焊接工艺卡标准
P22管道焊口焊接工艺卡
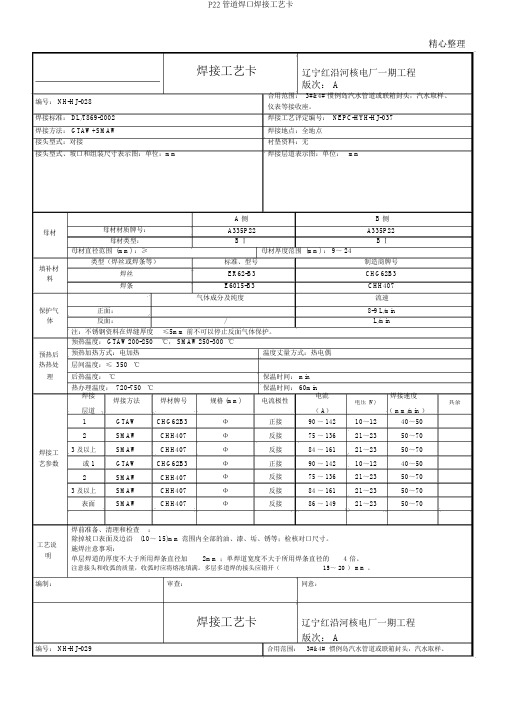
精心整理焊接工艺卡辽宁红沿河核电厂一期工程版次: A编号: NH-HJ-028合用范围: 3#&4# 惯例岛汽水管道或联箱封头,汽水取样、 仪表等接收座。
焊接标准: DL/T869-2002 焊接工艺评定编号: NEPC-HYH-HJ-037焊接方法: GTAW+SMAW 焊接地点:全地点接头型式:对接衬垫资料:无接头型式、坡口和组装尺寸表示图:单位:mm焊接层道表示图:单位: mmA 侧B 侧母材母材材质牌号:A335P22A335P22母材类型:B ⅠB Ⅰ母材直径范围 (mm) :≥母材厚度范围 (mm) : 9~ 24填补材 类型(焊丝或焊条等)标准、型号 制造商牌号焊丝ER62-B3CHG62B3料焊条E6015-B3CHH407气体成分及纯度流速保护气 正面:8-9 L/min体反面:/L/min注:不锈钢资料在焊缝厚度 ≤5mm 前不可以停止反面气体保护。
预热温度: GTAW200-250℃, SMAW250-300 ℃预热后 预热加热方式:电加热温度丈量方式:热电偶热热处 层间温度:≤ 350 ℃理后热温度: ℃保温时间: min热办理温度: 720-750 ℃保温时间: 60min焊接焊接方法 焊材牌号规格 (mm)电流极性电流焊接速度层道 ( A ) 电压 (V)其余( mm/min )1 GTAW CHG62B3 Φ 正接 90 ~ 142 10~12 40~502SMAW CHH407 Φ 反接 75 ~ 136 21~23 50~70 焊接工 3 及以上SMAW CHH407 Φ 反接84 ~ 161 21~23 50~70 或 1 GTAW CHG62B3 Φ90 ~ 142 10~12 40~50 艺参数正接 2 SMAW CHH407 Φ 反接 75 ~ 136 21~23 50~70 3 及以上SMAW CHH407 Φ 反接 84 ~ 161 21~23 50~70表面SMAWCHH407Φ反接86 ~ 14921~2350~70工艺说明焊前准备、清理和检查 :除掉坡口表面及边沿 (10~ 15)mm 范围内全部的油、漆、垢、锈等;检核对口尺寸。
焊接工艺卡
焊接工艺卡
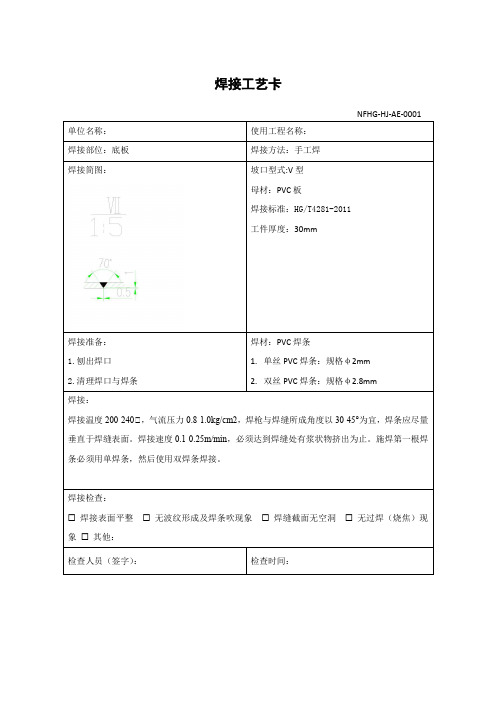
NFHG-HJ-AE-0001单位名称:使用工程名称:
焊接部位:底板焊接方法:手工焊
焊接简图:坡口型式:V型
母材:PVC板
焊接标准:HG/T4281-2011
工件厚度:30mm
焊接准备:
1.刨出焊口
2.清理焊口与焊条焊材:PVC焊条
1.单丝PVC焊条:规格φ2mm
2.双丝PVC焊条:规格φ2.8mm
焊接:
焊接温度200-240℃,气流压力0.8-1.0kg/cm2,焊枪与焊缝所成角度以30-45°为宜,焊条应尽量垂直于焊缝表面。
焊接速度0.1-0.25m/min,必须达到焊缝处有浆状物挤出为止。
施焊第一根焊条必须用单焊条,然后使用双焊条焊接。
焊接检查:
☐焊接表面平整☐无波纹形成及焊条吹现象☐焊缝截面无空洞☐无过焊(烧焦)现象☐其他:
检查人员(签字):检查时间:
焊接工艺卡焊接简图:。
焊接工艺卡

焊接位置:全方位焊条角度:随位置变化而变化
焊工分布:对称焊接接头重叠:10 mm~15 mm
焊接方式:短弧焊接打底面形状:微凹
摆动方向:横向微动接头分布:尽量避免过多重复
层间厚度:≤3 mm焊接完成后氩气延时10s左右。
焊接工艺卡
表A.2小直径高压合金钢管(横焊)
焊接方法
钨极氩弧焊打底电焊盖面
焊接规程7焊接工艺卡
表A.1小直径碳钢疏水管(吊焊)
焊接方法
钨极氩弧焊手工电焊盖面
母材
钢号:20g(δ=3.5 mm~6.0 mm)
