巴氏杀菌技术要求(含果浆)
巴氏杀菌工艺
巴氏杀菌工艺一、巴氏杀菌工艺的概述巴氏杀菌工艺是一种常用的食品加工技术,旨在通过高温处理杀灭细菌,延长食品的保质期。
本文将深入探讨巴氏杀菌工艺的原理、步骤和应用。
二、巴氏杀菌工艺的原理巴氏杀菌工艺基于以下原理:细菌在一定温度下的生长能力与其数量呈正相关,而温度超过一定范围时,细菌的生长能力会受到抑制甚至被杀灭。
因此,通过加热食品到一定温度并保持一段时间,可以有效地杀灭细菌。
三、巴氏杀菌工艺的步骤巴氏杀菌工艺包括以下步骤:1. 原料准备首先,需要准备好要进行巴氏杀菌的食品原料。
这些原料可以是牛奶、果汁、调味品等。
2. 预处理在进行巴氏杀菌之前,需要对原料进行预处理。
预处理包括过滤、脱脂、澄清等步骤,以去除杂质和不需要的成分。
3. 加热将经过预处理的原料加热到一定温度。
巴氏杀菌的温度通常在60摄氏度到85摄氏度之间,具体取决于食品的种类和要求。
4. 保温在达到杀菌温度后,需要保持一定时间的保温。
保温时间的长短也根据食品的种类和要求而定。
5. 快速冷却杀菌结束后,需要将食品迅速冷却至低温,以防止再次被细菌污染。
6. 包装最后,将经过巴氏杀菌的食品进行包装,以确保在保质期内保持良好的品质。
四、巴氏杀菌工艺的应用巴氏杀菌工艺广泛应用于食品行业,特别是液态食品的加工过程中。
以下是一些常见的应用:1. 牛奶加工巴氏杀菌工艺被广泛用于牛奶加工,以延长其保质期并确保消费者的食品安全。
2. 果汁加工对于果汁等液态饮料的加工,巴氏杀菌工艺可以杀灭其中的细菌,防止饮料变质。
3. 调味品加工许多调味品,如酱油、醋等,也需要经过巴氏杀菌工艺,以确保其卫生安全和长期保存。
4. 罐头食品加工巴氏杀菌工艺在罐头食品加工中也起到重要的作用,保证罐头食品的安全和稳定性。
五、巴氏杀菌工艺的优缺点巴氏杀菌工艺具有以下优点和缺点:优点:1.杀菌效果好:巴氏杀菌可以有效杀灭细菌,延长食品的保质期。
2.保持食品营养:相比其他杀菌方法,巴氏杀菌对食品的营养成分破坏较少。
巴氏杀菌工艺概述
巴氏杀菌工艺概述巴氏杀菌工艺是一种常见的食品处理方法,旨在杀灭食品中的病原菌和细菌,以确保食品的安全性和质量。
它被广泛应用于乳制品、果汁、饮料和罐头食品等各种食品加工行业。
1. 巴氏杀菌工艺的背景和原理巴氏杀菌工艺得名于法国微生物学家路易斯·巴斯德(Louis Pasteur),他于19世纪中叶发现了热处理可以有效灭菌的方法。
巴氏杀菌工艺的原理是利用高温短时间的处理方式,达到杀灭大部分有害微生物的目的,同时保留食品的营养成分和口感。
2. 巴氏杀菌工艺的步骤巴氏杀菌工艺通常包括以下几个步骤:1) 原料处理:食品加工前,对原料进行处理和准备,以确保原料的卫生和质量。
2) 加热过程:将食品通过加热设备加热到一定温度,常见的加热方式包括直接加热和间接加热。
3) 冷却过程:在加热后,食品需要经过冷却过程,以避免过度加热对食品品质的损害。
4) 包装和密封:经过杀菌处理的食品需要在无菌环境下进行包装和密封,以防止再次受到污染。
3. 巴氏杀菌工艺的优点巴氏杀菌工艺具有以下几个优点:1) 杀菌效果好:经过巴氏杀菌处理的食品能够有效地杀灭细菌、病毒和霉菌等有害微生物,大大降低了食品引起疾病的风险。
