螺丝线材
对螺丝线材爆头的一点看法

对螺丝线材爆头的一点看法摘要:本文主要分析了引起螺丝爆头的主要原因。
通过分析说明让更多的企业注重螺丝线材质量从而提高客户螺丝质量,减少客户损失。
关键词:爆头螺丝线材爆头的危害:众所周知,目前我国在做各种螺丝的时候出现打头爆裂的现象,而且在使用自动化设备进行大批量生产时,由于各种因素无法做到全检,在这样的情况下对于小批量爆头很是头疼。
对于几十万的产品而出现1%-5%的不良率,在返工时必须全检,这样将耗费大量的人力、物力、和财力。
因此为避免这些不必要的损失发生,对于爆头原因做如下分析:原料缺陷:1.原料若有纵向和横向开裂的现象,在拉拔过程中不会消除,但是在一定压缩以后,肉眼很难发现,而且表面还有一定的皮膜就更难发现。
(见图一)2.原料杂质含量过多的情况下打头也容易爆裂,当线材的氧化物、硫化物等含量超标会造成线材内部组织结合不完整在打头的时候杂质含量多的地方就会优先裂开。
(见图二)图一图二退火对爆头的影响:在退火的时候由于工艺的升温保温和冷却的温度及时间的不合理造成线材内部组织不均匀或者球化不完全等原因易造成爆头。
加热温度不够及保温时间不够,球化不完全,无法让珠光体完全转变为奥氏体。
冷却温度过快,会造成线材的抗拉和硬度偏高,塑性降低,在打头时,强烈的冲击致使头部脆裂。
拉拔中间线级成品线对包头的影响:线材在拉拔过程中会出现割伤,割伤的原因有可能是拉丝粉或油里面有比较硬的杂质以及线材本身有脱皮或其他沙子带入,在经过磨具是卡在了磨具的压缩区,再者现在表面皮膜不够厚,润滑不够好,强行拉拔也会造成便面割伤。
割伤有间断性和连续性,有深有浅,大多数拉丝厂在发现间断性割伤时为了节约成本不愿意挑出来,即使大面积割伤只要不是很严重的在针对个别的使用情况也都在放行。
每个品管的品质意思、检测手法、判断标准也不一样,再者上一道工序如果有割伤没有即使发现,流入下一道工序的时候就很难发现,尤其是洗了磷化膜以后就更难发现。
所以在拉拔过程中的割伤是造成螺丝爆头的重要因素。
不锈钢螺丝滑牙现象如何解决

些?
一、为什么螺丝发生滑牙?
1.生产不锈钢螺丝的螺丝线材 不怎么好,硬度不够,螺丝材质
不好。
2.铁板硬度很硬,螺丝用在 铁板上,重复使用,导致滑牙。
自身这种线材生产制造进去的螺
钉硬度不是怎么好,最多就只能 达到4.8级,面对螺丝线材1010基 至1006螺丝线材生产进去的螺丝
钉的话。
有的4.8级都达不到客户要求高的 话,那就只能用螺丝线材好一点 的螺丝材质好一点的比如说1018, 10B211022等去生产制造8.8级螺丝 钉,通过对其加硬,使螺丝硬度
达到8.8级。
不锈钢螺丝 sai78zi99 不锈钢螺母
3.达不到客户对螺丝的硬度要 求,所以一般硬度要求高的一般 情况下都要采用8.8级螺丝,4.8级 螺丝的硬度达不到指标,不锈钢
螺丝没有加硬。
二、解决方法:
不锈钢螺丝钉断掉问题,不 单单像大家想的那么简单,面对 螺丝滑牙。通好的解决方案。 但还是要分析分析,先找出螺丝
钉滑牙的原因,对症下药。
有可能是没有加硬,如果螺丝钉 容易断掉。如果只是通过加硬就 能解决问题的话,那就根本不用 去换什么材料,去换什么好的材
质去生产制造螺钉。
还有如果是装置使用螺丝钉时, 用力过大造成螺钉滑牙,甚至断 掉的话,那就调整好力度。如果 是不行,那就只能直接更换螺丝
材质,换好一点的。
螺丝的基本知识
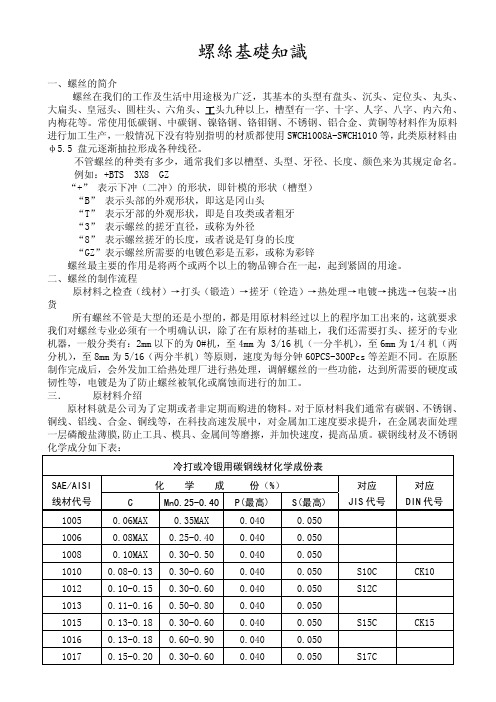
螺丝基础知识一、螺丝的简介螺丝在我们的工作及生活中用途极为广泛,其基本的头型有盘头、沉头、定位头、丸头、大扁头、皇冠头、圆柱头、六角头、工头九种以上,槽型有一字、十字、人字、八字、内六角、内梅花等。
