漆包线、镀锡线类检验规范
漆包线检验标准规范
版本
修
A0
订
记
A1
录
A2
A3
日期 2008/4/9 2010/7/12 2012/5/16 2012/9/20
修订详细内容
批准
新版发行
重新对抽样方法及检验项目进行规定/增加耐压测试 对尺寸测试长度量化
对耐压、外径、电阻测试、针孔测试进行修改补充
(文件属于公司财产,未获得书面批准不得复印)
审核
作成
文件名称
版本
修
A0
订
记
A1
录
A2
A3
日期 2008/4/9 2010/7/12 2012/5/16 2012/9/20
修订详细内容
批准
新版发行
重新对抽样方法及检验项目进行规定/增加耐压测试 对尺寸测试长度量化
对耐压、外径、电阻测试、针孔测试进行修改补充
(文件属于公司财产,未获得书面批准不得复印)
审核
作成
文件名称
漆包线IQC检验标准
制订日期 2012/9/20 页次 18/21
文件编号
制订单位
品质部
版本 A3
1、检验条件: A、正常室内光线下 B、正常室内温度/湿度 C、采用MIL-STD-105E Ⅱ(CR:0 MA:0.4 MI:1.0)
检验类别 检验项目 检测工具
判定标准
抽样标准 CR MA MI
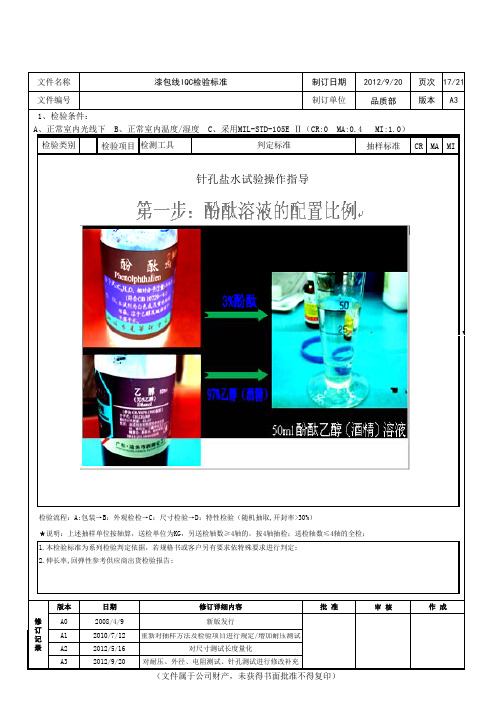
第三步:将溶液倒入测试盆
注意事项: 1.在每日进行针孔试验前,应先拿样品进行点检确认,确认针孔测试溶液OK后,方可进行试验。 2.针孔测试溶液使用完后应立即密封好,一个月需更换一次测试溶液。
检验流程:A:包装→B:外观检检→C:尺寸检验→D:特性检验(随机抽取,开封率>30%) *说明:上述抽样单位按轴算,送检单位为KG,另送检轴数≥4轴的,按4轴抽检;送检轴数≤4轴的全检; 1.本检验标准为系列检验判定依据,若规格书或客户另有要求依特殊要求进行判定; 2.伸长率,回弹性参考供应商出货检验报告;
漆包线检验标准(1)1
漆包线检验标准QZY-21.外观检验:表面光滑,色泽均匀,无漆瘤和白色润滑剂,表面绝缘漆膜无脱落、氧化、划痕、损伤,无打结现象2.尺寸检验:2.1漆包线直径:标准参照IEC60317对照表,检验方法:千分尺2.2导体直径:标准参照IEC60317对照表,检验方法:千分尺2.3漆包线直径:标准参照IEC60317对照表,检验方法:千分尺2.4导体误差值:标准参照IEC60317对照表4.电性能:4.1电阻:取要检验的漆包线1m,将两端的漆膜刮去,测量漆包线的电阻,电阻测量值要与IEC60317的要求电阻范围内;标准温度20度,换算公式:20度的电阻/234.5+标准温度=实际测量电阻/234.5+测量温度。
4.2可焊性:①剪取需要检验的铜线材料;②根据材料可焊性条件范围设定锡炉温度;③使用温度测量器对锡炉温度测量确认锡炉温度在材料承认书的可焊性条件范围内;④焊锡条件依材料承认书,铜线上锡效果:当铜线浸锡后目检表面着锡面积95%以上,不遗留残渣。
⑤.非直焊性线径剥皮处理后依(第①-④点)作业。
4.3针孔测试:见针孔测试标准4.4击穿电压:取漆包线0.5m对折一次,将对折部位剪断并刮去四根线漆皮,然后再对折两次,并将对折后的漆包线扭成麻花状态,(两端各有两个线头)分别用高压仪测试同一端的两根线头的高压,(高压标准:参照附件IEC60317Ⅱ级标准)。
