焊接车架优化设计
汽车车架焊接工艺分析及工装设计 黄伟文
汽车车架焊接工艺分析及工装设计黄伟文摘要:汽车车架焊接是汽车加工制造的关键环节,工艺技术与工装设计方案直接影响到车架整体结构。
基于此,本文先分析了汽车车架焊接的工艺技术,随后探究了汽车车架焊接的设计方案,具体如下。
关键词:汽车车架;车架焊接;变形矫正引言:汽车车架为各部分提供了重要支撑,将各种零件安装在架构上可以构成完备的汽车整体。
车架的焊接质量会影响到汽车整体装载能力与使用寿命,所以,对汽车车架焊接工艺技术与工装设计方案进行定研究,具有现实意义。
一、汽车车架焊接工艺(一)焊接材料为了提高汽车车架焊接工艺技术有效性,在正式开始焊接前要选择适合的结构材料。
当前,在对国内汽车车架焊接工艺技术进行研究中发现,适合焊接的车架结构材料主要包括了16Mn和Q235A低合金钢等材料,这种类型的材料不仅可以满足车架结构焊接对于材料的整体要求,而且因为材料整体厚度适当,具有较好的焊接特性,所以实际应用范围较广。
在具体操作中,工作人员只需要根据要求科学利用焊接工艺技术,不需要进行多次热处理。
所以,焊接操作中出现的裂纹、气泡数量较少,对于技术人员的操作能力要求相对较低[1]。
(二)焊接方法汽车车架焊接工艺方法会直接影响焊接质量。
第一,车辆架构焊接过程需要考虑到车辆在行驶期间产生的最大动载作用力,所以车架要有较强的刚度。
第二,在车架焊接后期,会产生较大收缩作用力,因此要根据车架焊接工艺参数,筛选出符合汽车整体构架要求与性能的焊接方法,以便技术人员对于不符合相关标准的部分进行及时地调整。
(三)工艺流程为实现科学有效的汽车车架焊接,工作人员要在工艺技术应用中,确立合理的流程,具体为:第一,根据汽车车架结构焊接的实际需求,将焊接过程中的变形量作为参考依据,并将总体焊接细化分为多个部分。
在操作期间先将零件部分焊接组成小型组合件,之后将数量较少的零部件、小型组合件集成。
第二,为了减少焊接中出现变形问题,可以对出现变形的部分加工中,增加矫形工位,并在焊接期间使用点固焊方法,之后进行对称补焊操作。
汽车车架焊接工艺和工装设计分析

汽车车架焊接工艺和工装设计分析【摘要】随着我国国民生活水平的迅速提升,汽车的数量也在与日俱增,为了全面了解汽车架构工艺,提高汽车使用的安全性能,本文结合某公司一款轻型载货汽车为例对汽车车架焊接工艺及工装设计进行了探析。
之所以对汽车车架焊接工艺及工装设计展开论述,是因为汽车车架焊接工艺及工装设计是汽车制造加工过程中的重要环节,对汽车整体制造加工质量起着决定性作用。
【关键词】汽车车架;焊接工艺;工装设计汽车车架焊接工艺与工装设计是汽车车架整体构造的关键,在一定程度上能够决定汽车车架整体的安全性与可靠性,因此在汽车车架焊接工艺及工装设计过程中应严格要求相关工作人员,按照相关工艺要求及规范进行全方位的焊接工艺操作及工装设计,减少焊接变形,提高汽车车架整体制造与加工质量。
一、汽车车架焊接工艺研究1.汽车车架焊接前期分析汽车车架是承载汽车重力的重要部位,直接关系着整个汽车运行的安全性与稳定性,它就像人的骨骼一样,人若没有健全的骨骼支架,就不可能健康的行走生活,车架在汽车中的作用就是这个道理,若无法保证汽车车架的完整性与良好性能,那么汽车的安全运行就无从谈起。
汽车车架是承载负荷的基础部件,是连接汽车其他部位不可缺少的结构。
就汽车车架在汽车整体构造中的作用来说,一辆汽车使用寿命有多长在很大程度上取决于汽车车架的性能。
边梁式焊接是我国汽车在汽车车架焊接工艺中常用的焊接方式,利用7根横梁及2根槽型纵梁,能够将汽车车架焊接成闭合式架构,提高汽车车架的强度。
在汽车车架焊接工艺中要用到多种材料,其焊接接头较多,可达到几百处,若一个焊接接头出现质量问题就有可能影响整个汽车车架焊接质量,因此要合理展开汽车车架焊接工艺操作,保证汽车车架焊接工艺各环节的质量安全。
