硝盐炉等温淬火工艺替代研究
热处理工艺对高速钢性能的影响(二)

热处理工艺对高速钢性能的影响(二)赵步青;胡会峰;张丹宁【期刊名称】《热处理技术与装备》【年(卷),期】2018(039)004【总页数】5页(P1-5)【作者】赵步青;胡会峰;张丹宁【作者单位】安徽嘉龙锋钢刀具有限公司,安徽马鞍山243131;安徽嘉龙锋钢刀具有限公司,安徽马鞍山243131;南京工业大学材料科学与工程学院,江苏南京211816【正文语种】中文【中图分类】TG1562.5 等温淬火工艺对高速钢性能的影响等温淬火工艺有两种形式:其一是奥氏体化后先经550 ℃左右中性盐浴分级,再入230~280 ℃的硝盐中等温;其二是奥氏体化后直接入240~280 ℃的硝盐中等温。
前一种俗称分级等温,后一种简称等温淬火。
经等温淬火后,钢的组织中含有一定量的下贝氏体和较多的γR,经二次硬化峰温度回火后,既保持了高硬度,而且韧性有所改善,因而提高了工具的使用性能。
有报道称W18钢制螺钉模经等温淬火后,使用寿命提高8~20倍;W18钢制杆形铣刀,对于挠曲有明显改善,经回火后仍可达到64 HRC以上的高硬度;φ4~φ10 mm直柄麻花钻采用等温淬火,畸变大大改观,弯曲合格率由原常规淬火的50%~60%,提高到90%以上;经等温淬火的各种拉刀,其淬火畸变一般均能满足要求,即使有少数变形超差,在随后的校直过程中也是得心应手。
M2钢经过1230 ℃加热,600 ℃分级,然后等温淬火。
等温温度和时间对钢力学性能的影响见图11和图12,图13为230 ℃等温不同时间对力学性能的影响,图14为W18钢260 ℃等温不同时间对力学性能的影响[13]。
9341钢等温淬火工艺对力学性能的影响见图15~图18[14]。
和普通分级淬火相比,等温能提高钢的韧性、减少变形,提高了热处理成品率。
等温淬火不会提高硬度,和普通分级淬火相比,更不会提高红硬性,同行们分歧比较大,但应以数据说话。
图11 W6Mo5Cr4V钢在1230 ℃加热,在不同温度等温淬火2 h的力学性能(回火工艺:560 ℃×1 h,3次 )Fig.11 Mechanical properties of W6Mo5Cr4V steel after heating at 1230 ℃ with isothermal quenching at different temperature for holding 2 h, and temperin g process is 560 ℃ for 1 h per time, 3 times图12 W6Mo5Cr4V钢在1230 ℃加热,在不同温度等温不同时间淬火后的力学性能, 回火工艺是560 ℃×1 h,3次等温温度:1-200 ℃;2-230 ℃;3-260 ℃;4-290 ℃Fig.12 Mechanical properties of W6Mo5Cr4V steel after heating at 1230 ℃ and isothermal quenching at different te mperature and different holding time, and tempering process is 560 ℃ for 1 h per time, 3 times isothermal temperature: 1-200 ℃,2-230 ℃,3-260 ℃,4-290 ℃图13 W6Mo5Cr4V钢在1230 ℃加热,230 ℃淬火等温不同时间后的力学性能,回火工艺为560 ℃×1 h,3次 o-普通分级淬火;图中数据为三次试验结果的综合Fig.13 Mechanical pr operties of W6Mo5Cr4V steel after heating at 1230 ℃and isothermal quenching at 230 ℃ with different holding time. and tempering