有纳米级分辨率的超精密定位工作台
纳米级精度光刻机测距与定位技术
纳米级精度光刻机测距与定位技术
芯片制造需要纳米级精度的光刻机,而制造一台高精度的光刻机需要纳米级精度的测距与定位技术的支持。
这里要用到双频激光干涉仪。
而双频激光干涉仪一般只能用于光刻机的测距,不能直接用来定位。
这是因为双频激光干涉仪靠多普勒频移来测距的,所以只有在动镜移动的时候读出移动的距离。
实际加工中需要多次对晶圆进行镀膜和光刻,一但晶圆离开光刻机工作台就无法再用双频激光干涉仪再次定位,所以要对双频激光干部涉仪进行改进。
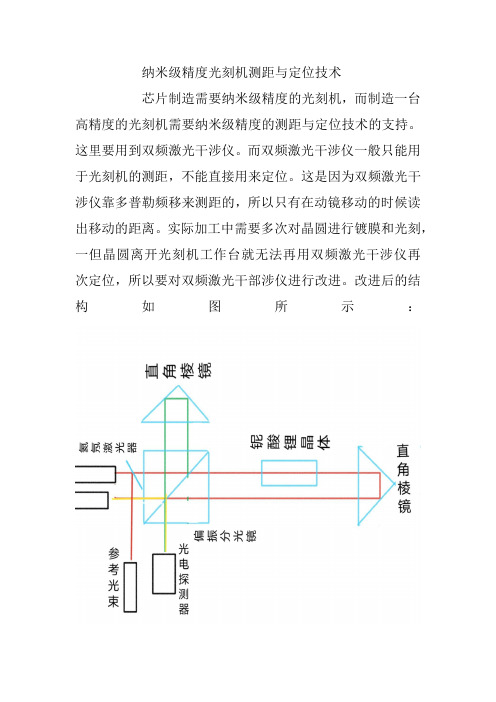
改进后的结构如图所示:
先由激光器发出单频激光经偏振分光镜分成两束光,一束经过直角棱镜返回偏振分光镜,另一束经过电光晶体铌酸锂进行频率调制后经直角棱镜返回偏振分光镜,两束不同频率的激光束在偏振分光镜汇合后产生一个脉冲信号,我们可以以铌酸锂晶体通电时间算起,到光电接收器接收脉冲信号结束,来记录激光在动镜之间通过的脉冲数,即可计算出激光通过的距离。
这是一种静态读数双频氦氖激光干涉仪,就是双频氦氖激光干涉仪的动镜在处于静止时就可以读数。
这样就可以给晶圆多次定位了。
要说明的是晶圆需要与动镜固定在一起,直到晶圆全部加工结束才能取下动镜。
防止晶圆与动镜的相对位置发生偏移。
好了,关于光刻机的测距与定位就讲到这里,谢谢大家。
纳米级精密定位工作台研究

(School of Mechanical Engineering, Tongji Unive rsity, Shanghai 200092, China)
Abstract : To guarantee the performance of precision presses , it is of necessity to improve the positioning precision. A working table with six-dimensional degree of freedom is presented via selecting suit able m a terials . M oreover , con st rain t s upon p r ecise p os it ion in g are tackled. In favor of error analysis, relevant structural parameters are consequently obtained to meet technical requirements of the positioning table. Key words : piezoelectric actuator ; flexible hinge ; freedom
第 4 卷第 4 期 2006 年 10 月
中 国 工 程 机 械 学 报
CHINESE JOURNAL OF CONSTRUCTION MACHINERY
V ol . 4 No . 4
Oct . 2006
纳米级精 密定 位 工作 台研 究
陆敏询, 刘俊杰
(同济大学 机械工程学院, 上海 200092)
超精密工件台多维激光测量系统研究

中 图分 类 号 :T 2 1+ 4 P 7 、 文 献 标 识码 :A 文 章 编 号 :10 3 8 ( 06 0 1— 8 1 2 0 )9— 6 3 0 9—
Re e r h o uli— d m e so s r M e s e S se o t a —pr c so t g s s a c n M t — i n i n La e a ur y t m f Ulr — e ii n S a e
