QK63-350CNC三旋轮数控旋压机的研制
大型数控强力旋压机关键零件制造工艺研究
b
一 茎
.
堋 -
.
I i
国内旋压 设 备经过 4 O多年 的发 展 , 计水 平 设
和制 造水 平 明显 提高 . 压 机 床 的 品种 逐 渐 趋 于 旋
/ , 一 , l I } I /
完备 , 涉及 强 力旋 压 机 床 、 通 旋 压机 床 、 普 内旋 压 机床 、 热旋 压 机床 、 轮辐 旋压 机 床 、 带 轮旋 压 机 皮 床、 封头旋 压机 床 以及其 他 的专 用旋 压机 床. 随着 设计 理念 和方 法 的进 步 , 国产 旋 压设 备 具 有 良好 的性 价 比 , 其精 度 和 性 能 已基 本 接 近 国 际先 进 水
美 国、 国 、 德 日本 、 班牙 和加 拿大 等 工业发 达 国 , 西
已生产 出先 进 、 准 化程 度高 、 标 系列 化 的数 控旋 压 设 备 , 旋 压工 艺 稳 定 , 品规 格 品种 齐 全. 些 其 产 这 旋 压设 备 已基本 定 型 , 应用 范 围广 泛.
因此 , 制 大直径 、 推力 、 研 大 全数 控 的旋 压机 床 , 对 满 足 国 内军 用 、 民用 的工业 需求 , 动我 国旋 压加 推 工技 术 的发 展 和打破 国外 对该 技术 的垄 断 等都将 具 有非 常重要 的意义 l . 1 ]
精加 工. 如淬硬 钢 的精加 工 , 车削加 工通 常 主要用 于轴 类零 件淬 硬 前 的加 工 , 随着 现代 制造 技 术 但 的发 展 , 越来越 多 的新 型 刀具 材 料 不 断 被运 用 在
数控 机床 上 , 别 是 数控 车 削上 , 控 硬 车 削 ( 特 数 以 车代 磨 ) 在实 际生产 中的应用越 来越 广泛 . 般认 一 为淬 硬 钢硬度 达 4 C 以上 的 车削加 工 即为硬 5HR
薄壁油缸QXK63-10数控强力旋压机旋压工艺研究
为了便于机加工,故选管坯长度在30 0 mm内为宜 。 因为管坯内径可与油缸 内径一致 ,所以可求出油缸
体积 :
=丌/ ( 4 D d )L 丌/ (5 9 ×10 = 4 9 2) 00
=丌/ 6 0 0 ( 4X5 1 0 mm。 )
随 着旋 压 机 床 的 不断 更 新 ,旋 压 工 艺 技术 也 在
j 5 c
机制业术题 床造技专
薄壁油缸QXK 1数控强力旋压机 - 6 0 3 旋压工艺研究
青海重型机械 制造有 限责任 公司工具公 司 ( 宁 西 8 0 0 ) 刘德银 1 1 0 杨 元
金 属旋 压 工 艺 的原 理 是 将 被加 工 金 属坯 料 套 在 芯模 上 ,芯 模 随机 床 主 轴旋 转 ,旋 轮 沿 芯模 移 动 , 在旋 轮 的 压 力下利 用金 属 的可 塑 性 ,逐 点 将 金属 加
用F ANUC—BES 6 E 统 ,由 电液 伺服 系统 控 K M 系 制 。可 实现 四轴 联 动 ,四 轴直 线 、两轴 圆弧 插补 功
l
f一 § 』o 1 1 f o J 1 1 I 旧
葛
】0 00
1
暑
该 零 件 材料 为2 号 无缝 钢管 ,旋 压工 艺 参 数 与 0 以下 因素 有 关 : ( )旋制 前 毛坯 尺 寸 参数 设计 根 据旋 压 前 后 1 零 件 等 体积 不 变 原理 ,再加 上 一 定 余量 ,就 可计 算 出坯 料 壁 厚尺 寸 。 一般 取 余 量 系数K= . ~1 0 I1 5 . , 3
的因素 ,这与机械加 工工艺参数有很大的区别。不 同直径与壁厚的薄壁筒形零件 ,都将要研究出一组
数控旋压机工作原理

