FANUC数控机床机械原点的设置及回零常见故障分析
数控机床的回零及其常见故障分析[1]
![数控机床的回零及其常见故障分析[1]](https://uimg.taocdn.com/bb6b1621bcd126fff7050be2.webp)
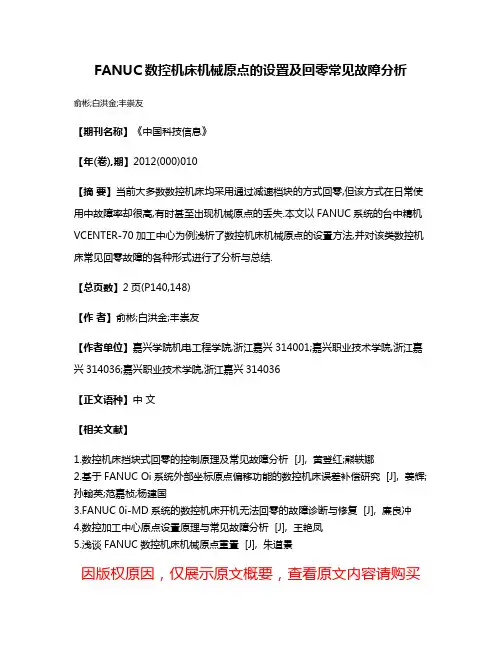
数控机床参考点的回归及其常见故障诊断数控机床启动后通常需要进行返回参考点的操作,在这个过程中常会遇到各种问题,问题处理的正确与否在很大程度上会直接影响机床的使用及工件的加工精度。
一、为什么要返回参考点在数控机床上,各坐标轴的正方向是定义好的,因此只要机床原点一旦确定,机床坐标系也就确定了。
机床原点往往是由机床厂家在设计机床时就确定了,但这仅仅是机械意义上的,计算机数控系统还是不能识别,即数控系统并不知道以哪一点作为基准对机床工作台的位置进行跟踪、显示等。
为了让系统识别机床原点,以建立机床坐标系,就需要执行回参考点的操作。
如在CK0630型数控车床上,机床原点位于卡盘端面后20mm处,为让数控系统识别该点,需回零操作。
在CK0630型数控车床的操作面板上有一个回零按钮“ZERO”,当按下这个按钮时将会出现一个回零窗口菜单,显示操作步骤。
按照这个步骤,依此按下“X”按钮、“Z”按钮,则机床工作台将沿着X轴和Z轴的正方向快速运动,当工作台到达参考点的接近开关时,工作台减速停止。
回参考点的工作完成后,显示器即显示机床参考点在机床坐标系中的坐标值(X400,Z400),此时机床坐标系已经建立(如图1所示)。
目前,大多数数控机床均采用增量式位置检测装置来做位置环反馈元件,当机床在断电状态时NC系统会失去对机床坐标系值的记忆,因此每次机床重新通电之初,必须手动操作返回机床参考点一次,恢复记忆,以便进行自动加工。
对使用日本FUNAC系统的机床,除通电之初外,在机床工作过程中如出现断电、紧急停止或压下了机床行程限位开关时,也必须返回参考点。
机床返回参考点的方向、速度、参考点的坐标等均可由系统参数设定。
二、返回参考点的原理目前数控机床回参考点的方式有两种:使用脉冲编码器或光栅尺的栅格法和使用磁感应开关的磁开关法。
磁开关法由于存在定位漂移现象,因此较少使用。
大多数数控机床均采用栅格法回参考点。
栅格法根据检测元件计量方法的不同又可分为绝对栅格法和增量栅格法。
FANUC数控机床机械原点的设置及回零常见故障分析
FANUC数控机床机械原点的设置及回零常见故障分析
俞彬;白洪金;丰崇友
【期刊名称】《中国科技信息》
【年(卷),期】2012(000)010
【摘要】当前大多数数控机床均采用通过减速档块的方式回零,但该方式在日常使用中故障率却很高,有时甚至出现机械原点的丢失.本文以FANUC系统的台中精机VCENTER-70加工中心为例浅析了数控机床机械原点的设置方法,并对该类数控机床常见回零故障的各种形式进行了分析与总结.
