变速器装配工艺卡
倒档变速叉工序卡word版

铸造
1
1
设备名称 设备型号
立式铣床
X51
设备牌号 同时加工件 1
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工序工时 工位器具名称 准终 单件
工
步
工步内容
号
1 精铣 R34 端面
工艺装备
面铣刀,游标卡尺
主轴转 切削速
速/
度/
r/min m/min
360
30
进给量
mm/r
0.4
切削 深度 mm
1.5
进 给 公步工时 次数
面铣刀,游标卡尺
主轴转 切削速
速/
度/
r/min m/min
380 95.456
进给量
mm/r
0.8
切削 深度 mm
1.8
进 给 公步工时 次数
机动 辅助
1 0.14
机械加工工序卡片
产品型号 产品名称 倒档变速叉
零件图号 零件名称
车间 机加工
倒档变速叉
工段 二
共6页 第6页
工序号 材料牌号
80
HT200
工
步
工步内容
号
1
粗铣Φ24 右端面
工艺装备
面铣刀,游标卡尺
主轴转 切削速
速/
度/
r/min m/min
360
30
进给量
mm/r
0.4
切削 深度 mm
1.5
进 给 公步工时 次数
机动 辅助
1 0.13
机械加工工序卡片
产品型号 产品名称 倒档变速叉
零件图号 零件名称
车间 机加工
倒档变速叉
装配工艺过程卡片(模板)
标记
处数 更改文件号 签字
日期
标记
处数 更改文件号
签字
日期
装配工序卡片
工 序 序 号 1 2 3 4 5 6 7 8 9 10 11 工序名称 工序内容 装配部门
产品型号 产品名称
φ1400×8 C02再生塔
零件图号 零件名称
筒体段
共1页 第 1页 工时 定额 min
设备及工艺设备
辅助材料
描图 描校 Leabharlann 图号 装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)
装配工序卡片产品型号14008零件图号产品名称零件名称工序名称工序内容装配部门设备及工艺设备辅助材料1011描图底图号装订号设计日期审核日期标准化日期会签日期签字日期标记更改文件号签字日期标记更改文件号c02再生塔工时定额min装配工艺过程卡片产品型号零件图号产品名称零件名称工序名称车间工段设备工序工时简图
变速器换挡叉工艺工序卡
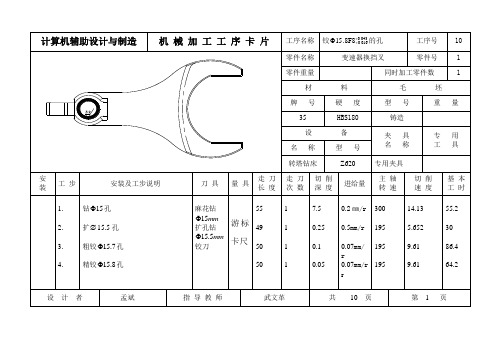
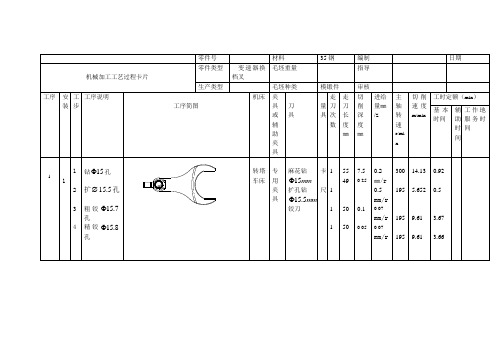
计算机辅助设计与制造机械加工工序卡片工序名称铰043.0016.08F8.15++Φ的孔工序号10零件名称变速器换挡叉零件号 1零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号转塔钻床Z620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4.钻15Φ孔扩∅15.5孔粗铰15.7Φ孔精铰15.8Φ孔麻花钻15mmΦ扩孔钻15.5mmΦ铰刀游标卡尺5549505011117.50.250.10.050.2㎜/r0.5mm/r0.07mm/r0.07mm/rr30019519519514.135.6529.619.6155.23086.464.2 设计者孟斌指导教师武文革共10 页第 1 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口19 5.9⨯两内侧面工序号10零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口19 5.9⨯两内侧面硬质合金立铣刀游标卡尺卡板50 1 2mm 0.15mm 450r/min 56.52m/min 10 设计者孟斌指导教师武文革共10 页第 2 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣16x56两侧面工序号30零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣16x56两侧面高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板70 1 2mm 0.08mm/r 165r/min 20.7m/min 20设计者孟斌指导教师武文革共10 页第 3 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口前后两侧面工序号40零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ15β=︒游标卡尺卡板55 1 2mm 0.08mm/r165r/min 26.7m/min60设计者孟斌指导教师武文革共10 页第 4 页计算机辅助设计与制造机械加工工序卡片工序名称切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面工序号50零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4. 