常使用低碳钢、中碳钢、镍铬钢、铬钼钢、不锈钢、铝合金、黄铜等材料作为原料进行加工生产,一般情况下没有特别指明的材质都使用SWCH1008A-SWCH1010等,此类原材料由φ5.5 盘元逐渐抽拉形成各种线径。
不管螺丝的种类有多少,通常我们多以槽型、头型、牙径、长度、颜色来为其规定命名。
例如:+BTS 3X8 GZ“+” 表示下冲(二冲)的形状,即针模的形状(槽型)“B” 表示头部的外观形状,即这是冈山头“T” 表示牙部的外观形状,即是自攻类或者粗牙“3” 表示螺丝的搓牙直径,或称为外径“8” 表示螺丝搓牙的长度,或者说是钉身的长度“GZ”表示螺丝所需要的电镀色彩是五彩,或称为彩锌螺丝最主要的作用是将两个或两个以上的物品铆合在一起,起到紧固的用途。
二、螺丝的制作流程原材料之检查(线材)→打头(锻造)→搓牙(铨造)→热处理→电镀→挑选→包装→出货所有螺丝不管是大型的还是小型的,都是用原材料经过以上的程序加工出来的,这就要求我们对螺丝专业必须有一个明确认识,除了在有原材的基础上,我们还需要打头、搓牙的专业机器,一般分类有:2mm以下的为0#机,至4mm为 3/16机(一分半机),至6mm为1/4机(两分机),至8mm为5/16(两分半机)等原则,速度为每分钟60PCS-300Pcs等差距不同。
在原胚制作完成后,会外发加工给热处理厂进行热处理,调解螺丝的一些功能,达到所需要的硬度或韧性等,电镀是为了防止螺丝被氧化或腐蚀而进行的加工。
三. 原材料介绍原材料就是公司为了定期或者非定期而购进的物料。
对于原材料我们通常有碳钢、不锈钢、铜线、铝线、合金、铜线等,在科技高速发展中,对金属加工速度要求提升,在金属表面处理一层磷酸盐薄膜,防止工具、模具、金属间等磨擦,并加快速度,提高品质。
螺丝基础知识

1.内六角组合螺钉头部打滑的原因分析做内六角组合螺钉太久啦,常遇到很多客户反应,你这内六角组合螺丝,我们在装配过程当中,螺丝的头部在用电动起子安装到产品上面,螺丝的头部会打滑。
面对这样的问题,今天分析一下内六角组合螺丝头部打滑的原因:1.可能是五金螺丝线材问题,也就是说螺丝线材质量不好,有较多的杂质,硬度方面也不够。
这方面可以换好的螺丝线材,也可以对螺丝进行加硬处理。
使起硬度在指定的指标。
加硬之后,为了防止螺丝氢脆现象。
你可在加硬螺丝之后,拿到电镀时,叫电镀厂先帮这螺丝除氢。
2.也有可能是生产过程当中的技术性问题。
内六角组合螺丝的六角槽的对边过原因是:冲头质量不好,三面对边的尺寸不一样,六角棱边不清,锥度偏大,R角上限,减少了有限深度一冲顶针锥度不对,并且锥度长度小,大了。
造成二冲成型时,内六角上部对边大了。
润滑油太厚,排气不当,造成内六角成型时憋气,六角对边大了。
2.不锈钢螺丝可以电镀有哪些颜色不锈钢螺丝表面是光亮的,一般情况下,是不需要什么电镀处理的。
但有时有些采购客户为了使不锈钢螺丝的颜色和他们的物料色一样。
所以就要求对不锈钢螺丝进行电镀处理。
一般对不锈钢螺丝进行电镀处理会有哪些颜色我们螺丝行业,根据客户的要求呢不锈钢螺丝表面处理,我们一般比较常用的,也是客户要求比较多的电镀颜色是黑锌,当然黑锌有包括环保黑锌和普通黑锌。
反正不锈钢螺丝表面看起来是黑色的那种,但绝对不是包黑。
只是黑锌,当然不锈钢螺丝表面处理电镀色这也是根据客户要求来,有些客户还有可能要求电镀彩锌,白镍,黑镍,兰锌等。
3.螺丝电镀的盐雾测试时间我们生产制造出来的螺丝,一般情况下,如果是铁的螺丝的话,一般都是需要电镀的。
这样电镀好的螺丝不仅外观好看一点。
