工时定额标准
工时定额标准及计算方法
工时定额标准及计算方法标准工时的计算方法:标准工时=正常工时X(1+宽放率);宽放率=(标准工时-实测工时)/实测工时*100%=管理宽放率+生理宽放率+疲劳宽放率;正常工时是人工操作单元工时(经过速度评比)+机器自动作业工时(不可作速度评比)的总和;宽放率主要是如下几个方面的总和:1.生理宽放一般取2%~5%。
2.疲劳宽放一般取5%~20%;3.管理宽放一般取3%~10%4.特殊宽放电子制造业使用的宽放率一般取10%21.75天是人力资源和社会保障部规定的月计薪天数,无论某个月您的实际上班天数大于21.75天(如7月份、8月份)还是小于21.75天(如10月份、春节所在的那个月),月计薪天数都是按照21.75天计算的。
这个21.75天只是为计算加班工资有一个统一的公式,并不是平时计算月工资用的。
《劳动法》第四十四条有下列情形之一的,用人单位应当按照下列标准支付高于劳动者正常工作时间工资的工资报酬:(一)安排劳动者延长工作时间的,支付不低于工资的百分之一百五十的工资报酬;(二)休息日安排劳动者工作又不能安排补休的,支付不低于工资的百分之二百的工资报酬;(三)法定休假日安排劳动者工作的,支付不低于工资的百分之三百的工资报酬。
法律依据:《劳动法》第三十六条国家实行劳动者每日工作时间不超过八小时、平均每周工作时间不超过四十四小时的工时制度。
第三十七条对实行计件工作的劳动者,用人单位应当根据本法第三十六条规定的工时制度合理确定其劳动定额和计件报酬标准。
标准时间=观测时间*评比系数*(1+宽放率)=正常时间*(1+宽放率)观测时间:是实际观测得到的时间值的平均,而观测时间由于受到作业者熟练度、工作意愿、情绪等的影响,并能代表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必须要项的预备,这样才得到标准时间。
评比系数: 评比是一种判断或评价的技术,目的是将实际的操作时间调整到平均工人的正常速度。
什么是工时定额?
什么是工时定额?问题一:什么是标准工时?工时定额怎么算?标准工时;是指从事某项作业的参考工时或工时定额。
标准工时一般应在同等条件下(同样的机器设备、工作环境、员工技能等)进行多次测量后制定,但也可根据理论计算确定标准工时工时定额=标准工时定额×加工件数弧等级系数+休息生理时间+准备结束时间(分钟)等级系数依加工者工种等级不同而不同,初级工为 1.1,中级工为1,高级工为 0.9。
准备结束时间指工具、刀具、量具准备时间、机床维护时间、环境卫生清扫时间、理解图纸时间、送检时间、工序转移时间等。
问题二:什么是工时定额,要准确的定义工时定额也可称“时间定额”,是生产单位产品或完成一定工作量所规定的时间消耗量。
如对车工加工一个零件、装配工组装一个部件或一个产品所规定的时间;对宾馆服务员清理一福客房所规定的时间。
问题三:什么是工时定额管理?工时定额管理办法(草案)1、目的建立合理化、标准化的工时管理办法, 依据工时定额规范生产,并作为川理利用人员、工艺改进、成本核算的依据,从而提高公司经营管理及生产管理水平。
2、适用范围2.1 公司业务相关的间接人员及制造部直接人员的工时管理和运用。
2.2 生产工时周报表、月报表之统计分析。
3、职责3.1 工程技术部组织相关人员核定标准工时;3.2 运营总监对标准工时进行决策、批准。
3.3 制造部经理、车间主任对标准工时的合理性有建议的职责。
4、阶段划分4.1 生产工艺的制定;4.2 标准工时定额的初步确定;4.3 标准工时定额的进一步确定,同时工时定额试执行;4.4 工时定额执行,标准工时定额调整。
这四个阶段并不是完全独立的,而相互影响相互制约,相互促进。
