焊线及焊线工艺介绍共97页
焊接技术及工艺

结构件的焊接
梁的焊接
梁是结构件中的重要组成部分,其焊 接工艺包括直缝焊、环缝焊等,焊接 时需确保梁的直线度和稳定性,防止 变形和裂纹的产生。
板的焊接
板是结构件中的基础材料,其焊接工 艺包括平板对接焊、角接焊等,焊接 时需控制焊缝的质量和平整度,以确 保结构的稳定性和安全性。
05
焊接质量与检测
焊接缺陷及预防措施
焊接缺陷
在焊接过程中,可能出现未熔合 、未焊透、夹渣、气孔等缺陷, 这些缺陷会影响焊接接头的强度 和致密性。
预防措施
针对不同的焊接缺陷,采取相应 的预防措施,如控制焊接参数、 清理焊缝、选择合适的焊接材料 等,以减少缺陷的产生。
焊接质量检测方法
外观检测
通过目视或放大镜对焊接接头进行外 观检查,检查是否有缺陷、焊缝成形 是否良好等。
异种材料的焊接
异种金属的焊接
金属与非金属的焊接
异种金属的焊接涉及到不同金属材料之间的 连接,其焊接工艺包括钎焊、爆炸焊等,焊 接时需考虑不同金属材料的物理和化学性质, 选用合适的焊材和工艺参数。
金属与非金属的焊接涉及到不同材料之间的 连接,其焊接工艺包括激光复合焊、超声波 复合焊等,焊接时需控制温度和压力等工艺 参数,以实现良好的连接效果。
熔化焊
总结词
熔化焊是通过将两个金属部件熔化并混合在一起形成焊接接 头的工艺。
详细描述
熔化焊是焊接技术中最常用的方法之一,其原理是将两个金 属部件加热至熔化状态,然后通过液态金属的流动和混合形 成焊接接头。常见的熔化焊方法包括电弧焊、气焊、激光焊 等。
压力焊
总结词
压力焊是一种通过施加压力来促使金属部件相互接触并形成焊接接头的工艺。
加强工人的环保意识教育,提高环保 意识,减少对环境的负面影响。
焊接工艺介绍1ppt课件

保护电弧焊的应用和发展,如出现了混合气体保护焊、药芯焊丝气渣联合
保护焊和自保护电弧焊等。
▪
1957年美国的盖奇发明等离子弧焊;40年代德国和法国发明的电子束
焊,也在50年代得到实用和进一步发展;60年代又出现激光焊等离子、电
子束和激光焊接方法的出现,标志着高能量密度熔焊的新发展,大大改善
▪ 不需要焊丝,焊条,等填充金属,以及氧,乙炔,氩气等
焊接材料,焊接成本低.
▪ 操作简单,易于实现机械化和自动化,改善了劳动条
件.
▪ 生产率高,且无噪音及有害气体,在大批量生产中,可
以和其他制造工序一起编到组装线上,但闪光对焊因有
火花喷溅,需要隔离.
15
编辑版pppt
★电阻焊的缺点:
▪ 目前还缺乏可靠的无损检测方法,焊接质量只能靠编
工艺试样和工件的破坏性试验来检查,以及靠各种监
控技术来保证.
▪ 缝焊的搭接接头不仅增加了构件的重量,且因在
两板间熔核周围形成尖角,致使接头的抗拉强度和疲
劳强度均较低.
