焊接工艺流程卡
焊接工艺卡
焊接工艺卡
NFHG-HJ-AE-0001单位名称:使用工程名称:
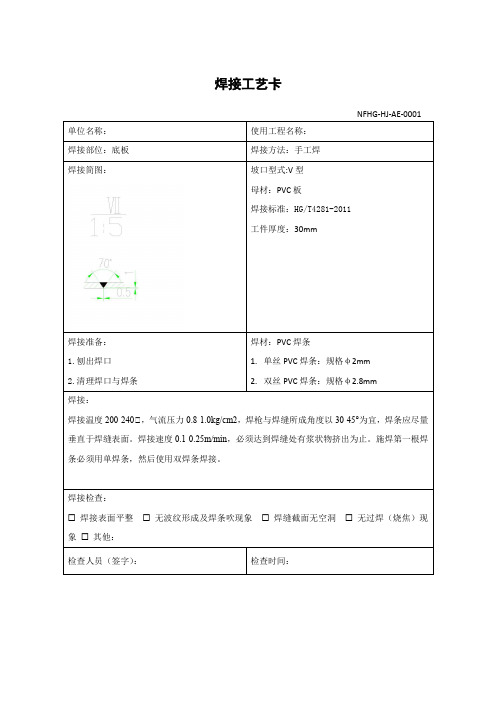
焊接部位:底板焊接方法:手工焊
焊接简图:坡口型式:V型
母材:PVC板
焊接标准:HG/T4281-2011
工件厚度:30mm
焊接准备:
1.刨出焊口
2.清理焊口与焊条焊材:PVC焊条
1.单丝PVC焊条:规格φ2mm
2.双丝PVC焊条:规格φ2.8mm
焊接:
焊接温度200-240℃,气流压力0.8-1.0kg/cm2,焊枪与焊缝所成角度以30-45°为宜,焊条应尽量垂直于焊缝表面。
焊接速度0.1-0.25m/min,必须达到焊缝处有浆状物挤出为止。
施焊第一根焊条必须用单焊条,然后使用双焊条焊接。
焊接检查:
☐焊接表面平整☐无波纹形成及焊条吹现象☐焊缝截面无空洞☐无过焊(烧焦)现象☐其他:
检查人员(签字):检查时间:
焊接工艺卡焊接简图:。
焊装工艺流程卡

用气吹吹净内腔的铁屑;
码放整齐后对所有切口涂防锈油(按计划在两天内使用的可不刷);
4) 自检:方钢规格、长度尺寸符合图纸要求;
检查杆件直线度,不得有明显弯曲和扭曲变形;
断口整齐,无毛刺;
5) 材料堆放:下好的料应有序的堆放在指定的地方,并注明车型。
8) 侧窗止口焊接:根据图纸要求,在腰梁上沿点焊侧窗止口,内侧间距为100~200mm,外侧80~120mm,保证所有止口上端平直,止口两段必须焊接牢固,同时点焊侧围处包角与骨架固定,对所有焊点涂防锈漆;
9) 打磨:用角磨机把高于工作表面焊瘤磨平,并在焊接部位刷涂防锈漆;
10) 自检:腰梁上下直线度±3mm,任意1米内上下凹凸小于3mm;窗框尺寸符合图纸要求,长度公差为±3mm,高度公差为0~2mm,对角线偏差小于3mm,侧舱门框符合图纸设计尺寸要求,对角线误差小于3mm;
8. 侧后封板焊装
1) 备料:查阅生产计划表及车辆配置状态表确认车辆配置要求,取来相应侧后封板,检查有无凹凸不平,带进气口封板是否正确;
2) 试装:把侧后封板试装入两侧带弧杆件的进气孔洞外表面,封板后端折边处与侧围后立柱断面相平,最底端与蒙皮上止口处相平,前端弧形止口(折边)与侧围弧杆件距离控制在30~35mm间(部分车型用样板定位),并保持均匀,取下封板并休整相干涉部位;
8) 打磨:用角磨机把高于工作表面焊瘤磨平,并涂防锈漆;
9) 自检:重新检查所有焊接材料的安装尺寸,并标车型、车号。总长度公差±5mm,对角线差小于5mm;天窗换气扇孔、空调进出风口孔洞长宽公差1~2mm,对角线差不大于2mm,空调蒸发器冷凝器支架尺寸符合空调安装尺寸,预埋板位置应符合图纸设计要求,焊接应牢固;
焊接工艺卡标准模板
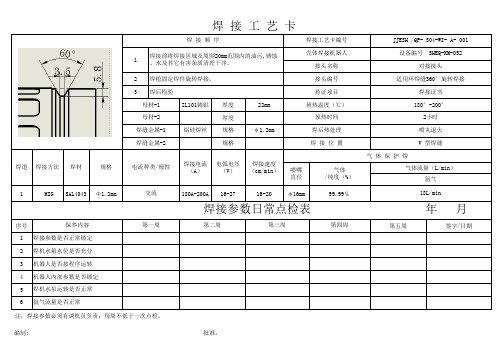
23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456注:焊接参数必须有调机员负责;每周不低于一次点检。
焊接参数是否正常锁定焊机水箱水位是否充分机器人是否按程序运转交流第一周18L/min第二周第三周 机器人内部参数是否锁定焊机水泵运转是否正常电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)焊接方法焊接参数日常点检表 年 月气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)焊缝金属-1焊后热处理喷丸退火焊缝金属-2焊 接 位 置V 型焊缝焊 接 顺 序焊接工艺卡编号JJESH /QP- S04-WI- A- 001壳体焊接机器人设备编号 SHEQ-KM-052接头名称对接接头母材-1预热温度(℃)保养内容焊枪固定焊件旋转焊接。
接头编号适用环焊缝360°旋转焊接焊后检验持证项目第四周180°-200°母材-2预热时间 2小时 氩气流量是否正常1焊接前将焊接区域及周围20mm范围内的油污,锈蚀、水及其它有害杂质清理干净。
氩气焊道焊材规格焊接证书23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456焊机水泵运转是否正常氩气流量是否正常注:焊接参数必须有调机员负责;每周不低于一次点检。