5、工时定额制定的原则5.1制定工时定额必须走群众路线,使其具有坚实的群众路线。
5.2制定工时定额应有科学依据,力求做到先进合理。
5.3制定工时定额要考虑各车间、各工序、各班组之间的平衡。
5.4制定工时定额必须贯彻“各尽所能,按劳分配”的方针。
机械加工工时定额标准
机械加工工时定额标准
机械加工工时定额标准是指在机械加工过程中,对于每一道工序所需的标准工时的规定。
这一标准的制定对于企业的生产效率和成本控制具有重要意义。
在机械加工行业中,工时定额标准的制定需要考虑多方面因素,包括机械设备的性能、操作人员的技能水平、材料的特性以及加工工艺的复杂程度等。
首先,机械设备的性能对工时定额标准具有直接影响。
不同的机械设备在加工过程中所需的工时是不同的,而且随着设备的更新换代,工时定额标准也需要不断进行调整和更新。
因此,企业需要根据自身的生产设备情况,结合市场需求和技术发展趋势,不断完善工时定额标准,以确保生产效率的最大化。
其次,操作人员的技能水平也是影响工时定额标准的重要因素。
技术熟练的操作人员能够在相同的时间内完成更多的加工任务,而技术水平较低的操作人员则可能需要更长的时间。
因此,企业在制定工时定额标准时,需要考虑到操作人员的技能水平,并通过培训和技术提升来提高整体的生产效率。
另外,材料的特性和加工工艺的复杂程度也会对工时定额标准产生影响。
不同的材料在加工过程中所需的时间是不同的,而且随着加工工艺的复杂程度的增加,工时定额标准也会相应增加。
因此,企业需要对不同材料和不同加工工艺进行细致的分析和评估,以制定合理的工时定额标准。
总之,机械加工工时定额标准的制定需要综合考虑机械设备的性能、操作人员的技能水平、材料的特性以及加工工艺的复杂程度等多方面因素。
只有通过科学合理的制定,才能确保企业在机械加工过程中能够实现高效生产,降低成本,提高竞争力。
因此,企业需要重视工时定额标准的制定工作,并不断进行调整和优化,以适应市场需求和技术发展的变化。
产品标准工时定额标准
产品标准工时定额标准
1.0目的
1.1为了有效的规划和改善制造系统运作,加强生产计划有效性及可
靠性,促进提高生产效率,降低生产成本。
2.0范围
2.1适用于本公司生产系统。
3.0定义
3.1标准工时:指在正常条件下,一位受过训练的熟练操作工作者,
以规定的作业方法和工具,完成标准单位的质和量的工作所需的
时间。
3.2单批工时(T)=准备工时(R)+标准工时(V)*批量(N)
4.0标准工时定额
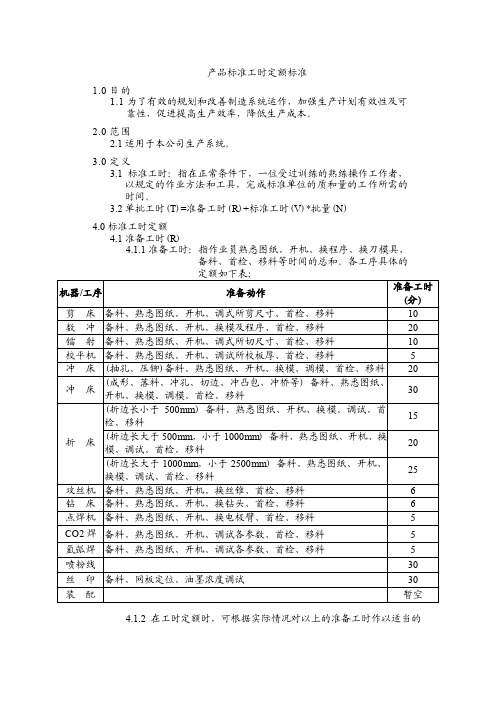
4.1准备工时(R)
4.1.1准备工时:指作业员熟悉图纸、开机、换程序、换刀模具、
备料、首检、移料等时间的总和。
各工序具体的
4.1.2在工时定额时,可根据实际情况对以上的准备工时作以适当的
调整。
4.2标准工时(V)
标准工时按标准时间定额汇总表统计:(见下表)标准时间定额汇总表:。
公司确定劳动者工作定额的合法标准

公司确定劳动者工作定额的合法标准
根据《中华人民共和国劳动法》的规定,公司确定劳动者工作定额的标准应当遵循以下原则:
1. 劳动者每日工作时间不超过八小时、平均每周工作时间不超过四十四小时的工时制度。
2. 对实行计件工作的劳动者,用人单位应当根据上述工时制度合理确定其劳动定额和计件报酬标准。
3. 用人单位应当保证劳动者每周至少休息一日。
请注意,公司确定的劳动定额标准不能违反《中华人民共和国劳动法》中的规定,不能超出法定工作时间。
具体的工作定额标准可能因公司、行业和工种的不同而有所差异,如有疑问,建议咨询专业律师或劳动监察部门。
工时定额收费标准(河北范文)

工时定额收费标准