2.汽车车架焊接工艺①车架结构材料。
在汽车车架焊接工艺开始前,应对车架结构材料进行选择,一般情况下在汽车车架焊接工艺中基本上都是采用16Mn低合金刚或者是Q235A,这两种材料焊接性加好,并且材料厚度较为适中,满足了汽车车架焊接工艺对车架结构材料的要求。
汽车车架焊接工艺和工装设计分析
汽车车架焊接工艺和工装设计分析摘要:近几年来,社会经济处于不断发展的阶段,同时,各类生产技术也得到了较快的提升。
就从汽车这一行业来讲,当前,人们对车的需求量在不断的增添,这在一定程度上也推进了汽车生产技术的提升。
在汽车生产工艺当中,汽车车架焊接工艺是汽车生产工艺中较为重要的一项工艺,当前,我们必须加快提升这项工艺,保证汽车生产质量,满足人民群众的需求。
关键词:汽车车架;焊接工艺;工装设计前言:在汽车的生产过程中,焊接技术是特别重要的一项技术,能够直接对汽车质量造成影响。
同时,社会当前对汽车的巨大需求量,不仅对汽车质量有所要求,大多数人也要求汽车车架具有较强的美感,然而,焊接工艺对汽车车架美观也会产生一定的作用。
这时,我们便需要加快提升汽车车架的焊接工艺,在保证汽车质量的同时,丰富汽车车架整体的优美感,潜移默化之下增添汽车企业的需求量,增添企业经济收益。
再从汽车的工装设计来看,工装设计主要生产各种工具化的设备,这在一定程度上能够推进汽车生产效率的提升,能够助推企业收获更多的社会收益。
1、当前汽车车架焊接工艺以及工装设计概述在汽车生产的各项工艺中,汽车车架焊接工艺是最与众不同的一项工艺,同时,这种工艺也很有可能会直接影响到汽车的质量,影响汽车整体的美感。
同时,当前汽车车架的焊接工艺还有待提升,需要我们加快的推动完善,不断满足社会人民群众所需,我们当前也需要发现:在展开汽车车架焊接工作时,我们需要考虑的因素以及遵循的原则有很多,汽车车架焊接的质量以及汽车拼装时一些重要的节点,车架焊接工艺的发展,不仅需要我们加快研发一些先进化的设备,同时,我们也应当提升汽车车架焊接工作人员的专业素养,提升汽车车架的焊接工艺。
然而,汽车的工装设计,主要服务于一些小零件以及工作设备的生产设计,我们首先要认识到发展汽车车架工装设计的重要性,它将能够有效提升汽车车架的生产效率,保证汽车车架的生产质量,满足大众社会对汽车需求的增添,推进我国汽车行业的稳定发展。
框架式车身焊接工艺优化

框架式车身焊接工艺优化张景肫【摘要】针对低速电动车框架式车身焊接接头数量多,生产效率低的问题,通过采用拆分组合方案的工艺优化,极大地提升了生产效率。
【期刊名称】《金属加工:热加工》【年(卷),期】2016(000)012【总页数】3页(P60-62)【作者】张景肫【作者单位】中国第一重型机械股份公司【正文语种】中文目前许多低速电动车采用框架式车身,即由各种型号的管类型材拼焊而成。
该类车身其中一个显著特点是焊接接头数量多,焊接量相对于传统的钣金车身大很多,占用焊接工装夹具的时间相对较长,不利于生产效率的提高。
经试验验证,可采用“分组合工装上点焊→总拼工装上点焊→总拼取下后满焊”的方案,缩短占用工装夹具的时间。
图1为某车型的车身骨架,该车身极具代表性,主要由方管、异型管经切角、折弯及钻孔等加工工序后拼装焊接(CO2气保焊)而成。
采用“分组合工装上点焊→总拼工装上点焊→总拼取下后满焊”的方案有以下难点:①拆分分组合时既要保证分组合的结构稳定性,又要考虑分组合焊接工装夹具制作的可行性,还要利于整车质量的控制。
②各组合点焊方案既要达到省时的目的,又要保证组合的焊接稳定性。
③分组合在总拼工装上拼成车架后,从工装上取下满焊时须严格控制焊接顺序,必要时须借助一定的辅具控制变形。
针对以上难点,对拆分分组合、各组合点焊方案及总拼满焊方案进行合理配置,以确保车架最终质量。
拆分方案有很多种,此处不再赘述。
经验证可按如图2所示方案进行拆分。