数控旋压机工作原理我有个朋友,叫老张,是个搞机械的。
老张这人,你说他聪明吧,有时候也糊涂;你说他糊涂吧,有时候又挺精明。
这不,前两天他跟我聊起数控旋压机,说得头头是道,好像他家祖传的就是这玩意儿。
老张说,数控旋压机这东西,原理其实不复杂,但操作起来,那可就讲究了。
首先啊,你得有个旋轮,这旋轮就跟咱们擀面杖似的,不过比擀面杖高级多了,它能在金属板上滚来滚去,把板子压成各种形状。
老张说,这旋轮的转速,那可是有讲究的,快了不行,慢了也不行,得恰到好处。
然后呢,你还得有个芯模,这芯模就跟咱们做月饼的模子似的,不过比月饼模子复杂多了,它得根据你要做的零件形状来设计。
老张说,这芯模的设计,那可是门大学问,得考虑材料的厚度、硬度,还得考虑旋压过程中的受力情况。
老张一边说,一边比划,好像他就在操作那数控旋压机似的。
他说,这数控旋压机啊,最关键的就是那个控制系统。
这控制系统,就跟咱们的大脑似的,得指挥旋轮和芯模怎么动。
老张说,这控制系统,得根据预先编好的程序来操作,程序编得好,零件就做得好;程序编得不好,零件就做得歪瓜裂枣。
我听着老张的话,心里暗暗佩服。
老张这人,平时看着大大咧咧的,没想到对数控旋压机这么有研究。
我说:“老张,你这水平,不去当个工程师,真是可惜了。
”老张嘿嘿一笑,说:“我这水平,也就跟你吹吹牛,真要让我去操作那数控旋压机,我可没那本事。
”我说:“那你跟我说这么多,不是白费口舌吗?”老张说:“我这不是想让你知道,这数控旋压机,可不是一般人能玩得转的。
”我点点头,心想,老张这话,倒是没错。
这数控旋压机,确实不是一般人能玩得转的。
不过,老张这人,虽然没那本事,但能跟我吹吹牛,也挺有意思的。
关于旋压成形技术旋压是一种特殊的成形方法
关于旋压成形技术旋压是一种特殊的成形方法,是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或擀棒加压于坯料,使之产生局部的塑性变形。
在旋轮的进给运动和坯料的旋转运动共同作用下,使局部的塑性变形逐步地扩展到坯料的全部表面,并紧贴于模具,完成零件的旋压加工。
用旋压方法可以完成各种形状旋转体的拉深、翻边、缩口、胀形和卷边等工艺。
旋压成形有普通旋压和强力旋压成形两种:不改变坯料厚度,只改变坯料形状的旋压叫普通旋压成形;既改变坯料厚度,又改变坯料形状的旋压叫强力旋压成形。
强力旋压成形所需要的旋压力较大,旋压机的结构一般也较复杂。
强力旋压成形又依旋轮移动的方向与金属流动的方向,分为正旋和反旋。
旋轮移动的方向与金属流动的方向相同,叫正旋;反之,称为反旋。
同一种材料,反旋成形所需的旋压力较大。
采用哪种旋压方式成形,要依据零件的形状和工艺要求确定。
关于306所旋压技术中心306所旋压技术中心成立于2004年,3000多平方米的生产车间,现有多台先进的数控旋压设备,包括自主研发的NX60-250CNC数控模环旋压机、从西班牙引进的ZENN-120/2CNC 数控旋压机、国内研制的GENN-50PNC数控普通旋压机和从德国引进的ST56-90CNC三轮强力数控旋压机等,从内旋到外旋、从普旋到强旋,旋压成形工艺成熟。
除了旋压设备,中心还配备有多种仪器设备,如三坐标测量仪、无损探伤设备、超声波测厚仪、硬度仪以及各类机械加工设备等。
依托国家“十五”、“十一五”、“十二五”科研计划的支持,中心主要研究各种金属材料薄壁回转体零件成形技术,已成功开发了模环旋压、曲母线内旋压、超长/超薄壁筒体同步旋转张力旋压等一大批先进的旋压技术,是国内唯一一家开展模环旋压、超长/超薄壁筒体同步旋转张力旋压工艺研究的单位,内旋压工艺研究水平也处于国内领先地位。