▪ 设备功率大,机械化,自动化程度较高,使设备成本
较高,维修较困难,并且常用的大功率单相交流焊机不
利于电网的正常运行
▪ 对参数波动敏感,很小的变量会导致很明显的焊缝状
了材料的焊接性,使许多难以用其他方法焊接的材料和结构得以焊接。
▪
其他的焊接技术还有1887年,美国的汤普森发明电阻焊,并用于薄板
的点焊和缝焊;缝焊是压焊中最早的半机械化焊接方法,随着缝焊过程的
进行,工件被两滚轮推送前进;二十世纪世纪20年代开始使用闪光对焊方
法焊接棒材和链条。至此电阻焊进入实用阶段。1956年,美国的琼斯发明
焊线及焊线工艺介绍
焊线及焊线工艺介绍焊线的概述焊线是焊接过程中所使用的填充材料,用于连接和固定金属工件。
焊线通常由金属合金制成,具有良好的导电性和导热性。
焊线分为铝焊丝、铜焊丝、钢焊丝等不同材质,根据不同的焊接需求选择适合的焊线。
焊线的分类根据焊接方式和焊接材料的不同,焊线可以分为以下几类:1. 气焊焊丝气焊焊丝是一种常见的焊接材料,它通过燃烧燃气产生的热量来引燃焊丝,在气焊焊接过程中起到熔化金属、填充焊缝的作用。
常见的气焊焊线有铜焊丝和铝焊丝。
1.1 铜焊丝铜焊丝通常用于对铜及铜合金进行焊接。
铜焊丝具有良好的导电性和导热性,是电子、电器行业中常用的焊接材料。
1.2 铝焊丝铝焊丝是一种专门用于铝及铝合金焊接的材料。
铝焊丝具有良好的氧化抗性和流动性,在汽车制造、航空航天等领域得到广泛应用。
2. 电焊焊丝电焊焊丝是一种通过电弧的形式来熔化并填充焊缝的焊接材料。
电焊焊丝分为钢焊丝和不锈钢焊丝等不同种类。
2.1 钢焊丝钢焊丝是一种通用的电焊焊丝,广泛用于各种金属焊接。
钢焊丝分为低碳钢焊丝、中碳钢焊丝和高碳钢焊丝等不同规格,可根据具体的焊接需求选择合适的类型。
2.2 不锈钢焊丝不锈钢焊丝主要用于焊接不锈钢及其合金。
不锈钢焊丝具有耐腐蚀性和耐高温性,适用于化工、食品加工等领域的焊接工艺。
焊线工艺介绍焊线工艺是指焊接过程中所采用的技术和操作方法。
不同的焊接工艺适用于不同的焊接需求,下面将介绍几种常见的焊线工艺。
1. 气焊工艺气焊工艺是一种利用氢气和氧气混合燃烧产生的火焰来熔化焊丝并连接金属的焊接方法。
气焊工艺适用于对铜、铜合金、铝及铝合金等材料进行焊接。
2. 电弧焊工艺电弧焊工艺是一种通过电弧放电的方式将焊丝熔化并连接金属的焊接方法。
电弧焊工艺分为手工电弧焊、埋弧焊、氩弧焊等不同类型,可根据具体的焊接需求选择合适的工艺。
3. 不锈钢焊接工艺不锈钢焊接工艺是一种专门用于焊接不锈钢及其合金的工艺。
常见的不锈钢焊接工艺有TIG焊(钨极惰性气体保护焊)、MIG焊(金属惰性气体保护焊)及电弧焊等。
各种焊接方法及其工艺
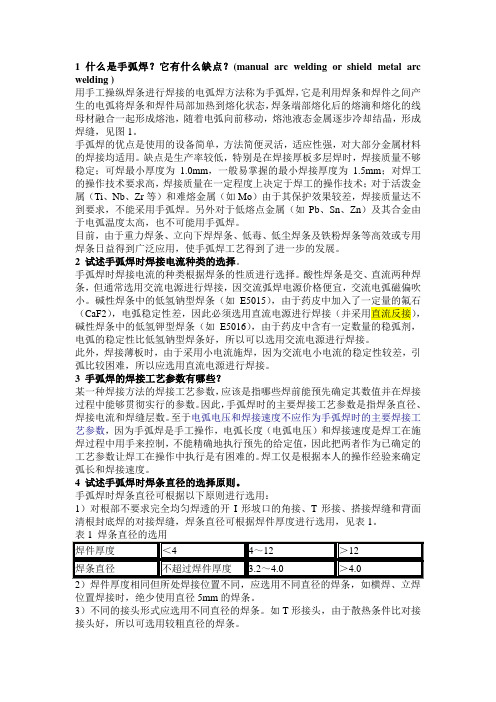
1 什么是手弧焊?它有什么缺点?(manual arc welding or shield metal arc welding )用手工操纵焊条进行焊接的电弧焊方法称为手弧焊,它是利用焊条和焊件之间产生的电弧将焊条和焊件局部加热到熔化状态,焊条端部熔化后的熔滴和熔化的线母材融合一起形成熔池,随着电弧向前移动,熔池液态金属逐步冷却结晶,形成焊缝,见图1。
手弧焊的优点是使用的设备简单,方法简便灵活,适应性强,对大部分金属材料的焊接均适用。
缺点是生产率较低,特别是在焊接厚板多层焊时,焊接质量不够稳定;可焊最小厚度为 1.0mm,一般易掌握的最小焊接厚度为 1.5mm;对焊工的操作技术要求高,焊接质量在一定程度上决定于焊工的操作技术;对于活泼金属(Ti、Nb、Zr等)和难熔金属(如Mo)由于其保护效果较差,焊接质量达不到要求,不能采用手弧焊。
另外对于低熔点金属(如Pb、Sn、Zn)及其合金由于电弧温度太高,也不可能用手弧焊。