5、记录检验人员依据检验标准的要求执行操作检验,将检验数据记录在检验报表中。
编制:罗朝国审核:批准:线径(mm )麻花圈数<0.2533圈0.25-0.4516圈>0.4512圈漆包线针孔检验标准1.主题内容与适用范围:本标准适用于本企业漆包线检验之用。
2.操作过程:配置溶液及接线:A.配置盐水溶液:食盐30克,清水10公斤,浓度为3‰;B.配置酚酞溶液:酒精100克,酚酞3克;C.配置溶液:每10公斤盐水溶液加入20毫升酚酞溶液。
D.按图1检查盐浴装置正负极接线是否正确。
漆包线检验规范

1、检验条件:
温度:
相对湿度:
距离:人眼与产品表面的距离为
或
时间:检测量面和其它不超过
位置:检视面与桌面成
照明:
2、漆包线检验规范
序号
检验项目
检验标准
缺失
分类
允收水平
检验
工具
检验
地点
1
规格检验
品名规格与物料确认书一致
CRI
AC=0RE=1
目视
检验区
2
颜色
依订购单之要求
MAJ
AC=0RE=1
7
耐压试验
AC:300V/1Min无击穿
CRI
AC=0RE=1
耐压试验机
实验室
备注:1.IQC进料之抽样计划依本公司C=0抽样方案,根据来料之批量依(轴,卷,袋装材料抽样表)执行抽样,不再对每个检验项目定出样本.
2.将各项目检验的相应结果填入在《铜线检验报告》中.
目视
检验区
3
条数
依物料确认书要求
MAJ
AC=0RE=1
目视
检验区
4
线径
依物料确认书要求
MAJ
AC=0RE=1
千分尺
无露铜;
2.扁平电缆均匀,表面平滑,无脱漆等.
MIN
AC=0RE=1
目视
放大镜
检验区
6
包装
内用PE膜,外用发泡袋包装
MIN
AC=0RE=1
目视
检验区
漆包线检验标准

东莞立亚达电子有限公司
Dong Guan Readore Electronics Co,Ltd ISO 9000 三 阶 文 件
标题
IQC 检验标准细则—02 漆包线
文件编号 版本 页码
生效日期
QA -J- 01 A A
第 4 页 共 17 页
方形漆包线试验方法(金属箔电极法)及规格: a. 取 6mm 宽的薄金属箔置于 13mm 宽的粘胶带中央,并将此种胶带剪成 74mm 长的小段作为电极; b. 取 4 个此种电极,金属箔朝向,导线绝缘层紧密平贴于间距 51mm 的方形导 线棱角处,胶带至少包覆漆包线一圈半; c. 测试电路之漏电流为,电压分别顺次施于各电极与导体间; d. 测试电压从 O 开始以 500(±20%)VAC/1SEC 的速率均匀增加至漆包线被击 穿,最小击穿电压如下:
Film Coating
NEMA
GB
JIS
Heavy
1
2
Quadruple
2
1
4 个电极中 3 个
1000VAC 2000VAC
第 4 个电极
750VAC 1500VAC
e. 若在正常的实验室条件下,高压试验失败,重新取线,使线不受任何外力 及弯曲,在 60±3℃烘干 20±1 分钟,冷却至室温,再按照前面的程序,做 高压测试。
6
>3000~4000
8
>4000~7000
10
>7000~10000
12
10000 以上
13
注: 上表中 O/1 表示次要缺点之允收/拒收。
漆包线耐压试验:
次要缺点允收/拒收
0/1
0/1 0/1 0/1 1/2 1/2 1/2 2/3 2/3 2/3
漆包线检验标准