基于PC平台的旋压机数控系统的研制
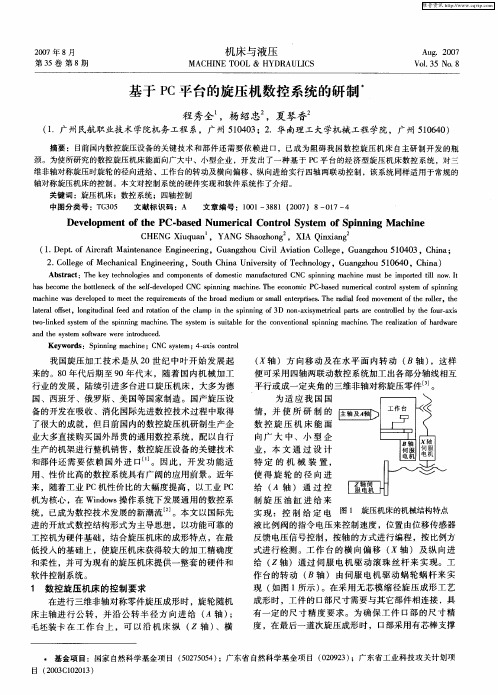
摘要 :目前 国内数控旋压设备 的关键 技术 和部件 还需要 依赖 进 口,已成 为 阻碍我 国数控旋 压机床 自主研 制开发 的瓶
颈 。为使所研究的数控旋压机床 能面向广大 中、小型企业 ,开 发出 了一 种基于 P C平 台的经 济型旋压 机床数控 系统 ,对 tc n lge n o o e t o o si ma u a tr d C p n i g ma h n s e i o t d t ln w I sr c :T e e h oo is a d c mp n n s fd me t n f cu e NC s in n c ie mu tb mp r i o . t c e l h sb c me te b t e e k o e s l- e eo e NC s i n n c i e T e e o o c PC b s d n me ia o t ls s m o p n ig a e o h ot n c ft efd v l p d C p n ig ma h n . h c n mi l h — a e u r lc n r y t fs in n c o e ma hn a e e o e o me t h e u r me t o e b o d me i m rs l e t r d e . h a i e d mo e e t f h lr h c i e w sd v l p d t e e r q ie ns f h r a du o ma l n ep s s T er d a fe v m n e mi ,t e t t l ot e ltr l f e ,ln i dn l e d a d rt t n o h l mp i h pn i g o n n a iy t c a t ae c n r l d b h o ra i ae a s t o gt i a e oai fte c a n t e s i nn f D o — xs mer a p rs r o t l y te fu — xs o u f n o 3 il oe t o l k d s se o e s in n c i e T e s se i s i b e f rt e c n e t n ls i nn c ie T e r a i t n o a d a e w —i e y tm ft p n ig ma h n . n h h y tm s u t l o h o v ni a p n i g ma h n . a o h e z i fh rw l ao r
数控三旋轮强力旋压机[实用新型专利]
![数控三旋轮强力旋压机[实用新型专利]](https://img.taocdn.com/s3/m/57a1068cf021dd36a32d7375a417866fb84ac0e8.png)
(10)授权公告号 CN 202461247 U(45)授权公告日 2012.10.03C N 202461247 U*CN202461247U*(21)申请号 201220042190.X(22)申请日 2012.02.09B21D 22/14(2006.01)(73)专利权人杨志强地址102200 北京市昌平区国通家园12#-1-502专利权人刘继强(72)发明人杨志强 刘继强(74)专利代理机构北京市惠诚律师事务所11353代理人雷志刚潘士霖(54)实用新型名称数控三旋轮强力旋压机(57)摘要本申请涉及一种数控三旋轮强力旋压机,包括:床身;床头箱,所述床头箱包括床头箱体、可旋转的主轴、主轴传动机构和主轴伺服电机;尾座,所述尾座包括尾座体、可旋转的尾顶和尾座锁紧机构;旋轮座,所述旋轮座设置于所述床头箱与所述尾座之间,所述旋轮座包括旋轮座体、3个对称分布的旋轮、与所述3个旋轮对应设置的3个旋轮支座、与所述3个旋轮对应设置的3个预旋转马达;控制装置。