【总页数】2页(P140,148)
【作者】俞彬;白洪金;丰崇友
【作者单位】嘉兴学院机电工程学院,浙江嘉兴314001;嘉兴职业技术学院,浙江嘉兴314036;嘉兴职业技术学院,浙江嘉兴314036
【正文语种】中文
【相关文献】
1.数控机床挡块式回零的控制原理及常见故障分析 [J], 黄登红;熊轶娜
2.基于FANUC Oi系统外部坐标原点偏移功能的数控机床误差补偿研究 [J], 姜辉;孙翰英;范嘉桢;杨建国
3.FANUC 0i-MD系统的数控机床开机无法回零的故障诊断与修复 [J], 廉良冲
4.数控加工中心原点设置原理与常见故障分析 [J], 王艳凤
5.浅谈FANUC数控机床机械原点重置 [J], 朱道景
因版权原因,仅展示原文概要,查看原文内容请购买。
FANUC数控机床机械原点的设置及回零常见故障分析
FANUC数控机床机械原点的设置及回零常见故障分析当前大多数数控机床均采用通过减速档块的方式回零,但谊方式在日常使用中故障率却艰高,有时甚至出现机械原点的丢失。
本文以FANUC系统的台中精机VCENTER-70加工中心为例浅析了数控机床机械原点的设置方法,并对该类数控机床常见回零故障的各种形式式进行了分析与总结。
机械原点是机床生产厂家在生产机床时任机床上设置的一个物理位置,可以使控制系统和机床能够同步,从而建立起一个用于测量机床运动坐标的起始位置点,通常也是程序坐标的参考点。
大多数数控机床在开机后都需要回零即回机械原点的操作。
本文以FANUC系统的台中精机VCENTER-70加工中心为例浅析了数控机床机械原点的设置方法,并对此类数控机床常见回零故障的各种形武进行了分析与总结。
1 机械原点设置1.1 机械原点丢失的原因台中精机生产的VCENTER-70加工中心采用增量编码器作为机床位置的检测装置。
系统断电后,工件坐标系的坐标值就会失去记忆,尽管靠电池能够维持坐标值的记忆,但只是记忆机床断电前的坐标值而不是机床的实际位置,所以机床首次开机后要进行返回参考点操作。
而当系统断电遇到电池没电或特殊情况失电时,就会造成机械原点的丢失.从而使机床回参考点失败而无法正常工作。
此时机床会产生。
#306 n轴电池电压0#的报警信息,并且还会产生机械坐标丢失报警。
#300第n轴原点复位要求”(n代指X、Y、Z)。
1.2 机械原点的设置在通常情况下,设置数控机床机械原点的方法主要有以下两种:1)手动使X、Y、Z三轴超程印利用三轴的极限位置选择机械原点。
2)利用各坐标轴的伺服检溯反馈系统提供相应基准脉冲来选择机床参考点即机械原点。
由于第一种方法是机床厂家通常建议的也是较为简便和实用的方法.因此本文在此详细介绍第1种做法。
以X轴为例,设置步骤如下:(1)将机床操作面板上的方式选择开关设定为MDI方式。
(2)按下机床MDI面板上的功能键[OFS/SET]数次,进入设定画面。
数控机床回参考点的故障分析和排除
数控机床回参考点的故障分析和排除数控机床参考点又名原点或零点,是机床的机械原点和电气原点相重合的点,是原点复归后机械上固定的点。