坡口形式
焊前准备
1.焊丝清理干净
2.坡口及两侧各为10 mm~15 mm的内外壁彻底清理
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
层间厚度:≤3 mm焊缝收尾:回焊将弧坑填满
母材
钢号:12Cr1MoV(δ=3 mm~6 mm)
坡口形式
焊前准备
1.焊丝清理干净
2.坡口及两侧各为10 mm~15 mm的内外壁彻底清理
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
6.不允许强行对口
焊接材料
焊丝TIG-R31(φ2.4)焊条R317(直径3.2)
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
6.不允许强行对口
焊接材料
钨极氩弧焊(打底):TIG—R31(ψ2.4)
手工电弧焊(填充及盖面):R317(ψ3.2或ψ4)
预热制度
预热温度:250℃~350℃
焊后处理
焊接工艺卡

焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)焊接方法SMAW(弧焊)GTAW (氩弧焊)机动化程度:手工
焊接接头:
坡口形式: V型坡口
U'
LT
母材: 材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:(mm
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝(mm 角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝焊材标准:GB/T5117-1995 GB/T14957-1994 焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):①①
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热。
焊接工艺卡标准范文
焊接工艺卡标准范文一、背景介绍焊接工艺卡是制定焊接工艺的重要文件,它规定了焊接工艺参数和操作要求,能够指导焊接操作人员正确进行焊接工作。
本文将以标准格式给出焊接工艺卡的范文。
二、焊接工艺卡的格式焊接工艺卡应按照以下格式编写:1. 标题:焊接工艺卡2. 项目编号:(填写具体的项目编号)3. 项目名称:(填写具体的项目名称)4. 编制单位:(填写具体的编制单位)5. 审核单位:(填写具体的审核单位)6. 有效期限:(填写具体的有效期限)三、焊接工艺卡内容范文下面是一个焊接工艺卡的内容范例:项目编号:XXX项目名称:XXX焊接工艺卡编制单位:XXX公司审核单位:XXX公司有效期限:20XX年至20XX年焊接工艺参数:1. 焊接方法:氩弧焊2. 电流:100A3. 电压:20V4. 焊接速度:10cm/min5. 焊接材料:焊条(牌号:XXX)6. 补偿电流:无操作要求:1. 准备工作:将焊接材料准备妥当,清理焊接表面,确保无杂质和油污。
2. 焊接设备:根据规定使用氩弧焊机进行焊接。
3. 焊接位置:根据实际需要确定焊接位置。
4. 焊接接头:将需要焊接的两个接头正确对准。
5. 焊接过程:在预设电流和电压的情况下,保持恒定的焊接速度进行焊接。
6. 焊接质量检查:完成焊接后,对焊缝进行质量检查,确保无焊疤和气孔。
四、总结焊接工艺卡是进行焊接工作的重要指导文件,它规定了焊接工艺的参数和操作要求。
本文给出了焊接工艺卡的标准范文,希望能对焊接工作者编制焊接工艺卡提供参考和指导。
注:文章中所涉及的具体项目名称、公司名称和参数仅为范例,实际应根据具体情况进行修改。
P91焊接工艺卡

300℃正式焊接