漆包线检验标准QZY-21.外观检验:表面光滑,色泽均匀,无漆瘤和白色润滑剂,2.尺寸检验:2.1 漆包线直径:标准参照GB/T6109 ,检验方法:千分尺2.2 导体直径:标准参照GB/T6109,检验方法:千分尺2.3 漆包线直径:标准参照GB/T6109,检验方法:千分尺2.4 导体误差值:标准参照GB/T61093.机械特性:3.1 伸长率:标准参照GB/T6109,检验方法:拉长仪器,计算方法:(拉伸后的长度-拉伸前的长度)/拉伸前的长度的比;3.2 急拉断:标准按照每秒2米的速度急拉,检验漆膜无开裂,3.3 圆棒卷绕:将不同规格的漆包线与相对应的铜棒绕上十圈,检验漆膜无开裂,铜棒的直径参照GB/T6109要求;3.4 热冲击:将卷绕漆包线放在烘箱中(悬挂在烘箱中间位置)烘0.5小时,烘箱温度与漆包线对应的规格要求,参照GB/T6109,烘完以后检验漆膜无开裂。
4.电性能:4.1 电阻:取要检验的漆包线1m, 将两端的漆膜刮去,测量漆包线的电阻,电阻测量值要与GB/T6109的要求电阻范围内;标准温度20度,换算公式:20度的电阻/234.5+标准温度=实际测量电阻/234.5+测量温度;4.2 盐浴测试:见盐浴测试标准4.3 击穿电压:取漆包线0.5m对折一次,将对折部位剪断并刮去四根线漆皮,然后再对折两次,并将对折后的漆包线扭成麻花状态,(两端各有两个线头)分别用高压仪测试同一端的两根线头的高压,(高压标准:参照附件国家2级标准)。
线径(mm )麻花圈数<0.25 33圈0.25-0.45 16圈>0.45 12圈编制:批准:漆包线盐浴检验标准1.主题内容与适用范围:本标准适用于本企业漆包线检验之用。
2.操作过程:配置溶液及接线:A.配置盐水溶液:食盐30克,清水10公斤,浓度为 3‰;B.配置酚酞溶液:酒精100克,酚酞3克;C.配置溶液:每10公斤盐水溶液加入20毫升酚酞溶液。
漆包线检验标准
漆包线检验标准1.外观检验:表面光滑,色泽均匀,无漆瘤和白色润滑剂,表面绝缘漆膜无脱落、氧化、划痕、损伤,无打结现象2.尺寸检验:2.1 漆包线直径:标准参照IEC60317对照表,检验方法:千分尺2.2 导体直径:标准参照IEC60317对照表,检验方法:千分尺2.3 漆包线漆膜厚度:标准参照IEC60317对照表,检验方法:千分尺2.4 导体误差值:标准参照IEC60317对照表3.电性能:3.1 电阻取要检验的漆包线1m, 将两端的漆膜刮去,测量漆包线的电阻,电阻测量值要与IEC60317的要求电阻范围内;标准温度20度,换算公式:20度的电阻/234.5+标准温度=实际测量电阻/234.5+测量温度。
3.2 可焊性①剪取需要检验的铜线材料;②根据材料可焊性条件范围设定锡炉温度;③使用温度测量器对锡炉温度测量确认锡炉温度在材料承认书的可焊性条件范围内;④焊锡条件依材料承认书,铜线上锡效果:当铜线浸锡后目检表面着锡面积95%以上,不遗留残渣。
⑤.非直焊性线径剥皮处理后依(第①-④点)作业。
3.3 针孔及漏电流测试3.3.1配置溶液及接线A. 配置盐水溶液:食盐30 克,清水10 公斤,浓度为3‰;B. 配置酚酞溶液:酒精100 克,酚酞3 克;C. 配置溶液:每10 公斤盐水溶液加入20 毫升酚酞溶液;D. 按图1 检查盐浴装置正负极接线是否正确。