process is 560 ℃×1 h for 3 times. o-ordinary step quenching. The datum in the figure are the synthesis of three test results图14 W6Mo5Cr4V钢在1280 ℃加热,260 ℃淬火等温不同时间后的力学性能,回火工艺为560 ℃×1 h,3次;o-普通分级淬火;图中数据为二次试验结果的综合Fig.14 Mechanical properties of W6Mo5Cr4V steel after heating at 1280 ℃ and isothermal quenching at 260 ℃ with different holding time, and tempering process is 560 ℃×1 h, 3 times. o-ordinary step quenching, The datum in the figure are the synthesis of two test results图15 淬火等温温度对硬度和红硬性的影响,1230 ℃加热,等温淬火2 h;540 ℃回火,每次60 min,图中Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ 表示回火次数Fig.15 Effect of quenching isothermal temperature on hardness and red hardness,heating at 1230 ℃ and isothermal quenching for 2 h,and tempering at540 ℃ for 60 min each time. I, II, III, IV, V are tempering times in the diagram图16 淬火等温时间对硬度和红硬性的影响, 1230 ℃加热,270 ℃淬火等温;540 ℃回火每次60 min,图中Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ 表示回火次数)Fig.16 Effectof isothermal time on har dness and red hardness, heating at 1230 ℃,isothermal quenching at 270 ℃ and tempering at 540 ℃ for 60 min each time. I, II, III, IV, V are tempering times in the diagram图17 淬火等温温度对冲击韧性、抗弯强度和破断功的影响,1230 ℃加热,淬火等温2 h;540 ℃×1 h,4次Fig.17 Effect of quenching isothermal temperature on impact toughness, bending strength and breaking energy, heating at 1230 ℃,isothermal quenching for 2 h,tempering at 540 ℃ for1 h with 4 times2.6 回火工艺对性能的影响高速钢刀具淬火后回火的目的是消除脆性、提高韧性、提高硬度,满足刀具在切削条件下的各种性能。
18Cr2Ni4WA渗碳后等温淬火对组织与性能的影响
的综合力学性能。渗碳等温淬火试验工艺见表1。
表1渗碳等温淬火试验工艺
Tab.1 Testing proce璐of carburizing and austerpering
炉 正火 号 回火
渗碳 温度
高温 淬火温度及 等温温度及保 高温
回火 保温时间
温时间
同火
冷 低温 却 回火
l 950℃+
__——
900℃ 600℃×