2) 保持食品品质:相比其他杀菌方法,巴氏杀菌工艺在处理过程中能够较好地保留食品的营养成分和口感。
3) 延长食品保质期:巴氏杀菌工艺可以延长食品的保质期,让食品能够更长时间地保存和销售。
4. 巴氏杀菌工艺的局限性和争议巴氏杀菌工艺也存在一些局限性和争议:1) 部分营养流失:由于高温加热的过程中,食品中的某些营养成分可能会部分流失,降低了食品的营养价值。
2) 不适用于一些食品:巴氏杀菌工艺对于某些食品,特别是含有酶活性和活性成分的食品并不适用,这可能需要采用其他处理方法。
3) 争议性:有人认为巴氏杀菌工艺过于依赖高温处理,可能对食品的天然特性和健康价值造成影响。
有一些人更倾向于选择其他更温和的杀菌方法。
5. 我对巴氏杀菌工艺的观点和理解个人对巴氏杀菌工艺持较为积极的态度。
巴氏杀菌、灭菌乳卫生标准

巴氏杀菌、灭菌乳卫生标准1范围本标准规定了巴氏杀菌、灭菌乳的卫生指标和检验方法以及食品添加剂、生产加工过程、标识、包装、运输、贮存的卫生要求。
本标准适用于以生鲜牛(羊)乳为原料或以乳粉、乳脂为原料的复原乳制成的直接饮用的产品。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB2760食品添加剂使用卫生标准GB2763食品中农药最大残留限量GB/T4789.18食品卫生微生物学检验乳与乳制品检验GB/T5009.5食品中蛋白质的测定GB/T5009.11食品中总砷及无机砷的测定GB/T5009.12食品中铅的测定GB/T5009.24食品中黄曲霉毒素M1与B1的测定方法GB/T5009.46乳与乳制品卫生标准的分析方法GB5408.1巴氏杀菌乳GB5408.2灭菌乳GB7718预包装食品标签通则GB12693乳制品企业良好生产规范3术语和定义GB5408.1和GB5408.2确立的术语和定义适用于本标准。
4指标要求4.1原料、辅料要求原料、辅料应符合相应的卫生标准和有关规定。
4.2感官指标无异味、无异物。
4.3理化指标理化指标应符合表1的要求。
表1理化指标4.4兽药残留指标兽药残留限量应符合相应的国家标准。
4.5农药残留指标农药残留限量应符合GB2763的规定。
4.6微生物指标微生物指标应符合表2的规定。
表2微生物指标5食品添加剂5.1食品添加剂质量应符合相应的标准和有关规定。
5.2食品添加剂品种及其使用量应符合GB2760的规定。
6生产加工过程生产加工过程应符合GB12693的规定。
7包装包装容器材料应符合相应的标准和有关规定。
8标识标识按GB7718的规定执行。
9贮存及运输9.1贮存产品应贮存在干燥、通风良好的场所。
巴氏杀菌技术在果酱加工中的应用探索

巴氏杀菌技术在果酱加工中的应用探索引言:果酱是一种由水果煮制而成的浓缩食品,具有浓郁的果香和甜味,深受人们的喜爱。
然而,由于水果中普遍存在的细菌和酵母菌,果酱在长时间存储过程中容易受到微生物的感染。
为了保证果酱的质量和延长其保质期,巴氏杀菌技术被广泛应用于果酱加工过程中。
本文将就巴氏杀菌技术在果酱加工中的应用进行探索。
一、果酱加工的需求果酱加工过程中,主要需求是保持果酱的风味和口感,同时延长其保质期。