切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面切槽刀高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板55254055222222220.15mm/r0.08mm/r0.08mm/r0.05mm/r190r/min165r/min165r/min165r/min8.35m/min20.7m/min20.7m/min20.7m/min2471218设计者孟斌指导教师武文革共10 页第5 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口两内侧面工序号60零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口两内侧面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板50 1 0.2mm 0.08mm/r 115r/min 14.4m/min20设计者孟斌指导教师武文革共10 页第6页计算机辅助设计与制造机械加工工序卡片工序名称精铣16x56两侧面工序号70零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16x56两侧面高速立铣刀游标卡尺卡板701mm 0.2mm 0.08mm/r/r115r/min 14.426设计者孟斌指导教师武文革共10 页第7 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口前后两侧面工序号80零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ8β=︒游标卡尺卡板55 1 0.2mmm 0.08mm/r 29.5r/min 20.8m/min 74设计者孟斌指导教师武文革共10 页第8页计算机辅助设计与制造机械加工工序卡片工序名称精铣16.5x42.9面工序号90零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16.5x42.9面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板55 1 0.2 0.08mm/r 115r/min 14.4m/s 30设计者孟斌指导教师武文革共10 页第9 页计算机辅助设计与制造机械加工工序卡片工序名称攻螺纹M10x1-H7工序号100零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号钳工台专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时攻螺纹M10x1-H7 M10丝锥27 1 5 1.25mm/r 190r/s 5.97m/s 86设计者孟斌指导教师武文革共10 页第10 页。
变速器工艺卡
专用夹具
切槽刀
高速钢镶齿三面刃铣刀
卡
板
1
1
1
1
55
25
40
55
2
2
2
2
0.15
0.08
0.08
190
165
165
165
8.35
20.7
20.7
20.7
0.38
0.11
0.18
0.25
VI
1
1
精铣叉口两内侧面
卧式铣床
专用夹具
高速钢镶齿三面刃铣刀
卡
板
1
50
0.2
0.08
115
14.4
0.31
VII
115
14.4
0.34
X
1
1
攻螺纹M6x1-H7
M6丝锥
1
27
5
1.25
r/min
190
5.97
1.43
武汉科技学院
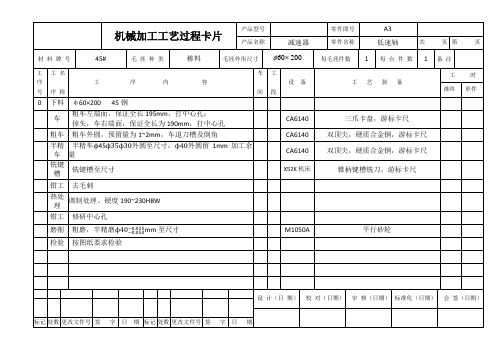
机械加工工艺过程卡片
产品型号
CA10B
产品型号
CA10B(解放汽车)
共1页
产品名称
变速器换挡叉
零件名称
ห้องสมุดไป่ตู้心轴
第1页
材料牌号
35钢
毛坯种类
铸件
毛坯外型尺寸
每毛坯件数
4000
每台
件数
备注
2.6kg
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸造
