为5.2mm。
钢套扣压至38.0mm+5.2mm=43.2mm,回弹0.3mm后正好满足43.5mm的要求。
◆ 警告:每个模具最大使用范围为“标号”到“标号+6”(单位mm)。
◆ 严格禁止超范围使用模具。
扣压前钢套外直径不能大于模具号10mm!!!
扣压参数设定表——供参考(64mm内径以下单位:mm)。
高压软管总成扣压技术的创新与研究[权威资料]
高压软管总成扣压技术的创新与研究摘要: 通过改进内胶配方,把白炭黑用量调整为15份,内胶硬度提高,拉伸强度、扯断伸长率相对较高,回弹性也达到扣压时所要求的最佳状态;控制好软管接头装配精度,即扣压量的大小:磨胶的长度、坡度、骨架层要依据准确的壁厚进行适量的扣压。
从而达到提高高压软管总成扣压质量的目的。
Abstract:By the improvement of the rubber formulation, this paper adjusted the weight percentof the precipitated silica to 15 percent, which enhance the rubber hardness, and make tensile strength, elongation at break became relativelyhigh ,the elasticity also achieve the best condition that required when withhold; control well the assembly precision of hose connector, that is thesize of withheld amount : the length, gradient, skeleton layer of grinding plastic thickness must according to accurate thickness conduct anappropriate amount of withholding, so as to enhance the quality of high pressure hose assembly withholding.关键词: 扣压量;提高高压软管总成扣压质量;软管接头装配精度Key words: withholding the amount;improve the quality of high pressure hose assemblywithholding;hose connector assembly accuracy:TQ33 :A:1006-4311(2010)25-0014-020引言高压橡胶软管总成广泛应用于矿山、冶金、化工等机械设备中,尤其是井下综采设备和工程机械使用更为普遍。
挖掘机软管总成检验规范(胶管扣压经验)
mm 扣压后外 套外径 16.8-0.1 18.3-0.1 20.2-0.2 23.0-0.2 27.0-0.2 30.3-0.2 37.8-0.2
二层钢丝编织标准胶管扣压尺寸(2SN)
规格
标准外套 标准外套 标准胶管
外径
内径
外径
1/4
21
15.7
15
5/16
23
17.3
16.2
3/8
25
19.7
19
0.5-1.0
0.7-1.2
16
0.2-0.8
0.8-1.4
20
0.3-0.9
0.7-1.2
0.85-1.6
22
0.35-0.95
0.75-1.25
0.9-1.8
25
0.4-1.0
0.8-1.3
1.2-1.9
32
0.5-1.1
1.0-1.5
1.3-2.0
40
0.6-1.3
1.2-1.8
5/16
23
17.3
15
3/8
25
19.7
17
1/2
28
22.8
20.7
5/8
32
26.3
23.5
3/4
36
30.2
28
1
45
38.9
35.5
标准胶管 内径 6.4 7.9 9.5 12.7 15.9 19 25.4
标准芯杆 直径 6.4 7.9 9.7 12.9 15.9 19 25.4
扣压量
0.55 0.55 0.55 0.55 0.55 0.55 0.55
2
通径>40
3
挖掘机软管总成检验规范(胶管扣压经验)
软管总成检验规范
编号:NJR/QM-2/JY-03/2007-A/0
1 技术要求
1.1 软管下料后,应检查软管的规格、型号、下料长度是否与要求符合,软管切口是否平整。
切口端面与软管中心线垂直。
表 1 软管切口垂直度
mm
软管通径
切口端面与软管轴线的垂直度
通径≤25
1
25<通径≤40
mm 扣压后外 套外径 16.0-0.2 18.2-0.2 20.5-0.2 23.0-0.2 26.5-0.2 30.3-0.2 37.6-0.2
二层钢丝编织标准胶管扣压尺寸(2T)
规格
标准外套 标准外套 标准胶管
外径
内径
外径
1/4
21
15.7
14.6
5/16
23
17.3
16.7
3/8
25
19.7
a. 软管内径≤13 的总成。 b. 软管质量问题较多时的总成。
2.8.2 棉线管等低压软管,100﹪外观检验,不作压力试验。
2.8.3 对 16—25 通径的软管总成,按表 7 进行静压抽样检查。每批抽样检查应 100﹪合格,
如有一根不合格,应作全检。
表7
批量(根)
验收标准
样本数(根)
合格数(﹪)
±6°
>2700
±8°
1.7 当软管总成扣压接头为三件套时的芯子内孔变形量应符合表 5 的规定。
表 5 芯子内孔变形量表
mm
软管通径
一层编织
芯子内孔变形量 二层编织
四层缠绕
6
0.1-0.35
0.1-0.5
-
8
0.1-0.4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
胶管总成扣压设置
◆应根据胶管及接头厂商的资料选择合适模具和扣压参数设置,本表格仅供参考。
◆调节器设定:扣压后钢套外径减去选用模具号码。
◆钢套扣压之后会有回弹,回弹量会因钢套材质和尺寸不同而不等。
应将回弹量
计入调节器设定值的计算。
具体信息请联系胶管及接头厂商,或按以下方法修正调节器设定。
抵消回弹量的简单方法:先以估计的调节器设定进行扣压,然后测量扣压后的钢套外径,其与预期扣压后钢套外径的差就是回弹量。
最终调节器设定值应为原设定减去回弹量。
◆例: 25mm(一英寸)口径4层缠绕胶管总成扣压,预期的扣压后钢套直径
为43.5mm,应选用38号模具(扣压范围38.0mm 至 44.0mm)。
调节器设定值为 5.5mm(43.5mm-38.0mm=5.5mm)。
若第一次扣压完成后的总成钢套外径为
43.8mm(即 0.3mm的回弹量),则最终调节器应设定为 5.2mm。
钢套扣压至
38.0mm+5.2mm=43.2mm,回弹0.3mm后正好满足43.5mm的要求。
◆ 警告:每个模具最大使用范围为“标号”到“标号+6”(单位 mm)。
◆ 严格禁止超范围使用模具。
扣压前钢套外直径不能大于模具号10mm!!!
扣压参数设定表——供参考(64mm内径以下单位:mm)。