产品外观判定标准
常用外观检验标准
常用外观检验标准4) ∮>1.0mm。
不合格;B面:1) ∮<0.5mm。
5点;2) 0.5mm≤∮≤1.5mm。
3点以上含3点;3) 1.5mm<∮≤3.0mm。
2点以上含2点;4) ∮>3.0mm。
不合格;C面:1) ∮<0.5mm。
5点;2) 0.5mm≤∮≤1.5mm。
3点以上含3点;3) 1.5mm<∮≤3.0mm。
2点以上含2点;4) ∮>3.0mm。
不合格;2.外观附着异物是以异物的最大直径计算,即是以异物边的最大距离计算,L表示异物长度,D表示异物宽度;A面:1) ∮<0.2mm,L<1.0mm,D<0.2mm,5点;2) 0.2mm≤∮≤1.0mm,1.0mm<L≤3.0mm,0.2mm<D≤1.0mm,3点以上含3点;3) ∮>1.0mm,L>3.0mm,D>1.0mm,2点以上含2点;B面:1) ∮<0.5mm,L<1.0mm,D<0.2mm,5点;2) 0.5mm≤∮≤1.5mm,1.0mm<L≤3.0mm,0.2mm<D≤1.0mm,3点以上含3点;3) ∮>1.5mm,L>3.0mm,D>1.0mm,2点以上含2点;C面:1) ∮<0.5mm,L<1.0mm,D<0.2mm,5点;2) 0.5mm≤∮≤1.5mm,1.0mm<L≤3.0mm,0.2mm<D≤1.0mm,3点以上含3点;3) ∮>1.5mm,L>3.0mm,D>1.0mm,2点以上含2点;3.外观物的物体颜色偏差是以色板为标准,用目视比较法检验;A面:1) 偏差<1个PANTONE色,5点;2) 偏差≥1个PANTONE色,3点以上含3点;B面:1) 偏差<2个PANTONE色,5点;2) 偏差≥2个PANTONE色,3点以上含3点;C面:1) 偏差<2个PANTONE色,5点;2) 偏差≥2个PANTONE色,3点以上含3点;4.外观物的物体规格尺寸是以工程规格书为标准,用卡尺等测量工具检验;A面:1) 不超出工程规格书要求,5点;2) 超出工程规格书要求,3点以上含3点;B面:1) 不超出工程规格书要求,5点;2) 超出工程规格书要求,3点以上含3点;C面:1) 不超出工程规格书要求,5点;2) 超出工程规格书要求,3点以上含3点;六、外观检验标准的判定根据关键质量特性缺陷为CR,重要质量特性缺陷为MA,一般质量特性缺陷为MI的缺陷等级,按照AQL抽样标准进行抽样检验,将检验结果与判定标准进行比较,判定产品是否合格。
产品外观检验标准【精选文档】

目录目录 (1)前言................................................................ 错误!未定义书签。
1、范围 (2)2、总则 (2)3、加工品质标准 (3)3.1 缺点术语和定义 (3)3.2 允收标准 (3)3.3 检验方法 (4)4、烤漆品质标准 (5)5。
1 缺点术语和定义 (5)5.2 允收标准 (7)5。
3 烤漆性能测试 (8)5、印刷图文品质标准5.1 缺点程定义 (9)5.2 充收标准: (9)5。
3丝印的测试: (10)6、缺点的测量方法 (10)6.1 点状缺点的测量方法 (10)6。
2 线状缺点测量方法: (11)7、点规图 (8)1、范围适用于生产过程工艺缺点或因加工不当引起的缺点判定;表面处理的外观检验判定;产成品的最终外观检验。
但不包含内部结构尺寸的评判标准.2、总则2。