铸造毛坯
2
粗铣
粗铣Φ15、Φ50上,下端面
变速器箱体加工工艺规程及其工艺卡设计
题目变速器下箱体加工工艺规程学生姓名李勇专业班级机械设计制造及其自动化1班学号指导教师连峰完成时间2015年7 月23日目录一制定箱体加工工艺规程的原始材料 (1)1零件工作图和必要的装配图 (1)2零件的生产纲领和生产类型 (1)3毛坯的生产条件和供应条件 (1)4本厂的生产条件 (1)5各有关手册、标准和指导性文件 (1)二减速器箱体加工工艺规程的步骤和内容...........................1阅读装配图和零件图............................................2工艺审查.......................................................3熟悉和确定毛坯................................................4拟定机械加工工艺路线.........................................4.1加工方法的选择..............................................4.2定位基准....................................................4.3工序顺序的安排..............................................4.4热处理工序的安排............................................4.5辅助工序的安排..............................................5确定工艺设备()..............................................5.1选择机床....................................................5.2选择量具5.3选择夹具5.4选择刀具.....................................................5.5专用机床设计任务书5.6确定加工工艺路线6确定技术要求和检验方法7确定加工余量、计算工序尺寸和公差8确定切削用量...................................................8.1粗、精铣切削用量............................................8.2钻削加工切削用量的选择......................................8.3基本时间的确定.............................................. 9确定时间定额10填写工艺文件减速器成品图一制定箱体加工工艺规程的原始材料1零件工作图和必要的装配图2零件的生产纲领和生产类型大批量3毛坯的生产条件和供应条件4本厂的生产条件5各有关手册、标准和指导性文件1 减速器实用技术手册编辑委员会编. 《减速器实用技术手册》北京:机械工业出版社, 19922 冯辛安主编.《机械制造装备设计》第2版大连理工大学北京:机械工业出版社, 2007.123 黄如林主编.《切削加工简明实用手册》北京:化学工业出版社,2004.74 戴曙主编. 《金属切削机床》北京:机械工业出版社, 2005.15冯之敬主编《机械制造工程原理》清华大学出版社,2008.66邢闽芳主编《互换性与技术测量》清华大学出版社,2007.4二减速器箱体加工工艺规程的步骤和内容1阅读装配图和零件图装配零件主视图零件左视图及局部视图2工艺审查减速器的主要加工表面为孔系和平面,为了保证箱体部件的装配精度,对箱体零件的加工,主要有如下技术要求:支承孔的尺寸精度、形状精度和表面粗糙度箱体上的主要支承孔(主轴孔)尺寸公差等级为IT6级,圆度为0.006~0.008mm,表面粗糙度值为Ra0.4~0.8um.其他支承孔的尺寸公差等级为IT6~IT7级,圆度为0.01mm左右,表面粗糙度值为Ra1.6~3.2um。
减速器工艺卡片