机床参考点确立后,各工件坐标系随之确立,即参考点为工件坐标系的原始参照系。
文章通过对数控机床回参考点的确立,并结合回参考点的故障维修实例,从而归纳总结出回参考的故障排除方法。
标签:数控机床;参考点;测量反馈元件1 参考点的确立数控系统按检测反馈元件测量方式的不同分为绝对脉冲编码器方式和增量脉冲编码器方式两种。
数控系统反馈元件采用绝对脉冲编码器,坐标值实际位置是靠位置检测装置的电池来维持,因此系统断电后,绝对脉冲编码器会记住当前位置。
在数控机床正常使用过程中,只要保证绝对脉冲编码器的后备电池有效,机床开机就不需要再进行回参考点操作。
而采用增量脉冲编码器的数控系统,系统断电后,工件坐标系的坐标值就会消失,因此机床每次开机后都必须先进行回参考点操作,通过参考点来确定机床的坐标原点,从而建立正确的机床坐标系。
除此之外,机床在按下急停开关及机床出现故障并修复后都需要进行一次手动回参考点的操作。
数控机床各轴回参考点的运动中,各轴的运动速度是在机床参数中设定的,并且数控系统是通过PLC的程序编制和数控系统的参数设定决定的,因此,数控机床各轴回参考点是通过PLC和数控系统配合完成的。
2 数控机床回参考点的故障维修实例下面介绍几个第一重型机械集团公司的数控机床回参考点的故障维修实例:例1军工分厂一台型号为TK6516数控铣镗床,数控系统为SIEMENS840D,Y轴出现回参考点位置的准确性差的故障,从而影响加工精度的故障。
维修人员首先检查该机床Y轴测量编码器的+5V电压是正常的,并且该轴在手动方式下能正常工作,回参考点的动作过程也正常,再检查参考点减速速度参数MD34040、位置环增益参数MD32200设置也都正确。
分析可能是由于编码器“零脉冲”受到干扰而引起的此故障,再经过仔细检查该故障轴后,发现该轴编码器的连接电缆的屏蔽线脱落,重新连接脱落的屏蔽线后,该故障轴回参考点位置准确,机床加工精度恢复。
FANUC系统原点设定方法
FANUC系统原点设定⽅法
设定原点步骤
1、⼿动将机床各轴移动到原点位置,有很多朋友问如何⼿动,现在公布答案:⽤⼿轮摇!摇!摇!
2、设置1815#4=1,关机断电重启;即确定当前点为原点。
如果1815#4⽆法设置为1:
A、⾄少保证电机旋转⼀圈以上;
B、将1815#5=0,1815#4=1,1815#5=1断电重启;
1815#5 APCx 为1,使⽤绝对位置编码器,为0使⽤相对位置编码器;
1815#4 APZx 为1,绝对位置编码器原点设定成功,
为0,绝对位置编码器原点未设定,会产⽣300号报警;
1815#1 OPTx 为1,使⽤全闭环,为0使⽤半闭环。
使⽤绝对位置检测器时,在进⾏第 1 次调节时或更换绝对位置检测器时,务须将其设定为 0,再次通电后,通过执⾏⼿动返回参考点等操作进⾏绝对位置检测器的原点设定。
由此,完成机械位置与绝对位置检测器之间的位置对应,此参数即被⾃动设定为 1。
原点设定失败原因
1>把电机旋转1圈左右,重新设定。
2>编码器线⽆6V电线,或者线破损。
3>编码器坏。
杀⼿锏:
当你去维修⼀台你不熟系的机床,不熟悉的系统,如何设定机床原点?