1 原则:产品外观应美观,单独一零/部件的整体视觉效果不能受到破坏,生产者应认真操作、严格控制产品质量,避免在生产过程中出现对各种表面的损伤,如果发现某一缺点具有批量性问题,即便此缺点属于“可接收”范围,也可以对该产品不予验收.2。
2 对模棱两可的缺失,虽经检验员初次误判为允收,但第二次检验发现属缺失时,可判定为不合格。
2。
3 如各项品质标准所列为缺点时,后制程加工完工后品质缺点降低者,该缺点项目列为允收。
2.4 产品的各部位表面按其在产品中所处位置和质量要求划分为以下三类:2.4.1 AFB2刀体正面;级表面:2A、B)2.5 有封样或图纸上有特殊要求的零部件,其对应的缺点优先按照其封样或技术要求的标准进行判断。
其它缺点的程度不能超出本标准的要求,否则为不合格。
2.6 本标准所列的缺点个数当在每一表面上不超过2个,每2个缺点之间的距离必须大于10mm,否则视为同类缺点,面积以其总和计。
2。
7 (1)检验条件:将待验品置于以下条件,作检验判定.A、检验角度:成45度目视检试之;B、检验距离:距物品45CM;C、检验光源:正常日光灯60W光源下检验;(有争议时采用中国式的标准光源)D、观察时间:4~6s;E、检查半成品、成品之前应核对相关检验资料。
产品外观查验标准(723)

产品外观查验标准一、目的及适应范围一、明确公司的质量要求,成立和标准在制品的查验方式,使生产和查验有标准可循。
二、本查验标准适用于生产车间制程查验。
二、总那么一、产品外观应美观,单独的零件/部件的整体视觉成效不能受到阻碍,不能给人以劣质产品的印象,若是发觉某一缺点具有批量性或大面积,即便在可同意范围,也能够对该产品不予验收(即能够判定为不合格)。
二、产品各表面的质量要求应按其所在的具体部位进行判定:A级表面:即工艺面(图面上主视图所能看到的表面、或装配后能依照客户具体的质量要求进行判定;B级表面:产品组装后不能看到的表面;C级表面:产品必需拆开才能够看到的表面。
3、有专门要求的零件,其缺点必需要有明确的技术说明,不然按一样查验要求进行查验;4、有签样品的,若是样品与作业标准书不符,那么按样板进行查验,(样板必需有效)5、所有的部品外观查验均按相应的技术标准进行查验;二、特殊情形下外观质量的判定处置:1、喷涂所有产品的挂具印必需在产品的B级面或C级面。
2、关于铝制品存在卡槽、组装后有死角的部位,喷涂时较难喷到,许诺显现涂层偏薄现象,但不能看到发白本色现象。
3、关于机械加工进程中形成的正常模具印,不属于缺点,但必需保证有必然的规律性。
4、冲压、折弯进程中产生的压痕或刀痕,喷涂后不能有明显的台阶存在。
五、在铆接、焊接反面所呈现轻微凹凸痕迹,可同意,但表面若是要求较严的客户,需进行适当的处置。
六、在运输或生产进程中,产品显现凹坑,铝制品、铁制品A级面正视凹坑深度不超过0.07MM的可同意,但只许诺显现1个。
7、产品外露的螺丝、铆钉头若是在装配后显现螺丝、铆钉头部或铆接位边沿显现毛刺均为不合格,其它面在目视没有明显变形、突起、涂层脱落等缺点为限。
三、查验条件及判定标准:一、在自然光或位于40W日光灯、距产品400-500MM,观看时刻为10秒,且检查者应该位于被检查表面的正面、视线与被检表面呈45-90度。
外观检查和判定标准
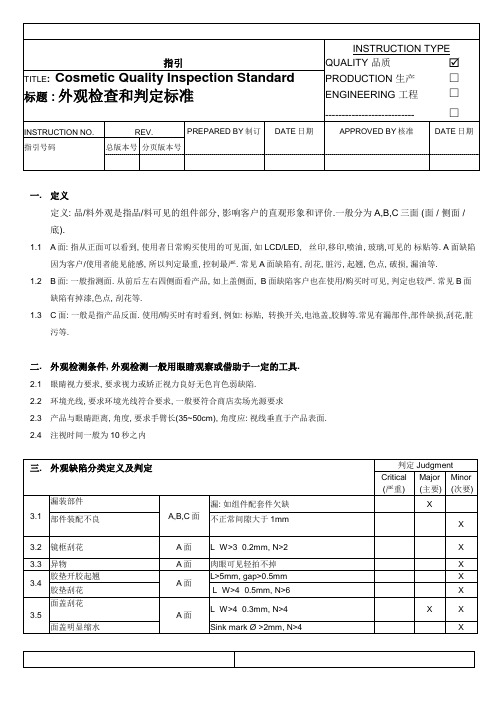