工步工步工步工步工步工步工步工步工步工步产品名称一级齿轮减速器零件名称低速轴端盖共 1 页第 1 页材料牌号HT150 毛坯种类棒料毛坯外形尺寸Ø90*30每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 下料选择Ø90*30的铸铁棒料2 粗车以外圆为粗基准粗车两端面,打中心孔车床YG8硬质合金车刀、三爪卡盘3 粗车以中心孔两为基准车大外圆至φ84,车外圆至φ71,车小外圆至φ66,车退刀槽3*1车床YG8硬质合金车刀、双顶尖4 半精车以两中心孔为基准半精车外圆至φ68 车床YG8硬质合金车刀、双顶尖5 钳工划螺纹孔、中心孔的加工线游标高度尺6 钻孔钻4*4的孔并攻丝至∅5,钻φ48的中心盲孔摇臂钻床高速钢钻头、可卸盖式钻具、手用丝锥7 半精铣半精铣透盖的两个端面至L=23mm 立式铣床直柄立铣刀8 车车端盖一端的锥形孔车床YG8硬质合金车刀、三爪卡盘9 处理去毛刺、倒棱边、清洗10 检验检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)工步机械加工工序卡片产品型号零件图号产品名称一级齿轮减速器零件名称低速轴端盖共 1 页第 1 页车间工序号工序名称材料牌号6 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ø90*30 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z35 1夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ48的中心盲孔硬质合金麻花钻φ40 170 25.5 0.50 24 12 钻4*4的孔并攻丝至∅5硬质合金麻花钻φ4、手用丝锥1320 16.5 0.50 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号零件图号产品名称一级齿轮减速器零件名称低速轴透盖共 1 页第 1 页材料牌号HT150 毛坯种类棒料毛坯外形尺寸Ø90*25每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 下料选择Ø90*25的铸铁棒料2 粗车以外圆为粗基准粗车两端面,打中心孔车床YG8硬质合金车刀、三爪卡盘3 粗车以中心孔两为基准车大外圆至φ84,车外圆至φ71,车小外圆至φ66,车退刀槽3*1车床YG8硬质合金车刀、双顶尖4 半精车以两中心孔为基准车外圆至φ68 车床YG8硬质合金车刀、双顶尖5 钳工划中心孔及螺纹孔的加工线游标高度尺6 钻孔钻φ40的中心孔,钻4*4的孔并攻丝至∅5摇臂钻床高速钢钻头、可卸盖式钻具、手用丝锥7 半精铣半精铣透盖的两个端面至L=21mm 立式铣床直柄立铣刀8 半精镗镗中心孔至φ42,镗透盖的两端的圆孔及中部的环槽镗床简易浮动镗刀、镗模9 处理去毛刺、倒棱边、清洗10 检验检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称一级齿轮减速器零件名称低速轴透盖共 1 页第 1 页车间工序号工序名称材料牌号6 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ø90*25 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ40心孔,硬质合金麻花钻φ40 160 20 0.50 20 12 钻4*4的孔并攻丝至∅5硬质合金麻花钻φ4、手用丝锥1250 15.6 0.50 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工艺过程卡片产品型号零件图号产品名称一级齿轮减速器零件名称高速轴端盖共 1 页第 1 页材料牌号HT150 毛坯种类棒料毛坯外形尺寸Ø75*30每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 下料选择Ø75*30的铸铁棒料2 粗车以外圆为粗基准粗车两端面,打中心孔车床YG8硬质合金车刀、三爪卡盘3 粗车以中心孔两为基准车大外圆至φ72,车外圆至φ58,车小外圆至φ53,车退刀槽3*1车床YG8硬质合金车刀、双顶尖4 半精车以两中心孔为基准半精车外圆至φ55 车床YG8硬质合金车刀、双顶尖5 钳工划螺纹孔、中心孔的加工线游标高度尺6 钻孔钻4*4的孔并攻丝至∅5,钻φ35的中心盲孔摇臂钻床高速钢钻头、可卸盖式钻具、手用丝锥7 半精铣半精铣透盖的两个端面至L=24mm 立式铣床直柄立铣刀8 车车端盖一端的锥形孔车床YG8硬质合金车刀、三爪卡盘9 处理去毛刺、倒棱边、清洗10 检验检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)工步机械加工工序卡片产品型号零件图号产品名称一级齿轮减速器零件名称低速轴端盖共 1 页第 1 页车间工序号工序名称材料牌号6 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Ø75*30 