一、汽车维修收费实行国家指导价管理。
二、汽车维修工时单价标准:每工时15元;机加工、车辆急修每工时30元;工时单价不含辅料费。
三、维修费的具体构成:
四、维修费=工时费+材料费+其他费用
1、工时费=工时定额*工时单价
2、材料费:是指维修过程中实际消耗的外购件费(含配件、漆料、油料、辅助材料等)和自制配件费。
漆料、油料按实际消耗量结算。
3、其他费用:包括外加工费及材料服务费等
外加工费:是指在维修过程中,发生在厂外加工的费用,按实际外加工费结算。
材料服务费:是指材料的采购过程中发生的装卸、运输、保管、损耗等费用。
农业生产工时定额时间标准(补充版)
农业生产工时定额时间标准(补充版)
根据农业生产工时定额时间标准,以下是一些补充内容:
1. 玉米种植工时:玉米种植的工时标准是每亩耕种需用20小时。
这包括了耕地准备、播种、施肥、除草和收割等工作。
20小时。
这包括了耕地准备、播种、施肥、除草和收割等工作。
2. 麦子收割工时:麦子收割的工时标准是每亩收割需用8小时。
这包括了使用收割机进行收割、清理和堆放的工作。
8小时。
这包
括了使用收割机进行收割、清理和堆放的工作。
3. 畜牧养殖工时:养殖牛、羊、猪等畜牧动物的工时标准根据
养殖规模和动物种类而有所不同。
一般情况下,每头牛、羊和猪的
养殖工时标准为每天1小时,包括喂养、清理畜舍和保健等工作。
1小时,包括喂养、清理畜舍和保健等工作。
4. 蔬菜种植工时:一亩蔬菜种植的工时标准是每季度需用40
小时。
这包括了选址、土壤处理、肥料施用、播种、浇水、除草、
病虫害防治和采摘等工作。
40小时。
这包括了选址、土壤处理、肥料施用、播种、浇水、除草、病虫害防治和采摘等工作。
以上只是一些农业生产中常见的工时定额标准,具体情况仍需根据农作物种类、地理条件和气候因素等进行调整。
这些标准旨在帮助农业生产者计划和安排工作时间,实现高效、可持续的农业生产。
*请注意,以上工时定额时间标准仅供参考,具体实施时需结合实际情况进行调整和确认。
工时定额计算标准13页
工时定额计算标准一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)2.机动时间:T 机2.1. 方料:式中: H- 板厚mm2.2.棒料: 式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H —方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间: 4.装卸料时间及其它时间:综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min )圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min )n —一次装夹工件数;n=1-2; k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)T 机 = k B H 20 T 机= D 24 T 机= D — d 02 24 10000 T 机= H — H 0*B 0 20 8000 T 吊= L 1000 T 装卸=0.12+ L + D 1800 840二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压3..