过程性能指数和过程能力指数的区别
现代质量管理学,第四版,韩福荣,机械工业出版社,电子课件。第五章

CP
T
6
TU TL
6
2. 双侧公差分布中心和标准中心不重合的情况下CPK值的计算
当质量特性分布中心µ和标准中心M不重合时,虽然分布标准差σ未 变,但却出现了过程能力不足的现象。令ε=|M-µ|,这里ε为分布中心对 标准中心M的绝对偏移量。把ε对T/2的比值称为相对偏移量或偏移系数, 记作K。
(二)两类错误
第一类错误是将正常的过程判为异常,既生产仍处于统 计控制状态,但由于偶然性原因的影响,使得点子超出控 制限,虚发警报而将生产误判为出现了异常。处于控制状 态的样品有0.27%的可能落在3σ控制界限外,即犯错误的 可能性在 1000 中约有 3 次。犯这类错误的概率称为第Ⅰ 类风险,记作α。 第二类错误是将异常判为正常,生产已经处于非统计控 制状态,但点子没有超出控制限,而将生产误判为正常, 这是漏发警报。把犯这类错误概率称为第Ⅱ类风险,记作β。
准则2(连续9点落在中心线同一侧)
此准则通常是为了补充准则1而设计的,以便改进控制图的灵敏度。选择 9点是为了使其犯第一种错误的概率α与准则1的α0=0.0027大体相仿, 同时也使得本准则采用的点数不致过多于美国格兰特和列文沃斯(Grant and Levenworth)在1980年提出的7点链判异的准则。
CP上
T
/2
3
T /2 CP下 3
CPK C(P 1 K)
三、过程不合格品率的计算
(一) 当分布中心和标准中心重合时的情况
P 1 P(TL x TU ) 2(3CP )
由以上公式可以看出,只要知道CP值就可求出该 过程的不合格品率。
CPK与PPK的区别

CPK与PPKCpk是过程能力指数。
当过程稳定后计算得到的。
因为过程稳定,过程只有普通原因引起的变异,没有特殊原因引起的变异。
Cpk用来描述过程满足规格要求的能力。
也是过程最高性能可以做到的。
通常要求大于等于1.33。
Ppk是过程性能指数。
当过程刚开始,没有办法收集到足够多的数据来判定过程是否稳定,没有办法计算Cpk过程能力指数的时候。
可以用Ppk。
也就是说,过程既有普通原因引起的变异,也可能有特殊原因引起的变异。
这时候,用Ppk 来描述过程满足规格要求的能力。
通常要求大于等于 1.67。
当过程能够收集到足够数据(通常4X25=100)后,检查过程稳定,再计算Cpk。
在您的文章上,我做说明,供讨论。
我覺得試產的時候,收集數據看過程是否穩定(开始数据量少,没有办法检查是否稳定。
只能等到,譬如100个数据,计算控制极限,查是否稳定。
如果稳定,直接可以算初始的Cpk,也可以同时),算PPK,然后(如果)不穩定的時候做原因分析,找到原因,及做改善措施(稳定后计算Cpk),如果(还)不穩定,證明制程無法跨入量產,須再進行試產。
我會認為PPK達到1.67時,(如果过程还不稳定,要具体分析是什么原因引起的。
如果这个不稳定可以控制的,譬如是刀具的磨损、温度有规律的变动等,可以考虑)我的制程已經到了可以進入量產階段當然,(不然,进入量产会带来麻烦的)還會有可靠性驗證等。
然后,進入量產,我不會再去看ppk,直接去看cpk,目標值為1.33、绝对和相对的概念。
Cpk和Ppk是经常讨论的一个主题。
老实说,要弄清楚是不容易的。
因为,人们的思想总希望绝对正确,不容一点不正确的东西存在。
可是,世界上万事万物是没有绝对“纯”、绝对“正确”,只有相对的“纯”、相对“正确”。
首先要统一这个观点,这样,讨论就有意义了。
下面我来说明什么是Cpk,什么是Ppk?2、Cpk是过程能力指数。
当过程稳定后计算得到的。
因为过程稳定,过程结果只有普通原因引起的变异,没有特殊原因引起的变异。
过程能力与过程能力指数

在生产中,要求操作者尽量按公差中心来加工使得 K趋于零。
例题2
某工序加工零件的尺寸要求为 Φ35±0.08mm,随机抽取100个子样测得
样本平均值 X 34.95mm ,标准偏
差 S 0.08mm ,求CPK。
过程能力指数的分级与评价