图1渗碳气冷高温回火后的组织全貌 Fig.1 Micros廿1Jcture of steel 1 8Cr2Ni4WA afber
carb嘶zing锄d high·temperature tempe血g
2.1.2硬度 试验后检测心部与渗碳层硬度结果如表2。
表2等温后心部和表面硬度
Tab.2 C仰ter and surface IIardne豁after a崛terperi嚷
材料热处理技术镕Matedal&Heat TreanIlcnt
2009年7月
2a,(。) 图7不同表面状态的复合膜XRD图 Fig.7 The XRD patIems of colllposite
coating at diff毫rent state
表面粗糙度/um
时间/min
图8粗糙度对复合膜基膜结合力的影响 图9不同粗糙度复合膜摩擦曲线
2 600℃×
。__——
气冷 25h
25h
3
800℃× 15mill
240℃×15min
560℃× 200℃
280℃×15min
油
50minຫໍສະໝຸດ 也h300℃×l 5min
2实验结果及分析
2.1实验结果 2.1.1渗碳气冷高温回火组织
高速钢属莱氏体钢(2)

高速钢属莱氏体钢,含有大量合金元素,冶炼后形成大量一次共晶碳化物和二次碳化物(约占成分总量的18%~22%),这对高速钢刀具的淬火质量及使用寿命有很大影响。
高速钢淬火温度接近熔点,淬火后组织中仍有25%~35%的残余奥氏体,致使高速钢刀具容易产生裂纹和腐蚀。
下面分析影响高速钢刀具淬火裂纹和腐蚀的原因,并提出相应预防措施。
1 高速钢原材料的冶金缺陷高速钢中所含大量碳化物硬而脆,为脆性相。
一次共晶碳化物呈粗大骨骼状(或树枝状)分布于钢基体内。
钢锭经开坯压延和轧制后,合金碳化物虽有一定程度的破碎和细化,但碳化物偏析依然存在,并沿轧制方向呈带状、全网状、半网状或堆积状分布。
碳化物不均匀度随原材料直径或厚度的增加而增加。
共晶碳化物相当稳定,常规热处理很难消除,可导致应力集中而成为淬火裂纹源。
钢中硫、磷等杂质偏析或超标也是导致淬裂的重要原因。
高速钢的导热性和热塑性差、变形抗力大,热加工时易导致金属表层和内层形成微裂纹,最终在淬火时因裂纹扩展而导致材料报废。
大型钢锭在冶炼、轧制或锻造等热加工过程中形成的宏观冶金缺陷如疏松、缩孔、气泡、偏析、白点、树枝状结晶、粗晶、夹杂、内裂、发纹、大颗粒碳化物及非金属夹渣等均易导致淬火时应力集中,当应力大于材料强度极限时便会产生淬火裂纹。
预防措施为:①选用小钢锭开坯轧制各种规格的刀具原材料;②选用二次精炼电渣重熔钢锭,它具有纯度高、杂质少、晶粒细、碳化物小、组织均匀、无宏观冶金缺陷等优点;③对不合格原材料进行改锻,击碎材料中的共晶碳化物,使共晶碳化物不均匀度≤3级;④采取高温分级淬火、再高温回火的预处理工艺,通过精确控温等措施,可有效避免高速钢原材料冶金缺陷引起的淬火裂纹。
2 高速钢过热、过烧组织高速钢过热、过烧组织的特点为晶粒显着粗化,合金碳化物出现粘连、角状、拖尾状及沿晶界呈全网状、半网状或连续网状分布;钢组织内部局部熔化出现黑色组织或共晶莱氏体,形成过烧组织,显着降低晶间结合力和钢的强韧性。
分级等温淬火新工艺及其配套连续热处理生产线

分级等温淬火新工艺及其配套连续热处理生产线周世康;刘俊友;徐扬;朱瑞辉;马大卫【期刊名称】《金属世界》【年(卷),期】2015(000)002【总页数】6页(P75-80)【作者】周世康;刘俊友;徐扬;朱瑞辉;马大卫【作者单位】中国农业大学,北京100083;北京科技大学,北京100083;中国农业大学,北京100083;高州创建铸造有限公司,广东高州525200;开封市华能电炉有限责任公司,河南开封475002【正文语种】中文内容导读文章综述了等温淬火球铁(ADI)的由来和发展,介绍了ADI分级等温淬火新工艺以及与之配套的连续热处理生产线的特点,以及ADI在磨球、杂质泵壳体、齿轮等产品上的应用。