导电体接正极直接接入盐浴池,被测定转子接负极;E. 将电源正负极正确连接后,通直流电12V1000mA,每次做盐浴前要检查溶液的导电性能,将“+”和“-”极直接浸入盐浴池中,观察电流表的读数,导通电流是否达到标准值:500mA,当电流达到500mA及以上才可测试。
3.3.2 漏电流及针孔数测试标准电流法测试标准针孔数测试标准如针孔数量少于五个且不在同一个部位30米之内,则可以接受,其它情形均不能接受。
3.4 击穿电压取漆包线0.5m对折一次,将对折部位剪断并刮去四根线漆皮,然后再对折两次,并将对折后的漆包线扭成麻花状态,扭绞33圈,(两端各有两个线头)分别用高压仪测试同一端的两根线头的耐高压能力。
漆包线进厂检验规程
漆包线进厂检验规程一范围、职责1 范围本规程规定了本公司安标矿用产品配套的YBDZ电机用漆包线检验方法,适用于外购漆包线进厂时检验。
2目的规范检验方法和行为,保证产品质量,从而保证用户的使用安全。
3职责质量控制部的进厂物资检验人员负责对进厂YBDZ电机用漆包线的检验,检验时做好记录。
检验记录保存五年。
二内容4 漆包线的检验4.1 检验的依据和抽样方法4.1.1 检验的依据GB/T6109漆包圆绕组线、YBDZ-2.0-01.1a图纸及其他相关技术要求。
4.1.2 抽样方法(1) 击穿电压:漆包线按每个批次每15卷为一组取五个样,作为耐高压试验的试样。
超出15卷的倍数或不足15卷的按一组取样。
取样分别从不同规格不同生产批次进的漆包线中进行。
(2) 尺寸检验:可随机在整卷上或高压试验后不影响尺寸检验的线段上测量。
4.2 漆包线的采购,应在我公司评定的合格供方中进行。
产品包装应有合格证,标签上有制造厂名及商标、漆包线的产品名称、漆膜种类、执行国家标准的编号、漆包线的直径和漆膜级别、出厂日期。
4.3 外观检查用正常视力检查,卷绕在线盘或线轴上的漆包线,漆膜应光滑、均匀、连续、无斑纹、无气泡和杂质。
4.4 尺寸检查4.4.1 导体直径导体直径与标称之差应不超过表1的规定值。
4.4.2 导体不圆度任一点上最小直径和最大直径之差应不大于表1第2栏的绝对值。
4.4.3 最小漆膜厚度最小漆膜厚度应不小于表1 的规定值。
4.4.4 最大外径最大外径应不超过表1 的规定值。
表1 漆包线尺寸4.5 柔韧性和附着性圆棒绕线试验(导体标称直径1.600毫米及以下),漆包线在等于其自身标称直径的圆棒上卷绕后,漆层应不开裂。
4.6击穿电压导体标称直径0.100毫米以上2.5毫米以下的漆包线,取五个试样中应至少有四个在小于或等于表2的电压下不发生击穿。
表2 击穿电压数值表5 检验结果检验合格的,检验人员在入库单上签字放行,业务负责人办理入库。
漆包线检验标准
漆包線檢驗標準規範
一.目的:
針對多家漆包線供應商品質不一,建立規範化的漆包線入料檢驗標準
二.铜线检验主要項目
1. 外观:
1-1、检测工具:10倍放大镜
1-2、检测方法:对于直径等于或大于1.83mm的漆包线,其外观质量用正常目力检验,对于直径小于1.83mm的漆包线采用放大倍数不超过10倍的放大镜检查。
1-3、漆包线表面品质要求
漆包线线表面光滑、色彩均匀、应无起珠、漆瘤、黑斑、黑线、氧化、开裂、碰伤划痕、裸线线花等不良缺陷、常温下不粘着、排线均匀。
以目视,手触,指甲法等检查,
A有无伤痕或污损;
B表面之光滑度,光泽,颜色是否均匀;
C以指甲刮擦,漆膜是否易脱落.