0 引 言
于 30 m;再 由持 定算 法 对测 量 的原 始 化置 数据 进 0m 行一 系列误差 补偿 以降低环境因素的影响 ,系统测量 误差被控 制在 2 m左 右 ,极 大地 提高 _ 量数 据 的 n r测
工件 台是坐标测量机 、半导体 加工装 备及其 它做 细加工 和超精 密加工设 备的核心部件之一 ,其 运动速 度与加速度直接影响设备的生产效率 ,其 运动精度直 接决定 了所加工产品的性能乃至成败 。在具有纳米级
g a a t e frt to onr ls se o tg s wih mu t d me so u r n e o he mo in c to y t m fsa e t li— i n in,l n to e.h g pe d a g urc . o g sr k ih s e nd hih a( a v r K e wor s: Ulr y d ta— prcso e iin; S a e; La erit re o t tg s n e fr meer
CUBIC精密定位工作台CT系列

CUBIC 精密定位平台CT系列产品型号:精密定位平台型号表示法一、例如:CT22020C-R500(1)CT系列工作平台分为120;220系列;(2)20:滚珠丝杠导程分为5mm、10mm;20mm和40mm;(3)C:普通级平台,C7级丝杆、C级导轨组装;(4)R500:平台有效行程;注:可根据客户需求选配各品牌联轴器、感应器及伺服马达。
以上为公司标准库存产品与IKO的LH、TX同样长度完全互换CT120系列标配400W伺服马达,导程为5、10、16、20;CT220系列标配750W伺服马达,导程分为5、10、16、20、25、32、40、50;所有导程价格相同;CT系列产品介绍:CUBIC精密定位工作台CT系列是由高刚性振动衰减性好的高强度铝合金滑动台和底座构成的高精度、高刚性定位工作台。
工作台内部和进给机构装有5年或20000公里免维护的精密直线导轨和滚珠丝杠,既保持了原来的性能又实现了长期免维护。
实现了稳定的高行走精度、定位精度和大搭载质量,该结构承受力矩及复合负荷较强。
并可选择滑动台的长度。
此外,还可选择滚珠丝杠的种类、导程、电机的种类、传感器的安装等各种规格,可根据用途组合成最优定位工作台。
由全闭环控制实现了极高精度的定位工作台。
最适合于以前无法使用滚动导向、需要高精度定位的用途。
CT系列工作台尺寸从120mm到420mm的超大型尺寸,共有有四种尺寸,CT120/CT220铝合金材质;CT320/CT420材质为球墨铸铁;由它们搭配成的双轴规格的滑动台也已系列化。
一、产品特长:1、结构简单轻量紧凑在高强度铝合金滑台和底座上装入双列抗力矩宽幅强的直线导轨,高刚性,高精度,体积小,重量轻,安装使用简便。
2、客制化工作台零部件用户可根据用途指定电机种类、滚珠丝杠种类、导程、带制动功能电机等,选择定位工作台的构成部件。
3、安装简洁方便系统结构简洁,能节省空间和降低设备成本。
安装于底座时,无需拆开防护盖板,底座与滑动台的安装孔尺寸相同,易于多轴系统构成。
超精密加工的机床设备
超精密加工的机床设备摘要:超精密加工技术的发展直接影响整个国家的制造业发展,影响尖端技术和国防工业的发展。
机床是实现超精密加工的重要载体,机床的制造水平和研究水平便显得非常的重要。
本文在论述目前国内外超精密加工机床的现状的同时,介绍了国内外有代表性的几种超精密加工机床,并介绍分析了超精密机床的精密主轴部件、进给驱动系统、误差建模和补偿技术和数控技术。
关键词:超精密加工机床发展关键技术1.引言制造业是一个国家或地区国民经济的重要支柱,其竞争能力最终体现在新生产的工业产品市场占有率上,而制造技术则是发展制造业并提高其产品竞争力的关键。