焊 接 位 置角型焊缝交流18L/min第一周焊后检验持证项目焊接证书预热温度(℃)180°-200°机器人内部参数是否锁定 焊机水箱水位是否充分 机器人是否按程序运转 焊接参数日常点检表 年 月保养内容第二周第三周第四周焊接参数是否正常锁定 焊接电流(A)电弧电压(V)焊接速度(cm/min)气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)氩气焊缝金属-2焊道焊接方法焊材规格电流种类/极性母材-1母材-2焊缝金属-1预热时间 2小时 焊后热处理喷丸退火接头名称对接接头焊枪固定焊件旋转焊接。
焊接实验工艺过程卡
拍照取证
12
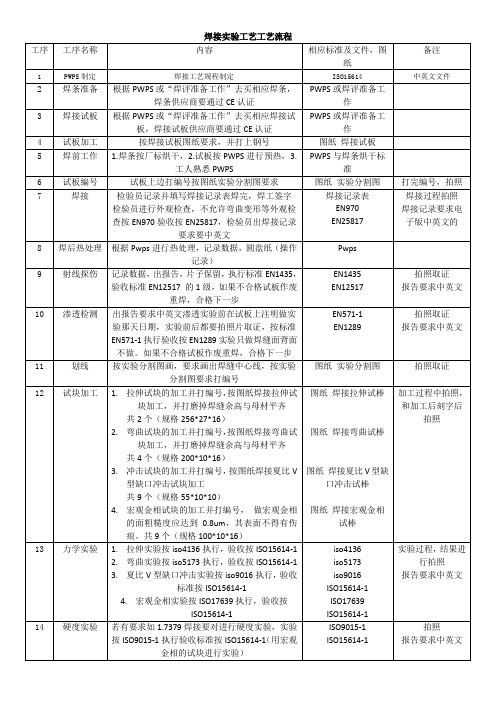
试块加工
1.拉伸试块的加工并打编号,按图纸焊接拉伸试块加工,并打磨掉焊缝余高与母材平齐
共2个(规格256*27*16)
2.弯曲试块的加工并打编号,按图纸焊接弯曲试块加工,并打磨掉焊缝余高与母材平齐
共4个(规格200*10*16)
3.冲击试块的加工并打编号,按图纸焊接夏比V型缺口冲击试块加工
PWPS或焊评准备工作
4
试板加工
按焊接试板图纸要求,并打上钢号
图纸焊接试板
5
焊前工作
1.焊条按厂标烘干,2.试板按PWPS进行预热,3.工人熟悉PWPS
PWPS与焊条烘干标准
6
试板编号
试板上边打编号按图纸实验分割图要求
图纸实验分割图
打完编号,拍照
7
焊接
检验员记录并填写焊接记录表焊完,焊工签字
检验员进行外观检查,不允许弯曲变形等外观检查按EN970验收按EN25817,检验员出焊接记录要求要中英文
共9个(规格55*10*10)
4.宏观金相试块的加工并打编号,做宏观金相的面粗糙度应达到0.8um,其表面不得有伤痕。共9个(规格100*10*16)图纸来自接拉伸试棒图纸焊接弯曲试棒
图纸焊接夏比V型缺口冲击试棒
图纸焊接宏观金相试棒
加工过程中拍照,和加工后刻字后拍照
13
力学实验
1.拉伸实验按iso4136执行,验收按ISO15614-1
实验过程,结果进行拍照
报告要求中英文
14
硬度实验
若有要求如1.7379焊接要对进行硬度实验,实验按ISO9015-1执行验收标准按ISO15614-1(用宏观金相的试块进行实验)
ISO9015-1
焊接工艺卡

焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180011.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016007焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm~10焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤10其余焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温根部GTAW ER50-6 直流正接100~120 11~12 7~9 / 道间温度(℃)/ 其余GTAW ER50-6 直流正接110~130 12~13 6~8 / 焊后热处理/后热钨极直径喷嘴直径脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180021.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016008焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm12~24焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤18焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER50-6 直流正接110~130 11~12 6~8 / 道间温度(℃)/ 2~3 SMAW ER5015 直流反接100~120 24~26 8~10 / 焊后热处理/ 4~5 SMAW ER5015 直流反接110~130 25~27 6~8 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180031.