打底和次层升温速度为150℃/h
200℃
100℃
t(h)
P91管道焊接工艺
工艺卡名称编号
LR-22
焊接方法
母材
焊接方法
氩弧焊打底电弧焊盖面
牌号
自动化程度
手工
厚度
20mm
钨极型号规格
铈钨极Ф2.5
管径
Φ273
焊接热处理
保护气体
预热温度
200~250℃
50~300℃
气体流量
8~12L/min
后热温度
750~770℃
纯度
>99.95%
时间范围
3、焊接时对内壁进充氩保护,氩气流量为20L/min.
4、操作由双人对称焊,一次性焊完。
5、点焊材料、工艺与正式焊接相同,如有缺陷应采取补救措施。
6、打底焊缝完成,检查无缺陷后应及时进行次层焊缝的焊接,以防裂纹,打底层厚度不小于3mm,其它层厚度3-4mm,焊条摆动宽度为6-9mm。
7、焊后待焊口冷却至100-120℃左右时,对焊口进行焊后热处理
1小时,升降温速度保持在250℃/h
焊接接头:
接头形式
对接
衬垫
无
焊接位置
2G、5G
衬垫材质
坡口及焊缝层次简图:
8-12°
10
3.0-4.0
焊接工艺要求:
1、焊前应将坡口内、外表面15mm范围内清理干净。
2、焊条烘干温度350~450℃,保温1~2小时,焊接过程中焊条应放在100~120℃保温筒内,随用随取,焊丝在使用前应消除油锈,直到露出金属光泽。
焊接工艺参数:
焊接位置
焊层
焊接方法
Q345B堆焊焊接工艺卡

焊 缝 类 别母 材 规 格δ=60mm 清 根 方 法超 声 波磁 粉100%100%焊 缝 余 高道次焊接方法
焊丝/焊条焊剂规格(mm )烘烤温度(℃)保温时间(h )预热(℃)层温(℃)电源种类及极性焊接电流(A )焊接电压(V )焊接速度(cm/min )气体流量(L/min )1-n FCAW 焊丝GFL-71φ1.2100-150≤200℃
DCEP 200~26026~3225~3315~25焊 缝 宽 度
焊 工 资 格
2、焊前进行预热,预热温度为100~150℃,焊后进行缓冷措施。
探 伤 方 法
探 伤 比 例
板厚方向(内壁)表面进行堆焊 3、堆焊要求:在板厚度方向表面(孔内壁)进行堆焊,堆焊宽度为60mm,堆焊高度15mm,堆焊后内孔径φ310, 堆焊时应圆滑过度。
4、堆焊后清理焊缝表面焊渣及飞溅,堆焊后保证无气孔,裂纹等缺陷。
X 射 线≤22mm 工艺说明:1、焊前将待焊部位(内壁)表面及两侧的油、锈、水分等杂质清除干净至露出金属光泽。
堆 焊 工 艺 卡
焊接接头形式及焊接层次示意图FCAW 应安排比熟练焊管材的焊工进行施焊(全位置焊)焊 接 方法
母 材 材 质
坡口加工方法
Q345B 坡 口 型 式。
焊接工艺卡正版(管道)

焊接工艺卡正版(管道)焊接工艺卡是在管道焊接工艺中使用的一种工具,可以帮助焊接工人快速并准确地完成任务。
该工艺卡包括了焊接的各种要素和参数,需要工人遵守。
以下是一份正版的管道焊接工艺卡,供参考:一、焊接材料及设备:1. 焊接材料:焊条(管道壁厚≤10mm)、焊丝(管道壁厚>10mm),气体(氩、氦等)。
2. 焊接设备:手工电弧焊机、TIG焊机、MIG/MAG焊机、气保焊机等。
二、连接方式:1. 插口式对接焊接:连接两端口在同一直线上的两根管子,其连接面是完全平行的。
2. 承插焊接:连接两根同心圆型的管子,管子之间有一定的间隙。
3. 卡箍式对接焊接:管子之间装有卡箍,连接面呈“V”形。
4. 管螺纹连接:可拆卸连接,在喉部设有螺纹,通常用于小口径泵管、气管、水管等。
5. 对焊和单面焊接:对焊为两面都进行焊接,单面焊接为只在一个面进行焊接。
三、焊接方法:1. 手工电弧焊接:适用于场地不方便、设备成本较低,但需要熟练的焊接技能。
2. TIG焊接:在高温下进行合金化作用,氩气用于避免氧化,适用于高品质的焊接要求。