2. 尺寸檢測: (內徑和外徑與及膜厚)
2-1、检验工具:0.001mm普通外径千分尺、0.001mm千分尺、火機
2-2、检验方法:漆包线外径在相距1000mm的位置上,每个圆周均匀颁点三处进行测量,取两个位置六个测量值的平均值作为测量结果,然后在测量漆包线外径处用火烧去导体上附着的漆膜,用和上面相同的方法测量导体直径,漆包线外径与导体直径之差即为漆包线的漆膜厚度。
2-3、品质要求:
A漆包线导体线径必须在公差允许范围内,不允许有偏大或偏小现象;
B漆包线完成外径必须控制在标准范围内,不允许有偏大或偏小现象;
C漆膜厚度不允许有偏小现象,且具有耐压性。
3. 針孔试验: (三层绝缘线針孔为0个,TC/TR漆包線要求为0个)
检验工具:针孔试验仪、水盆、剪刀、提钩、温湿两用温度计、玻璃杯
3-1、检验原料:食盐、酝酿、清水
3-2、检验方式:成品检验、性能检验每种规格各抽检2轴。
漆包线检验标准2
一.漆包线的产品标准和试验方法标准;1 漆包圆线的产品标准;GB6109-90系列标准:2 漆包扁线的产品标准:GB/T7095-i995系列3.漆包圆线和扁线的试验方法标准:GB/T4074-1999二.漆包线的检验和试验漆包线检验的内容包括;外观和尺寸的检验测量,性能的测试。
其中性能包括:机械性能,化学性能,热性能和电性能。
现在我们主要对外观,尺寸进行讲解。
1.漆包线表面(外观)应光洁,色泽均匀,无粒子,无氧化,发毛,阴阳面,黑斑点,脱漆等影响性能的缺陷,排线应整齐,平整紧密,地绕在线盘上,不压线,收放自如影响表面的因素很多,它与原材料,漆料,设备,工艺,环境等因素有关。
2.尺寸2.1 漆包圆线尺寸包括:外形尺寸(外经)D导体直径d导体偏差△d导体的圆度f漆膜的厚度t2.1.1 外径是指;导体涂上一层绝缘漆膜后所测得的直径。
2.1.2 导体直径;是指去除绝缘层后金属线2.1.3 导体偏差;是指导体直径的实测值与标称值之间的差。
2.1.4 不国度(f)值是指导体每个截面上测量的最大读数和最小读数的最大差值。
2.2 测量方法;2.2.1测量工具;微米干分尺,精确度0.001mm漆包圆线,d<0.100mm 测力0.1-1.0Nd≥0.100mm 测力I-8N漆包扁线测力4-8N2.2.2 外径2.2.2.1 (圆线)当导体标称直径d≤0.200mm时,在相距各1m的3个位置,各测量一次外径,记录3个测量值,取其平均值作为外径。
2.2.2.2 当导体标称直径d>0.200mm时,相距1m的两个位置上,每个位置沿线周均分测量3次外径,记录6个测量值,取其平均值作为外径。
2.2.2.3 (扁线)相距各100mm3个位置上各测量宽边和窄边尺寸1次,取其3个测量值的平均值作为宽边和窄边的外形尺寸。
2.2.3 导体尺寸2.2.3.1 (圆线)当导体标称直径d≤0.200mm时,在相距各1m的3个位置用不损伤导体的任何方法除去绝缘各测量1次导体直径:取其平均值作为导体直径。
漆包线检验标准
漆包线检验规范一、漆包线入厂检验1、基本要求:电机漆包线的生产家,原则上都必须通过IS09001—2000质量管理体系认证。
供应商提供的有关产品合格证明材料必须真实、完整。
2、检验仪器、设备及量具要求:用于检测的仪器仪表应在合格检定期内,工装经合格验收后方可投入使用。
‘二、检验内容及方法:(一)外包装检验1入库包装数量检查、2供应商应提供材质单和质量检验合格证。
3每个包装件上的标签应至少包含制造厂名和商标、产品型号规格、净重、制造(生产)日期、标准编号等信息。
4产品型号为QZ-2/130,有UL证明或标识。
5包装件漆包线应整齐而紧密地绕在线盘上。
(二)性能检查:1、外观检查:用目视的方法检查每轴漆包线的漆膜不应有明显的气泡、划伤、破损等现象。
2、带漆皮线径检查:(1)抽样方法:全检。
(2)测量工具:外径干分尺(3)测量步骤:A.在每包装件上导线相距1000mm的两个位置,每个位置沿试样圆周均匀分布的三处进行测量,测力应符合表1。
B.记录漆包线导体两个端头位置上六个测量值并计算平均值,平均值应符合表1。
(4)、裸线线径检查:抽样方法:每批次抽样为2包装件(≤2全检),在该包装件上取一根长度不小于1000mm的试样。
(5)测量工具:外径千分尺(0—25)。