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016009焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm~8焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER55-B2-MnV 直流正接90~110 11~12 7~9 / 道间温度(℃)/ 2 GTAW ER55-B2-MnV 直流正接100~120 12~13 6~8 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180041.清理坡口图号2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头名称管道接头接头编号焊接工艺评定报告编号Y2016010焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm7~14焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250℃(200℃) 1 GTAW TIG-R31 直流正接110~130 11~12 6~8 / 道间温度(℃)≥200℃(250℃) 2 SMAW R317 直流反接100~120 25~26 8~10 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180051.清理坡口2.定位焊按焊接工艺图号接头名称管道接头3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头编号焊接工艺评定报告编号Y2016011焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12 SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm16~44焊接方法或焊接工艺GTAW焊缝金属厚度mm≤6 SMAW ≤38焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250(200) 1 GTAW TIG-R31 直流正接120~140 11~12 6~8 / 道间温度(℃)≥200(250) 2 SMAW R317 直流反接110~120 25~26 6~8 / 焊后热处理720~750℃ 3 SMAW R317 直流反接140~160 28~30 8~12 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期。
焊接工艺卡(通用)

艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
气体流量(L/min)
1
SMAW
E4303φ2.5
交流
50~65
18~20
14~16
2
SMAW
E4303φ3.2
交流
100~120
20~22
12~14
3
SMAW
E4303φ3.2
交流
100~120
20~22
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
20
规格
φ57×3.5
焊接方法
SMAW
焊工资格
焊评编号
无损检测
合格等级
Ⅱ
适用范围
适用于管子壁厚小于4㎜的管子与法兰相连的角焊缝(不考虑管子外径)
焊接工
艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
2、焊接操作:a、氩弧焊按上面焊接工艺参数进行焊接,焊接时,焊丝终端应始终处在氩气保护范围内;钨极端部严禁与焊丝、焊件相接触,防止造成钨夹杂;停焊后重新引弧时,焊缝应与原焊缝重叠5~10mm。b、电弧焊按上面焊接工艺参数进行焊接,焊接时,焊条在坡口两侧稍作停留,并熔化两边缘各1~2mm,换焊条或断弧后再引弧,应在弧坑上方10㎜处引弧。
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
焊接工艺过程卡片

焊接工艺过程卡片I. 文件目的本文档旨在描述焊接工艺过程卡片的内容和使用方法,以便焊接操作人员能够正确执行焊接工艺步骤,确保焊接质量和安全。
II. 范围本卡片适用于所有焊接工艺,包括手工焊接、自动化焊接和半自动焊接等。
III. 卡片内容焊接工艺过程卡片的内容应包括以下几个方面:1. 工艺参数:明确焊接所需的电流、电压、焊接速度等参数。
2. 电极/焊丝选择:指明使用何种类型的电极或焊丝,并注明其规格和品牌。
3. 准备工作:列出焊接前的准备工作,如清洁焊接表面、安装夹具等。