精密和超精密加工技术是制造业的前沿和发展方向。
精密和超精密加工技术的发展直接影响到一个国家尖端技术和国防工业的发展,世界各国对此都极为重视,投入很大力量进行研究开发,同时实行技术保密,控制关键加工技术及设备出口。
随着航空航天、高精密仪器仪表、惯导平台、光学和激光等技术的迅猛发展和多领域的广泛应用,对各种高精度复杂零件、光学零件、高精度平面、曲面和复杂形状的加工需求日益迫切。
目前,国外已开发了多种精密和超精密车削、磨削、抛光等机床设备,发展了新的精密加工和精密测量技术。
最近几年,我国的机床制造业虽然发展很快,年产量和出口量都明显增加,成为世界机床最大消费国和第一大进口国,在精密机床设备制造方面取得不小进展,但仍和国外有较大差距。
我国还没有根本扭转大量进口昂贵的数控和精密机床、出口廉价中低档次机床的基本状况。
由于国外对我们封锁禁运一些重要的高精度机床设备和仪器,而这些精密设备仪器正是国防和尖端技术发展所迫切需要的,我们必须投入必要的人力物力,自主发展精密和超精密加工机床,使我国的国防和科技发展不会受制于人。
2.超精密机床的发展现状2.1国外超精密机床发展现状目前在国际上处于领先地位的国家有美国、英国和日本, 这3个国家的超精密加工装备不仅总体成套水平高, 而且商品化的程度也非常高。
微动工作台的分类和组成

1.2 微动工作台的类型及主要组成微动工作台根据其工作原理和驱动方式的不同可分为以下几种。
1.2.1 扭轮摩擦传动式微位移平台扭轮摩擦传动式微位移机构是利用扭轮摩擦传动机构实现微位移机构。
一般的摩擦传动方式是将驱动摩擦轮展开为直线运动,运动分辨率有限。
当将摩擦副的主动轮与从动杆母线交角从直扭轮摩擦传动图图二角减小为一很小的角度时,形成的摩擦副即为扭轮摩擦副,利用扭轮摩擦副做成的传动机构称扭轮摩擦传动机构,它可以得到很小的导程和纳米级的运动分辨率和定位精度,具有运动平稳、无间隙和无爬行等优点。
我们研制的扭轮摩擦传动机构示意图如图1所示,其导程小于0.2mm,若选用高运动分辨率的电机,则可达在250mm范围内得到纳米级的运动分辨率和定位精度。
它可应用于许多超精密传动领域。
1.2.2 机械传动式微位移平台机械传动式微位移机构是一种最古老的机构,在精密机械和仪器中应用很广,其结构形式较多,主要有螺旋机构、杠杆机构、契块凸轮机构以及它们的组合机构。
但因机构中存在机械间隙、摩擦磨损以及爬行现象等,所以运动灵敏度和精度都很难达到高精度,所以该机构只适宜于中等精度。
螺旋式微动机构简图图三差动螺旋式微位移机构图四1.2.3 螺旋式微位移平台螺旋式微位移机构的结构简图如图2所示,其结构简单、制造维修方便,它是利用螺旋传动原理米获得微小直线位移,转动手轮l转动经螺杆2将螺旋运动转换为直线运动。
运动件的直线位移J与手轮转角中关系为:J=±—}·≯因此,若螺杆螺距f已定,在螺杆与螺母配研和传动平稳时,控制妒的大小即可得到微位移,其精度可达l 0 u m。
它广泛应用于微调和测量机构,如千分尺等。
为了得到更高精度的微位移,就采用如图3所示的差动螺旋式微位移机构。
它的螺杆l有两段螺距分别为,2和f,的螺纹,f2大于,。
且螺旋方向相同,则螺母2的微位移(即输出位移)s为:s=(f2一f1)/(2)式中西为手轮转角,若屯和f】分别为0.75mm和0.7mm,其差值为O.05mm,手轮的圆周刻度分划为50格,则手轮转动1格时,在螺杆与螺母配研和传动平稳以及零件达到加工精度时,运动件的位移量为1 u m。
超精密定位工作台