(6)测量步骤:A.将漆包线两端距线头10—30mm处的漆皮清理干净(可采用火烧)B.在每端头沿试样圆周均匀分布的三处进行测量,测力应符合表1C.记录漆包线导体两个端头位置上六个测量值并计算平均值,平均值应符合表1表1标称直径(mm) 带漆皮线径平均值不大于(mm)带漆皮/裸线测力(N)裸线直径范围(mm)φ0.23 φ0.28 0.75/1.25 φ0.226—φ0.234φ0.3l φ0.365 0.75/1.25 φ0.306—φ0.314φ0.33 φ0.390 0.75/1.25 φ0.326—φ0.334φ0.38 φ0.44 0.75/1.25 φ0.375—φ0.385φ0.41 φ0.47 0.75/1.25 φ0.405—φ0.415φ0.42 φ0.483 0.75/1.25 φ0.415-φ0.425φ0.45 φ0.513 0.75/1.25 φ0.445—φ0.455φ0.47 φ0.537 0.75/1.25 φ0.465—φ0.475φ0.49 φ0.556 0.75/1.25 φ0.485—φ0.495φ0.59 φ0.664 1/3 φ0.584—φ0.596 、漆包线的进料检验:抽取方法可以按照国标,当然如果公司是自己的,只是为了确定质量可以自行规定,一般每批线抽取3轴即可;检验方法国标同样有规定,不过一般公司不具备国家要求的所有检验用设备,只是通过检验来确定漆包线符合使用要求即可,这样的话,检验以下几项就可以,一是外观,不能有伤线,无线头,颜色异常等等;二是内径和外径,用千分尺来测量;三是绕线后的盐水针孔,有些线去过直接测针孔可能没问题,但是绕线后就不行了,这是漆膜附着性不好造成的,针孔一般测5米长的线,针孔数量小于12个就行;漆包线的抽检按轴数进行抽检,如10轴中抽检1轴。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
800以上
0.18-0.29
20
2200V以上
1400以上
900以上
600以上
0.12-0.17
24
2000V以上
1200以上
700以上
450以上
0.08-0.11
30
1900V以上
1000以上
600以上
350以上
0.06-0.07
40
1000以上
450以上
350以上
5.4检验标准
5.4.1 漆包线
mm
Mm
mm
mm
mm
mm
mm
mm
mm
mm
20℃Ωhm/KM
mm
0.07
±0.007
±0.003
0.015
0.125
0.007
0.105
0.004
0.091
0.003
0.085
4990
0.07
0.08
±0.007
±0.003
0.015
0.135
0.008
0.118
0.005
0.103
0.003
0.097
尺寸
参考附件规格标准.
MA
千分尺
卡尺
8
电阻测试
参考附件漆包线尺寸与电性规格表.
CR
电阻机
9
耐压测试
参考导体扭合表.
CR
高压机
5.4.2镀锡线
1
包装
料号、品名、规格等标识无误,无混装.外箱与最小包装有RoHS标识.
MI
目视
2
外观颜色
外观光亮,均匀,无黑点氧化.
MI
目视
3
尺寸
(直径)
≤Φ0.5公差为±0.01;0.5<Φ<1.0公差为±0.02;≥1.0公差为±0.03.
0.30
0.32
±0.01
±0.005
0.021
0.394
0.014
0.372
0.010
0.357
0.007
0.347
230.0
222.8
0.32
0.35
±0.01
±0.005
0.021
0.424
0.014
0.402
0.010
0.387
0.007
0.377
191.2
185.7
0.35
0.37
±0.01
0.19
0.20
±0.008
±0.003
0.019
0.266
0.012
0.246
0.008
0.231
0.005
0.222
607.6
577.2
0.20
0.21
±0.008
±0.003
0.019
0.276
0.012
0.256
0.008
0.241
0.005
0.232
549.0
522.8
0.21
0.22
±0.008
5.1.2批量大于1000KG时,抽取8个样本检验,允收水准为:
严重缺点:0收1退;主要缺点:1收2退;次要缺点:3收4退.
5.2 检验内容与方法(5.2.3及5.2.5-5.2.7仅适用于漆包线)
5.2.1确认产品料号、品名及规格之标示是否正确,有无混装.外箱与最小包装
须有RoHS标识
5.2.2目视漆膜表层颜色是否正确,均匀,无异色,对镀锡线目视外观是否氧化.