CP值的范围 CP≥1.67 1.67>CP≥1.33 1.33>CP≥1.0 1.0>CP≥0.67 CP<0.67
Ⅴ级
应停止加工,进行细致的工序分析,找出原因,采取措施, 改进工艺,提高工序能力指数。
进行全数检验,挑出不合格品。
过程能力指数与不合格品率的关系
例题3
当分布中心向上限TU偏移时
当分布中心向下限TL偏移时
Cp、K与p的关系曲线
过程实绩与过程实绩指数
(一)过程实绩(process performance) (二)过程实绩指数(process performance
质量可改进的范围,称为过程稳定系数:dσ = σL - σs
而差的相对值,称为过程相对稳定系数:drσ
=
σL -σs σL
利用过程相对稳定系数,可评估过程偏离稳态的稳定程
度。 过程相对稳定系数 dr 的范围
评价
说明
10%
接近稳定
20%
不太稳定
50%
不稳定
≥ 50%
很不稳定
练习1
某产品含有一种杂质,按技术规范的要求,最高不能 超过12.2毫克,抽样结果样本标准差是指σ为0.038, 均值 X =12.1 ,求工序能力指数。
过程与过程能力(Process Capability)
过程:一组将输入转化为输出的相互关联或 相互作用的活动。
过程控制CPK
过程能力指数过程性能指数(Process performance index)首先出现在美国三大汽车公司制定的QS9000标准中,该标准将过程性能指数和过程能力指数(Process capability index)并列,共称为量度过程的参数。
过程能力指数反映了过程的固有能力,过程性能指数反映的是当前过程的性能。
目前我国许多企业日常计算的是过程性能指数,却往往误认为是过程能力指数,基本概念的错误带来了认识上的混淆。
因此,本文通过对比过程性能指数与过程能力指数,分析了过程性能指数的特点。
一、过程能力指数过程能力指数(Process capability index)表示过程能力满足技术标准(例如规格、公差)的程度,一般记为C P。
1、双侧规格情形的过程能力指数这时,过程能力指数C P的计算公式如下:T T U - T LC P = = (1)6σ6σ式中,T为过程统计量的技术规格的公差幅度;T U、T L分别为上、下公差界限;σ为过程统计量的总体标准差,可以在过程处于稳态时得到。
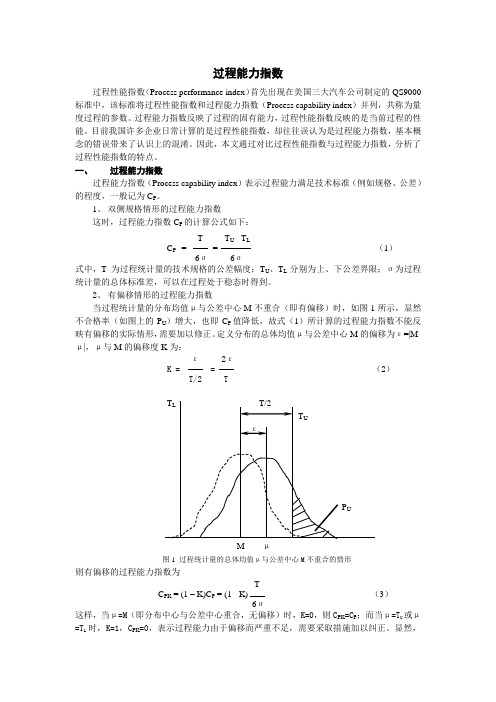
2、有偏移情形的过程能力指数当过程统计量的分布均值μ与公差中心M不重合(即有偏移)时,如图1所示,显然不合格率(如图上的P U)增大,也即C P值降低,故式(1)所计算的过程能力指数不能反映有偏移的实际情形,需要加以修正。
定义分布的总体均值μ与公差中心M的偏移为ε=|M-μ|,μ与M的偏移度K为:ε 2εK = = (2)T/2 TM μ图1 过程统计量的总体均值μ与公差中心M不重合的情形则有偏移的过程能力指数为TC PK = (1 – K)C P = (1 - K) (3)6σ这样,当μ=M(即分布中心与公差中心重合,无偏移)时,K=0,则C PK=C P;而当μ=T U或μ=T L时,K=1,C PK=0,表示过程能力由于偏移而严重不足,需要采取措施加以纠正。
显然,具有:C PK≤C P3、单侧规格情形的过程能力指数若只有规格上限的要求,而对规格下限无要求,则过程能力指数计算如下:T U -μC PU = (4)3σ式中,C PU为上单侧过程能力指数。
CPK与PPK的区别
CPK 与PPK 的区别:首先,过程能力指数(Cp ,Cpk )与过程性能指数(Pp ,Ppk )都是对过程满足标准、规范程度的反映。
但:过程能力指数给出的是过程的固有能力,过程固有的能够满足标准与规范的能力。
过程性能指数给出的是根据采集到的数据对当前过程性能的估计。
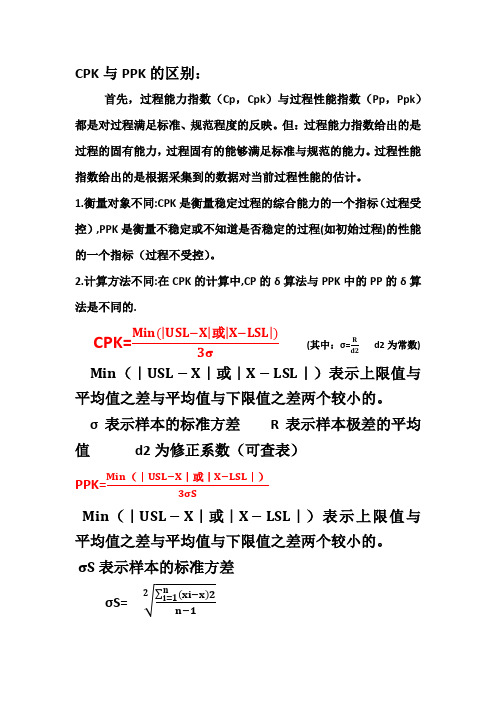
1.衡量对象不同:CPK 是衡量稳定过程的综合能力的一个指标(过程受控),PPK 是衡量不稳定或不知道是否稳定的过程(如初始过程)的性能的一个指标(过程不受控)。