组合2为门框组件,其闭环用来装配车门组件,主体为8个管类型材加工成的零件,各零件之间两两焊接。
将此8个零件设置为一个分组合,整体结构较为稳定,可避免转运过程中轻微的磕碰变形。
这样不仅方便制作焊接工装夹具,还能很好地实现以下两点:装夹易操作、焊后取件方便,从而最终保证总装时车门组件与车门框配合良好。
组合3与组合2对称,设置原理相同。
组合4为后围上部组件,中间部分的矩形框内装配后风窗玻璃。
地铁打磨车车架焊接变形控制工艺优化
·焊接质量控制与管理· 125
地铁打磨车车架焊接变形控制工艺优化
冶宏凯
(宝鸡中车时代工程机械有限公司, 陕西 宝鸡 721000)
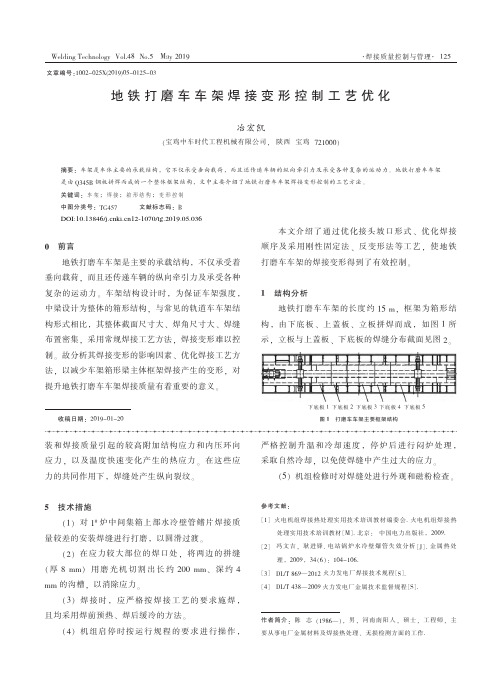
摘要: 车架是车体主要的承载结构, 它不仅承受垂向载荷, 而且还传递车辆的纵向牵引力及承受各种复杂的运动力。 地铁打磨车车架
盖板、 立板在长度方向需要由板材拼焊, 下底板的
设计结构由 5 块板拼焊而成, 共 4 道对接焊缝, 立
பைடு நூலகம்
板 与 下 底 板 焊 接 的 焊 脚 为 a4, 整 体 结 构 焊 缝 集 中 ,
焊接过程热输入大, 焊接顺序复杂, 因此, 焊接热
输入、 焊接顺序等为影响车架焊接变形的重要因素。
2 优化焊接工艺方法 2.1 优化坡口形式
60° 3 2 1
(a) 接头形式
(b) 焊接顺序
图 5 单 V 形对接坡口形式及焊接顺序
是由 Q345B 钢板拼焊而成的一个整体框架结构, 文中主要介绍了地铁打磨车车架焊接变形控制的工艺方法 。
关键词: 车架; 焊接; 箱形结构; 变形控制
中图分类号: TG457
文献标志码: B
DOI:10.13846/12-1070/tg.2019.05.036
本文介绍了通过优化接头坡口形式、 优化焊接
0 前言
顺序及采用刚性固定法、 反变形法等工艺, 使地铁
地铁打磨车车架是主要的承载结构, 不仅承受着 打磨车车架的焊接变形得到了有效控制。
垂向载荷, 而且还传递车辆的纵向牵引力及承受各种
复杂的运动力。 车架结构设计时, 为保证车架强度, 1 结构分析
边梁式车架的模态分析和焊接优化

边梁式车架的模态分析和焊接优化*李志祥1,王军杰1,吴德宏2(1.上海交通大学CI M S研究所,上海 200240;2.南京长安汽车有限公司,江苏南京 211200)摘 要:通过建立某边梁式车架的有限元模型,分析计算在自由状态下该车架的振动模态,并以其一阶模态频率为约束条件,进行焊点的优化布置分析,为该类型边梁式车架动态特性分析、结构设计以及焊点布置提供方法和理论依据。
关键词:有限元法;车架;模态分析;焊接优化中图分类号:U463 文献标识码:A 文章编号:1006-4414(2009)03-0025-03M oda l analysis and weld optim ization of fringe-beam fra m eL i Zhi-x iang1,W ang Jun-jie1,W u De-hong2(1.CI M S instit u te,Shanghai jiao tong university,Shanghai 200240,China;2.N anjin g Chan g an auto m obile Co.,Ltd.N anjing J i angsu 211200,China)Abstrac t:In t h i s paper,a finite ele m ent ana l ysis model i s bu ilt fo r a k i nd of fr i nge-bea m fram e.A ccordi ng to it,the no r m al m odes o f the frame is ca lcu l a ted usi ng FEA m e t hod,and the locati