不会在有油。
而且还能过盐雾测试。
可能达到客户指定的盐雾时间。
那么一般的螺丝电镀,全有那些电镀的颜色呢!一般电镀有普通电镀和环保电镀。
普通的电镀色有:白锌,黑锌,兰锌,彩锌,白镍,包黑,黑镍等等,环保的电镀,就是在这些电镀前面加两个字“环保”。
不锈钢线材和不锈钢螺丝线有什么区别
不锈钢线材和不锈钢螺丝线有什么区别?
不锈钢螺丝线也叫不锈钢冷墩线,主要用于各种各樣的紧固件,如机械零部件,电子应用零部件等。
根据不同的材质,可获得相应的防腐性能及机械性能。
冷锻时为获得一较好的成型性,选择高品质。
适当材质的线材显得尤为重要不锈钢螺丝线的用途:不锈钢螺丝线的硬度之别造成它们的不同用途,一般作为生活中细小螺丝品使用,也有作车载螺丝,压缩螺丝,在正常生活中用途广泛。
不锈钢线材也可叫不锈钢丝、盘条、盘元,但跟不锈钢丝绳不同。
线材主要有弹簧线和螺丝线两种,顾名思义:螺丝线主要用来做螺丝,而弹簧线用来做弹簧或者其他要求具有弹性的五金产品。
其他的例如光亮线、氢退线、电解线、车轴发夹线等也有,抗拉强度1500-2000。
弹簧线的硬度有以下几种:全软、1/4硬、半硬、3/4硬、全硬、特硬。
线材一般用普通碳素钢和优质碳素钢制成。
按照钢材分配目录和用途不同,线材包括普通低碳钢热轧圆盘条、优质碳素钢盘条、碳素焊条盘条、调质螺纹盘条、制钢丝绳用盘条、琴钢丝用盘条以及不锈钢盘条等。
螺丝的知识

相信大多E友,平常生活或是工作中都有接触到或用到各类螺丝,现本人收集了比较全面的螺丝,相信能给大家提供帮助.螺丝常用线材有碳素钢、合金钢两大类。
按含碳量有极低碳钢、低碳钢、中碳钢、高碳钢(很少用);合金钢又分低碳合金钢、中碳合金钢和一些添加特殊金属元素的特殊钢等。
如你说的435应该是指的SCM435吧,10B21是硼素钢,通过调质最高能达到12.9级。
35K 属于是中碳钢,也是采用调质的方法热处理,强度能达到10.9级.螺丝规格定义与认识一. 螺纹种类:A: 三角螺纹( 60 度) : 结合/ 锁紧B: 管用三角螺纹( 55 度): 结合/ 锁紧螺丝产品解释:根据以上三种螺丝规格标准表,我们对螺丝专用词汇对照什么样的螺丝产品有了进一步了解。
如何读懂螺丝标注内容呢?如下:X 10 PW A H C (+)①②③④⑤⑥⑦①螺丝直径②螺丝长度③螺丝头型B:球面圆柱头;C:圆柱头;F(K):沉头;H:六角头;HW:六角头带垫圈;O:半沉头;P:平元头;R:半元头;PW:平元头带垫圈;T:大扁头;V:蘑菇头;④螺丝牙型A:自攻尖尾(日标第1种)疏AB:自攻尖尾(日标第4种)密;B:自攻平尾(日标第2种)疏;C:自攻平尾(日标第3种)密;P:双丝牙HL:高低牙U:菠萝牙纹;T:自攻平尾切脚AT:自攻丝尖尾切脚M:机械牙;BTT:B型三角牙CCT:C型三角牙PTT:P型三角牙STT:S型三角牙⑤热处理H:有热处理N:没热处理⑥表面处理Zn:白锌C:彩锌B:蓝锌F:黑锌O:氧化黑Ni:镍Cu:青铜Br:红铜P:磷化⑦备注(+):十字槽(-):一字槽(T):菊花槽(H):内六角(PZ):米字槽(+-):+-槽(Y):Y型槽(H):H型槽(L):止退花齿(WIS):单活动弹垫圈(WIF):单活动平垫圈(WIT):单活动外齿垫圈(W2SF):双活动平弹垫圈W=6mm):垫圈外径等于6mm (SUS):不锈钢(Cu):黄铜(Br):红铜(8.8):8.8级螺丝(10.9):10.9级螺丝(12.9):12.9级螺丝(R):其它注释C: 梯形螺纹( 30 or 29 度) : 动力传动D: 方螺纹( 90 度) : 动力传动二. 