指出分级等温淬火和配套装备可以实现高性能ADI产品的高效率、低成本、稳定化生产,是一种适合国情符合环保节能要求的生产方法。
文中有多年来对ADI研究的心得和体会,谨供同行们参阅,以期进一步完善ADI生产核心工艺技术,促进ADI产业的进步和发展。
1939年,美国金属学家Bain在钢中发现通过奥氏体中温等温或连续冷却可以获得一种新的材料组织,并预言这是一种综合机械性能最好的将会得到广泛应用的材料,为纪念他的功绩,材料学中将这种组织命名为贝氏体。
随后,Mehll的研究又将贝氏体分为羽毛状上贝氏体和针片状下贝氏体。
经过5年的发展,先后在弹簧钢、工具钢、压力容器钢等多种钢件上成功应用[1],取得了突破性进展,证实了Bain的预言。
20世纪60年代末到70年代初,我国和美国、芬兰等国先后开展了贝氏体在球铁中的应用研究。
1978年的一次国际会议上,几个国家的科学家不约而同地宣布贝氏体在球铁齿轮上应用取得成功,进一步证实了Bain的预言。
不久,在曲轴、轮毂、弹簧钢板、衬套、万向联轴节等重要结构件上的应用也取得了突破,因此,贝氏体球铁被誉为20世纪80年代材料科学的重大进展。
虽然贝氏体球铁的命名到目前为止国内外还存在着争议,但为了与美国等一些发达国家接轨和交流,我国逐步改为等温淬火球铁(Austempered Ductile Iron,简称ADI)予以命名,并于2009年制定GB/T 24733—2009“等温淬火球墨铸铁件”国家标准予以肯定。
30CrMnSiNi2A钢真空等温淬火工艺研究
第4期30Cr M nSi N i 2A 钢是一类在国防军用等重点领域广泛采用的低合金超高强度钢,该钢种由前苏联引入,在30Cr M nSi A 钢的基础上提高了锰和铬的含量,并添加了质量分数1.4%~1.8%的镍[1-2],使其具备了多种优质性能,得到了军工航天设备制造业一致的喜爱和认可,在航天设备、重武器等领域应用较多。
为得到更强的材料强度、硬度、韧性、耐磨性和塑性等,30Cr M nSi N i 2A 钢一般需要进行等温淬火[3],以获得下贝氏体组织。
现今工厂大部分等温淬火采用盐浴等温淬火,存在工序繁琐、易造成环境污染、危害操作人员身体健康等诸多问题,属于航天限用工艺。
而真空等温淬火无需经过硝盐等温淬火的开水烫除盐、磨端部、吹砂、试样精磨等工序,能够直接打硬度交检,极大地提高了生产效率。
然而材料的热处理工艺不同,其性能会出现很大差异[4],为保证后续加工的顺利进行,研究30Cr M nSi N i 2A 钢真空等温淬火温度对其性能影响是其中的重要环节。
本文以30Cr M nSi N i 2A 棒料为研究对象,对其进行不同等温温度下的真空等温淬火处理,结合显微镜和力学拉伸等测试方法对热处理后的显微组织及力学性能进行表征,分析等温温度对该材料组织和力学性能的影响,可为30Cr M nSi N i 2A 钢真空等温淬火温度的选择提供理论依据和参考。
1试验材料和方法1.1试验材料本试验选取了30Cr M nSi N i 2A 钢圆型棒料进行收稿日期:2023-03-10;修订日期:2023-04-0630C rM nSi N i 2A 钢真空等温淬火工艺研究尚勇,陈浩,宋泽彬(西安航天动力机械有限公司,陕西西安710025)摘要:通过对材料进行真空等温淬火和盐浴等温淬火系列对比试验,研究了等温温度对30Cr M nSi N i 2A 钢的表观质量、金相组织和力学性能的影响,获得了30Cr M nSi N i 2A 钢真空等温淬火的工艺参数。
【CN109750139A】用于感应淬火的可控冷却系统【专利】