控制 台… 。 它 依 靠 六 个 电 磁 致 动 器 和 六 个 电容 传感 器 的合 理 配 置 , 供 控 制 力 和 位 移 提 反馈 , 工作 台能 实 现三 维六 自由度 的 精 密 该
运 动。 重三 公斤 的平 台悬 浮于 油 中以增加 电 磁 支撑 的性 能 。作 为 样 品 的 定位 平 台 , 被 它 成功 地 应 用 于 隧 道 显 微 镜 ( T ) S M 中。 从 S TM 得到 的 图像 表 明在 5 s的 时 间 内 , 台 平 定位 噪声 的峰 值 小 于 0 2n . m。电容 传 感 器 的测 量显 示 了平 台定位 噪 声 的 峰值 小 于 0 1 . n m。 由于工作 原理 的需 要 , 作 台被 安 置 于 工
选用合 适 的超精 密 定位 方案 。
关 键 词 : 精 密 定 位 超
文献标识码 : A 中 图分 类 号 : N35 T 0
1 引言
在半 导体 光 刻 、 型 机 械 、 密 测 量 、 微 精 超
型结 构通 过 一定 的方式 装 配起来 。要 实现微 装配 , 要结 构小 巧 、 平 面 内有 较大行 程的 需 在 超精 密载 物工 作 台。而 为 了加大 扫描 隧道显 微镜 ( M) 的测 量 范 围 , 需 要 高 精度 的工 还 作 台与测 头一 起 实现大 范 围超精 密定位 。 实现 亚微 米 甚 至 纳 米级 的 定位 , 规 的 常ห้องสมุดไป่ตู้
流产 生的磁 场 的南极 和北 极 。磁阵列 和定 子
2 电磁 式 工 作 台
电磁 式 工作 台利 用 电磁 吸 附力对 工作 台
线 圈磁 场 的 同极 产 生 垂 直 方 向的 悬 浮 力 ( 排
国外超精密数控机床概述
国外超精密数控机床概述20世纪50年代后期,美国首先开始进行超精密加工机床方面的研究,当时因开发激光核聚变实验装置和红外线实验装置需要大型金属反射镜,急需反射镜的超精密加工技术和超精密加工机床。
人们通过使用当时精度较高的精密机床,采用单点金刚石车刀对铝合金和无氧化铜进行镜面切削,以此为起点,超精密加工作为一种崭新的机械加工工艺得到了迅速发展。
1962年,Union Carbide公司首先开发出的利用多孔质石墨空气轴承的超精密半球面车床,成功地实现了超精密镜面车削,尺寸精度达到士0.6 um,表面粗糙度为Ra0.025um,从而迈出了亚微米加工的第一步。
但是,金刚石超精密车削比较适合一些较软的金属材料,而在航空航天、天文、军事等应用领域的卫星摄像头方面,最为常用的却是如玻璃、陶瓷等脆性材料的非金属器件。
用金刚石刀具对这些材料进行切削加工,则会使己加工表面产生裂纹。
而超精密磨削则更有利于脆性材料的加工。
Union Carbide公司的另一代表性产品是其在1972年研制成功的R-0方式的非球面创成加工机床。
这是一台具有位置反馈的双坐标数控车床,可实时改变刀座导轨的转角0和半径R,实现非球面的镜面加工。
加工直径达380mm,工件的形状精度为士0.63um,表面粗糙度为Ra0.025 um。
摩尔公司(Mood Special Tool)于1968年研制出带空气主轴的Moori型超精密镜面车床,但为了实现脆性材料的超精密加工,该公司又于1980年在世界上首次开发出三坐标控制的M-18AG型超精密非球面金刚石刀具车削、金刚石砂轮磨削机床。
该机床采用空气主轴,回转精度径向为0.075pm;采用Allen-Braley 7320数控系统;X,Z 轴行程分别为410mm和230mm,其导轨的平直度在全长行程范围内均在0.5um以内,B轴的定位精度在3600范围内是0.38um;采用金刚石砂轮可加工最大直径为356mm的各种非球面的金属反射镜。
提高精密工作台定位精度的温度补偿研究
较好 的效果 。
2 0 1 .9 99
。
.