on o f we l d po ints are opti m ized in cond iti on o f keeping t he first moda l frequency o f the fram e,the result prov i des approach and theory reference for struc t ure desi gn and we l d po i nts co llo ca tion o f the k i nd o f fram e.K ey word s:fi nite e le m en t ana l ys i s;fram e;modal analysis;w e l d opti m ization1 引 言车架是汽车的主要骨架之一,整车的绝大多数部件和总成(包括地板、侧围、悬架和发动机等)都是通过车架来固定其位置的,它将汽车的各总成有机连成一体,使汽车在行驶过程中能够很好的承受自身和地面冲击的各种载荷的作用,因此车架对整车的刚强度、抗疲劳等性能有非常重要的影响。
基于拼焊技术的轿车B柱耐撞性及结构优化设计
基于拼焊技术的轿车B柱耐撞性及结构优化设计随着汽车行业的发展,人们对于车辆的安全性能需求也越来越高。
B柱作为车辆安全结构的一部分,在车辆碰撞事故中起着至关重要的作用。
因此,B柱的耐撞性越来越受到汽车制造商的重视。
在B柱的制造过程中,拼焊技术是一种非常常见的技术。
下面我们将介绍基于拼焊技术的轿车B柱耐撞性及结构优化设计。
首先,拼焊技术是指将两个或多个材料焊接在一起,形成一个整体的技术。
在汽车制造业中,拼焊技术主要应用于将不同零部件焊接在一起形成整车。
B柱作为车辆的主要支撑结构之一,其使用拼焊技术非常普遍。
为了提高B柱的耐撞性,设计师需要注意以下因素。
首先,B柱的厚度和强度是关键因素。
较厚的B柱可以更好地耐受碰撞力量,但过厚的B柱可能会影响驾驶员的视野。
因此,在厚度和强度之间需要做出平衡。
其次,拼焊接缝的强度也非常重要。
由于拼焊处的强度通常较低,应该采取相应的措施,例如增加焊点的数量或更改焊接位置。
优化B柱结构是提高其耐撞性的关键。
设计者应该选择最合适的材料,例如高强度钢和铝材,以使B柱在碰撞中更能承受压力。
此外,利用现代技术,如有限元分析和三维打印,可以更好地设计和生产B柱。
最后,测试和评估B柱的耐撞性是必要的。
在设计生产完成后,应该进行大量测试,例如碰撞测试和抗扭强度测试,来确保B柱的耐用性。
经过充分的测试和评估,可以及时发现和解决潜在的问题。
总之,基于拼焊技术的轿车B柱耐撞性及结构优化设计对于车辆的安全性能至关重要。
设计者应该注意B柱的厚度和强度、拼焊接缝的强度和最合适的材料选择。
经过大量测试和评估,可以确保B柱的可靠性和耐用性。
在汽车行业中,安全第一是制造商和客户都应该承担的义务。
除了上述的因素,还有其他一些因素也需要考虑到。
例如,车辆碰撞前的预警系统。
若能及时发现迎面而来的车辆或障碍物,驾驶员就有足够的时间来采取行动避免碰撞。
这样,在B柱必须承受碰撞压力的情况下,车辆的速度和撞击力度也能被减轻。
汽车车架焊接工艺和工装设计分析
马智 锋
( 内蒙古交通职业技术学院 ,内蒙古赤峰 0 2 4 0 0 5 )
【 } 商要 】 作为 汽车 制造与 加工过程中 的关 键 环节之 ・, 汽车 车架焊接工艺 乖 , 工 装 设计关系 到 车架的 稳定 性、 可靠 性, 并 直接影响 整车的 性能
1 汽车车架焊接工艺性分析 材料对于汽车车架焊接工艺性有较大的影响。 出于成本与强度的 考虑 , 常用的汽车车架材料有 Q 2 3 5 A和 1 6 Mn 等 。这两种钢材 料具备 较好的焊接性 , 在满足强度和刚度要求的前提下,钢结构梁的厚度也适
中。采用这两种材料的车架对于焊接技术的工艺要 求相对较低 ,在合适
