模具设计常用计算式--B板厚度
设计计算翻边、翻孔
计算翻孔力:f=1.1πtσs(D-d)
f----翻孔力(N)t----材料厚度(mm)σs----材料屈服强度
D----翻孔直径(mm) d----毛坯预制孔直径(mm)
测量得翻孔直径φ105预冲孔直径φ100
f=1.1x3.14x0.8x210x(105-100)=2901.36N
汽车模具
设计计算书
令号
件号
工序
工序名称
翻边翻孔
计算内容
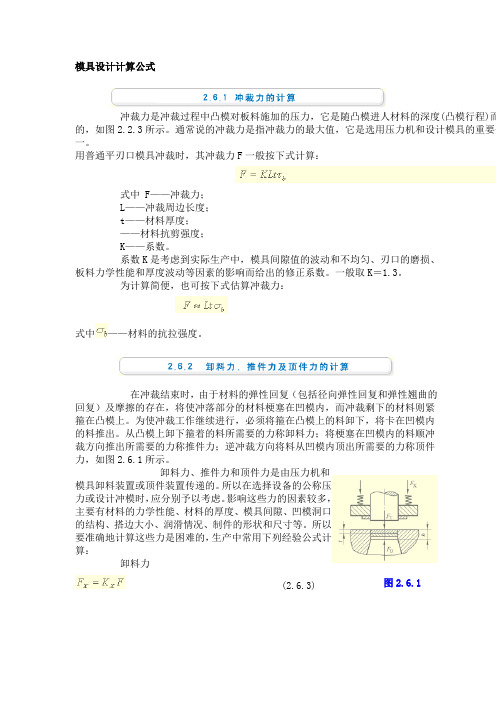
翻边力、翻孔力、压料力校核
计算翻边力F:(材料:ST14σb=350 Mpa t=0.8σs=210 Mpa)
F=1.25LtKσb
F----翻边力(N) L----翻边口线周长(mm)
t=材料厚度(mm)σb =材料抗拉强度Mpa k系数0.2-0.3
压料力F压=0.25-0.3F取0.28
F压=0.28X224000=62272N
查《汽模标准》,选择QM73N/mm;预计选用22根弹簧
预压20mm,则产生的压缩力F2
则,F2=144.3*20*22=63492N>F卸=62272N
工作行程10mm,则总压缩量为30mm,产生压缩力F3。
则,F3=144.3*30*22=95238N>F卸=62272N
由此可知,所选弹簧符合件中序翻边卸料力要求。
参考资料:
1、《冲压手册》王孝培主编2、《汽模标准》
设计者:审核:
AST-FOR-703-12版次A
模具设计计算公式
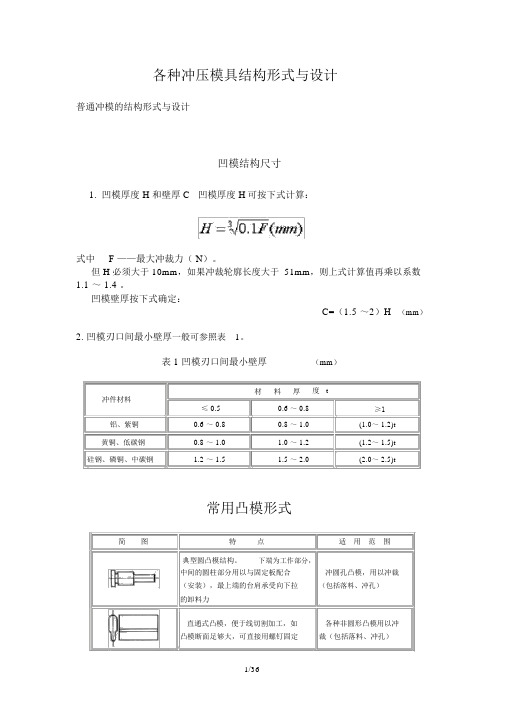
模具设计计算公式冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2.2.3所示。
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
用普通平刃口模具冲裁时,其冲裁力F一般按下式计算:式中 F——冲裁力;L——冲裁周边长度;t——材料厚度;——材料抗剪强度;K——系数。
系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。
一般取K=1.3。
为计算简便,也可按下式估算冲裁力:(2.6.2) 式中——材料的抗拉强度。
在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。
为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。
从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2.6.1所示。
卸料力、推件力和顶件力是由压力机和模具卸料装置或顶件装置传递的。
所以在选择设备的公称压力或设计冲模时,应分别予以考虑。
影响这些力的因素较多,主要有材料的力学性能、材料的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件的形状和尺寸等。
所以要准确地计算这些力是困难的,生产中常用下列经验公式计算:卸料力 (2.6.3)图2.6.1推件力 (2.6.4)顶件力 (2.6.5)式中 F——冲裁力;图2.6.1 卸料力推件力和顶件力——卸料力、推件力、顶件力系数,见表2.6.1;n——同时卡在凹模内的冲裁件(或废料)数。
式中 h——凹模洞口的直刃壁高度;t——板料厚度。
注:卸料力系数Kx,在冲多孔、大搭边和轮廓复杂制件时取上限值。
压力机的公称压力必须大于或等于各种冲压工艺力的总和Fz。
Fz的计算应根据不同的模具结构分别对待,即采用弹性卸料装置和下出料方式的冲裁模时(2.6.6)采用弹性卸料装置和上出料方式的冲裁模时(2.6.7)采用刚性卸料装置和下出料方式的冲裁模时(2.6.8)为实现小设备冲裁大工件,或使冲裁过程平稳以减少压力机振动,常用下列方法来降低冲裁力。