原点设定绝招:
1:将轴移动到原点位置,将软限位参数改⼤,⼿动将轴移动到原点位置。
当你不知道软限位⾏程参数时也没关系,按下急停推动⼯作台或转动丝杠,将⼯作台转动到原点位置。
2:将电机联轴器拆开或将电机脱开
3:切换到回原点模式,将电机转动到零点
4:安装电机及联轴器,原点设定完成
此⽅法适⽤于绝⼤部门的数控机床,千万不要泄露,绝密!!!。
数控机床回参考点故障及检修
数控机床回参考点故障及检修数控机床回参考点故障原因及检修十堰职业技术(集团)学校唐运福关键词:参考点;回零;故障检修数控机床的原点是数控机床厂家设定在机床上的一个固定点,作为机床调整的基准点。
机床开机、按下急停开关后以及机床出现故障并修复后都需要进行一次返回参考点的操作。
回参考点的方式因数控系统类型和机床生产厂家而异,目前,采用脉冲编码器或光栅尺作为位置检测的数控机床多采用栅格法来确定机床的参考点。
一、数控机床返回参考点的控制原理及调整方法现以SSCK-20数控车床(系统为FANUC-OTD)为例,说明数控机床返回参考点的控制原理及调整方法。
系统在返回参考点状态(REF)下,按下各轴点动按钮(+J),机床以快移速度向机床参考点方向移动,当减速开关(*DEC)碰到减速挡块时,系统开始减速,以低速向参考点方向移动。
当减速开关离开减速挡块时,系统开始找栅格信号(编码器一转信号),系统接收到一转信号后,以低速移动一个栅格偏移量(如果系统参数设定栅格偏移量),准确停在机床的参考点上。
V1速度由系统参数518(X轴)、519(Z轴)决定,设定范围为30~24 000 mm/min,本机床分别设定为4 000 mm/min和6 000 ram/rain。
V2速度由系统参数534(所有轴)决定,设定范围为6~15 000 ram/rain,本机床设定为200 mm/min。
栅格偏移量根据机床实际调整由系统参数508(X轴)、509(Z轴)确定二、数控机床返回参考点的调整数控机床各轴传动机械拆装后、进给伺服电动机更换后、位置检测装置修复后都将导致机床参考点位置不准,需对机床的返回参考点进行调整。
通常机床参考点设计在机床刀架X轴、Z轴正方向上。
如果机床的刀架在机床回零操纵中要求设定固定的位置,只用调整回零开关撞块的方法是不能实现的,必须调整控制机床的相应参数。
机床相应参数调整步骤如下:1、预置参数0508项,X轴栅格调整的预置值。
FANUC数控机床返回参考点常见故障的诊断与分析
FANUC数控机床返回参考点常见故障的诊断与分析禚玉宝【摘要】In the CNC machine tool repair, the fault of NC machine tool reference point return rate is o very high. For the machine often return reference point fault, clear back to the function and principle of the reference point is very important. In order to facilitate the NC repair personnel can quickly and accurately determine the fault point, the CNC machine to configure FANUC 0i system as an example, the machine back to the reference point of principle, course of action and failure is analyzed, so that to understand fundamentally and remove the faults of CNC machine tools in the return reference point.%在数控机床的维修中,有关数控机床回参考点方面的故障率非常高。
对于机床经常出现的回参考点故障,搞清楚回参考点的作用与原理是非常重要的。