目前,由于重力焊条、立向下焊焊条、低毒、低尘焊条及铁粉焊条等高效或专用焊条日益得到广泛应用,使手弧焊工艺得到了进一步的发展。
2 试述手弧焊时焊接电流种类的选择。
手弧焊时焊接电流的种类根据焊条的性质进行选择。
酸性焊条是交、直流两种焊条,但通常选用交流电源进行焊接,因交流弧焊电源价格便宜,交流电弧磁偏吹小。
碱性焊条中的低氢钠型焊条(如E5015),由于药皮中加入了一定量的氟石(CaF2),电弧稳定性差,因此必须选用直流电源进行焊接(并采用直流反接),碱性焊条中的低氢钾型焊条(如E5016),由于药皮中含有一定数量的稳弧剂,电弧的稳定性比低氢钠型焊条好,所以可以选用交流电源进行焊接。
此外,焊接薄板时,由于采用小电流施焊,因为交流电小电流的稳定性较差,引弧比较困难,所以应选用直流电源进行焊接。
3 手弧焊的焊接工艺参数有哪些?某一种焊接方法的焊接工艺参数,应该是指哪些焊前能预先确定其数值并在焊接过程中能够贯彻实行的参数。
焊接工艺基础及方法
2021/3/7
2
三、金属的性能:
1、物理性能: 比重 熔点 导电性 导热性 导磁性 热膨胀性
2021/3/7
3
2、机械性能(力学性能): 金属在外界机械力的作用下所反应出来 的各种性能。 强度 塑性 硬度 冲击韧性 疲劳
2021/3/7
4
3、工艺性能:焊接性 4、化学性能:
目录
金属材料
钢的分类及牌号
一、定义
1、碳素钢
二、分类
2、普通合金钢
三、金属的性能
焊接工艺及方法
一、 焊接方法的发展及其应用
二、焊接工艺基础知识
三、常用的焊接方法
焊接接头
焊接符号的表示方法
2021/3/7
1
金属材料
一、定义 金属就是具有金属光泽、不透明、高塑性、
良好的导电性和导热性以及固定熔点特征的结 晶物质。 二、分类
5)焊接极性: 定义:直流电弧焊或直流切割时,焊 件与电源输出端正 负极的接法. 正接: 焊件( +) 电极(--) 反接: 焊件( --) 电极(+ ) 应用: TIG方法等。
2021/3/7
26
2 熔化焊接
1)熔化焊的特点 A 热源是移动的 ; B 热源温度高而集中; C 受热金属体积小; D 凝固时间短; F 具有高的温度梯度;
焊 c-d 上升段:熔化极气保焊(氩弧焊、
CO2气保焊)
2021/3/7
20
2021/3/7
21
B 电弧电压与弧长的关系
U=a+bL
U---电弧电压 a----阴极与阳极电压降之和,即U阴+U阳(V) b---- 弧柱单位长度上的电压降(V/mm) L-----弧柱长度(mm)
焊线及焊线工艺介绍
NOT INCLUDE DEDICATE LINE
Free air ball is captured in the chamfer
pad lead
Free air ball is captured in the chamfer
SEARCH HEIGHT
pad lead
Free air ball is captured in the chamfer
= 17 – 90 mm @ bonding area in Y = 54mm L = 280 mm [Maximum] T = 0.075 – 0.8 mm
•Applicable Magazine W = 100 mm (Maximum) L = 140 – 300 mm H = 180 mm (Maximum)
WIRE BOND PROCESS INTRODUCTION
CONTENTS
ASSEMBLY FLOW OF PLASTIC IC Wire Bond 原理 M/C Introduction Wire Bond Process Material SPEC Calculator DEFECT