4. 步骤说明:详细描述每个焊接步骤,包括焊接顺序、持续时间、焊接顺序等。
5. 质量要求:明确焊接过程中需要达到的质量标准,如焊缝的牢固程度、焊接表面的光洁度等。
6. 安全注意事项:提醒焊接操作人员注意安全事项,如佩戴防护眼镜、使用防火设备等。
IV. 使用方法使用焊接工艺过程卡片时,焊接操作人员应按照以下步骤进行操作:1. 阅读工艺参数:仔细阅读工艺参数部分,了解所需的电流、电压、焊接速度等信息。
2. 检查电极/焊丝:确认所使用的电极或焊丝符合要求,包括规格和品牌等。
3. 准备工作:按照准备工作的要求进行准备,如清洁焊接表面、安装夹具等。
4. 执行焊接步骤:按照步骤说明的顺序进行焊接,确保每个步骤的持续时间和焊接顺序正确。
5. 检查质量:在焊接完成后检查质量要求,确保达到质量标准。
6. 注意安全:在整个焊接过程中,注意安全事项并采取相应的防护措施。
V. 附注以上内容为一份典型的焊接工艺过程卡片的范例。
具体使用时,根据实际情况进行调整和补充,以满足具体焊接工艺的要求。
焊接工艺流程卡(最新整理)
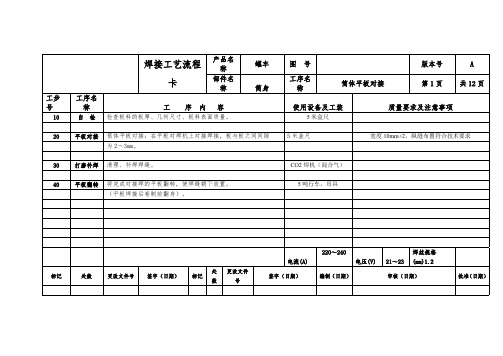
产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称筒体平板对接第1页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10自 检检查板料的板厚、几何尺寸、板料表面质量。
5米盒尺20平板对接筒体平板对接:在平板对焊机上对接焊接,板与板之间间隙5米盒尺宽度10mm+2,纵缝布置符合技术要求 为2~3mm 。
30打磨补焊清理、补焊焊缝。
CO2焊机(混合气) 40平板翻转将完成对接焊的平板翻转,使焊缝朝下放置。
5吨行车,吊具 (平板焊接后卷制前翻身)。
电流(A)220~240电压(V)21~23焊丝规格(mm)1.2标记处数更改文件号签字(日期)标记处数更改文件号签字(日期)编制(日期)审核(日期)批准(日期)产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称筒体成型第2 页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10划线根据罐体截面划出弧度点,具体尺寸见按图纸。
符合罐体截面弧度 20卷制按罐体弧度在卷板机上卷制出罐体弧度,卷制过程中不断用6m 卷板机符合罐体截面 盒尺测量弧度尺寸;长、短轴尺寸。
保证筒体弧度。
5米盒尺30焊接点焊、焊接筒体纵向焊缝。
CO2焊机 焊后整理补焊、清渣。
焊缝高度1.5~2mm±0.5,宽度10mm+2 40转序将成型筒体吊离卷板机,转入下工序。
5T 行车电流(A)220~240电压(V)21~23焊丝规格(mm)1.2标记处数更改文件号签字(日期)标记处数更改文件号签字(日期)编制(日期)审核(日期)批准(日期)产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称封头、内封头、挡油板制做第3 页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10拼接按图纸要求尺寸、方向拼焊封头平板板料。
CO2焊机 20下料封头坯料由等离子切割机下料。
(等离子编程切割) 等离子割机 焊后清理焊缝、补焊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称
罐车
图号
版本号
A
部件名称
筒身
工序名称
筒体平板对接
第1页
共1页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
自检
检查板料的板厚、几何尺寸、板料表面质量。
5米盒尺
20
平板对接
筒体平板对接:在平板对焊机上对接焊接,板与板之间间隙为2-3mm.
5米盒尺
宽度10mm+2,纵缝布罝符合技术要求
30
打磨补焊Байду номын сангаас
清理、补焊焊缝。
002焊机(混合气)
40
平板翻转
将完成对接焊的平板翻转,使焊缝朝下放置
5吨行车,吊具
(平板焊接后卷刨前翻身)。
电(A)
220- 240
电压00 21-23
焊丝规格
(mm)1.2
标记
处数
更改文件号
签字(曰期)
标记
处
数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)