为了便于数控维修人员能够迅速准确地判断故障点,以配置FANUC 0i系统的数控机床为例,把有关机床回参考点的原理、动作过程以及故障现象进行了分析,以使大家能够从根本上了解和排除数控机床在返回参考点方面出现的各种故障。
FANUC、SIEMENS数控机床参考点的原理、设置与维修
FANUC、SIEMENS数控机床参考点的原理、设置与维修当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1、FANUC系统:1)、工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
当走到相对编码器的零位时,回归电机停止,并将此零点作为机床的参考点。
2)、相关参数:参数内容系统0i/16i/18i/21i0所有轴返回参考点的方式: 0. 挡块、 1. 无挡块1002.10076各轴返回参考点的方式: 0. 挡块、 1. 无挡块1005.10391各轴的参考计数器容量18210570~0575 7570 7571每轴的栅格偏移量18500508~0511 0640 0642 7508 7509是否使用绝对脉冲编码器作为位置检测器: 0. 不是、是 1815.50021 7021 绝对脉冲编码器原点位置的设定:0. 没有建立、 1. 建立1815.40022 7022 位置检测使用类型:0.内装式脉冲编码器、1. 分离式编码器、直线尺1815.10037 7037快速进给加减速时间常数16200522快速进给速度14200518~0521FL速度14250534手动快速进给速度14240559~0562伺服回路增益182505173)、设定方法:a、设定参数:所有轴返回参考点的方式=0;各轴返回参考点的方式=0;各轴的参考计数器容量,根据电机每转的回馈脉冲数作为参考计数器容量设定;是否使用绝对脉冲编码器作为位置检测器=0 ;绝对脉冲编码器原点位置的设定=0;位置检测使用类型=0;快速进给加减速时间常数、快速进给速度、FL速度、手动快速进给速度、伺服回路增益依实际情况进行设定。
fanuc数控机床参考点的设置与维修
fanuc数控机床参考点的设置与维修数控机床参考点的设置与维修摘要:这里详细地介绍了发那克,三菱,西门子几种常用数控系统参考点的工作原理、调整和设定方法,并举例说明参考点的故障现象,解决方法。
关键词:参考点相对位置检测系统绝对位置检测系统前言:当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1、发那克系统:1)、工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
FANUC数控系统典型故障分析
信号受干扰而失效 。 否则应检查参考计数器的设定值 , 与脉 冲数
量是否相匹配 , 如果匹配 , 并且检查脉冲编码器与 N C之 间的反 馈 电缆连接也正常 , 则检查此反馈电缆 中的屏蔽线是否 已接地 , 如已接地 , 则须更换轴卡 。 2超程报警 . 505 1 1~ 8 报警 ( 超程报警 ) 表示机床位置超过 了行程 限位或
维普资讯
F N C数控 系统典型故 障分析 A U
李 巧洁
摘要
谭 国斌
以 F N C 0系列为例 , A U一 介绍典型故障的分析方法 , 并列举 了 1 0例故障诊 断实例。 漂移
B T 37 P 0 文献 标 识 码
关键词 数控系统 典 型故障
毕, 机械原点随即确立 。 而电气原点是 由机床所使用的检测反馈 元件所发出的栅点信号或零标志信号确立 的参考点。为 了使 电 气原点与机械原点重合 ,必须将电气原点到机械原 点的距离用
一
个设 置原点偏移量的参数进行设置。 机床参 考点确定后 , 各工
件坐标 系随之确立。 在数控设 备使用过程中 , 机床各 轴都要先 回
并为全闭环系统 , 先检查半闭环系统 回原点 的漂移情况 , 如果正 常, 应检查电机一转标志信号是否 由半闭环系统提供 , 检查有关