2.计算方法不同:在CPK 的计算中,CP 的δ算法与PPK 中的PP 的δ算法是不同的.CPK=Min ( USL−X 或 X−LSL )3σ (其中:σ=R d2 d2为常数)Min (|USL −X |或|X −LSL |)表示上限值与平均值之差与平均值与下限值之差两个较小的。
σ表示样本的标准方差 R 表示样本极差的平均值 d2为修正系数(可查表)PPK=Min (|USL−X |或|X−LSL |)3σSMin (|USL −X |或|X −LSL |)表示上限值与平均值之差与平均值与下限值之差两个较小的。
σS 表示样本的标准方差σS = (xi−x )2i =1n−12上公式:(n≥30时,为n-1;n<30时,为n)其中:xi表示抽样任意样本的平均值,x表示样本总体的平均值3.要求不同:一般CPK要求1.33以上就可以了,而PPK要求1.67以上.4.名称不同:Cpk是过程能力指数,Ppk是过程性能指数.5.实施时机不同:CPK一般是量产时实施,PPK一般试生产时(模具维修时,新模具验收时等)实施.进而将过程性能指数与过程能力指数进行对比分析,可以得到当前过程能力所处的状态,并进而对过程进行处理。
⑴通过过程性能指数与过程能力指数的比较,可以对过程进行诊断。
若Pp < Cp,说明当前过程能力低于过程固有的能力,过程没有达到稳态,过程中存在异常因素,应该马上寻找原因,加以消除,把过程性能指数提高到过程能力指数的水平。
过程能力与过程能力指数讲解

例题3
当分布中心向上限TU偏移时
当分布中心向下限TL偏移时
Cp、K与p的关系曲线
过程实绩与过程实绩指数
(一)过程实绩(process performance) (二)过程实绩指数(process performance
index) (三)过程实绩指数的作用
(一)过程实绩(process performan
b
的中心值
向下公差方向偏移,将要出现不合格品,其测量
结果为:X 45.79,S 2.253 。求 C Pk 值及不
合格品率。
TU 52,TL=43 则 T TU-TL=52 43=9
公差中心M=TU TL =52 43=47.5
2
[解]
CP
= TU - X 3σ
= 12.2 -12.1 = 0.877 3 0.038
练习2
根据技术要求,某零件的尺寸要为 300.0023 ,由
随机抽样数据计算的样本特性值
为X = 29.9997 ,CP = 1.095 ,试计算CPK。
[解]
1
1
M = 2 (TU +TL ) = 2 (30.0023 + 29.9997) = 30.000
PPU
=
TU - μ 3σ L
单侧下限过程实绩指数
PPL
=
μ - TL 3σ L
有偏过程实绩指数 PPK = MinPPU , PPL
(三)过程性能指数的作用
一般而言,长期标准差的估计值σL 大于稳态(短期)标
准差的估计值σs 。改进质量就是减小长期标准差的估计
值,使之趋近稳态标准差的估计值 σ s 。两者之差,反映
spc考试题库和答案

spc考试题库和答案一、单项选择题(每题1分,共20分)1. SPC(统计过程控制)是一种用于监控和控制生产过程的方法,其主要目的是为了()。
A. 提高产品质量B. 降低生产成本C. 提高生产效率D. 减少浪费答案:A2. 在SPC中,控制图是用于()。
A. 显示数据的分布B. 识别过程的变异C. 预测未来的结果D. 以上都是答案:D3. 以下哪项不是SPC的基本原则?()A. 过程变异是可预测的B. 过程变异是不可控制的C. 过程变异可以分为特殊原因和普通原因D. 过程改进需要数据支持答案:B4. 在SPC中,过程能力指数(Cp)和过程性能指数(Pp)的主要区别在于()。
A. Cp不考虑过程的中心趋势,而Pp考虑B. Pp不考虑过程的中心趋势,而Cp考虑C. Cp和Pp都不考虑过程的中心趋势D. Cp和Pp都考虑过程的中心趋势5. 如果一个过程的控制图显示数据点在控制限内随机分布,这表明()。
A. 过程处于控制状态A. 过程失控C. 过程能力不足D. 过程变异过大答案:A6. 在使用控制图时,如果数据点连续超过控制限,这通常表明()。