MA
千分尺
卡尺
4
浸锡试验
以120±30℃烘烤1/2H,冷却后浸锡,外观光亮.
MA
目视
6.参考文件:无
7.使用表单:IQC进料检验报告
8.附件:漆包线尺寸与电性规格表
UEW、PEW漆包线尺寸与电性规格表
导 体
第0种
(type0)
(class0)
第1种
(type1)
(class1)
第2种
(type2)
(class2)
±0.005
0.019
0.286
0.012
0.266
0.008
0.252
0.005
0.243
498.4
480.1
0.22
0.23
±0.008
±0.005
0.020
0.298
0.013
0.278
0.009
0.264
0.006
0.256
454.5
438.6
0.23
0.24
±0.008
±0.005
0.020
0.308
0.013
0.288
0.009
0.274
0.006
0.265
416.2
402.2
0.24
0.25
±0.008
±0.005
0.020
0.318
0.013
0.298
0.009
0.284
0.006
0.275
382.5
370.2
0.25
0.26
±0.01
±0.005
0.020
0.330
0.013
0.310
以最低限度之电压进行测量,时间约10秒-30秒,观察是否有击穿.
5.2.8 尺寸量测:每一个样本取10cm左右长度3段,量测最大完成外径与去掉漆包
膜后的导体直径(可以以酒精灯烧的方式或浸锡的方式去掉漆包膜,锡沾
附的厚度可忽略不计),镀锡线则直接量测直径.
5.3 导体扭合表
导体直径(mm)
扭合次数
破坏电压(V) (5mA/10-30S)
漆包线、镀锡线类检验规范
文件编号:
版本: A 版
发行日期:
修订: 0 次
生效日期:
共6页
第 1 页
1.目的:
为满足生产需要,规范漆包线、镀锡线检验项目之标准,提供合格之原物料.
2.范围:
凡交本公司之漆包线、镀锡线均适用.
3.权责:
3.1 IQC人员:进料检验之执行与审查.
3.2 主管:进料检验之核准.
OUEW、OPEW
1UEW、1PEW
2UEW、2PEW
3UEW
1.2以上
6
4600V以上
3200以上
3200以上
2800以上
0.76-1.1
9
3600V以上
2400以上
1600以上
1400以上
0.45-0.75
12
3000V以上
2000以上
1400以上
900以上
0.30-0.45
16
2500V以上
1600以上
4.定义:
4.1 严重缺点(CR):有危害产品使用者或携带者的生命或安全之以及
最终产品不能行使其功能的缺点谓之严重缺点.
4.2 主要缺点(MA):超出规格致不能达到所期望的功能或显著降低其实用性的
缺点谓之主要缺点.
4.3 次要缺点(MI):实际上不影响产品功能的缺点谓之次要缺点.
4.4 样本:检验产品时,随意抽取检验或试验所需之适当长度或轴数,作为判
0.010
0.172
0.006
0.157
0.004
0.149
1505
1386
0.13
0.14
±0.008
±0.003
0.017
0.200
0.010
0.182
0.006
0.167
0.004
0.159
1286
1193
0.14
0.15
±0.008
±0.003
0.017
0.210
0.010
0.192
0.006
±0.003
0.016
0.166
0.009
0.150
0.005
0.135
0.003
0.128
2153
1957
0.11
0.12
±0.008
±0.003
0.017
0.180
0.010
0.162
0.006
0.147
0.004
0.139
1786
1436
0.12
0.13
±0.008
±0.003
0.017
0.190
0.009
0.294
0.006
0.285
358.4
341.8
0.26
0.27
±0.01
±0.005
0.020
0.340
0.013
0.320
0.009
0.304
0.006
0.295
331.4
316.6
0.27
0.28
±0.01
±0.005
0.020
0.350
0.013
0.330
0.009
0.314
0.006
(class0)
第1种
(type1)
(class1)
第2种
(type2)
(class2)
第3种
(type3)
(class3)
最大导体电阻
(参考值)
导 体
直径
公差
(0.1种)
公差
(2.3种)
最小
膜厚
最大完
成外径
最小
膜厚
最大完成外径
最小
膜厚
最大
完成外径
最小
膜厚
最大完