INSTRUCTION TYPE指引QUALITY 品质 TITLE: Cosmetic Quality Inspection Standard PRODUCTION 生产□标题 : 外观检查和判定标准ENGINEERING 工程□--------------------------- □INSTRUCTION NO. REV. PREPARED BY制订DATE日期APPROVED BY核准DATE日期指引号码总版本号分页版本号一. 定义定义: 品/料外观是指品/料可见的组件部分, 影响客户的直观形象和评价.一般分为A,B,C三面 (面 / 侧面 / 底).1.1 A面: 指从正面可以看到, 使用者日常购买使用的可见面, 如 LCD/LED, 丝印,移印,喷油, 玻璃,可见的标贴等. A面缺陷因为客户/使用者能见能感, 所以判定最重, 控制最严. 常见A面缺陷有, 刮花, 脏污, 起翘, 色点, 破损, 漏油等.1.2 B面: 一般指测面. 从前后左右四侧面看产品, 如上盖侧面, B面缺陷客户也在使用/购买时可见, 判定也较严. 常见B面缺陷有掉漆,色点, 刮花等.1.3 C面: 一般是指产品反面. 使用/购买时有时看到, 例如: 标贴, 转换开关,电池盖,胶脚等.常见有漏部件,部件缺损,刮花,脏污等.二. 外观检测条件, 外观检测一般用眼睛观察或借助于一定的工具.2.1 眼睛视力要求, 要求视力或娇正视力良好无色肓色弱缺陷.2.2 环境光线, 要求环境光线符合要求, 一般要符合商店卖场光源要求2.3 产品与眼睛距离, 角度, 要求手臂长(35~50cm), 角度应: 视线垂直于产品表面.2.4 注视时间一般为10秒之内三. 外观缺陷分类定义及判定判定 JudgmentCritical (严重) Major(主要)Minor(次要)3.1 漏装部件A,B,C面漏: 如组件配套件欠缺X部件装配不良不正常间隙大于1mmX3.2 镜框刮花A面L×W>3×0.2mm, N>2 X 3.3 异物A面肉眼可见轻拍不掉X3.4 胶垫开胶起翘A面L>5mm, gap>0.5mm X 胶垫刮花 L×W>4×0.5mm, N>6 X3.5 面盖刮花A面L×W>4×0.3mm, N>4 X X 面盖明显缩水Sink mark Ø >2mm, N>4 X四. 外观包装:五. 参照外观缺陷封办或图片(以QA提供的最新办或图片为准, 不受控但按需更新供参照):。
产品外观判定标准
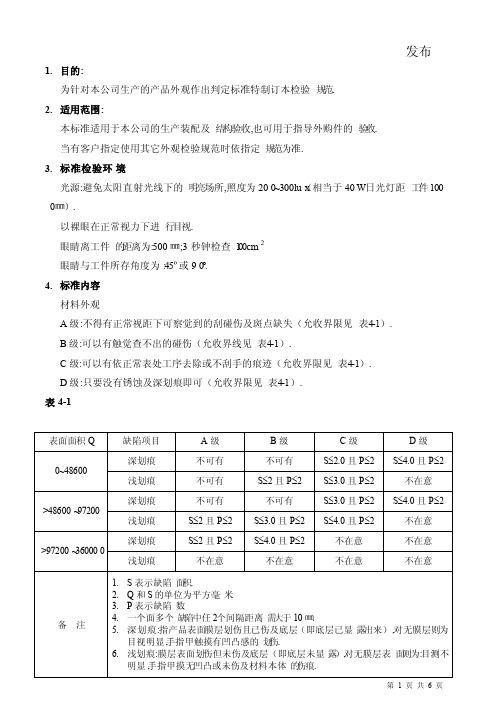
发布1.目的:为针对本公司生产的产品外观作出判定标准特制订本检验规范.2.适用范围:本标准适用于本公司的生产装配及结构验收,也可用于指导外购件的验收.当有客户指定使用其它外观检验规范时依指定规范为准.3.标准检验环境光源:避免太阳直射光线下的明亮场所,照度为200~300lux(相当于40W日光灯距工件1000㎜).以裸眼在正常视力下进行目视.眼睛离工件的距离为:500㎜;3秒钟检查100cm2眼睛与工件所存角度为:45º或90º.4.标准内容材料外观A级:不得有正常视距下可察觉到的刮碰伤及斑点缺失(允收界限见表4-1).B级:可以有触觉查不出的碰伤(允收界线见表4-1).C级:可以有依正常表处工序去除或不刮手的痕迹(允收界限见表4-1).D级:只要没有锈蚀及深划痕即可(允收界限见表4-1).表4-1毛刺等级A级:完全除净(手摸触觉不出).B级:最大毛边高度不超过板材厚度的10%或<0.15㎜.C级:不刺手,但毛边高度不约束.D级:不须在意.