3. MIG/MAG焊接:快速高效、易于自动化,适用于大批量的生产环境。
4. 气保焊接:将保护气和焊丝同时喷出,使其在高温下融化,适用于对焊接速度敏感、工件较厚的情况。
四、焊接参数:1. 电流(电弧焊接):取决于材料、焊接位置和技术水平等因素,应在工艺卡上标注。
2. 电弧长度:电弧与工件的间隔距离,通常保持在5-10mm范围内。
3. 焊接速度:在保证焊接质量的前提下,应尽可能加快焊接速度。
4. 焊缝准备:准备工作应符合设计要求,以确保空隙、棱角和毛刺等缺陷的最小化。
5. 保护气气流和压力:保护气的类型、流量及压力量等参数由焊接工艺、设备及材料决定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1234序号
本厂5
4
W
5H 16MnR
厚度22mm
厚度厚度厚度
正面背面正11埋弧焊H08MnA 5mm
直
800-1100
38-4040/
正21埋弧焊H08MnA 5mm 800-110038-4040反11埋弧焊H08MnA 5mm 700-90036-3845反2
1
埋弧焊
H08MnA
5mm
700-900
36-38
45
直流反接直流反接直流反接
电弧电压(V)焊接速度(cm/min)气 体 保 护 焊
钨极直径
喷嘴直径
气体
/纯度
(%)
气体流量(L/min)脉宽比层道焊接方法焊材/尺寸电流种类/极性焊接电流(A)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置母材-1预热温度(℃)母材-2
层间温度(℃)焊评编号采用埋弧焊焊接
持证项目埋弧焊用小车在焊件上行走焊接。
检验
焊后检验。
焊 接 顺 序
焊接工艺卡编号1
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
接头名称对接接头
定位焊与第一层焊接规范相同,沿坡口均布接头编号4点,焊点长度6-10mm。
1234序号
本厂5
4
W
5H 16MnR
厚度22mm
厚度厚度厚度
正面背面11埋弧焊SJ3015mm 900-100036-4025/
21埋弧焊SJ3015mm 900-100036-40253
1
埋弧焊
SJ301
5mm
900-1000
36-40
25
定位焊与第一层焊接规范相同,沿周围均布接头编号8点,焊点长度10-20mm。
焊评编号焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
QG/LT-C75
焊 接 顺 序
焊接工艺卡编号2
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称对接接头
采用埋弧焊焊接持证项目焊枪固定焊件旋转焊接。
检验
焊后检验。
母材-1预热温度(℃)母材-2
层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流
(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接直流反接直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体
/纯度
(%)
气体流量(L/min)脉宽比
1234序号
本厂5
4
W
5H 16MnR 厚度22mm 16MnR
厚度12mm
厚度厚度
正面背面11焊条电弧焊J5035180-21030-5020-30/
2
1
焊条电弧焊
J503
5
180-210
30-50
20-30
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号4