一
到工作台的位置为 ;
温度变化 △ 后 : 由公式( ) , 2知 温度对精密光栅 的影响使丝
杠固定端到主光栅尺热中. 对应在机架上的点的距离变为 lc '; A
Z c c 1 d △ ) = ( + l d () 3
2o O 4 o
0
6 0 00
l0 0 2o
10 0 80
t s ()
() 2
由式() 3 可知 , 控制热膨胀量必须严格控制材料温度波动A 。 T
光学组件及底座部分的热膨胀是工作 台位置漂移的主要原因 , 并 在一般 的实验室及工业生产条件下所使用的空调装置及温度控 提出了一种实时温度补偿校正公式。 由于定位工作台的固定方式 制装置精度较低 , 空气温度稳定性较差。 另一方面, 定位工作台 自
位置时间曲线 图
× l S l4 () 0
() a
2 0 99 . 9
98 . 9 9 7
96 8 0l 0 0 x 3 0 0 05 0 0 O7 0 0 09 0 0 0 02 【 】 0 04 0 0 06 0 0 08 0 0 01 0 0 0
×0 14
38 .
} < 券( <
( 1 )
若不对热膨胀采取补偿措施 , 较小的温度波动也会引起较大的定 式 中:~指定温度 下 的材料长度; 一温度 下的材料长度 ; z z 如 ~温度 下的材料长度。 由( ) 1式可 以看出 , 线膨胀系数是随着指定 温度 的不 同而得
光刻机超精密工件台数据驱动运动控制
04
光刻机超精密工件台数据 驱动运动控制的关键技术
问题
高精度运动控制技术
总结词
高精度运动控制技术是光刻机超精密工件台数据驱动运动控 制的核心问题,需要解决高精度位置控制和姿态控制难题。
详细描述
光刻机超精密工件台需要实现纳米级的位置控制和姿态控制 ,这需要采用先进的运动控制算法和高精度传感器技术。同 时,还需要解决运动过程中由于温度、湿度等环境因素引起 的误差问题。
03
光刻机超精密工件台数据 驱动运动控制的应用场景
芯片制造领域
芯片制造是光刻机超精密工件台数据驱动运动控制的主要应用场景之一。在芯片 制造过程中,需要使用光刻机进行微缩图案的刻画,而超精密工件台则可以实现 对芯片的精确位置和姿态调整,以确保刻画图案的准确性和一致性。
在芯片制造领域,光刻机超精密工件台数据驱动运动控制技术可以大大提高芯片 制造的效率和品质。通过对工件台的精确控制,可以实现刻画图案的纳米级精度 ,避免因位置和姿态不准确而引起的刻画错误和芯片性能下降的问题。
光刻机超精运密动工控件制台数据驱动
汇报人: 2023-11-20
目录
• 光刻机超精密工件台概述 • 数据驱动运动控制技术 • 光刻机超精密工件台数据驱动运动控制的
应用场景 • 光刻机超精密工件台数据驱动运动控制的
关键技术问题
目录
• 光刻机超精密工件台数据驱动运动控制的 发展趋势和挑战
• 光刻机超精密工件台数据驱动运动控制的 应用案例分析
稳定性的运动控制。
其他辅助系统
如冷却系统、真空系统等,保 证工件台在稳定的温度和压力
条件下工作。
02
数据驱动运动控制技术
数据驱动运动控制技术的定义
基于数据驱动的运动控制技术,主要 是通过采集设备运行数据,进行数据 分析,提取特征,建立模型,并对设 备进行实时监测与控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
种具有较大传动比的定位工作台, 介绍了其系统结构和工作原理, 并对刚度性能作了分析。利用双频激光干涉仪对压电 陶瓷驱动下的工作台特性进行了测量。结果表明, 该工作台具有纳米级的分辨率和定位精度。 关 键 词:柔性铰链;定位工作台;纳米级分辨率;压电陶瓷;双频激光干涉仪 文献标识码:+ 中图分类号:(.%%! 5 9
有无机械摩擦、 无间隙、 不需要润滑、 不产生热量和噪声等优点。 采用压电陶瓷驱动的柔性铰链工作台, 具有直接传动、 结构紧 凑、 重量轻、 位移分辨率高等优点, 有着广阔的应用发展前景。 近年来, 国内外对柔性铰链微定位工作台进行了大量的研
[; \ "] [;] 究 。清华大学李庆祥教授等人 早在 !$ 世纪 :$ 年代就在
8
引
言
纳米测量具有广泛的需求, 例如在微电子领域, !% 世纪, 年 的 典 型 线 宽 为 , 到 年 的典型线宽将为 %YYY %:$ HK !$$# %$$ HK, !$$Y 年典型线宽将为 "$ HK。定位精度应为线宽的 % Z [ \ % Z ;。在生物领域, O/+ 的尺度在 ! \ [ HK 范围内。所以, 微纳米定位技术在超精加工、 微电子工程、 生物工程、 纳米技术
第 !" 卷 第 # 期 !$$%年%%月
光 学 技 术
&’()*+, (-*./)01-
2345 !" /3 5 # /36 7 !$$%
! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! !