常用螺丝种类:A: Machine Screw: 机械螺丝B: Tapping Screw: 自攻螺丝(分使用于金属与使用于塑料二种)B-1: Sheet Metal Tapping Screw. (铁板牙自攻螺丝) B-2: Plastic Tapping Screw. 塑料用,自攻螺丝C: Wooden Screw : 木工螺丝 D: Drywall Screw : 水泥墙螺丝三. 常见螺丝材质:a.Low Carbon Steel :低碳钢b. SS-304 : Stainless Steel 304c. SS-302: Stainless Steel 302 :结构韧性较好d. Aluminum 5052 :铝合金5052 d. Brass: 黄铜e. Bronze: 青铜f. UNS C11000 Copper: 锑铜四. 常见螺丝规格与标示: A: 公制螺丝B: 美规螺丝C: 英制螺丝A: 公制机械螺丝: MetricEx: M3 x 6 – P P B : M3 机械螺丝, 6mm 长, 十字, 圆扁头, 镀黑. Finish Code: 外观处理规格Head Code: 头部外型Thread Code螺丝型号Drive Code: 头部剖沟,特征型号Length Code: 螺丝长度(mm) A-1: Thread Code: 螺丝型号公制螺丝直接以螺丝外径标示螺丝型号, 如M3 即螺丝外径为3.00mm.; M4 即螺丝外径为4.00mm.Metric Thread Size x Pitch:Note: 公制螺丝于螺丝型号后方,有时会注明螺丝牙距.如M3x0.5 , M4x0.70, M5x0.8 , M6x1. 但因为标准规范, 通常不提.A-2: Length Code: 螺丝长度: 公制螺丝, 直接标示螺丝长度, 单位为mm.螺丝之总长度标示, 只计算头部以下之长度, 不含头部高度.但平头螺丝例外, 其螺丝之总长度标示含头部高度.A-3: Drive Code/ 头部剖沟,特征. 一般常用规格如下:a. Slotted: 一字( Minus )b. Phillips: 十字( Plus )c. Phil-Slot: 一字/十字d. Hex Scoket: 内六角e. One Way: 单向(只可锁入,不可退出) A-4: Head Code/ 头部外型.一般常用规格如下:a. Flat: 平头(锁入后,顶部与工作件齐平)b. Oval: 色拉头c. Round: 圆头d. Pan: 圆扁头e. Truss:大圆扁头f. Hex:六角头. A-5: Finish Code/ 外观处理.一般常用规格如下:a. Z: Zine-Plated: 镀锌b. Ni: Ni-Plated: 镀镍c. Tin-Plated: 镀锡d. Zine Plated / Green Iridite: 镀锌绿膜处理.e. Radiant Plated: 镀五彩f. Passivate: 抗氧化处理.g. Alodial Finish: 无外观处理公制自攻螺丝:于品名后方直接标示Tapping Type.Ex: M3 x 6 –PPB, Tapping Type: M3 自攻螺丝, 6mm 长, 十字, 圆扁头, 镀黑.一般以产品别或标示, 再判断为Sheet Metal 或塑料部品使用.B: 美规螺丝. a.一般以番号标示, 如#2-56, #4-40, #6-32, #8-32, #10-24…etc.b.