本实用新型设计新颖、构造先进、工艺性较好,使用可靠,延长了机床使用寿命,同时操作方便、运行安全可靠、成本不高,且产品精度高、强度高、生产效率高,适合批量生产。
(51)Int.Cl.权利要求书2页 说明书4页 附图1页(19)中华人民共和国国家知识产权局(12)实用新型专利权利要求书 2 页 说明书 4 页 附图 1 页1.一种数控三旋轮强力旋压机,其特征在于,包括:床身(1),所述床身为卧式结构;床头箱(2),所述床头箱(2)固定设置于所述床身的一端,所述床头箱包括床头箱体、可旋转的主轴、与所述主轴连接的主轴传动机构和与所述主轴传动机构连接的主轴伺服电机;尾座(3),所述尾座(3)设置于所述床身(1)的另一端,所述尾座(3)通过所述床身(1)上设置的导轨沿所述床身(1)纵向移动,所述尾座(3)包括尾座体、可旋转的尾顶和尾座锁紧机构;旋轮座(4),所述旋轮座(4)设置于所述床头箱(2)与所述尾座(3)之间,所述旋轮座(4)通过所述床身(1)上设置的导轨与所述床身(1)连接并沿所述床身(1)纵向往复运动,所述旋轮座(4)包括旋轮座体、3个对称分布的旋轮、与所述3个旋轮对应设置的3个旋轮支座、与所述3个旋轮对应设置的3个预旋转马达;控制装置,所述控制装置包括设置于所述床身外部的操作面板,与所述操作面板电路连接的分析模块,与所述分析模块连接的检测模块和执行模块,所述检测模块与所述主轴伺服电机和所述旋轮的3个预旋转马达连接。
锥形件双旋轮强力旋压的旋压力算法建立
锥形件双旋轮强力旋压的旋压力算法建立杨羽【摘要】For the computing method of conventional spinning force sometimes has a great error by neglecting deposit metal before roller, this essay proposed a spinning force calculation method based on cut and curving force, and it is analyzed an effective and accurate way by testing a set of craft experiments. Then setting up a model on the basis of this method and conducting the stimulation test about shifty force of the projectile two rollers power spinning. The experimental results demonstrate that this experimental method can effectively increase projectile in its diametric dimensional accuracy and decrease its surface roughness on condition.%针对锥形件双旋轮强旋时由于传统旋压力计算方法忽略旋轮前金属堆积而造成的较大误差,该文提出了一种基于剪切与弯矩综合变形的旋压力计算方法,并进行了相关旋压工艺实验,利用电测法对旋压力进行了测量,结果表明该算法所得到的旋压力均与电测法所测量得到的旋压力基本一致.【期刊名称】《科技创新导报》【年(卷),期】2015(000)025【总页数】3页(P53-55)【关键词】旋压力;强力旋压;直径尺寸精度;表面粗糙度【作者】杨羽【作者单位】长春理工大学吉林长春 130022【正文语种】中文【中图分类】TH164旋压是一种先进的挤压成形工艺。