() 3 切断 电源 , 然后按 [ 及[A ] 的同时接通 电源 , P C N键 】 此时 可用手动运转退 出报警 区。
参数设 置及信号电缆联接 。 如参数设置正常 , 则为光栅尺等线性 测量元件不 良或其接 1电路故障。 3 如参数设置不正确 , 则修正设
时 的开始位置 , 在位置偏差量> 2 18个脉 冲的状态下 , 在返 回参
考点方向上进行 1 转以上 的快速进给 ,检测是否输入过 1 转信 怀疑P U 0至 N U板间 电缆接触不 良, C5 C 改接临时短电缆 , 报警
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC数控机床机械原点的设置及回零常见故障分析
当前大多数数控机床均采用通过减速档块的方式回零,但谊方式在日常使用中故障率却艰高,有时甚至出现机械原点的丢失。
本文以FANUC系统的台中精机VCENTER-70加工中心为例浅析了数控机床机械原点的设置方法,并对该类数控机床常见回零故障的各种形式式进行了分析与总结。
机械原点是机床生产厂家在生产机床时任机床上设置的一个物理位置,可以使控制系统和机床能够同步,从而建立起一个用于测量机床运动坐标的起始位置点,通常也是程序坐标的参考点。
大多数数控机床在开机后都需要回零即回机械原点的操作。
本文以FANUC系统的台中精机VCENTER-70加工中心为例浅析了数控机床机械原点的设置方法,并对此类数控机床常见回零故障的各种形武进行了分析与总结。
1 机械原点设置
1.1 机械原点丢失的原因
台中精机生产的VCENTER-70加工中心采用增量编码器作为机床位置的检测装置。
系统断电后,工件坐标系的坐标值就会失去记忆,尽管靠电池能够维持坐标值的记忆,但只是记忆机床断电前的坐标值而不是机床的实际位置,所以机床首次开机后要进行返回参考点操作。
而当系统断电遇到电池没电或特殊情况失电时,就会造成机械原点的丢失.从而使机床回参考点失败而无法正常工作。
此时机床会产生。
#306 n轴电池电压0#的报警信息,并且还会产生机械坐标丢失报警。
#300第n轴原点复位要求”(n代指X、Y、Z)。
1.2 机械原点的设置
在通常情况下,设置数控机床机械原点的方法主要有以下两种:1)手动使X、Y、Z三轴超程印利用三轴的极限位置选择机械原点。
2)利用各坐标轴的伺服检溯反馈系统提供相应基准脉冲来选择机床参考点即机械原点。
由于第一种方法是机床厂家通常建议的也是较为简便和实用的方法.因此本文在此详细介绍第1种做法。
以X轴为例,设置步骤如下:
(1)将机床操作面板上的方式选择开关设定为MDI方式。
(2)按下机床MDI面板上的功能键[OFS/SET]数次,进入设定画面。
(3)将写参数中的0改为1,由此,系统进入了参数可写状态。
此时机床出现。
SWO 100参数写入开关处于打开”的报警信息。
忽略这条报警信息,设置完参数后改回为0即可。
(4)按下功能键lsYSTEM】,进入系统参数键面。
通过参数搜索找到参数1815(如表l 所示)通常情况下,X轴的#4APZ或#5 APC会显示为0,若不为0就将其设定为0。
(5)找到参数1320,此参数为存储各轴正向行程的坐标值。
将其X轴的正向行程设定为最大值999999。
目的是让X轴的正向软限位位置值大于其正向硬限位的位置值。
(6)将方式选择开关打到手轮方式,然后摇动手轮使工作台碰及X轴的正向限位档块,此时机床会出现“#500+X过行程”报警。
(7)按下MDI面板上的[POS]功能键.进入机床坐标显示键面。
打开相对坐标显示键面,按下X+[起源]使X轴的相对坐标值变为0。
(8)按下机床操作面板上的【超程释放】并摇动手轮至X-6.5的位置。
(9)再次找到参数1815,将X轴的#4APZ或#5 APC都设定为1。
最后重启数控系统,完成X轴的机械原点设置。
Y轴和Z轴的机械原点设置方法与X轴相同,三轴的机械原点都设定好后重新打开写参数设定键面,将其设定为0。
此时机床的报警信息全部消失,完成了加工中心的机械原点设置。
利用基准脉冲设定机床零点。
在通常情况下,闭环系统直线的光栅尺每隔50mm就会产生一个基准脉冲,但也会有一些特殊的直线光栅尺,它会每隔20mm就产生一个基准脉冲。