(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910207696.8(22)申请日 2019.03.19(71)申请人 上海颐柏科技股份有限公司地址 202150 上海市崇明区庙镇宏海公路2050号A幢8132室(72)发明人 杨景峰 寇生中 汪海斌 (74)专利代理机构 无锡市汇诚永信专利代理事务所(普通合伙) 32260代理人 顾一明(51)Int.Cl.C21D 1/10(2006.01)C21D 1/62(2006.01)C21D 11/00(2006.01)(54)发明名称用于感应淬火的可控冷却系统(57)摘要本发明公开了一种用于感应淬火的可控冷却系统,包括为系统提供具有高压的冷却剂气体的供气装置、将供气装置提供的冷却剂气体的温度调整到设定的温度的气体加热冷却装置、对冷却剂气体的温度、压力、流速进行实时监测和控制的冷却速率控制装置、将冷却剂以设定的速度、压力和角度喷射到工件的表面的喷射套、用于在工件按预定冷却速度冷却到一定温度后的贝氏体组织转变的等温转变装置和控制系统;控制系统分别与供气装置、气体加热冷却装置、冷却速率控制装置、等温转变装置相连并对其进行控制。
本技术方案克服了热处理厂使用硝盐进行等温淬火的工艺受到严重的制约的问题。
权利要求书2页 说明书5页 附图3页CN 109750139 A 2019.05.14C N 109750139A权 利 要 求 书1/2页CN 109750139 A1.一种用于感应淬火的可控冷却系统,其特征在于,包括供气装置、气体加热冷却装置、冷却速率控制装置、喷射套、等温转变装置和控制系统;控制系统分别与供气装置、气体加热冷却装置、冷却速率控制装置、等温转变装置相连并对其进行控制;供气装置为系统提供具有高压的冷却剂气体;气体加热冷却装置将供气装置提供的冷却剂气体的温度调整到设定的温度;冷却速率控制装置对冷却剂气体的温度、压力、流速进行实时监测,对进入喷射套的冷却剂气体的压力、温度、流量进行控制;喷射套将冷却剂通过喷射孔以设定的速度、压力和角度喷射到工件的表面,使工件按预定的冷却速度冷却;等温转变装置提供一个恒定温度的场所,用于在工件按预定冷却速度冷却到一定温度后的贝氏体组织转变。
真空热处理的发展与关键技术

真空热处理的发展与关键技术D evelopm en t of V acuum H eat2treatm en t and Its Key T echn ique王广生 王志刚(北京航空材料研究院) W ang Guangsheng W ang Zh igang(In stitu te of A eronau ticalM aterials,B eijing)[摘要] 介绍了真空淬火、真空回火、真空和离子化学热处理的最新发展及关键技术,提出了真空热处理研究发展方向。
关键词:真空热处理 真空淬火 真空回火 真空化学热处理[Abstract] T he latest developm en ts in vacuum quench ing,vacuum tem p ering,vacuum and o r chem ical heat2treatm en t w ere in troduced1T he p ro sp ect of these techno logies has been po in ted ou t after a discu ssi on on key techn ique1 Keywords:vacuum heat treatm en t vacuum quench ing vacuum tem p ering vacuum chem i2 cal heat treatm en t1 前言 真空热处理具有无氧化、无脱碳、可保持零件表面光亮的热处理效果,同时可使零件脱脂、脱气、变形小、节能、不污染环境且便于自动控制等优点,近年已被广泛采用。
现在,该技术已发展成为热处理学科中的一个重要分支。
真空热处理已由简单的真空退火、真空除气向真空淬火、真空回火、真空化学热处理方向发展。
航空工业对热处理质量不断提出更高的要求,真空热处理在该领域中的应用更为广泛。
本文将对真空热处理技术的发展及关键问题进行综合分析和述评。
硝盐炉等温淬火烟气处理方式

硝盐炉等温淬火烟气处理方式1.引言1.1 概述概述部分的内容可以包括以下方面:硝盐炉等温淬火烟气处理技术是一种用于高温工艺中处理烟气的先进方法。