SXK-275数控收口旋压机的研制
SXK-275数控收口旋压机的研制
吴忆宣;徐亚鸣
【期刊名称】《锻压技术》
【年(卷),期】2001(26)5
【摘要】SXK - 2 75数控收口旋压机成形的最大工件直径为 2 75mm ,最大工件长度为 2 0 0 0mm。
本机为4 5°斜床身卧式单旋轮旋压机 ,机床的直线运动和摆动运动由电液伺服阀控制 ,此两运动轴的位置和进给速度可在彩色CRT上显示并监控 ;本机并带有自动上、下料装置 ;本机的控制系统采用了FANUC -BESK3T -A ,具有直线圆弧插补运算功能和辅助功能 ,该系统有内装式PLC 。
【总页数】2页(P37-38)
【关键词】收口;旋压;数控机床;研制
【作者】吴忆宣;徐亚鸣
【作者单位】青海重型机床厂研究所
【正文语种】中文
【中图分类】TG305;TG659
【相关文献】
1.螺母收口技术及数控螺母收口机研制 [J], 王自勤;陈家兑;刘勇;田丰果;管琪明
2.蓄能器壳体双旋轮收口冷旋压机的研究 [J], 张晓贤;朱泽亚;朱培浩;刘志军;黄颂丽;于洋滨;邓明睿;陈立金;张立新;许德辰
3.基于PC平台的旋压机数控系统的研制 [J], 程秀全;杨绍忠;夏琴香
4.XPD型数控旋压机床控制系统的研制 [J], 夏琴香
5.卧式数控旋压机床用多工序自动旋轮库的研制 [J], 夏琴香;陈健安;程秀全;王甲子
因版权原因,仅展示原文概要,查看原文内容请购买。
3GFF-400CNC数控强力旋压机简介
3GFF-400CNC数控强力旋压机简介
曹刚;杨志强
【期刊名称】《锻压技术》
【年(卷),期】2006(31)1
【摘要】3GFF-400CNC型数控强力旋压机,是北京金时特科技有限公司,自行设计制造的高精度数控机床,主要参照了世界著名的旋压机床制造厂家,西班牙DENN公司、德国BOKO公司和LEIFELD公司的先进技术和结构,并根据用户的要求,结合本公司工程技术人员从事20多年的旋压机床设计、制造和旋压工艺研究的经验而设计的。
该机床于2005年8月通过了用户的验收,机床各项技术指标达到了世界先进水平。
【总页数】1页(P89-89)
【关键词】数控机床;旋压机;强力;工程技术人员;世界先进水平;有限公司;简介;设计制造;制造厂家;机床设计
【作者】曹刚;杨志强
【作者单位】北京金时特科技有限公司
【正文语种】中文
【中图分类】TG659;TG315.7
【相关文献】
1.大型数控强力旋压机关键零件制造工艺研究 [J], 邹小堤;黄照;桂林;张明庆;何毅斌
2.两柱三梁四旋轮立式数控强力旋压机 [J], 胡景春;叶喜山
3.薄壁油缸QXK63-10数控强力旋压机旋压工艺研究 [J], 刘德银;杨元
4.数控强力旋压机的直线同步进给驱动控制 [J], 尤娜娜;辛世界
5.大型数控强力旋压机技术应用推介会在西安成功举办 [J], 郭长城
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QK63-350CNC 三旋轮数控旋压机的研制
高振杰陈占民赵中祺孙陆马世成郭全江
中国兵器工业第五五研究所 130012