有必要时制作极限样板,由品保部负责签发.折(冲)痕等级A级:不能有但允许通过后续加工遮盖后目视不到的折(冲)痕迹.B级:可以有触觉不到的折(冲)痕.C级:可以有轻微感觉的折(冲)痕.D级:可以有明显感觉但不刺(刮)手的折(冲)痕..放置、搬运保护等级A级:使用防护器具单个保护不得使工件有损伤、变质等隐患.B级:使用防护垫将工件层层隔离保护.C级:不须防护垫堆放运送即可.焊接等级A级:严格依标准执行(含焊道的长度、高度、位置等须符合要求)且焊道及焊接后工件外观应美观,不能刮手.B级:正常焊接手法,焊道高度不过分突出及刮手,但焊道长短须符合图纸.C级:焊道外观不过分粗即可.D级:只要焊道强度够外观不须在意.点焊等级A级:焊点外观圆滑触觉几乎感觉不出.B级:焊点外观圆滑感觉轻微.C级:焊点有凹陷手感不刮手.D级:不须在意.研磨等级.A级:以钳工细整修方式,表面光滑,手感无凹凸感,直线度良好.B级:正常方式研磨(粗细砂轮加工)后表面手感无凹凸感,直线度良好.C级:直线度良好.D级:初级研磨(粗细砂轮加工).拉丝.A级:表面拉丝纹路清晰平直没有正常视距下的伤痕,无漏拉丝,板材不得有局部凹陷且厚薄须平均.B级:表面拉丝纹路清晰平直,无漏拉丝,允许有无手感之伤痕及轻微厚薄不均.C级:允许拉丝面有拉丝无法克服的局部凹陷,有目视看得见,手感或轻微的深浅颜色不均.D级:去除锐角毛刺及表面严重划伤即可.补土:经补土工序后之工件表面应无凹凸及漏打磨现象.喷涂外观、等级:喷涂面的缺陷必要时以透明杂物判定表比对辅助判定.A级:喷涂面的外观允收缺陷应符合以下允收界限表4-2表4-2B级:喷涂面的外观允收缺陷应符合以下允收界限表4-3表4-3C级:喷涂面的外观允收缺陷应符合以下允收界限表4-4.表4-4D级:喷涂面的外观允收缺陷应符合以下允收界限表4-5.表4-5丝印外观等级:必要时以透明杂物判定表辅助判定.丝印的外观等级全部为A级,允收缺陷应符合以下条件:毛边:丝印文字超出范围在线幅20%以下.欠缺(断)、字粗:一个丝印文字中只允许某一个地方出现,且其缺陷不得超过0.2㎜.字模糊、多油:正常视距下无法以目视确认为限.有必要时由品质部签收允收限度样板.电镀外观等级:A级:表面不得有局部未镀满或无镀层(技术文件规定处除外),表面毛刺、针孔、麻点、剥落、雾状、覆盖物、镀层分层、水印、手印及电镀后划伤,碰伤.B级:表面允许有小于2.0mm2的麻点、黑点(但不得是丝印面)的缺陷,其余要求依A级标准.C级:表面不得有镀后划伤、碰伤.铬化、阳极氧化外观等级:A级:表面不得有局部无铬化、氧化层、着色不均匀、腐蚀、目视明显的印痕.B级:表面允许有轻微不影响表面处理寿命的印痕,其余依A级标准.C级:表面允许有不影响表面处理寿命的印痕,其余依A级标准.对于一个工件经过各道工序加工后形成成品时的外观判定等级.A级:工件只允许上述4.1~4.13各条款中允收的一种缺陷现象存在,不得有两种或以上的缺陷,同时出现一个工件表面上.B级:工件允许上述4.1~4.13各条款中允收的二种缺陷现象存在且不得同时出现在一个表面上.C级:工件允许上述4.1~4.13各条款中允收的二种缺陷现象存在且可以出现在同一表面上.D级:工件允许上述4.1~4.13各条款中允收的三种缺陷现象存在且不得同时出现在一个表面上.。
产品常见外观缺陷判定基准

MAJ
7
油污
A级面:参照用白纸擦拭,不可有油污。
普遍白色玻璃纸
MAJ