果酱中的水果中常常含有大量的微生物,包括细菌和酵母菌,它们会导致果酱的腐败和变质。
因此,寻找一种杀菌技术以去除这些微生物,成为果酱加工过程中的一项重要任务。
二、巴氏杀菌技术的原理巴氏杀菌技术是一种利用热处理杀灭微生物的方法,其原理基于微生物对高温的敏感性。
巴氏杀菌技术主要分为两个阶段:加热阶段和冷却阶段。
在巴氏杀菌的加热阶段,果酱及其包装瓶会被暴露在高温环境中,通常在摄氏100度以上的温度下加热几分钟。
这样的高温可以有效地杀灭细菌和酵母菌,以防止果酱在存储和运输过程中受到微生物的感染。
在巴氏杀菌的冷却阶段,果酱及其包装瓶会被快速冷却,通常是通过水冷却或其他冷却方法。
冷却过程有助于消除果酱中的高温对品质的不利影响,并确保果酱能够稳定保存。
三、巴氏杀菌技术在果酱加工中的应用巴氏杀菌技术在果酱加工中被广泛应用,主要有以下几个原因:1. 杀菌效果可靠:巴氏杀菌技术具有较高的杀菌效果,能够有效杀灭果酱中的细菌和酵母菌,大大延长果酱的保质期。
2. 保留风味和口感:巴氏杀菌技术在杀菌过程中采用短时间高温处理,能够最大程度地保留果酱的风味和口感,使其更加美味。
3. 安全性可靠:巴氏杀菌技术经过长期实践验证,安全可靠。
经过巴氏杀菌处理的果酱不含有活性的细菌和酵母菌,可以放心食用。
4. 方便操作:巴氏杀菌技术的操作相对简单,只需要合理控制加热时间和温度,即可达到理想的杀菌效果。
这极大地方便了果酱生产企业以及家庭加工果酱的人们。
巴氏杀菌乳国家标准

巴氏杀菌乳国家标准1范围本标准规定了巴氏杀菌乳的产品分类、技术要求、试验方法和标签、包装、运输、贮存要求。
本标准适用于以牛乳或羊乳为原料,经巴氏杀菌制成的液体产品。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB191,1990包装储运图示标志GB4789(2,1994食品卫生微生物学检验菌落总数测定GB4789(3,1994食品卫生微生物学检验大肠菌群测定GB4789(4,1994食品卫生微生物学检验沙门氏菌检验GB4789(5,1994食品卫生微生物学检验志贺氏菌检验GB4789(10,1994食品卫生微生物学检验金黄色葡萄球菌检验GB4789(11,1994食品卫生微生物学检验溶血性链球菌检验GB4789(18,1994食品卫生微生物学检验乳与乳制品检验GB,T5009(24,1996食品中黄曲霉毒素M1和B1的测定方法GB,T5409,1985牛乳检验方法GB,T5413(1,1997婴幼儿配方食品和乳粉蛋白质的测定GB,T5413(30,1997乳与乳粉杂质度的测定GB,T5413(32,1997乳粉硝酸盐、亚硝酸盐的测定GB,T6914,1986生鲜牛乳收购标准GB7718,1994食品标签通用标准GB14880,1994食品营养强化剂使用卫生标准3产品分类3(1全脂巴氏杀菌乳:以牛乳或羊乳为原料,经巴氏杀菌制成的液体产品。
3(2部分脱脂巴氏杀菌乳:以牛乳或羊乳为原料,脱去部分脂肪,经巴氏杀菌制成的液体产品。
3(3脱脂巴氏杀菌乳:以牛乳或羊乳为原料,脱去全部脂肪,经巴氏杀菌制成的液体产品。
4技术要求4(1原料要求4(1(1牛乳:应符合GB,T6914的规定。