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ35的中心盲孔硬质合金麻花钻φ35 200 21.9 0.50 17.5 12 钻4*4的孔并攻丝至∅5硬质合金麻花钻φ4手用丝锥1250 15.6 0.50 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工艺过程卡片产品型号零件图号产品名称一级齿轮减速器零件名称高速轴透盖共 1 页第 1 页材料牌号HT150 毛坯种类棒料毛坯外形尺寸∅75*30 每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 下料选择75*30的铸铁棒料2 粗车以外圆为粗基准车端面,打中心孔车床YG8硬质合金车刀、三爪卡盘3 粗车以中心孔两为基准车大外圆至φ72,车外圆至φ58,车小外圆至φ53,车退刀槽3*1车床YG8硬质合金车刀、双顶尖4 半精车以两中心孔为基准车外圆至φ55 车床YG8硬质合金车刀、双顶尖5 钳工划中心孔及螺纹孔的加工线游标高度尺6 钻孔钻φ25的中心孔,钻4*4的孔并攻丝至∅5摇臂钻床高速钢钻头、可卸盖式钻具、手用丝锥7 半精铣半精铣透盖的两个端面至L=24mm 立式铣床直柄立铣刀8 半精镗镗中心孔至φ27,镗透盖的两端的圆孔及中部的环槽镗床简易浮动镗刀、镗模9 处理去毛刺、倒棱边、清洗10 检验检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称一级齿轮减速器零件名称高速轴透盖共 1 页第 1 页车间工序号工序名称材料牌号6 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料∅75*30 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液平口钳工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ25的中心孔,硬质合金麻花钻φ25 250 19.5 0.50 12.5 12 钻4*4的孔并攻丝至∅5硬质合金麻花钻φ4、手用丝锥1250 15.6 0.50 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
变速箱部件装配工艺
变速箱部件装配工艺变速箱部件装配工艺一、装配前的准备工作1、零件的清洗1)加工件的清洗,按照图纸清单,对照数目的要求逐一核实,并确认零件的外观质量,符合图纸要求2)各箱体与润滑油孔用煤油清洗,滚动轴承类标准件使用汽油清洗3)在各箱体清洗好后,将箱体内外漆防锈漆,箱体底部漆两遍2、按图纸设计要求的零件清单表去领取各标准件,核实清单数目,标准件的型号,外观处良好状态,并保持清洁3、零件的检测1)零件加工件的全尺寸检测,并记录好。
对重要的加工零件尺寸,必须满足图纸的尺寸公差要求,对装配的尺寸还要满足装配要求2)各箱体焊件剖分面的检测,及其安装轴承的中心线与其余轴承中心线在水平方向上平行度不大于0.03mm,在垂直方向上平行度不大于0.02mm4、装配过程中,使用的资料、工具、量具、冶具等的准备1)资料如:装配图纸零件图纸等2)量具如:水平仪游标卡尺直角尺带u 表的高度计塞尺等3)工具如:铜棒方块铝条各种钣手内六角等5、装配区域的5S准备二、变速箱部件主体装配1、在清洁好的标识装配处,将下箱体放置好,使用量具水平仪测量,并微调整使测量仪器上读数:在中间刻度线上。
2、将序号11、13、10、7代表的零件依次从输出轴细端侧放入,在如图位置侧;把序号17一双列圆锥滚子轴承,油脂润滑,并在与其相配合的轴的表面涂油,把轴承从输出轴细端侧放入,在对齐好后,使用铜棒轻轻地敲入,使之靠紧侧面的轴肩;将序号20键的工作面与轴上的键槽在对齐好后,使用铜棒轻轻地敲入,使其紧靠轴的键槽底部,并很平整;同样,把序号43一双列圆锥滚子轴承,油脂润滑,并在与其相配合的轴的表面涂油,把轴承从输出轴细端侧放入,在对齐好后,使用铜棒轻轻地敲入,并让轴承与轴肩距离5mm左右;3、把组装好后,并放置在下箱体对应的半圆形槽内,调整轴方向距离,用直角尺检测并使轴承与下箱体对应侧面平齐,用铜棒轻敲两侧,使轴两侧平整、平稳;用带u 