B级面:参照用白纸擦拭,不可有油污。
普遍白色玻璃纸
MAJ
C级面:参照用白纸擦拭,油污占40%以上擦拭面不可。
普遍白色玻璃纸
MAJ
8
色差
A、B、C级面,均在限度样办之范围内。
标准比色板
MAJ
9
变形
偏斜
A、B、C级面,无明显变形、偏斜,如影响装配等,或在图面容许、限度样板范围内。
目视/手感
MAJ
2
压痕顶屎
A级面:参照菲林测定图表,不允许超过0.2mm2同一面上只允许有两个。φ50的圆周内不允许有两个。但0.05mm2以下的不评价。或限度样本范围内。
菲林
MAJ
B级面:参照菲林测定图表,不允许超过0.3mm2同一面上只允许有两个。φ50的圆周内不允许有两个。但0.05mm2以下的不评价。或限度样本范围内。
菲林
MAJ
C级面:不允许有明显的伤痕。
目视/手感
MAJ
3
披锋
A级面:一般披锋高度≤材料厚度的10%,但最高不可超过0.15mm,并且没有对客户造成障碍的可能性,但有机能要求的面不允许有披锋。
投影仪
MAJ
B级面:一般披锋高度≤材料厚度的10%,但最高不可超过0.15mm,并且没有对客户造成障碍的可能性,但有机能要求的面不允许有披锋。
MAJ
具体请参照Q-SSW-3.QM-018检验标准指导书。
編制:王濤審核:鄒志文批准:生效日期:2004.2.20
产品常见外观缺陷判定基准
NO
项目
判定基准详述
测量工具
外观检验标准(精典)
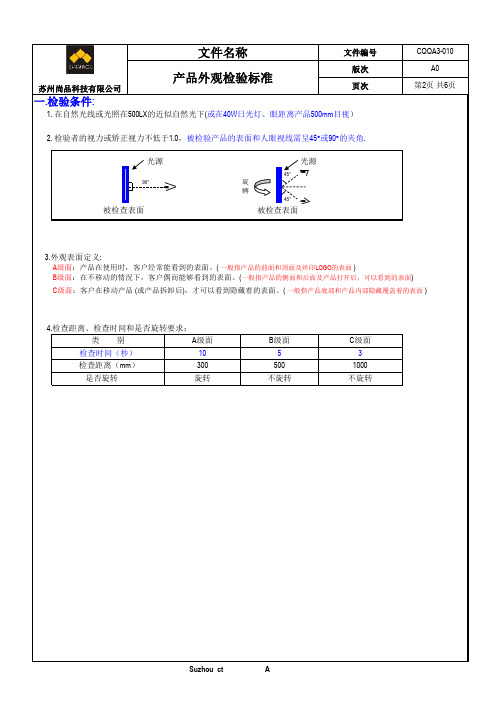
45°90°旋轉45°3.外观表面定义:500不旋转类 别B 级面:在不移动的情況下,客户偶而能够看到的表面。
(一般指产品的侧面和后面及产品打开后,可以看到的表面)C 级面:客户在移动产品 (或产品拆卸后),才可以看到隐藏着的表面。
( 一般指产品底部和产品內部隐藏覆盖着的表面 )检查距离(mm )3旋转不旋转4.检查距离、检查时间和是否旋转要求:5检查时间(秒)A 级面1000300C 级面一.检验条件:被检查表面被检查表面光源10A 级面:产品在使用时,客户经常能看到的表面。
( 一般指产品的前面和頂面及丝印LOGO 的表面 )B 级面光源1. 在自然光线或光照在500LX 的近似自然光下(或在40W 日光灯、眼距离产品500mm 目视)2. 检验者的视力或矫正视力不低于1.0,被检验产品的表面和人眼视线需呈45°或90°的夹角.是否旋转页次苏州尚品科技有限公司CQQA3-010A0第2页 共6页文件名称产品外观检验标准文件编号版次2.1.2.1.1.2.1.2.2.1.3.2.1.4.2.1.5.2.1.6.2.1.7.2.1.8.2.1.9.2.1.102.1.112.1.122.1.132.1.142.1.15备 注无手感(不能伤到底材)有手感(不能伤到底材)不能露底防止引起腐蚀掉漆目视不能明显膜厚超标不能影响装配修补颜色需一致起 泡不允许浅划伤深划伤凹 陷颗粒/凸起 S ≤0.25 (可接收)不允许不允许不允许允许允许(不影响装配)针 孔S ≤0.75,N ≤2允许 允许S ≤1.50,H ≤0.4, N ≤2允许 注:L 表示缺陷长度,S 表示缺陷面积,H 表示缺陷高度,D 表示缺陷直径,W 表示缺陷宽度 ,N 表异 物允许不允许S ≤1.50, H ≤0.4, N ≤2不允许毛刺/边不允许不允许不允许桔 皮不允许不允许允许不允许允许允许边角处S ≤50流 痕露底(喷薄)不允许不允许掉 漆挂具印污 迹色 差修补模具印不允许膜厚超标不允许缺陷类型C 级面2.2.