4(1(2食品营养强化剂:应选用GB14880中允许使用的品种,并应符合相应国家标准或行业标准的规定。
巴氏灭菌法
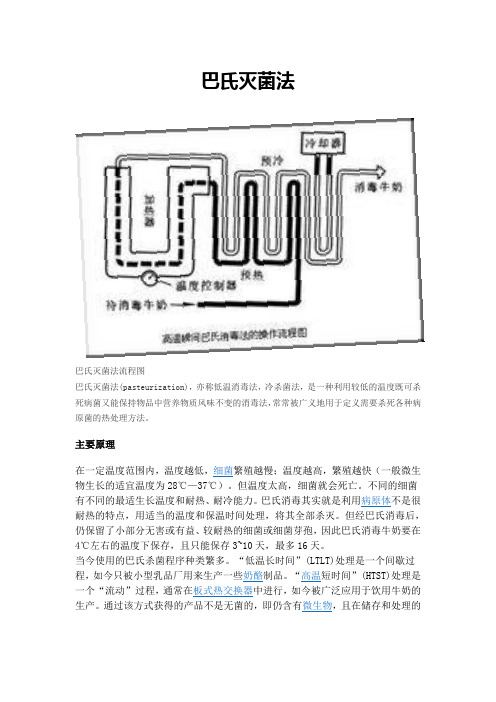
巴氏灭菌法巴氏灭菌法流程图巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法,常常被广义地用于定义需要杀死各种病原菌的热处理方法。
主要原理在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%~99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及芽孢等,但这些细菌多数是乳酸菌,乳酸菌不但对人无害反而有益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
PU,在60℃温度下保温一分钟即称为灭菌强度是一个PU.主要应用主要为牛奶的一种灭菌法,既可杀死对健康有害的病原菌又可使乳质尽量少发生变化。
也就是根据对耐高温性极强的结核菌热致死曲线和乳质中最易受热影响的奶油分离性热破坏曲线的差异原理,在低温下长时间或高温下短时间进行加热处理的一种方法。
巴氏杀菌系统参数操作要求

巴氏杀菌系统的技术要求及操作要求
1.巴氏杀菌系统1:出料能力为25T/H(包括分离机、标准化、均质机)。
牛奶巴氏杀菌温度为85℃,保温15秒,热回收效率≥90%,采用热水加热系统,蒸汽与热水间接加热。
冷却介质为2℃的冰水。
采用部分均质流程,均质压力为20 Mpa。
温度程序为进料(4℃)--分离标准化(55℃)--均质(66℃@20Mpa)--杀菌(85℃@15s)--出料(4℃)
2.巴氏杀菌系统2:出料能力为10T/H,全均质。
巴氏杀菌机2为多功能巴氏杀菌机,可以用于普通牛奶巴氏杀菌,温度程序--进料(4℃)-- --均质(66℃@20Mpa)--杀菌(85℃@15s)--出料(4℃)。
也可以作为酸奶巴氏杀菌机,温度程序为进料(4℃)-- --均质(66℃@25Mpa)--杀菌(95℃@300s)--出料(44℃)。
采用热水加热系统,蒸汽与热水间接加热。
冷却介质为2℃的冰水。
采用全均质流程,均质压力为25 Mpa。
每套巴杀系统必须自带清洗装置,酸碱液自动投配。
控制操作要求:
一、设备在运行方面要求PIC自动控制。
二、触摸屏控制操作;1、设备的每个步骤的显示2、各关键点温度的显示
3、个阀体开度的显示
4、不同的报警显示并设有等级
三、预留通讯接口(型号待定)。
巴氏杀菌乳生产技术
牛乳标准化的计算
这
是
所
有
乳
制
如果你是某乳品企业的品
品
控员或技术员,每天对收购过
企 业
来的牛乳必须要进行标准化计
必
算,然后下达配料通知单给相
有
的
关生产人员,那么,你如何进
工
行标准化计算呢?
作
流
程
工作流程
1
确定本工作日加工的数量 和原奶的理化指标
明确加工指标,计算 2 标准
4
配料工按配料单进行标准 化配料加工
具体案例
如果你所在的乳品企业今天要加工3500kg,含脂率为2.8%的鲜乳, 需标准化为3.0%的标准化乳,用含脂率38%稀奶油来调整,则应添 加多少稀奶油?