折弯工时定额计算方法折弯工时定额:t 2=Σa i(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时T= k* ( a + b a )3三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨= T 风割 / 22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B )1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个T 风割= 风割长度 ×3+1.5 V四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.8 2、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金件工时定额试行标准(2010-10-26)一、下料1.气割下料(1)方板,法兰类(2)型材类方管:按槽钢型号的1.5倍。
3、成品下料半成品按毛坯下料的1.5倍工时计算。
4、批量修正系数二、焊接1、室体类室体分半方法:不分半按下表计算。
分两半按下表计算,另加工时:6h/t。
分四半按下表计算,另加工时:10h/tQ37系列的外形同Q69系列的:内部用槽钢焊接的[100-120的110h/t,[140-160的90h/t。
Q58系列:δ5—6板的,主室150h/t,辅室130h/t,δ8辅室110h/t,δ3—4辅室150h/t。
Q48系列:需要分半的130h/t,外形同Q37系列的110h/t。
2、提升机罩壳按长度计算,L单位为毫米。
GTD45等斗提机110h/t。
宽度大于500mm的100n/t。
3、分离器壳,卸料罩,分离器料斗。
工时(h)=重量(t)*220h/t。
重量较小定额不足10h的加10h。
4、螺旋槽按长度计算,10h/米。
5、螺旋轴按长度计算,直径359以下4h/m,直径360以上,6h/m。
Ф500以上的7h/m,Ф700以上的8h/m。
6、平台类带花纹板的,系数为1;不带花纹板的,系数为0.8。
槽钢、角钢按每平方注:空格小于等于1200mm*1200mm的每平方减0.5h。
空格大于1200mm*1200mm的每平方减1h。
铺重型钢板网的平台,按照3h/m2计算网焊接工时,可上下浮动5%。
7、支柱类(1)、单根型钢立柱3h 4.5h 不带筋板的底座顶板1h斜不带筋板的底座顶板 1.5h(2)、中间有加强板的立柱规格[120以下[140~[160[180~220[250~320工时120分钟/米135分钟/米150分钟/米165分钟/米注: 连接板1米之内3件为标准计算,少1件减20分钟总工时= 定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时。
连接板0.25h/件,上下板1h/件,三角筋板0.5 h/件,,梯形筋板0.75h/件。
(3)、规格[120以下[140~[160 [180~220 [250~320工时60分钟/米75分钟/米90分钟/米120分钟/米(4)、规格[120以下[140~[160 [180~220 [250~320工时60分钟/米75分钟/米90分钟/米120分钟/米注: 带底板每头加1h(5)、需组焊的支柱工时(h)=分件支柱工时+接头*A+筋板数量*BA B型钢小于200h,A=1 筋板边长小于200h,B=1型钢大于200h,A=2 筋板边长大于200h,B=2 (6)、使用方管的支腿只计算两头堵板和筋板工时,标准按照同高度槽钢计算。
长度超过两米的每米加0.5h。
8、栏杆类(1)两根横梁,每格2h。
如图(a)(2)一根横梁,每格1.5h。