本文以国内某轻型载筋 气 车为例 ,该型货车的车架由 7 根横梁与 2
根纵梁焊接而成 ,整体成 闭合式构架 。整个车架的焊接接头 多达 数百 个, 大量的焊缝给车架的焊接工艺和工装设计带来了难度。每一个焊缝 都在一定程度上决定了车架的整体刚度和强宦,并对其他安装到车架的
零部件装配精度造成影响。因此 , 有必要 气 车车架的焊接工艺进行分
和寿命。本文以国内某轻型载货汽车为例 ,分析 了 该型汽车车架结构特点和影响其焊接的工艺性 的因素 ,并制定 了 相 应的焊接工艺流程 ,然 后就其工装设计方案展 开了 讨论。 茑 惑司 1 汽车车架; 焊接工艺;工装设计
汽车车架是汽车各组成部 分的重要支撑 , 各种零部件都安装在车
架上以构成功能完备的汽车整体。在静止状态下,汽车车架需要承 受车 身重量、货物重量等载荷 ,而在汽车运动过程中,车架还承 受着不同程 度的动载荷。车架的焊接质量平 n 寿命在很大程度上决定了整车的装载能 力和整车寿命。因此 , 研究汽车车架的焊接工艺和工装设计有着重要的 意义。 目 前常见的载货汽车车架为边梁式焊接车架。 时, 汽车车架的焊接工艺还应对焊接头的应力进行合理的控制。在车架
浅谈汽车底盘—后车架总成焊接工艺的优化
浅谈汽车底盘—后车架总成焊接工艺的优化【摘要】为了减少汽车底盘-后车架总成焊接变形,通过改造焊接夹具,用较短的时间,最少投入,采用优化焊接工艺。
项目改造后产量明显增多,生产质量稳定。
【关键词】后车架;焊接线;优化;改造1.工艺分析如图1所示是后车架的示意图,目前制作流程如下:图1 制作流程图图2 改进后的夹具1.1 凸焊(螺栓)螺母:先将螺母(螺栓)凸焊好,然后将各零件送到各焊接工位进行小组件焊接或总成焊接。
1.2 左/右纵梁以2套机器人工作站焊接分总成1和左/右纵梁总成,焊接完成后进行补焊、清理、检查。
1.3 完成托架总成和涡轮增压器支架左/右总成以1套机器人焊接工作站焊接。
1.4 C型梁以1套机器人焊接工作站焊接完成。
1.5 将C导管总成、涡轮增压器支架左/右总成、左/右纵梁总成、C型梁总成,6个部件在人工组对工位进行组焊。
组对后以4套机器人焊接工作站分别焊接分总成1、2、3及总成焊接。
1.6 焊接完成的后车架总成进行补焊、清理、检查、打号。
2.生产线的设备配置及布局考虑到焊接工艺、节拍、物流,各焊接生产线进行如下的配置,生产线的平面布局图见附图所示:3.生产节拍分析工位1-4、工位10均为小件点定焊、全焊,其生产节拍均在60秒以下,其余各工位生产节拍分析列表如表1所示。
从表1可看出生产时间最长的工序工位9,该生产线年生产量最大能力为(单班):3600/384 X8X251X0.85=1600件,超过设计纲领。
4.后车架焊接难点4.1 机器人焊接后车架纵梁加强筋工序,为了加快散热减少焊接变形,减小焊缝,我们在焊接夹具上增加了铜制仿形块的夹紧装置。
这一措施在控制纵梁焊接变形方面,起到关键性的作用,达到了预期效果。
图2是改进后的夹具:4.2 后车架C形梁由于冲压散件形状复杂,工件间本身贴合不好,因此焊接变形量很大,难以控制(如图2所示)。
针对这种情况,首先我们对焊接夹具进行改进,增加了压紧点,但是效果不理想,焊接变形还是没有的很大的改善。
摩托车车架焊接工装设计
摩托车车架焊接工装设计摩托车车架焊接工装设计浅论作为摩托车的主要部件,车架的品质对摩托车整车性能产生重大影响。
而车架焊接工装的设计,不仅直接影响到车架的制造精度,也是决定车架焊接生产效率的关键因素之一。
焊接工艺方案的制定准备工作明确设计任务,研究产品资料,对现有生产要素调研。
一般应具备下列资料。
车架生产纲领。
车架产品图纸、相关零部件配装图(表)。
了解现有生产条件:包括生产线产能及设备状态。
工艺方案的制定在保证焊接质量、焊接工艺性、工序平衡和焊接生产效率的前提下,完成以下项目内容:以生产纲领为基础确定生产节拍。