或以英制外径表示, 如0.086-56, 0.112-40 , 0.138-32 , 0.164-32 , 0.190-24…etc.Ex: 632 – 8 – P P B: Finish Code: 外观处理规格Head Code:头部外型Drive Code:头部剖沟,特征型号Length Code: 螺丝长度Thread Code: 螺丝型号B-1: Thread Code: 螺丝型号一般常用规格如下:a. #2-56 (0.086-56): 2 番56 牙b #4-40 (0.112-40) : 4 番40 牙c. #6-32 (0.138-32) : 6 番32 牙d. #8-32 (0.164-32) : 8 番32 牙e. #10-24 (0.190-24): 10 番24 牙***牙为每吋之牙数.*** B-2: Length Code: 螺丝长度美规螺丝长度须经换算, 才是公制mm 尺寸.换算公式: (Length Code / 32) x 25.40 = 公制长度mm B-3, B-4,B-5 : 标示方式与公制相同. C: 英制螺丝: C-1: Thread Code:标示皆将分母为8, 再直接称分子之番号.Ex: 1/8 x 0.50 –PPB: 1 分牙螺丝x 0.50” 长, PPBEx: 5/16 x 0.50 –PPB = 2.5/8 x 0.50-PPB : 2 分半牙螺丝x 0.50” 长, PPBEx: 5/32 x 0.50 –PPB =1.25/8 x 0.50-PPB: 1 分2 厘半螺丝x 0.50”长, PPBEx: 1/4 x 0.50-PPB= 2/8 x 0.50-PPB: 2 分牙螺丝x 0.50” 长, PPB注: 有时会标示粗牙或细牙. UNF: 细牙:电子业较常用. UNC:粗牙: 重机械结构较常用. Ex: 3/8 x 0.50 ,UNF –PPB: 3 分细牙螺丝x 0.50” 长, PPB.C-2: Length Code: 为英吋标示, 须乘以25.40 换算为mm.用扣规量,与公制牙型吻合是公制螺纹,与英制螺纹吻合是英制螺纹。
12.9级螺丝厂家小知识
1. 芳生(YFS)--全台湾进口,大陆总代理为上海爱瑞德,大陆目前质量最好,价格也是最高,日本的原材料,TS16949。
2. TUZ MEV(宏茂)--台湾老牌企业,不过原材料还是大陆的料,质量比较稳定,宝钢原材料居多,ISO9001认证。
3. 鹏驰(EG EGM)--分公司最多的企业,听说曾经因为不够厚道使用不当的材料做12.9级,服务来说比较好,价格便宜,质量还需要加强。
大陆的原材料,ISO9001认证。
4.晋亿--大企业上市公司,汽配为主,做的产品比较广。
价格适中,大部分为大陆的原材料,TS16949认证。
5. FKE--台湾福光,目前可以做到14.99级别,大陆没有工厂,据说被台湾尚余并购,在国内的经销商多半产品不齐全,都很零散。
台湾中钢原材料,TS16949认证。
6. CT-- 台湾尚余大陆公司的品牌,自己没有生产找国内工厂OEM。
7. SBE--意大利的品牌,质量在全球都可以排上位的,但是价格也是可想而知的。
8. F1--深圳大友钢铁生产,本身做线材的05年开始做螺丝,05年有引进美国RAD-CON 氢气退火设备,质量比较稳定,价格便宜。
台湾中钢和浦项制铁的原材料,TS16949认证。
9. 奥达柯--新成立的企业,和晋吉有点像也是做汽配的,产品没怎么见过,TS16949认证。
10.其他还有一些非正规军可以生产12.9级,但是并非以12.9级为主打产品,库存不齐。
只有上乘的原材料,先进的球化退火设备,加工技术和热处理技术才能保障产品的品质稳定,上诉企业大部分都是从盘元到最终的热处理都是厂内控制。
螺丝产品生产流程(ppt 85页)