模具怎么样确定规格

模具外径确定1.一般在型材外接圆尺寸上加100MM-150MM之间。
(特殊情况除外)2.挤压机的确定多数是按挤压比来计算,这也与铝材厂的要求也有关系,比如一个型材挤压比算下来只有5-10,这种情况设计都会要求铝材厂更换大机台来挤压产品,但是铝材厂对型材只有简单要求,要求模具厂不换压机进行设计。
这时模具厂还是会做下去。
所以现在设计师们很多时候都是按型材厂指定的信息来设计生产模具。
3.对于专用垫的确定,目前有经验的很多设计,都是看下图形就会确定是否开专用垫,但是这个也有理论计算公式。
也就是模具的强度校核。
一般须要开专用垫的模具大多数形状为,半包围形。
7字形。
门字形。
这几类的图型,也就是带有高悬壁的图形,理论计算时超过客户要求的厚度时,设计师们就会要求加做专用垫,现在铝材厂的开模人员,很多都对模具有些了解,他们自己也会注明做专用垫的。
不懂的就只有设计师们提出来了。
其实很多朋友也都知道这些,呵呵不对之处还请各位谅解!新手必备:工业铝型材挤压模具相关培训内容新手必备:工业铝型材挤压模具相关培训内容时间:2011-06-22 16:27来源:aps工业铝型材作者:山东铝型材网www.365a点击: 135 次一、模具的作用模具在挤压成型过程中起着将圆形的铝棒变形为各种形状的铝材的作用。
二、模具的分类铝型材可以分为三大类:一、模具的作用模具在挤压成型过程中起着将圆形的铝棒变形为各种形状的铝材的作用。
二、模具的分类铝型材可以分为三大类:实心材、空心材、半空心材。
◆相应模具按常规也分为平模(实心模),分流模(空心模)◆平模又可分为整体模、导流板+模面(模垫)◆分流模还包括专为半空心材设计的假分流模,封闭台模,还有带前置导流板的三合一分流模。
还根据焊合室在上模还是在下模,又可分为上焊合分流模或下焊合分流模等。
◆根据模孔数目也可以分为单孔模和多孔模。
从图片上进行怎么识别模具类型及其各类型模具的基本结构。
三、挤压模具的结构及要点:◆工作带的高度h定(工作带的高低点) 和直径d定(也称为定径带,即型腔尺寸)工作带是模子中垂直于模具工作端面并用以保证挤压制品的形状、尺寸和表面质量的区段。
各种冲压模具结构形式与设计
各种冲压模具结构形式与设计普通冲模的结构形式与设计凹模结构尺寸1.凹模厚度 H 和壁厚 C 凹模厚度 H可按下式计算:式中 F ——最大冲裁力( N)。
但 H 必须大于 10mm,如果冲裁轮廓长度大于 51mm,则上式计算值再乘以系数1.1 ~ 1.4 。
凹模壁厚按下式确定:C=(1.5 ~2)H(mm)2.凹模刃口间最小壁厚一般可参照表1。
表 1 凹模刃口间最小壁厚(mm)材料厚度 t冲件材料≤ 0.50.6 ~ 0.8≥1铝、紫铜0.6 ~ 0.80.8 ~ 1.0(1.0~ 1.2)t 黄铜、低碳钢0.8 ~ 1.0 1.0 ~ 1.2(1.2~ 1.5)t 硅钢、磷铜、中碳钢 1.2 ~ 1.5 1.5 ~ 2.0(2.0~ 2.5)t常用凸模形式简图特点适用范围典型圆凸模结构。
下端为工作部分,中间的圆柱部分用以与固定板配合冲圆孔凸模,用以冲裁(安装),最上端的台肩承受向下拉(包括落料、冲孔)的卸料力直通式凸模,便于线切割加工,如各种非圆形凸模用以冲凸模断面足够大,可直接用螺钉固定裁(包括落料、冲孔)断面细弱的凸模,为了增加强度和凸模受力大,而凸模相刚度,上部放大对来说强度、刚度薄弱凸模一端放长,在冲裁前,先伸入单面冲压的凸模凹模支承,能承受侧向力整体的凸模结构上部断面大,可直单面冲压的凸模接与模座固定节省贵重的工具钢或硬凸模工作部分组合式质合金组合式凸模,工作部分轮廓完整,圆凸模。
节省工作部分与基体套接定位的贵重材料冲裁凹模的刃壁形式简特点适用范围图刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而减轻对刃壁的磨适用于冲件为任何形状、各损,一次刃磨量较少。