表的高度计检测,并确认两轴承中心线与剖分面的不重合度不大于0.1mm4、把序号7放置好,使用螺钉固定拧紧,然后把序号10放置好,序号11、12、13放置好,使用内六角拧紧5、将序号14从轴细端侧放入,用铜棒轻轻地敲入,直到轴承靠紧,不动为止,用序号45固定压盖压好,同时把序号46、47放置好后拧紧;用塞尺检测并确认序号45固定压盖与下箱体接触面无缝隙;再检测确认两轴承中心线与剖分面的不重合度0.1mm以内6、在序号6中下箱体装配之前,把两圆锥销20直径,按图纸要求位置处,使用铜棒轻轻地敲入,但不高出中下箱体的下剖分面;(以下操作中注意吊车的使用,以及吊绳检测、使用方法)将两箱体相配合的剖分面均涂上密封胶,缓缓移动在两剖分面放好后,微调整,在两圆锥销与孔对齐好后,将圆锥销缓缓敲入,保证圆锥销在下箱体中长度为25mm左右;检测确认相配合箱体的边缘对齐,相互错位每边不大于2mm,再用0.05mm塞尺检测确认剖分面配合情况,以塞尺不通过剖分面宽度1/3为合格;7、把喷油管装好后,将序号57、58、59放置好,均匀用力拧紧;序号60、61、62把合螺栓放置好后,以预紧力拧紧,注意预紧力适宜8、轴序号5的装配。
机械装配工艺卡
工时(min)
一
作业准备:
装主轴双联齿工装
1
根据本工序要求,对本工序的零部件进行清洁及检查。
装钢丝挡圈ф25×2工装
2
确认前道工序与自己装配的相关零部件无误后,才可开始装配。
二
装配作业:
1
用1件主轴、1件主轴双联齿、2件定位弹簧、4件钢球ф6、2件钢丝挡圈Φ25×2部装成主轴组件。
三
技术要求:
1
双联齿在主轴上能滑动。
2
双联齿与主轴滑动不能过松,检验方法:手试。
编制(日期)
设计(日期)
审核(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
xxxxx机械制造有限公司
装配工艺卡片
产品型号
部件图号
共 页
产品名称
微耕机
部件名称
变速箱
第1 页
工序号
1
工序名称
主轴部装
车间
工段
设备
工艺工时
12
11
10
9
8
7
6
5
钢丝挡圈Φ25×2
2
4钢球ф643源自定位弹簧22
主轴双联齿
1
1
主轴
1
序号
零(部)图号
零(部)件名称
数量
装备所需要零(部)件
序号
作业内容
工艺装备
装配钳工:表35减速器装配工艺卡片
部装
2T输入轴与齿轮安装
压力机、纯铜棒、橡胶锤
2-2中间轴与诲轮安装
压力机、纯铜棒、橡胶锤
2-3输出轴与齿轮安装
压力机、纯铜棒、橡胶锤
3
轴承
安装
3-1输入轴与轴承安装
压力机、纯铜棒、橡胶锤
3-2中间轴与轴承安装
压力机、纯铜棒、橡胶锤
3-3输入出抽与轴承安装
压力机、纯铜棒、橡胶锤
4
总装
4-1输入轴部件装入箱体
表3.5减速器装配工艺卡片
装配工艺过程卡片
产品型号
部件图号
共
产品名称
二级减速器
部件名称
第
工序号
工序名称
工序内容
装配部门
设备及工艺装备
辅助
材料
工时
定额
1
准备
1-1装配前的准备工作
1-2检查零件的完备情况
1-3熟悉图样和零件清单、装配任务、
准备合适的工具、量具
1-4去毛刺并清洗零件
清洗机、空压机、油石
清洁
纯铜棒、橡胶锤
4-2中间轴部件装入箱体
纯铜棒、橡胶锤
4-3输出轴部件装入箱体
纯铜棒、橡胶锤
4-1调整间隙、检验、达装配技术要求
游标卡尺、扳手、卡簧钳等
4-5涂密封胶
4-6上箱盖压盖安装
空压机、内六角扳手、螺钉旋具、活络扳手
4-7轴承端盖安装
空压机、内六角扳手、蟠钉旋具、活络扳手
4-8上小方盖、油封、透气罩、螺塞安
内六角扳手、螺钉旋具、活络扳手
5
试车
5T加油、试车、检验
试车台位
6
入库
6T清理、油漆、包装、入库
标记
变速叉工艺卡片
铣床
X51
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
主轴转速 r/min
切削速度 进给量 背吃刀量 m/min mm/r mm
进给次数
工步工时 机动 辅助
24 24 0.5
设 计(日 期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
机械加工工序卡片
产品型号 产品名称
工步号
工 步内
容
1 钻φ3mm 孔
2 去内孔毛刺
工艺装备
Φ3mm 钻头 铰刀
零件图号
零件名称 变速叉
共
页 第 11 页
车间
钻床车间
毛坯种类 铸件
工序号
70
毛坯外形尺寸
工序名称
钻∮3 孔
每毛坯可制件 数
1
材料牌号
ZG45
每台件数
1
设备名称
设备型号
设备编号 同时加工件数
切削液 乳化液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
主轴转速 r/min
切削速度 m/min
进给量 背吃刀量 mm/r mm
进给次数
工步工时 机动 辅助
160
40
0.08
2
2
标 记
处数 更改文件号
签
字 日 期 标记 处数 更改文件号
签
字
设 计(日 期) 日期
审 核(日期)
标准化(日期) 会 签(日期)
毛坯种类
工序号
35