根据车架零部件的装配顺序、焊缝类型及位置尺寸、生产节拍等综合因素来决定车架的生产组织形式及工艺流程,确定各个零部件的焊接工序,工装数量及生产线布局。
完成工程品质表及作业指导书的编制。
模拟工人及工装设备作业状态,完成焊接工装设想图。
焊接工装设计正确地设计、选用各种焊接工装夹具,可缩短装配、焊接的时间,减轻工人的劳动强度,提高劳动生产率,保证产品的装配精度和焊接质量,还可以充分发挥焊接设备的潜力,扩大使用范围,并有利于实现焊接作业的综合机械化和自动化。
车架焊接工装的基本特点由于车架焊接结构和焊接工艺的特点,使装焊的工件在夹具上的定位、夹紧与机械加工的夹具有所不同,因而给焊接工装夹具带来了如下特点:由于车架是由许多个简单零件组焊而成,而这些零件的装配和点定在夹具上又是按顺序进行的,因此,他们的定位和夹紧是一个个单独进行的。
在焊接过程中,为减少或消除焊接变形,要求工装夹具对某些零件给予反变形或作刚性夹固。
但是,为了减少焊接应力和保证工件接头的吻合,又要允许某些零件在某一方向有移动。
因此,在设计时,没必要对所有的零件(特别是尺寸精度要求不高的部位)都作刚性夹固。
由于车架焊接多采用于混合气体保护焊工艺,夹具工作中主要承受焊接应力、夹紧反力以及焊件的重力。
焊接工装设计过程中应遵循的原则。
CO2气体保护焊与其它电弧焊相比,具有生产率高、焊接成本低、能耗低、适用范围广、抗锈能力强、焊后无须清渣等优点,所以车架采用CO2气体保护自动(半自动)焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接支架的尺寸优化
T943-4刘仲仁20090430412
一、焊接支架问题描述
焊接支架的尺寸优化实例,模型的载荷和约束如图所示。
通过实例介绍如何
对壳单元模型的焊接支架模型进行尺寸优化。
优化目的是在指定某一应力约束条
件下达到使用材料最少。
支架的厚度变化是相互关联的,即在达到最优设计时,
支架两侧构件的厚度相同。
优化问题描述如下:
(1)目标质量最小化。
(2)约束支架上Von Mises Stress的最大值小于100Mpa。
(3)设计变量支架的厚度。
二、尺寸优化设计步骤及结果
1、Analysis→optimization→size→desvar(desvar=part1,initial value=2.5,lower bound=1,upper bound=2.5)→creat
2、nalysis→optimization→size→desvar(desvar=part2,initial value=2.5,lower bound=1,upper bound=2.5)→creat
3、Analysis→optimization→size→generic relationship(name=gpart1,点
prop=part1,Thickness T,点designvars=part1=1=Ci,C0=0)→creat
4、Analysis→optimization→size→generic relationship(name=gpart2,点
prop=part2,Thickness T,点designvars=part2=1=Ci,C0=0)→creat
5、Analysis→optimization→desvar link→dlink(dlink=link,C0=0,CMULT=1,dependent(designvar=part2),independment(designvar=part1=1.5))
6、Analysis→optimization→responses(response=mass,response type=mass,total)→creat