21.01.2020
44
检验(Checking)
1、斜牙
搓丝产品缺陷定义
无法通过环规的斜 线螺纹。
Arvin855
21.01.2020
正常
不良 45
检验(Checking)
2、烂牙
搓丝产品缺陷定义
错乱、不规则的螺 纹。
Arvin855
21.01.2020
46
检验(Checking)
3、双牙
冷镦产品缺陷定义 10、十字针断尖:
十字冲针尖端部 分折断后造成十字 槽堵塞的现象。
Arvin855
21.01.2020
22
检验(Checking)
冷镦产品缺陷定义 11、十字针尖磨损:
十字冲针尖过度磨损 造成与十字插规配合不 良的现象。
Arvin855
21.01.2020
23
检验(Checking)
标准紧固件的种类
Arvin855
紧固件包括以下12种: 本公司主要生产产品有:
1. 螺栓 2. 螺柱
9. 铆钉 10.挡圈
1. M1.4~M6的螺钉、木螺钉、 自攻螺钉、铆钉及螺钉组合 件。
3. 螺母
11.紧固件-组合件-
4. 螺钉
和连接副件
5. 垫圈
12.焊钉
6. 木螺钉
7. 自攻螺钉
8. 销
21.01.2020
12
检验(Checking)
冷镦产品缺陷定义 1、头部裂纹 头型部分的裂纹现 象。
Arvin855
21.01.2020
13
检验(Checking)
冷镦产品缺陷定义 2、头部折皱、重叠: 头型部分的折皱、重 叠现象。
扣件用钢铁材料介绍及常见问题
扣件用钢铁材料介绍及常见问题一般螺丝常用线材简介1.条钢与线材的生産过程及来源1.1钢胚的种类:A.高炉冶炼后的成品分爲全静钢、末净钢、半净钢,经连铸机,成型后可分爲扁钢胚(板类)或小钢胚(线材及条钢类)。
1.2何谓线材及条(棒)钢?A.线材及条(棒)钢是依外形可区分爲直棒钢及卷状条钢两类,其中直棒钢直径爲14~l00mm,卷状条钢直径爲14~55mm,线材直径爲5.5~13mm,全部盘成卷状,故又称爲盘元。
线材及条(棒)钢依用途而言,大致可分爲一般结构用、机械结构用、冷打加工用、硬钢线用、及焊条心线用等。
主要供应螺丝螺帽、钢线钢缆、手工具、焊条心线及汽车零件等行业、而螺丝、螺帽类属于冷打加工用。
2.线材的重要元素2.1线材的五大元素A.碳(C)、锰(Mn)、磷(P)、硫(S)、硅(Si)2.2碳、锰元素的重要性2.2.1碳:A.影响钢铁硬度的重要元素。
B.含碳量高低影响整个螺丝的热处理过程及强度。
C.JIS G3507 SWRCH 18A表示含碳量0.15%~0.20%,22A表示含碳量0.18~0.23%(SAE 1018 、AISI 1018等规范有所不同)。
2.2.2锰:A.碳钢类中「锰」在热处理中能降低变态点,提高淬火效果,减少晶粒的成长。
B.1018锰含量0.60%~0.90%、1022锰含量0.70%~1.00%,1035锰含量0.60%~0.90%。
2.3各种线材的属性2.3.1何谓AK?A.AK=Aluminum kill铝脱氧。
(如中钢手册P.9)B.在高炉冶炼过程中加入"铝金属"去除钢液中的氧,减少钢液冷却爲钢胚时所産生的气缝。
C.降低加工硬化,易于螺丝冷锻成型。
D.铝含量0.02%以上、硅含量0.10%以下。
2.3.2何谓SK? (如中钢手册P.9下)A.SK=Silicon kill硅脱氧B.在高炉冶炼过程中加入"硅"去除钢液中的氧,减少钢液冷却爲钢胚时所産生的气缝、杂质。
螺丝生产工艺流程
螺丝生产工艺流程
螺丝生产工艺流程详解
螺丝作为一种常见的紧固件,广泛应用于各种机械设备和建筑结构中。
其生产工艺流程包括多个环节,下面将详细介绍这一过程。