摘要: 本文通过对国内外三旋轮旋压机的研究对比,确定了QK63-350CNC三旋轮数控旋压机的总体设计思路、性能、技术参数、主要结构特点及达到的
精度指标。
关键词:数控旋压机三旋轮伺服控制刚度特点
1.机床描述
1.1 QK63-350CNC三旋轮数控旋压机是我所研制的计算机伺服控制旋压机(见图1)。
采用闭式整体框架结构,具有错距功能。
以加工筒形件为主,也可以兼顾小锥角锥形件、小锥角曲母线形零件及复合型零件的旋压加工;可以加工等壁厚、阶梯形零件。
1.2该旋压机属中型强力旋压机。
纵向旋压力为350KN,横向旋压力240KN;最大加工直径φ530mm,最大长度正旋1500mm,反旋2100mm;工件壁厚差可达
0.03mm。
1.3该旋压机横向采用电液伺服闭环控制。
其进给机构采用进口电液伺服阀及放大器、伺服油缸、光栅尺检测构成闭环控制系统。
其中三个旋轮呈120º分布,对中性能好。
横向伺服油缸采用低摩擦的洪格尔密封元件,伺服性能好。
根据油缸中心线与旋轮受力点距离进行优化设计,使横向滑体承受的颠覆力矩极小,基本上只受均布载荷作用,提高了横向系统的刚度。
1.4纵向进给系统由西门子伺服电机、编码器、美国BAYSIDE内藏式行星减速器、滚珠丝杠、旋轮座体构成半闭环控制系统。
该系统采用φ160mm重型滚珠丝杠、
大扭矩减速器,丝杠支承座内三个轴承全部采用德国FAG产品,系统刚性很高。
通过对滚珠丝杠螺距误差的补偿及反向间隙补偿,提高了纵向进给系统的精度。
机床控制框图如下:
1.5控制系统采用德国西门子840C数控系统。
实现4轴闭环控制。
系统采用内装PLC,通过分布式输入/输出设备,实现开关量的采集和控制。
系统的操作采用友好的人机界面,应用超薄的TFT彩色监视器,所有的机床参数、实时信息、报警文本等都可以显示。
字母、数字、功能键可用于编程及设置。
加工程序、子程序、零点偏置等通过操作面板上的按键输入,操作支持则通过软件及菜单实现。
位置检测采用光栅尺和编码器,分辨率达0.001mm。
控制系统持续不断的对NC、接口控制器和机床的故障进行监控,当故障发生时首先中断加工过程,停止驱动,故障原因通过报警信息显示出来,排除故障后方可运行。
系统可存储螺距误差的补偿量,补偿因机械系统位置产生的误差,机械反向间隙的补偿量可达0.233mm。
在采用全闭环和半闭环位置控制和速度环控制的前提下,采取提高检测的分辨率以及调节放大器PID参数,在保证系统稳定的条件下,提高系统的控制精度。
2.机床主要技术参数
3.总体设计思路
QK63-350CNC三旋轮数控旋压机的总体设计思路是基于我们对用户所提出的要求,及所加工零件的形状、尺寸、材料、工艺要求的理解;吸取了LEIFILD 公司St56-90和BOKO公司3D65旋压机的优点;遵循并继承了我所二十年来旋压机的设计经验特别是经验证的成果而完成的。
4.机床主要结构特点
4.1核心部件旋轮座拖板参考了BOKO公司3D65旋压机的装配形式。
为了提高旋轮座拖板的刚度,增加稳定性,减小导轨比压,该拖板导轨总接触长度达到2800mm,为同类产品的1.5倍左右(St56-90为1900mm、上海HO18为1700mm)。
为方便铸造和加工,该拖板采用三体装配形式。
装配螺钉及接触面的强度、刚度都进行了充分计算,有较大的安全系数。
为防止爬行,拖板导轨面采取了贴塑措施,并配以良好的润滑。
4.2尾顶系统与其它同类产品有不同之处。
即尾顶在旋轮座拖板上移动。
这是综合考虑了纵向传动系统结构尺寸、为减小拖板的颠覆力矩而将纵向传动丝杠中心线上移及其它部件结构尺寸等因素而确定的。