对于闭环系统中的旋转编码器来说,产生的基准脉冲距离要比直线光栅尺小很多,比如只有6mm。
由于这个基准脉冲在机床上经常会被选定为致控系统计数的基准.因此通过修改机床里的参数就可以将这个基准点的值设定为0,从而使这个点成为机床的参考点也就是机床的机械原点。
1.3 设置机械原点时的注意事项
(1)设置前要检查各坐标轴上要否安装有机床回零的微动开关,且各微动开关的位置是否适合。
(2)在第一个基准脉冲验出之前,必顺保证该坐标轴到了需要降速的距离上了。
而这个降速距离就是所选速度的滞后误差值。
(3)由于使用的是编码器.故两个基准脉冲之间的距离会很小,所以在回机床零点时,速度要低一些,从而使滞后误差不会高于这个值的500。
(4)由于各坐标轴回机床机械原点时的速度是由机床的相应参效决定的.因此在设置这些参数时要注意.确保机床回零速度合适。
(5)倘若机床在回零点时压住了微动开关,那么就必须通过手轮或是手动的方式操作数控机床坐标轴,强制其退出微动开关并退到离微动开关较远的位置,然后再次执行各坐标轴回参考点的操作。
2 机床回零常见故障分析及处理
2.1 机床开机后不能回零故障分析及处理
(1)可能系统参数设置有误。
解决方法是仔细检查各个相关参数,必要时重设参数。
(2)零脉冲不良导致的故障。
零脉冲不良就会使回零时找不到零脉冲,引起的原因可能是系统轴板故障或是编码器及接线出现故障。
解决方法是对编码器进行更换或清洗,检查线路及系统轴板是否有问题。
(3)有可能减速开关短路或是已经损坏。
这种故障会导致减速信号不能产生。
解决方法是检查减速开关的线路,对减速开关进行维修,必要时更换减速开关。
(4)可能检测元件已被污染。
在全闭环控制的系统中,若光栅尺沾有油污,就不能采集到信号。
解决方法是清洗光栅尺。
2.2 机床回零时找不到零点位置故障分析及处理
(1)减速开关有可能已经损坏或受污,也可能是线路短路或断路。
解决方法就是及时对减速开关进行清理维修,必要时更换减速开关。
检查线路连接情况.及时发现问题并解决。
(2)可能是减速档块所处位置不准确。
解决方法是调整减速档块到限位开关的距离,避免两者行程过小引发此故障。
2.3 机床回零后的位置与零点位置发生螺距偏移故障分析及处理
引起这一故障可能的原因是产生栅格信号的时刻与减速信号从断开到接通的时刻太接近了,再加上存在的传动误差,就使得机床回零过程中工作台碰到减速开关时,刚好错过了栅格信号,所以只能等到脉冲编码器再转过一周以后才能找到下一个栅格信号。
故而出现了此类故障。
具体分析如下:
在减速开关的信号从断开恢复到接通状态时,随即便出现了栅格信号,也就是晚栅格信号处在门临界点上(如图1a所永)。
这样一来,机械部分的热变形,减速开关出现“通”、“断”信号的重复精度误差都会导致零点发生位置偏离的故障(如图1b所示)。
解决方法足可适当的阔整减速档块所处的位置,从而使零点位置与工作台停止的位置重合(如图1c所示)。
也可以采用修改栅格偏移量的方法,使产生栅格信号的时划离减速信号从断开到接通时刻的距离是栅格信号产生周期的一半,就可消除此故障(如图1d所示)。
图1故障分析及鳞决方法示意囤
2.4 机床幽零位置随机性变化故障分析及处理
(1)脉冲编码器的供电电压太低。
解决方法是调整从主板上输出的电压值,同时查看编码器线路板上的电源电压是否已到了合适的范围。
(2)伺服调节不良.从而引起跟踪误差偏大。
解决方法足修改伺服参数。
(3)滚珠丝杠间隙偏大或丝杠与电动机的联轴器出现了松动。
解决的方法是对演珠丝杠螺母剐的间隙进行调整及优化,对联轴器进行紧周或更换。
(4)零咏冲受到干扰。
解决的方法是检查脉冲编码器的电缆布置是否合理,反馈电缆萍蔽是否连接无误。
3 结语
掌握数拧机床原点的设置方法和常见回零故障处理方式对于解决生产实践中的机床回零故障具有很好的指导作用。
但值得说明的是故障观象与故障原因并非是一一对应的,有可能是几种原困引起的。
因此在维修时要根据机床的实际情况,结合实践经验和维修手册逐一检查排除假象,找到故障起因并予以排除。