刃口尺寸随刃种板厚的冲裁模(但料太薄不磨变化宜采用)凹模工作部分强度好α一般取5′~ 30 ′刃壁带有斜度,漏料畅通,但由于适用于材料厚度小于3mm 刃壁与漏料孔用台肩过渡,因此凹模的冲裁模工作部分强度较差凹模厚度即有效刃壁高度。
刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而刃壁磨损小,一次刃磨量少。
1-4模具内模镶件尺寸的确定

模具内模镶件尺寸的确定二、确定内模镶件外形尺寸确定内模镶件尺寸的方法有两种:经验法和计算法。
在实际工作中常常采用经验确定法而不是计算法。
但对于大型模具、重要模具,为安全起见,最好再用计算法校核其强度和刚度。
确定内模镶件尺寸总体原则是:必须保证模具具有足够的强度和刚度,使模具在使用寿命内不致变形。
1. 内模镶件经验确定法( 1 )确定内模镶件的长、宽尺寸第一步:按上面的排位原则,确定各型腔的摆放位置。
第二步:按下面的经验数据,确定各型腔的相互位置尺寸。
一模多腔的模具,各型腔之间的钢厚B 可根据型腔深度取12 一25mm ,型腔越深,型腔壁应越厚,见图6 。
特殊情况下,型腔之间的钢厚可以取30mm 左右。
特殊情况包括以下几方面。
图 6 图7①当采用潜伏式浇口时,应有足够的潜伏式浇口位置及布置推杆的位置。
②塑料制品尺寸较大,型腔较深(≧ 50mm )时。
③塑料制品尺寸较大,内模镶件固定型芯的孔为通孔。
此时的镶件成框架结构,刚性不好,应加厚型腔壁以提高刚性(见图7)。
图6排位确定镶件大小图7 动模镶件做通孔④型腔之间要通冷却水时,型腔之间距离要大一些。
第三步:确定内模镶件的长、宽尺寸:型腔至内模镶件边之间的钢厚A 可取15 ~50mm 。
制品至内模镶件的边距也与型腔的深度有关,一般制品可参考表1 所列经验数值选定。
表1 型腔至内膜镶件边经验数值型腔深度型腔至内膜镶件边数值/mm 型腔深度型腔至内膜镶件边数值/mm ≦20mm 15~20 30~40 30~3520~30mm 25~30 ﹥40 35~50 注:1 .凸模和凹模的长度和宽度尺寸通常是一样的。
2 .内模镶件的长、宽尺寸应取整数,宽度应尽量和标准模架的推杆板宽度相等。
( 2 )内模镶件高度尺寸的确定内模镶件包括凹模和凸模,厚度与制品高度及制品在分型面上的投影面积有关,一般制品可参考下述经验数值选定。
①凹模厚度A 一般在型腔深度基础上加Wa=15 ~20mm ,当制品在分型面上的投影面积大于200cm2时,W 。
习题集规范标准答案-第3章冲裁工艺标准及冲裁模具设计

第3章冲裁工艺及冲裁模具设计第一次作业一、填空题(每空1分,共分)1.冲裁根据变形机理的不同,可分为普通冲裁和精密冲裁。
(3-1)2.圆形垫圈的内孔属于冲孔工序,而外形属于落料工序。
(3-1)3.冲裁变形过程大致可分为弹性变形、塑性变形、和断裂分离等三个阶段。
(3-1)4.冲裁件的切断面由塌角、光面、毛面和毛刺四个区域组成。
(3-1)5.塑性差的材料,断裂倾向严重,毛面增宽,而光面所占比例较少,毛刺和塌角也较小。
(3-1)6.增大冲裁件光面宽度的主要途径为:减少冲裁间隙、用压料板压紧凹模面上的材料、对凸模下面的材料用顶板施加反向压力,此外,还要合理选择搭边、注意润滑等。
(3-1)7.冲裁凸模和凹模之间的间隙,不仅对冲裁件的质量有极重要的影响,而且还影响模具寿命、冲裁力、卸料力和推件力。
(3-2)8.冲裁间隙过大,会使断面光面减小,塌角与斜度增大,形成厚而大的毛刺。
(3-2)9.影响冲裁件毛剌增大的原因是刃口磨钝,间隙增大。
(3-2)10.冲裁模常以刃口磨钝和崩刃的形式失效。
(3-2)11.在设计和制造新模具时,应采用最小的合理间隙。
(3-2)12.落料件的尺寸与凹模刃口尺寸相等,冲孔件的尺寸与凸模刃口尺寸相等。