将尾顶移动导轨设置在旋轮座拖板上,可使纵向进给系统和尾顶有各自的传动系统。
尾顶设置双油缸结构即尾顶油缸和尾顶座油缸,尾顶的移动依靠固定在床身尾部的尾顶座油缸驱动。
加工时根据不同的工件长度调整尾顶的位置(不在自动循环程序之内),然后尾顶油缸顶紧工件。
这种结构扩大了工件长度加工范围,结构紧凑,尾顶不承受颠覆力矩作用,增大了系统刚性。
4.3横向进给系统的每个旋轮各有一套伺服油缸驱动,油缸活塞杆推动横向滑体运动,缸体固定。
此点不同于LEIFILD公司的同类产品。
其优点是油缸与滑体分离,使加工工艺性大大改善,提高了伺服油缸的精度,而且从伺服阀到油缸为硬管连接,提高了伺服性能。
横向滑体截面为320×320mm的矩形,直接安装在旋轮座拖板的横向导轨内,用整体压板固定。
通过对径向力、轴向力及切向力的分析,合理安排旋轮受力点与油缸中心线的位置,最大程度的减小颠覆力矩,提高了横向系统的刚性。
横向导轨底面采用镶铜合金工艺,通过改变摩擦副,有效地防止导轨面撕伤,减小磨损,提高使用寿命。
4.4旋轮与轴的配合有两种:一是圆柱配合形式,其特点是易于制造。
但由于其有过盈量故装卸困难,而且不适于承受过大的扭矩。
二是圆锥面配合形式,它消除了旋轮孔和轴之间的配合间隙,精度较高,但需采用配磨方法保证。
由于旋轮种类和数量较多,给旋轮的加工带来一定困难。
为了更好的解决旋轮加工和装卸等问题,该设备旋轮头采取了如下结构:
旋轮轴轴头为圆锥形,锥度1:12。
旋轮孔为圆柱形,在旋轮和旋轮轴轴头间增加一个过渡套,过渡套内孔为锥度1:12的锥孔,与轴头配合;外圆为圆柱形,与旋轮孔配合。
当拧紧旋轮固定螺钉时,旋轮通过轴间带动过渡套向旋
轮轴轴头大端移动,使过渡套涨紧,保证了旋轮与旋轮轴的连结。
该结构使旋轮加工方便,装卸容易,并且能承受较大扭矩。
为了减小旋轮退让,在旋轮前部增加一个辅助支承。
经计算,该辅助支承有效的减小了旋轮前轴承的负荷。
4.5 床身采用整体铸造。
主导轨采用整体镶钢结构,其硬度为HRC45,有较高的耐磨性。
用螺钉与床身连结,导轨安装后整体磨削,直线度达到0.02mm/m、0.03mm/全长。
4.6主轴调速采用西门子交流调速系统,实现6~600r/min无级调速,与齿轮变速联合,有效的扩大了恒功率范围。
主轴轴系轴承全部选用德国FAG产品。
箱体和床身之间的方键通过精密刮研配合,具有良好的接触刚度。
4.7 设备配有卸料油缸和卸料叉,用于满足正、反旋工件的卸料。
4.8设备配有台湾产YET-D双调钮型电动注油机,完成整机的集中润滑。
其间歇和润滑时间都可自由设定,充分满足润滑要求。
5.设备检测精度
我所研制的QK63-350CNC三旋轮数控旋压机的上述结构及控制,经测试与验证,达到了很高的精度指标。
经吉林省计量科学研究院测试,机床主要精度指标如下:
横向定位精度:0.015mm;重复定位精度:0.010mm
纵向定位精度:0.015mm;重复定位精度:0.006mm
主轴径向跳动:0.010mm;主轴端面跳动:0.010mm
6.结论
6.1 该三旋轮数控旋压机成功采用了德国西门子840C控制系统,控制三个横向及纵向4个轴的伺服系统,提高了旋压机的精度,并大大方便了操作。
6.2 在设备设计和研制过程中,始终把提高机床刚度放在首要位置。
特别是经过详细的受力分析、合理布置新的机构后,使机床刚度大幅度提高,保证了机床运动的平稳性,提高了旋压制品的精度。
用户认为该旋压机的刚度、精度、稳定性达到了BOKO公司3D65旋压机水平。
6.3 该设备的研制成功,为航天、航空、兵器等制造行业提供了必要的加工手段。
参加该设备研制的人员有:张文义贾建才姜彩霞张锐侯丰岩李静兰。