(3 leads/frame) •Lead Locator Accuracy + 2.4 um •Post Bond Inspection First Bond, Second Bond
Wire Tracing •Max. Die Level Different 400 – 500 um
•Facilities •Voltage 110 VAC (optional 100/120/200/210/ •220/230/240 VAC
heat
lead
焊线及焊线工艺介绍
•No. of Bonding Wires up to 1000
•Program Storage 1000 programs on Hard Disk
•Multimode Transducer System
•
Programmable profile, control and vibration modes
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
焊线及焊线工艺介绍Βιβλιοθήκη Bond Head ASSY
• Low impact force •Real time Bonding Force monitoring • High resolution z-axis position with 2.5 micron per step resolution • Fast contact detection • Suppressed Force vibration • Fast Force response • Fast response voice coil wire clamp
•
Solder
Ball
A
•
• SURFA • PlaDceejmuneknt
CE
•
TRIM
• MOUNT
• PTHKRGOU •
GH
LED生产工序——焊线

焊线机一、概述:1. 用途:STR—L803A金丝球焊线机主要应用于大功率发光二极管(LED)、激光管(激光)、中小型功率二极管、三极管、集成电路、传感器和一些特殊半导体器件的内引线焊接,特别适于大功率发光管的焊接。
2. 产品特点:1.单向焊接可以记忆两条线的数据,方便左、右支架均采用同侧单向焊接。
2.双向焊接时,焊完第一条线后自动运行到第二条线一焊上方,大致对准第二条线的第一焊点,可提高效率并保护第一条线弧。
3.双向焊接时,两条线的二检高度、拱丝高度分别可调,以利于不同二焊高度的支架焊接。
4.弧度增高功能,有弧形1、弧形2及弧形3三种方案多种弧形可选,可达到你所想要的任何弧形,对于弧度要求较高的大功率管支架、深杯支架及食人鱼支架将大大提高合格率。
5.二焊补球功能,可大大提高二焊的可焊性,降低死点率6.自动过片1步或2步选择,对于Φ8mm和10mm等大距离的支架,选择每次过片两步将大大提高生产效率。
7.连续过片功能,对于返工支架能提高效率。
8.劈刀检测功能,可检测劈刀是否正确安装,大大降低人为的虚焊。
9.超声功率4道输出,可尽量保证两边线的二焊焊点基本一致,同时因为晶片支架上的焊点参数不同,选择晶片上与支架上不同的一焊功率,可保证10.晶片上的焊点与支架上的补球一焊都满足要求。
11.烧球性能大大改善,若再采用本公司独特设计的劈刀,可得到更小的一焊(球焊)及更可靠的二焊。
更适合蓝、白发光二极管的生产。
二、主要技术参数:1、使用电源:220VAC±10%(AC110V可订制),50Hz,300W,要求可靠接地。
2、消耗功率:最大300W。
3、适用金丝线径:20~50μm(0.8~2 mil)。
4、焊接温度:60~400℃。
5、超声功率:二通道0~3W分两档连续可调。
6、焊接时间:二通道0~100ms。
7、焊接压力:二通道35~180g8、最小焊接时间:0.4s/线。
9、一焊至二焊最大自动跨度:双向均不小于4mm。