99#
万方数据
第7期 !"# 定位工作台
林德教, 等: 具有纳米级分辨率的超精密定位工作台 采用测相法处理外差信号。测量得到的相位差 " 与被测位移 量 / 之间的关系为 234 / " # $" 5!’ 0 1# (-)
! " # " $ 设计模型与方案 通常柔性铰链平动工作台可以等价于一个平行连杆机构, 如图 ! 右上部分所示。在这个基础上, 增加了两级减速杠杆机 构, 如图 ! 左下部分所示。由图 ! 易知, 整个系统总的减速比约 为 ! " & #$ % ・ # ’ ($)
[!, [] 为微定位系统中广泛应用的微致动器 。而柔性铰链机构具Leabharlann 图%柔性铰链工作台系统
统主体由柔性铰链工作台和压电陶瓷微位移器组成, 采用双频 激光干涉仪 <^O9 检测, 由计算机和相位计共同组成闭环控制系 统。通过计算机给出数字信号, 经 O Z + 转换并放大, 产生 $ \ 步长为 % 2 的可变电压, 驱动压电陶瓷伸缩, 然后再由 % $$$ 2、 压电陶瓷带动柔性铰链工作台作微位移。 — —压电陶瓷的选择 9 : 9 微致动器— 分别采用了中国科学院声学所研制的压电陶瓷 ’X(% 和德 国 ’) 公司 !$ 世纪 Y$ 年代初制造的压电陶瓷 ’X(! 作为驱动 驱动电压均为 件。这 两 种 ’X( 的 量 程 都 在 9 ! K 左 右, % $$$ 2。所以 平 均 电 压 每 升 高 或 降 低 % 2 对 应 的 分 辨 率 在 其最大量 9 HK 左右。另外还采用了日本产的压电陶瓷 ’X([, 程约为 %9 ! 对应于驱动电压 %9$ 2; 如果对定位精度要求相 K, 对较低的话, 可使用 ’X([。所以, 为了进一步提高微位移分辨 率, 须采用具有一定减速比的柔性铰链工作台。
[% \ "] 领域中有着重要的应用 。
9
设计原理与方案
9 : 8 总体方案 柔性铰链工作台及其控制系统的结构框图如图 % 所示。系
传统的微动工作台采用精密丝杆副及滚动 (或滑动) 导轨、 精密螺旋楔块机构、 涡轮8凹轮机构、 齿轮8杠杆式机构等机械传 动式微位移驱动器。由于机械摩擦、 间隙、 爬行等原因, 其运动 精度、 定位精度很难达到亚微米甚至纳米量级。压电陶瓷则可 以很容易实现高分辨率的运动, 而且没有空回、 粘滑等现象, 成
图#
设计的微定位工作台主视图 (厚度 % & $’ (()
上, 采用不同的压电陶瓷 )*+$, )*+! 和 )*+# 分别 驱动 工 作 台, 得到三组测 量曲线如图 - . 图 5 所示。 从 )*+$ 和 )*+! 的 测量 结 果 可 以 看 出, 工作 台位移量相对于驱动电压 的变化关系呈较好的线性 关系, $ ’’’ = 最大驱动电 压对 应 的 位 移 量 不 超 过 !’’ 8(。所以每 $ = 的电 压变化量基本上对应的位 移分辨率在 ’ " ! 8( 左右。 相形之下, )*+! 的性能要 优于 )*+$。而 )*+# 的指 标相 差 一 个 数 量 级, 但可 以用于相对较粗的定位需 求。 通过 实 验 研 究 认 为, 以上对纳米级分辨率定位
!"#$%&#%$’()(*+ #*)(,(*+(+- ),.-$ /(,0 +.+*1$,$% %$)*2",(*+
!"# $%& ’ ()*,+, -().,/"# 012.&3*.4