喷涂件(喷漆)缺陷允收标准:二、喷涂件外观缺陷允收标准:(喷涂包含喷塑粉和喷油漆)苏州尚品科技有限公司A 级面B 级面L ≤5,W ≤0.2,N ≤2L ≤10,W ≤0.5,N ≤2不允许L ≤5, W ≤0.2, N ≤2S ≤0.75, H ≤0.4, N ≤2 S ≤0.25 (可接收)不允许(可补漆)不允许不允许不允许(可补漆)不允许允许(应有涂层覆盖)允许允许允许不允许不允许范围: L ≤10,W ≤0.5,N ≤2或S ≤3,N ≤2修补后不能有明显色差范围: L ≤50,W ≤0.5,N≤2或S ≤50,N ≤1,修补后不能有明显色差允许不允许不刮手可接受允许不允许不刮手可接受3.1.钣金3.1.1. 浅3.1.2. 深3.1.3. 说 划痕3.1.4. 镀 覆3.1.5. 镀3.1.6. 凹3.1.7. 凸3.1.8. 异3.1.9. 污3.1.10. 流3.1.11. 起3.1.12. 色3.1.13. 模3.1.14. 毛3.1.15. 修● 避免切●消除表3.2.备 注无手感(镀后不接受)有手感(镀后不接受)镀彩锌允许色差切边生锈需涂防锈漆遮盖目视不能明显色 差不允许允许流 痕起 泡缺陷类型不允许不刮手可接受不允许不刮手可接受不允许不允许拉丝纹理不对不允许 (需符合样板)不允许毛刺/边不允许不允许允许不允许不允许允许生 锈不允许凹 陷 S ≤0.25 (可接收)S ≤1.50,H ≤0.4, N ≤2不允许异 物污 迹不允许手 印模具印露 白焊点/痕允许不允许允许C 级面允许允许B 级面浅划痕(镀前)不允许苏州尚品科技有限公司光泽不对(不均)A 级面不允许允许允许允许允许深划痕(镀前)凸 起L ≤5, W ≤0.2, N ≤2 S ≤0.25 (可接收)S ≤0.75, H ≤0.4, N ≤2不允许不允许不允许S ≤1.50, H ≤0.4, N ≤2允许不允许L ≤5,W ≤0.2,N ≤1L ≤10,W ≤0.5,N ≤2不允许三、钣金件、电镀、阳极、氧化件外观缺陷允收标准:允许允许涂防锈漆或整面拉丝打磨、喷砂等方法修补不允许允许不允许不允许允许打磨、喷砂等方法修补允许 注:L 表示缺陷长度,S 表示缺陷面积,H 表示缺陷高度,D 表示缺陷直径,W 表示缺陷宽度 ,N 表允许修 补不允许修补( 只允许整面拉丝、打磨或喷砂等方法返修 )4.1.产品标4.1.1. 线4.1.2. 残 的长4.1.3. 断4.1.4. 字4.1.5. 字4.1.6. 字4.1.7. 网4.1.8.毛4.1.9. 重4.1.10. 标4.2.备 注符合标准允许符合标准符合样板允许≤10%的变动不允许允许不允许字符偏移颜色不对标签贴错位置字符歪斜标签漏贴针 孔字符间距不当重 影不允许允许L <T 允许允许不允许不允许不允许不允许不允许不允许不允许不允许允许允许L <T 毛 边渗 墨断 线网 痕残 缺纹理不对标签翘角不允许不允许标签破损不允许标签贴歪标签起泡不允许不允许标签起皱允许≤1mm 不允许允许(条码不允许)线细/粗不均文字难辨识符合标准字型不对缺陷类型允许≤2°不允许不允许不允许(目视不能明显)不允许允许≤10%字符高度不允许允许≤10%正常间距允许≤1mm 不允许不允许不允许允许允许≤10%字符高度允许≤2°允许允许≤10%正常间距不允许不允许不允许允许≤10%的线宽允许≤10%的线宽不允许不允许不允许不允许不允许允许允许不允许符合色板符合样板B 级面A 级面C 级面不允许不允许符合色板四、丝印、图案、产品标识外观缺陷允收标准:30 1 2SHD字符间距1mm(标签/ 铭牌)5.1. 