在高温工艺中,温度升高会产生大量的废气和有害物质,对环境和人体健康造成严重影响。
因此,研发和应用烟气处理技术,尤其是硝盐炉等温淬火烟气处理技术,具有重要意义。
硝盐炉等温淬火烟气处理技术是一种能够有效地降低工业生产过程中产生的烟气排放的方法。
该技术利用硝盐炉等温淬火工艺,对高温工艺中产生的烟气进行净化处理,减少有害物质的排放。
硝盐炉等温淬火烟气处理技术采用高效的氧化和还原反应,将烟气中的有机物和无机物转化为无害的气体并使其稳定,从而达到净化烟气的目的。
该技术具有处理效率高、操作简便、能耗低、净化效果好等优点。
通过对烟气中各种有害物质进行高效的氧化和还原反应,硝盐炉等温淬火烟气处理技术能够大大降低烟气的有害物质浓度,使其达到国家排放标准,保护环境和人类健康。
硝盐炉等温淬火烟气处理技术具有广泛的应用前景。
随着环保意识的增强和环境法规的不断加强,越来越多的企业和工厂开始关注烟气处理问题,寻求高效、节能、环保的烟气处理技术。
硝盐炉等温淬火烟气处理技术作为一种先进的方法,将成为未来烟气处理领域的重要方向,为改善环境质量和保护人类健康做出积极贡献。
综上所述,本文将重点介绍硝盐炉等温淬火烟气处理技术的工作原理、应用及其在环保领域的重要性。
通过对该技术的深入探讨,可以为相关行业提供科学、有效的烟气处理解决方案,为实现可持续发展和环境友好型工业生产做出积极贡献。
1.2 文章结构文章结构部分的内容可以包括以下内容:文章结构部分主要介绍了本文的组织结构,以帮助读者更好地理解全文的内容和逻辑结构。
首先,本文分为引言、正文和结论三个部分。
引言部分主要包括概述、文章结构和目的。
- 概述部分介绍了硝盐炉等温淬火烟气处理方式的主题背景和重要性,引起读者的兴趣。
- 文章结构部分即本节的内容,将介绍全文的结构和各个部分的内容安排,帮助读者了解全文的整体框架。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料化学成分如表1所示。 (2)试验设备 淬火试验
3.05
1930
空冷
2
1386
1140
37~42.5
4#试样 38.5 39 40 40 43 43.5 38.5 39 43 43.5
5#试样 39 39 39 38.5 43 43 39 38.5 42.5 42.5
冷却方式 硝盐炉
空冷(盘) 油冷 流态床 箱式炉
技术要求
表5 LH2冷却方式对中心硬度的影响
(HRC)
1#试样 38.5 38.5 38.5 39.5 43 43 38.5 39 39 38.5
2. 试验结果
(1)不同冷却方式对渗层 表面硬度的影响 渗碳层深度为 0.95~1.15mm的试样,采用不同 淬火冷却方式处理后表面硬度如 表2、表3所示。
(2)不同冷却方式对中心 硬度的影响 渗碳层深度为0.95 ~1.15mm的试样,采用不同淬
表1 18Cr2Ni4WA合金棒材成分(质量分数) (%)
硝盐炉作为传统热处理加热 设备,具有加热速度快、操作简 单等优点,被广泛用作中小结 构件热处理设备,同时也是实现 典型材料渗碳件等温淬火工艺的 主要途径,但硝盐炉存在的环境 污染、安全隐患、能源消耗和浪 费问题不容忽视。从技术发展 和可持续发展出发,需对现有 硝盐炉等温淬火工艺或设备进 行替代。硝盐等温淬火工艺涉及 18C r2N i4WA材料渗碳件,本文 试验针对18C r2N i4WA材料渗碳 件空冷、油冷等淬火方法代替硝 盐等温淬火可行性进行验证,同 时采用流态粒子炉进行尝试性等 温淬火试验。
采用井式渗碳炉对试件/试样进 行渗碳、高温回火处理,采用保 护气氛热处理炉加热,硝盐炉、 油槽等设备淬火;采用电炉回 火、冰冷机冷处理。
试验过程硬度检测采用全洛 氏硬度计,金相检测采用光学显 微镜,性能检测采用拉伸试验机 及冲击试验机。
(3)试验工艺 试件渗碳