A. 过程处于控制状态B. 过程失控C. 过程能力不足D. 过程变异过大7. 以下哪项是控制图的主要类型之一?()A. 散点图B. 直方图C. 箱线图D. 折线图答案:B8. 在SPC中,过程的普通原因变异是指()。
A. 由已知因素引起的变异B. 由未知因素引起的变异C. 由系统因素引起的变异D. 由随机因素引起的变异答案:D9. 以下哪项不是控制图的用途?(). 监控过程稳定性B. 确定过程能力C. 识别过程改进的机会D. 预测未来的结果答案:D10. 在SPC中,过程的中心趋势通常由()来衡量。
A. 平均值B. 中位数C. 众数D. 极差答案:A11. 以下哪项不是控制图的组成部分?()A. 中心线B. 上下控制限C. 数据点D. 置信区间答案:D12. 在SPC中,过程改进的第一步是()。
过程能力指数Cp、Cpk与过程性能指数Pp、Ppk

孙J l 页 利 S U N S h u n — l i
( 河 南理 工 大 学工 业 工 程 系 , 焦作 4 5 4 0 0 0 ) ( D e p a r t m e n t o f I n d u s t i r a l E n g i n e e r i n g , He n a n P o l y t e c h n i c U n i v e r s i t y , J i a o z u o 4 5 4 0 0 0 , C h i n a )
L S L =  ̄ - ÷, T = 6 . 0 x C p
p = 2 p ( x < L S L ) = 2 P ( x < x I - 3 . 0 C p )
=
2 p (
< ~ 3 c p ) = 2 ( ~ 3 c p )
2 [ 1 一 ( 3 C ) ] 了 生 产 制造 过 程 的范 围 , 包 含 了测 量 、 服务 、 管理 等 多 种 过 对 给定 的 C 。 值 ,利 用 标 准 正 态 分 布 表 就 可 算 得相 应 程。 由于 自身 的特性 , 在选择和运用不同的过程指数前 , 要 的 不合 格 品 率 。 掌 握 其 适 用原 则和 理 论 基 础 及 其 异 同 , 并 且 需 要 根 据 实际 1 。 2 C 的 估计 由于 C 中仅 含 一 个 未 知 参 数 , 它 是 情况选择不同的能力 指数。 受控过 程的标准差。从 叮角度看, 选用 仃的无偏估计是较 1 过程能力指数 C 。
=
讨 论过程 能力指数 C 。 、 C 是在 下面 三个 基本 假设下
关键词 :过程 能力指数; 过程性能指数 ; 合格 率
Ke y wo r d s : p r o c e s s c a p a b i l i t y i n d e x ; p r o c e s s p e fo r r ma n c e i n d e x ; q u li a i f e d r a t e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过程性能指数和过程能力指数的区别
摘要:过程能力指数跟过程性能指数是量度过程的两个重要参数,本文主要介绍过程能力指数跟过程性能力指数两者间的区别.
过程能力指数都是用短期数据来计算,并且要求过程稳定,称为短期过程能力指数。
短期过程能力指数主要用于:
●验证过程生产出来的产品是否能符合顾客要求;
●验证一个新的过程或经历修改的过程的实际性能是否符合工程参数。
●当一个过程已达到稳定,且能符合短期的要求,那么就应该进行长期过程能
力指数的研究。
长期过程能力指数称为过程性能指数,记为Pp、Ppk,反映了长期过程能力满足技术要求的程度。
过程性能指数系列有:
过程性能指数和过程能力指数的区别
1.过程性能指数和过程能力指数之间的主要区别在于总体标准差的估计方法
的不同。
2.过程性能指数反映是当前的过程能力是否满足技术要求的程度,并不要求过
程稳定,即不要求过程输出的质量特性值一定服从某个正态分布,因为长期的数据很难保证具有正态性
3.一般来说,对于同一个过程,过程性能指数使用的样本标准差S往往大于在
稳定状态下总体标准差σ的估计值,过程性能指数一般小于过程能力指数。