5.1.1.浅5.1.2. 深5.1.3.凹5.1.4. 凸5.1.5.异5.1.6. 水5.1.7.缩5.1.8. 气5.1.9.雾5.1.10. 融51.1.11. 分5.1.12. 毛5.1.13. 色5.1.14. 修5.1.15. 刀5.1.16. 模5.2.备 注无手感有手感目视不能明显目视不能明显目视不能明显毛刺/边不允许深度小于0.5且均匀允许说明: 1. 以上【外观检验标准】主要依据目前公司品质现状把常见的不良现象进行量化;当客户没有对 6.1 产品尺寸检验严格依客户图纸进行检验判定。
外观检验判定标准

一。
目的
为了确保产品在外观方面符合检验要求.
二. 范围
本标准规定了产品外观检验的通用标准,适用于与公司生产有关的所有产品及零部件.
三。
使用工具
3.1 游標卡尺
3。
2 色卡,
3。
3 标准缺陷样板
3.4 菲林片
四. 检查条件
在自然光或光照度约(300~600)lux 条件下(40W 日光灯,距离70公分处),检查员应于被检查表面的正面,视线与被检查表面呈45°~90°,距离为(350~400)mm处进行观察,时间约10s。
5。
述语和定義
5。
1 A级表面/透明:指产品(组装后)的主(或正)视面
5。
2 B级表面:指产品(组装后)的侧(或反)视面;
5。
3 C级表面: 指产品组装后的不可见面。
6. 接收标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发布1.目的:
为针对本公司生产的产品外观作出判定标准特制订本检验规范.
2.适用范围:
2.1.本标准适用于本公司的生产装配及结构验收,也可用于指导外购件的验收.
2.2.当有客户指定使用其它外观检验规范时依指定规范为准.
3.标准检验环境
3.1.光源:避免太阳直射光线下的明亮场所,照度为200~300lux(相当于40W日光灯距工件
1000㎜).
3.2.以裸眼在正常视力下进行目视.
3.2.1.眼睛离工件的距离为:500㎜;3秒钟检查100cm2
3.2.2.眼睛与工件所存角度为:45º或90º.
4.标准内容
4.1.材料外观
4.1.1.A级:不得有正常视距下可察觉到的刮碰伤及斑点缺失(允收界限见表4-1).
4.1.2.B级:可以有触觉查不出的碰伤(允收界线见表4-1).
4.1.3.C级:可以有依正常表处工序去除或不刮手的痕迹(允收界限见表4-1).
4.1.4.D级:只要没有锈蚀及深划痕即可(允收界限见表4-1).
表4-1
4.2.毛刺等级
4.2.1.A级:完全除净(手摸触觉不出).
4.2.2.B级:最大毛边高度不超过板材厚度的10%或<0.15㎜.
4.2.3.C级:不刺手,但毛边高度不约束.
4.2.4.D级:不须在意.
4.2.
5.有必要时制作极限样板,由品保部负责签发.
4.3.折(冲)痕等级
4.3.1.A级:不能有但允许通过后续加工遮盖后目视不到的折(冲)痕迹.
4.3.2.B级:可以有触觉不到的折(冲)痕.
4.3.3.C级:可以有轻微感觉的折(冲)痕.
4.3.4.D级:可以有明显感觉但不刺(刮)手的折(冲)痕..
4.4.放置、搬运保护等级
4.4.1.A级:使用防护器具单个保护不得使工件有损伤、变质等隐患.