层深度为0.95~1.15mm,冷却方 式选择油冷、空冷、硝盐、流态 粒子炉(流态床)等。
表6 冷却方式对材料室温力学性能的影响
冷却方 试样 抗拉强度 屈服强度 断面伸长率 断面收缩率 硬度HBW 冲击韧度
式 编号 /MPa
/MPa
(%)
(%)
(d)
/kJ·m-2
1
1242
1052
19.0
61
3.14
1316
硝盐
2
1237
1058
14.5
62
3.14
1419
1
1380
1092
17.5
66
炉代号
C
Mn
Si
Cr
Ni
W
Fe
LH1
0.17 0.41
0.23
1.51
4.34
0.88
余
LH2
0.16 0.42
0.27
1.48
4.26
0.91
余
LH3
0.16
0.4
0.24
1.49
4.38
0.85
余
冷却方式 硝盐炉
空冷(盘) 油冷 流态床 箱式炉
技术要求
表2 LH1冷却方式对渗层硬度的影响
1#试样 60 62 60.5 61 61
2#试样 39 38.5 39.5 39 42.5 43 38.5 39 39 39
3#试样 38.5 38.5 39 39.5 42 42.5 38.5 38.5 44 43.5
37~42.5
4#试样 39 38.5 39 39.5 42 42.5 38.5 38.5 42 43
5#试样 38.5 39 39.5 39.5 43 42.5 38.5 39 43 42
H eat-treatment Technology
热处理工艺
硝盐炉等温淬火工艺替代研究
■ 刘永,施国梅,罗美龙,薛怡然
扫码了解更多
摘要:通过选取不同冷却方式对18Cr2Ni4WA材料渗碳件进行淬火处理,检测试样渗层、中心硬度及组织性能,以确定适合 替代硝盐炉等温淬火工艺的方法或设备。结果表明:经硝盐炉和流态粒子炉等温淬火后试样的渗层、中心硬度及组织性能基 本相当,均满足零件加工技术要求,流态粒子炉可作为恒温冷却设备进行18Cr2Ni4WA材料渗碳件等温淬火处理。 关键词:渗碳件;等温淬火;硬度;流态粒子炉
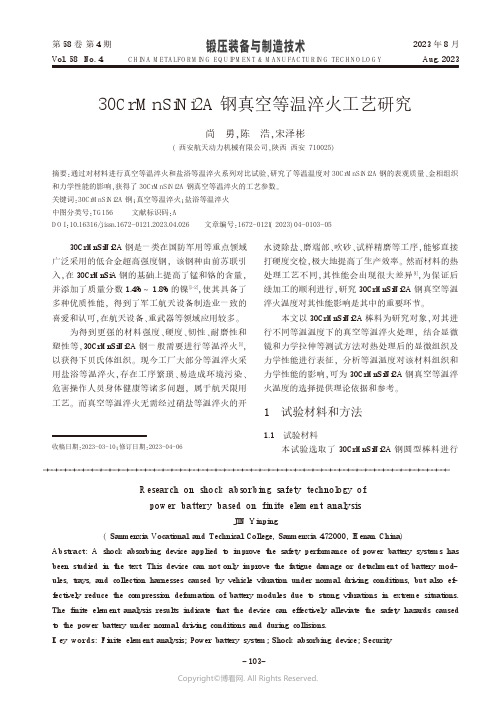
(a)渗层组织
(b)试样中心组织 图1 硝盐冷却试样渗层及中心组织
(a)渗层组织
(b)试样中心组织 图2 空气冷却试样渗层及中心组织
(a)渗层组织
(b)试样中心组织
图3 流态床冷却试样渗层及中心组织
表3 LH2冷却方式对渗层硬度的影响
(HRC)
冷却方式 硝盐炉
空冷(盘) 油冷
流态床 箱式炉 技术要求
1#试样 60 60 62 61 62
2#试样 61 61 62 61.5 62
3#试样 60 61.5 62 61.5 61.5 ≥60
4#试样 60 61.5 61.5 61 62
5#试样 60.5 61.5 61.5 61 61.5
表4 LH1冷却方式对中心硬度的影响
(HRC)
冷却方式 硝盐炉
2#试样 60 61.5 61 61 61
3#试样 60 61.5 61.5 61.5 62 ≥60
4#试样 1 61.5 61 63
热加工
37 2018年 第6期
H eat-treatment Technology
空冷(盘) 油冷 流态床 箱式炉
技术要求
1#试样 38.5 38.5 38.5 39 43 42.5 39 38.5 40 40
2#试样 38.5 39 39 38.5 42.5 43.5 39.5 39 37.5 38
3#试样 38.5 38.5 40 40 44 43.5 38.5 39 44 43.5
热处理工艺
火冷却方式处理后中心硬度如表 4、表5所示。
(3)不同冷却方式对室温 力学性能的影响 按典型件的工 艺及标准,对模拟渗碳后的试样 进行不同冷却方式淬火试验及室 温力学进行测试,结果如表6所 示。
(4)不同冷却方式对金相 组织的影响 试验选取了LH1不 同渗层深度的试样进行硝盐炉、 空气、流态床淬火冷却,并对其 进行了渗层及中心组织检查,结 果如图1~图3所示。