解:已知条件如下: ①要加工牛奶3500kg ②收购的牛奶的含脂率为2.8%,设为q ③标准化后的指标要达到3.0%,设为r ④方法是添加含脂率38%稀奶油来提高脂肪的含量, 38%稀奶油设为p
2.巴氏杀菌乳生产工艺技术要求
(1)原料乳的验收和分级 消毒乳的质量决定于原料乳。因此,对原料乳的质量必须严格 管理,认真检验。只有符合标准的原料乳才能生产消毒乳。 (2)过滤或净化 目的是除去乳中的尘埃、杂质。
(3)标准化 标准化的目的是保证牛奶中含有规定的最低限度的脂肪。在乳品 厂中牛奶标准化要求非常精确,若 产品中含脂率过高,乳品厂就浪费了高成本的脂肪,而含脂率 太低又等于欺骗消费者。因此,每天进行分析含脂率是乳品厂的 重要工作。我国规定消毒乳的含脂率为3.0%。
1.工艺流程描述
原料乳先通过平衡槽1,然后经泵2送至板式热交换器4,预热后,通过 流量控制器3至分离机5,以生产脱脂乳和稀奶油。其中稀奶油的脂肪含量 可通过流量传感器7、密度传感器8和调节阀9确定和保持稳定,而且为了在 保证均质效果的条件下节省投资和能源,仅使稀奶油通过一个较小的均质 机。实际上该图中稀奶油的去向有两个分支,一是通过阀10、11与均质机 12相联,以确保巴氏杀菌乳的脂肪含量;二是多余的稀奶油进入稀奶油处 理线。此外,进入均质机的稀奶油的脂肪含量不能高于10%,所以一方面 要精确地计算均质机的工作能力,另一方面应使脱脂乳混入稀奶油进入均 质机,并保证其流速稳定。随后均质的稀奶油与多余的脱脂乳混合,使物 料的脂肪含量稳定在3%,并送至巴氏杀菌机4和保温管14进行杀菌。然后 通过回流阀15和动力泵13使杀菌后的巴氏杀菌乳在杀菌机内保证正压。这 样就可避免由于杀菌机的渗漏,导致冷却介质或未杀菌的物料污染杀菌后 的巴氏杀菌乳。当杀菌温度低于设定值时,温感器将指示回流阀15,使物 料回到平衡槽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无菌罐区巴氏杀菌技术要求
物料: 鲜榨果汁(NFC)&浓缩果汁&果酱
流速: 10 m3/hr;浓缩橙汁物料流速可以降到:5 m3/hr
进料温度:5°C
杀菌温度120°C
保持时间:120S
出料温度:2°C
带脱气系统,建议脱气温度为:50-55°C;
为节约能源,需要设计冷物料和热物料进行换热;
配置要求:
符合食品级要求,并提供认证资料;
所有蒸汽阀门选用斯派莎克品牌;阀门和泵选用阿法拉伐品牌;
质量流量计选用E+H质量流量计;压力变送器选用E+H品牌;
控制系统使用西门子产品;具备巴杀温度记录和导出功能,提供备份程序.
巴杀物料、过热水、冰水、塔水每个介质管道,配有控制阀门和压力显示装置,可以显示、控制各腔室的压力。
保证巴士灭菌板片的果汁出料压力大于介质进口的压力,压力差为大于0.36BAR。
巴杀出料口安装有200目的过滤器,过滤网可以拆卸更换。
需要对蒸汽和冰水管道进行保温,保温防护层使用不锈钢304钢片防护;
换热器材质:不锈钢316L。
巴杀物料、过热水、冰水、塔水每个介质管道,配有控制阀门和压力显示装置,可以显示记录、控制各腔室的压力。
保证巴士灭菌板片的果汁出料压力大于介质进口的压力,压力差为大于0.36BAR。
包括凉物料和热物料(巴杀后)的热交换,热物料(巴杀后)的压力要大于凉物料压力差为大于0.36BAR
设备使用的所有材料要求:不锈钢304 以上材质;换热器(包括管式和板式)材质要求:不锈钢316L。
温度曲线画面,同时显示换向阀的开关状态,系统画面中可以显示换热器进出口的温差,当温差大于6℃是,有预警提示。
现场工艺管道焊接,必须符合食品级安装要求,工艺管道必须符合CIP清洗要求,严格控制不能出现卫生清洗死角,对焊缝内壁的焊接光洁度和后续钝化清洗必须满足食品要求。
工艺流程图,标明管径和流速,以验证清洗是否达到要求。
整个设备采用西门子PLC进行全自动控制。
板式和管式灭菌实现程序自动化转换,各个温度及压力实时采集并存盘,方便数据的实时查询,其他电器元件使用西门子或施耐德产品,变频器是西门子产品。
报价包括设备安装所有费用。