4.4.2.B级:使用防护垫将工件层层隔离保护.
4.4.3.C级:不须防护垫堆放运送即可.
4.5.焊接等级
4.5.1.A级:严格依标准执行(含焊道的长度、高度、位置等须符合要求)且焊道及焊接后工
件外观应美观,不能刮手.
4.5.2.B级:正常焊接手法,焊道高度不过分突出及刮手,但焊道长短须符合图纸.
4.5.3.C级:焊道外观不过分粗即可.
4.5.4.D级:只要焊道强度够外观不须在意.
4.6.点焊等级
4.6.1.A级:焊点外观圆滑触觉几乎感觉不出.
4.6.2.B级:焊点外观圆滑感觉轻微.
4.6.3.C级:焊点有凹陷手感不刮手.
4.6.4.D级:不须在意.
4.7.研磨等级.
4.7.1.A级:以钳工细整修方式,表面光滑,手感无凹凸感,直线度良好.
4.7.2.B级:正常方式研磨(粗细砂轮加工)后表面手感无凹凸感,直线度良好.
4.7.3.C级:直线度良好.
4.7.4.D级:初级研磨(粗细砂轮加工).
4.8.拉丝.
4.8.1.A级:表面拉丝纹路清晰平直没有正常视距下的伤痕,无漏拉丝,板材不得有局部凹陷且
厚薄须平均.
4.8.2.B级:表面拉丝纹路清晰平直,无漏拉丝,允许有无手感之伤痕及轻微厚薄不均.
4.8.3.C级:允许拉丝面有拉丝无法克服的局部凹陷,有目视看得见,手感或轻微的深浅颜色不
均.
4.8.4.D级:去除锐角毛刺及表面严重划伤即可.
4.9.补土:经补土工序后之工件表面应无凹凸及漏打磨现象.
4.10.喷涂外观、等级:喷涂面的缺陷必要时以透明杂物判定表比对辅助判定.
4.10.1.A级:喷涂面的外观允收缺陷应符合以下允收界限表4-2
表4-2
4.10.2.B级:喷涂面的外观允收缺陷应符合以下允收界限表4-3
表4-3
4.10.3.C级:喷涂面的外观允收缺陷应符合以下允收界限表4-4.
表4-4
4.10.4.D级:喷涂面的外观允收缺陷应符合以下允收界限表4-
5.
表4-5
4.11.丝印外观等级:必要时以透明杂物判定表辅助判定.丝印的外观等级全部为A级,允收缺
陷应符合以下条件:
4.11.1.毛边:丝印文字超出范围在线幅20%以下.
4.11.2.欠缺(断)、字粗:一个丝印文字中只允许某一个地方出现,且其缺陷不得超过0.2㎜. 4.11.3.字模糊、多油:正常视距下无法以目视确认为限.
4.11.4.有必要时由品质部签收允收限度样板.
4.12.电镀外观等级:
4.12.1.A级:表面不得有局部未镀满或无镀层(技术文件规定处除外),表面毛刺、针孔、麻
点、剥落、雾状、覆盖物、镀层分层、水印、手印及电镀后划伤,碰伤.
4.12.2.B级:表面允许有小于2.0mm2的麻点、黑点(但不得是丝印面)的缺陷,其余要求依A
级标准.
4.12.3.C级:表面不得有镀后划伤、碰伤.
4.13.铬化、阳极氧化外观等级:
4.13.1.A级:表面不得有局部无铬化、氧化层、着色不均匀、腐蚀、目视明显的印痕.
4.13.2.B级:表面允许有轻微不影响表面处理寿命的印痕,其余依A级标准.
4.13.3.C级:表面允许有不影响表面处理寿命的印痕,其余依A级标准.
4.14.对于一个工件经过各道工序加工后形成成品时的外观判定等级.
4.14.1.A级:工件只允许上述4.1~4.13各条款中允收的一种缺陷现象存在,不得有两种或以上
的缺陷,同时出现一个工件表面上.
4.14.2.B级:工件允许上述4.1~4.13各条款中允收的二种缺陷现象存在且不得同时出现在一
个表面上.
4.14.3.C级:工件允许上述4.1~4.13各条款中允收的二种缺陷现象存在且可以出现在同一表
面上.
4.14.4.D级:工件允许上述4.1~4.13各条款中允收的三种缺陷现象存在且不得同时出现在一
个表面上.。