( <=>=? @?A ,>B3C>=3CA 3D ’C?EFGF3H I?>GJC?K?H= (?ELH343MA >HN )HG=CJK?H=G,O?P>C=K?H= 3D ’C?EFGF3H )HG=CJK?H=G >HN I?EL>H343MA,(GFHMLJ> 1HF6?CGF=A,Q?FRFHM %$$$:;,*LFH>) 34),%.’,:(L? PC?EFGF3H P3GF=F3HFHM G=>M? J=F4FSFHM D4?TJC? LFHM?G =>U?G =L? HJK?C3JG >N6>H=>M?G 3D NFC?E= =C>HGKFGGF3H,H3 DCFE=F3H,H3 B>EU4>GL,E3KP>E=H?GG,G>=FGD>E=3CA G=FDDH?GG >HN LFML C?G34J=F3H 5 (LFG P>P?C N?6?43PG > H36?4 P3GF=F3HFHM G=>M? VF=L 4>CM? =C>HGKFGGF3H C>=F3,FH=C3NJE?G =L? GAG=?K G=CJE=JC? >HN B>GFE PCFHEFP4?,>H>4AS?G F=G P?CD3CK>HE? 3D G=FDDH?GG5 + NJ>48DC?8 ( ’X( ) 5 (L? ?TP?CFK?H=>4 WJ?HEA FH=?CD?C3K?=?C FG ?KP43A?N =3 ?6>4J>=? =L? D?>=JC? 3D =L? G=>M? NCF6?H BA PF?S3?4?E=CFE E?C>KFE C?GJ4=G GL3V =L>= =L? G=>M? L>G =L? C?G34J=F3H >HN P3GF=F3HFHM >EEJC>EA 3D H>H3K?=?C 3CN?C 5 5$6 /*%7):D4?TJC? LFHM?G;P3GF=F3HFHM G=>M?;H>H3K?=?C C?G34J=F3H;PF?S3?4?E=CFE E?C>KFE;NJ>48DC?WJ?HEA FH=?CD?C3K?=?C 位工作台形成的测量分辨率可以达到 $ 5 ! HK。
文章编号:%$$!8%9:! (!$$%) $#8$99#8$!
具有纳米级分辨率的超精密定位工作台 "
林德教,吴健,殷纯永
摘 (清华大学 精密仪器与机械学系精密测量技术与仪器国家重点实验室,北京 %$$$:;) 要:柔性铰链精密定位工作台具有直接传动、 无摩擦、 结构紧凑、 重量轻、 刚度好及分辨率高等优点。设计了一
图 5 定位工作台位移量与 驱动电压关系曲线 (采用 日本生产的 )*+#) 图 7 定位工作台位移量与 驱动电压关系曲线 (采用 德国 )< 公司生产的 )*+!)
曲应力须小于材料的许可应力。这在微位移情况下通常是可以
*! " ’ " ’-# +%
(!)
式中,+ 为材料弹性模量; % 为工作台厚度。由于在本设计中总 共用了 % 处柔性铰链, 故可算出微定位工作台在运动方向的总 的刚度为 % *! ,! 式中,, 为平行连杆中臂的长度。工作台的固有频率为 * " (#)
[:] 米测量分辨率的双频激光干涉仪 对该定位工作台的运动定
位特性进行了测量。在 % $$$ 2 电压驱动下, 压电陶瓷通过定
" 收稿日期:!$$%8$%8$!;收到修改稿日期:!$$%8$!8%#
基金项目:国家自然科学基金资助项目 (9Y:"9$9%) 作者简介:林德教 (%Y"#8) , 男, 福建省仙游县人, 清华大学精密仪器与机械学系博士研究生, 主要从事激光外差干涉精密计量的研究。
$ * (,) - " ! ! . 式中,. 为运动件的质量。将公式 ( $) ( ,) 代入有关数据, 通 . 过计算可知, 本设计满足柔性铰链工作台的刚度要求。
!
工作台的设计, 其性能可以满足使用要求。本工作台现已成功 地应用于 “纳米回零定位” 的国家自然科学基金研究课题中。
#
实
验
$
结
论