如图(b)9、辊道支架类(按支腿数量)不带支腿支腿[200以上支腿[160~[140支腿[120~[801.5h/米4h/支腿3h/支腿2h/支腿在辊道支架的基础上,槽钢带孔的每孔加3分钟,支腿带斜度的(如皮带机机架)每腿加0.5h,支腿长度超过800MM加0.5h.10、台车(1)、圆台车结构类别全钢板槽钢+钢板工字钢备注工时(h/t)δ〈12毫米93200 250带斜斗的,根据分块加工时,上下浮动5%。
δ≥12毫米83δ〉16毫米73(2)、方台车/平车①、180—250mm槽钢或工字钢的平车,8h/m2。
②、台车:钢板加工字钢的I320—400,110h/t。
参照:外形同Q7650.12.8B台车360h/件。
③、小于160mm槽钢或工字钢的,按照平台标准,5h/m2,空格大于800mm的减0.5h/m2。
④、全部为I320—400的,包括上部铺钢板或重型钢板网的,60h/t。
(3)、转台①、全部为钢板的转台,3t以内的按照140h/t,3t以上的每加一t减10h:4t以内的130 h/t,5t以内的120h/t,6t以内的110h/t,以此类推。
②、工字钢或槽钢结构的同方台车。
11、链轮罩全钢板钢板加钢板网辊道系列单面有板双面有板2.5+0.25h/公斤*重量2.5+0.3h/公斤*重量2.5+0.4h/公斤*重量2.5h/米12、提升机料斗工时(h)=2.5+1*(重量- 3.8公斤)/ 3.8公斤批量系数:数量〈=30 〈=50 〈=80 〈=100 〈=15〉150系数 1 0.98 0.96 0.94 0.92 0.9 13.除尘管道直径工时<330 mm ≤540 mm >540 mm 单法兰4h/米+1h 6h/米+1.5h 8h/米+2h 双法兰4h/米+2h 6h/米+3h 8h/米+4h 14.辊道轴头焊接单层盘的0.5h/件,双层盘的1h/件。
参照下表:批量系数:长度系数15、吊钩框架16、混砂机壳85h/t17、钻孔.是16Mn板,*1.2的系数不是16Mn板,1的系数批量修正系数重量修正系数18、小件工时(1)、小接管类(按焊接头数)(2)、抛丸器电机座类(形状如同Q3210.3-2)4h/件(3)、减速机座类(4)、闸门管(5) 、螺旋输送器堵板类2h/件(6) 、分离器大堵板类4h/件(7)、拼焊抛丸器垫板1.5h/件(8)、内垫板1 h/件19、格子板工时(h)=筋板数*10分钟*系数/6020、大门21、直梯22、斜梯23、皮带轮工时(h)=4+2*(重量-17.4)/17.4 24、砂库25、板链横梁总工时=3h+L米* 1h/米3件整板的5h/件。
4件整板的(2+2)6h/件5件整板的(3+2)7h/件6件整板的(4+2)9h/件26、方架子调整系数27、地坑盖板,观察门(1)面积小于等于1平米,工时(h)=1+面积*4+0.5*手把数.(2)面积大于1平米工时(h)=面积*4+0.5*手把数.注:空格大于800mm*800mm的每平方减0.5h 28、吹风管工时(h)=2+吹风口长度(米)*3 29、活页类型工时无筋板0.25h/件一件筋板0.42h/件二件筋板0.58h/件30、导轨框架(横截面周长小于1600毫米)(1)不需组装焊接的工型或[型筋板6h/米工型加筋板7h/米口型7h/米(2)、需组装焊接的每有一处接头另加3h(3)、弯轨工字钢或槽钢100mm的3h/m,每增加一个规格加0.5h/m,以此类推。
规格120 140 160 180 200 220 250 280 300 320 360 400 h/m 3.5 4 4.5 5 5.5 6 6.5 7 7.5 8 8.5 9 31、滚筒筛32、链轮重量系数33、振体按重量:重量* 0.1h/公斤+20h参照以下:破碎框280h/t。
振动槽体:使用焊条焊接240h/t,特殊情况使用焊丝焊接的140h/t。