(3-3)13.凸、凹模分别加工法的优点是凸、凹模具有互换性,制造周期短,便于成批制造。
其缺点是模具制造公差小、模具制造困难、成本较高。
(3-3)14.落料时,应以凹模为基准配制凸模,凹模刃口尺寸按磨损的变化规律分别进行计算。
(3-3)15.冲孔时,应以凸模为基准配制凹模,凸模刃口尺寸按磨损的变化规律分别进行计算。
(3-3)二、判断题(每小题分,共分)1.(×)冲裁间隙过大时,断面将出现二次剪切光亮面。
(3-2)2.(×)冲裁间隙越小,冲裁件精度越高,所以冲裁时间隙越小越好。
(3-2)3.(×)对于形状复杂的冲裁件,适宜于用凸、凹模分开加工的方法加工(3-3)。
冲压件模具设计的常用公式

冲压件模具设计的常用公式1. 强度和刚度计算公式1.1 拉伸强度计算冲压件在工作过程中会受到拉伸力的作用,因此计算冲压件的拉伸强度是非常重要的。
拉伸强度的计算公式如下:F = σ × A其中,F表示拉伸力,σ表示材料的抗拉强度,A表示冲压件的截面积。
1.2 刚度计算刚度是指冲压件在受力下的变形程度,计算冲压件的刚度可以确定其在工作过程中是否会发生过度变形。
刚度的计算公式如下:K = (E × A) / L其中,K表示刚度,E表示材料的弹性模量,A表示冲压件的截面积,L表示冲压件的长度。
2. 冲压参数计算公式2.1 冲头压力计算冲头压力是冲压件在冲床上受到的压力,计算冲头压力可以确定冲床的最小压力要求。
冲头压力的计算公式如下:P = F / A其中,P表示冲头压力,F表示冲压件的拉伸力,A表示冲头的截面积。
2.2 厚度计算冲压件的厚度是冲压件的重要参数之一,计算冲压件的厚度可以确定其制备过程中所需的原材料量。
厚度的计算公式如下:t = V / (A × L)其中,t表示冲压件的厚度,V表示冲压件的体积,A表示冲压件的截面积,L表示冲压件的长度。
3. 离型力计算公式冲压件在离型过程中需要克服一定的摩擦力,计算离型力是确定冲压模具设计是否合理的重要指标。
离型力的计算公式如下:F = μ × N其中,F表示离型力,μ表示冲压件和模具之间的摩擦系数,N表示冲压件的法线力。
4. 寿命计算公式冲压模具在工作过程中会受到疲劳载荷的影响,因此计算冲压模具的寿命可以指导模具的选材和使用。
寿命的计算公式如下:N = (S / K) × (F / σf)^b其中,N表示模具寿命的预测次数,S表示冲压次数,K表示对应于S次冲压的磨损系数,F表示冲压力,σf表示冲压件的疲劳强度,b表示指数。
结论以上是冲压件模具设计过程中常用的计算公式。
这些公式可以帮助工程师在设计冲压模具时进行强度、刚度、参数和寿命等方面的计算,以确保模具的设计合理和稳定性。
模具设计计算公式

模具设计计算公式介绍如下:
1.模具尺寸计算公式
•模具长度L = 零件长度+ 拉料量+ 压头高度+ 开料量+ 模板厚度
•模具宽度W = 零件宽度 + 拉料量 + 压头宽度 + 开料量 + 2 x 壁厚
•模具高度H = 零件高度 + 拉料量 + 压头高度 + 开料量 + 2 x 壁厚
2.模具压力计算公式
•模具最大压力Fmax = (K x A x S x T) + (K x B x S x T) 其中,K为系数,A为零件的侧面积,B为零件的底面积,S为
材料抗拉强度,T为材料的厚度。
3.模具材料选择公式
•模具材料的选择应考虑到模具的使用寿命、成本、加工性能等因素。
一般来说,模具材料应具有高强度、高硬度、高韧性、
良好的热导性和耐磨性等特点。
常用的模具材料有工具钢、合
金钢、硬质合金等。
4.模具加工工艺公式
•模具加工过程中需要进行多项计算,如切削速度、进给速度、切削深度、切削力等。
这些参数的计算公式与加工工艺有关,
可根据具体情况进行选择和调整。
以上是一些常用的模具设计公式,但具体情况仍需根据实际情况进行
选择和调整。
在实际模具设计过程中,还需要考虑到多个因素的综合作用,如模具的结构、零件的形状和尺寸、生产批量等。