一、原材料准备
螺丝的主要原材料是线材,通常使用碳钢、不锈钢或合金钢等。
这些线材需要经过严格的检验,确保其质量符合生产要求。
二、线材处理
线材进入生产线后,首先进行表面清洁处理,以去除油污和杂质。
然后,根据螺丝的规格和要求,对线材进行切割,得到适当长度的棒料。
三、成型加工
棒料经过成型机加工,形成螺丝的初步形状。
成型机通过模具的挤压作用,使棒料发生塑性变形,形成螺纹和头部等结构。
四、热处理
为了提高螺丝的力学性能和耐腐蚀性,需要对成型后的螺丝进行热处理。
常见的热处理方式有淬火、回火、表面处理等。
五、机加工
热处理后的螺丝需要进行进一步的机加工,包括车削、铣削、钻孔等。
这些加工过程旨在确保螺丝的尺寸精度和表面质量。
六、螺纹加工
螺丝的螺纹是通过专用的螺纹加工设备完成的。
螺纹加工过程中,需要保证螺纹的精度和深度,以确保螺丝的连接性能。
七、检验与包装
完成加工后,螺丝需要经过严格的检验,包括尺寸检查、外观检查、力学性能测试等。
合格的螺丝将被包装入库,等待发货。
总结起来,螺丝的生产工艺流程包括原材料准备、线材处理、成型加工、热处理、机加工、螺纹加工以及检验与包装等多个环节。
这些环节相互衔接,共同确保生产出高质量的螺丝产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺丝线材的具体分类
一、标准件主要有碳钢、不锈钢、铜三种材料(一)碳钢:低碳钢、中碳钢、高碳钢、合金钢。
1、低碳钢:A3钢(Q235高线)、SWRCH6A、8A(ML08AL)、15A、18A(1018)、22A (1022)。
(主要用于4.8级螺栓及4级螺母、小螺丝等无硬度要求的产品。
)
2、中碳钢:①国内通常称为35号、45号钢。
②国外基本称为1035、SWRCH35K。
(主要用于8级螺母、8.8级螺栓、8.8级内六角产品。
)
3、高碳钢:C%>0.45%,市场上基本没使用。
4、合金钢:①指除含碳外,还含有一些其他合金元素(如硅、锰、铬、镍、钒、钼等)的钢,对于12.9级螺丝主要使用铬钼合金钢,如SCM435。
②普碳钢中加入合金元素,增加钢材一些特殊性能:35CrMo(SCM345)、35CrMo (SCM440)。
③芳生螺丝使用:SCM435铬钼合金钢。
(主要成分:C、Si、Mn、P、S、Cr、Mo)。
(二)不锈钢:①主要分为马氏体不锈钢、奥氏体不锈钢、铁素体不锈钢等。
②性能等级:45、50、60、70、80 (常用的有SUS200系列、SUS302、SUS304、SUS316、SUS410等。
)
③进口材料主要是日本产品。
(按级别主要分SUS302、SUS304、SUS316)
(三)铜:常用材料为黄铜、锌铜合金。
(主要用H62、H65、H68铜做标准件。
)
碳钢螺丝材料的选用
螺丝线材的具体分类
二、螺丝线材具体归纳
1、钢中的主要化学成份有:C、Mn、P、S、Si、Cu、Al,其中Al、Cu的含量越低越好。
常用螺丝线材的分类
螺丝线材的具体分类
三、线材详细类型
1、线材:
镀锌线、普线、高线、铁线、弹簧钢丝、盘圆(条)、焊线、优线、硬线、普碳圆钢、铁丝、冷拔丝
2、优特钢类:
碳结钢、合结钢、轴承钢、模具钢、弹簧钢、齿轮钢、碳工钢、低合金钢、低碳钢
3、不锈钢类:
不锈线材、不锈钢板、不锈卷板、不锈钢丝、不锈钢管、不锈无缝管、不锈焊管、不锈带钢、不锈角钢、不锈六角钢、不锈盘圆、不锈钢棒、不锈钢热轧钢带、不锈钢和耐热钢冷轧钢带、弹簧用不锈钢冷轧钢
4、有色金属:
铜、铝、铅、锌、锡、镍、钴、锑、铋、镁、镉、钛、稀贵金属。