砂线落砂机体:使用焊条240h/t,使用焊丝140h/t,焊丝焊条混合的200h/t。
34、大料斗(天圆地方)工时=重量*定额+法兰长度*4h/米35、折弯件36、台架体10h/支腿37、管夹δ<6毫米15分钟/件δ≥6毫米25分钟/件38、滚筒5h/件39、架体12h/件40、皮带机头架12h/件41、皮带机尾架16h/件42、密封室注:上图工时标准各加1时/米。
折弯式的4h/m,三层筋板的5h/m,宽度超过一米的每米增加1h。
总工时=长度*系数+3时43、螺旋盖板钢板法兰角钢法兰长度≤2200mm 长度>2200mm 长度≤2200mm 长度>2200mm 工时2h 3h 3h 4h44、压辊支架工时=1.5h+0.5h/横撑*横撑数45、筛框1h/件46、焊接导轨焊接道轨钢的:工时=2h+0.7h*长度/1000毫米[250焊接I100的,单根工字钢3h/m,两根工字钢的4h/m。
新式喷漆室导轨(四根筋板,钻孔攻丝的)7h/m。
H型钢焊接起重轨的5h/m,辊子带式的12h/m。
道轨接头:12—18kg/m的3h/头,24—30kg/m的4h/头。
47、平面电机座49、收丸料斗50、喷漆室□30*30分上下两部分的喷漆室:工时=总面积*7h/m2。
喷漆平台(包括组焊工时在内)25h h/m2。
新式喷漆室,□60*60的280h/t。
51、烘干室(1)、不带钢板系数为1带钢板系数为1.3工时=长度*10h/1000毫米+风管长度*7h/1000毫米+(空格+1)*30h/空格参照:带风罩的=重量*200h/t;不带风罩的=重量*180h/t。
(2)、预热室壳:100h/t52、小件工时=焊缝长度*0.5h/1000毫米+(分件数-1)*1/3h/分件数53、分选区调节架4h/件54、皮带机支架55、漆桶30h/件56、桶盖2h/件57、隔座4h/件58、分选区工时=40h+ 0.05h/公斤59、冲压提升机观察门1h/件60、溢流箱8h/件61、螺旋轴支撑架3h/件62、砂库侧板4h/平方米63、溜槽2h/件64、皮带机梨式卸料架4h/件65、焊缝工时66.型材接头工时:(1)、角钢(2)、槽钢(3)、方管和H型钢(包含工字钢)按照同等高度的槽钢的1.5倍计算67.其它(1)、SQ033-26A和-28A端护板气下料连同打磨入库40分钟/件。
(2)、螺旋叶片分四瓣拼接下料的,气下料连同拼接工时Ф501以上的4h/件,Ф500以下的3h/件。
(3)、砂线半成品槽钢钻孔的,3米以内的1h,每增加一米加0.5h,长度四舍五入。
(4)、重型钢板网拼接,每个接头5分钟。
(5)、砂线用车架30h/件,车体连接横梁35h/件,推体24h/件,中梁25时,“吊”型车架50时。
2011-1-26若想一路顺风,请你开心度时光,永葆云淡风轻。
如果遇事解不开心结,过分地追求完美,一味地与自己较真,只会伤心劳神。
万事随缘莫计较,唯求淡泊与安宁。
淡然得与失,珍惜人间情。
与其和自己过不去,不如顺其自然,潇潇洒洒过一生。
若想一路顺风,请别拿别人的错误惩罚自己。
看得开才会快乐,放得下才会轻松。
胸怀要大度,凡事能接纳,对人能包容。
遇有不顺心的人和事,切不可小肚鸡肠,怀恨在胸。
你这里恼怒填胸,可惹你生气的人早已满面春风,试想,你何必再纠结、郁闷、怨言声声!若想一路顺风,请你用微笑掩埋苦痛。
客观事实证明,人生有失就有得,得和失总是相辅相成。
不要感叹自己不幸运,不要抱怨老天不公平,得到的我们感到欣慰,失去的我们一身轻松。
痛苦惋惜无济于事,坦然洒脱一路顺风!若想一路顺风,请你修炼豁达心,大度才能包容。
忍一时风平浪静,退一步海阔天空。
懂得谦让和谅解,胸襟宽阔人尊敬。
磕磕绊绊全甩弃,和睦相处快乐生。