7、Analysis→optimization→responses(response=stress,response type=static stress,点击prop选择part1,part2→select,no regionid,
von mises,z1)→creat
8、Analysis→optimization→objective(min,response=mass)→creat
9、Analysis→optimization→dconstraints(constraint=const,勾选upper bound=100,response=stress,loadstype=STEP)→creat
(注意:Material=card edit=RHO=7.9e-9吨/mm3)
10、位移图
11、VonMises应力图
三、焊接支架离散尺寸优化
1、Analysis→optimization→discrete dvs→(name=disv,value range(from=1,to=2.5,increment=0.5))→creat→add
2、Analysis→optimization→size→desvar(desvar=part1,initial value=2.5,lower bound=1,upper bound=2.5,dval=disv)→creat
3、Analysis→optimization→size→desvar(desvar=part1,initial value=2.5,lower bound=1,upper bound=2.5)→creat
4、nalysis→optimization→size→desvar(desvar=part2,initial value=2.5,lower bound=1,upper bound=2.5)→creat
5、Analysis→optimization→size→generic relationship(name=gpart1,点prop=part1,Thickness T,点designvars=part1=1=Ci,C0=0)→creat
6、Analysis→optimization→size→generic relationship(name=gpart2,点prop=part2,Thickness T,点designvars=part2=1=Ci,C0=0)→creat
7、Analysis→optimization→desvar link→dlink(dlink=link,C0=0,CMULT=1,dependent(designvar=part2),independment(designvar=part1=1.5))
8、Analysis→optimization→responses(response=mass,response type=mass,total)→creat
9、Analysis→optimization→responses(response=stress,response type=static stress,点击prop选择part1,part2→select,no regionid,von mises,z1)→creat
10、Analysis→optimization→objective(min,response=mass)→creat
11、Analysis→optimization→dconstraints(constraint=const,勾选upper bound=100,response=stress,loadstype=STEP)→creat
12、位移图
13、VonMises应力图
14、未离散与离散对比
未离散
离散
三、实验总结
通过本次实验,学会了尺寸优化的一些问题,常数的设定,而且对尺寸有离散与非离散两种优化,对模型的尺寸达到要求很有帮助,学到好多。