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称搭接接头
定位焊与第一层焊接规范相同,沿周围均布接头编号6点,长度方向上4点,焊点长度6-10mm。
焊评编号采用焊条电弧焊焊接持证项目采用两焊工同事对称焊接。
检验
焊后检验。
母材-1预热温度(℃)母材-2
层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流
(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体
/纯度
(%)
气体流量(L/min)脉宽比
1234序号
本厂5
4
W
5H 16MnR 厚度8mm 16MnR
厚度16mm
厚度厚度
正面背面1
1
焊条电弧焊
J503
5mm
160-210
40-65
30-40
/
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号5
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称角接接头
定位焊与第一层焊接规范相同,沿周围均布接头编号三点,焊点长度6-10mm。
焊评编号采用GTAW焊接持证项目焊缝外观检查
检验
焊缝无损检测:100%RT Ⅱ级合格母材-1预热温度(℃)母材-2
层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流
(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体
/纯度
(%)
气体流量(L/min)脉宽比
1234
序号本厂
4W
5H 16MnR 厚度8mm 16MnR
厚度14mm
厚度厚度
正面背面1
1
焊条电弧焊
J503
5mm
160-210
40-65
30-40
/
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号6
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称角接接头
定位焊与焊接规范相同,沿周围均布接头编号,焊点长度6-10mm。
焊评编号采用GTAW焊接持证项目
焊后检查
检验母材-1预热温度(℃)母材-2层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置
电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸气 体 保 护 焊
钨极直径喷嘴
直径气体
/纯度
(%)
气体流量(L/min)脉宽比直流反接
1235
序号本厂
4W
5H 16MnR 厚度22mm 16MnR
厚度10mm
厚度厚度
正面背面11焊条电弧焊J5035180-22030-6020-30/
2
1焊条电弧焊J503
5
200-240
30-60
20-30
焊评编号气 体 保 护 焊
钨极直径喷嘴
直径气体
/纯度
(%)
气体流量(L/min)脉宽比焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号3
持证项目
检验焊接速度(cm/min)焊 接 位 置
焊缝金属-1焊缝金属-2
直流反接直流反接
电流种类/极性焊后热处理焊接电流(A)电弧电压(V)预热温度(℃)母材-2层间温度(℃)层道
焊接方法焊材/尺寸
4点,焊点长度6-10mm。
采用焊条电弧焊焊接。
焊缝外观检查。
母材-1、锈蚀、水及其它有害杂质清理干净。
接头名称对接接头
定位焊与第一层焊接规范相同,沿周围均布接头编号QG/LT-C75
焊接前将焊接区域及周围20mm范围内的油污图 号。