圆筒件翻边模具设计
筒形件外翻边模设计

筒形件外翻边模设计[摘要]介绍了用可滑动凸模与固定凸模相结合对筒形件进行翻边,模具结构简单、巧妙,生产效率高。
时刻类产品具有一定的借鉴作用。
关鍵词:压平凸模;筒形件;滑动凹模:翻边模1 工艺分析有一翻边筒形件,形状如图1所示,材料08A,料厚0.6mm,零件为带垂直翻边的筒形零件,要冲压成如此形状,第一必须把垂直边压斜,然后再压水平。
2模具结构如图1所示为模具结构简图。
在以往模具结构实例中,筒形件垂直翻边模较少,结构也比较复杂,不便修理。
本模具结构的最大特点是采纳可滑动压弯凸模与压平凸模结合,可滑动压弯凸模9在弹簧力作用下—次预压,再用压平凸模7翻边完成。
从而使结构简单、可靠。
在本模具结构中采纳了2块凹模在弹性圈作用下夹紧工件。
3模具工作过程模具工作时,上模座带动压平凸模7与压弯凸模9(也即可滑动凸模)一起下行,压弯凸模接触工作后,在弹簧力作用下,将工件预压为喇叭口形状,如图3所示。
上模座继绩下行时,压弯凸模9在压平凸模7中滑动,直到被限位圆柱销10挡住。
压平凸模则连续下行,将翻边压平。
如图4所示。
1模柄2上模座 3 10 14圆柱4导柱5支承板6凸模固板7压平凸模8弹簧9压弯凸模11导套12下模座13 19内六角螺钉15弹性圏16滑动凹模17凹模滑套18限位圆柱4 模具要紧零件设计要点压平凸模与压弯凸模采取H7/h6的间隙配合,为保正导向,导套与导柱的间隙要小,在开模过程中尽量不分离。
其中压弯凸模结构如图5所示。
5终止语经生产,此模具冲出的零件符合图纸要求,结构简单、合理,易于修理。
这种模具结构不仅适用于外翻边筒形件,也适用于内翻边筒形件。
冲压模具课程设计--带凸缘无底筒形件

冲压模具设计课程设计学院:姓名:寒冰色手学号:专业:11机制目录1零件冲压工艺分析---------------------------------------------03 1.1 制件介绍---------------------------------------------------03 1.2 产品结构形状分析-------------------------------------------032.零件冲压工艺方案的确定--------------------------------------033冲模结构的确定-----------------------------------------------044.零件冲压工艺计算--------------------------------------------044.1零件毛坯尺寸计算-------------------------------------------044.2 排样------------------------------------------------------064.3 拉深工序的拉深次数和拉深系数的确定------------------------064.4 冲裁力、拉深力的计算--------------------------------------074.5 拉深间隙的计算--------------------------------------------094.6 拉深凸、凹模圆角半径的计算--------------------------------09 4.7 计算模具刃口尺寸------------------------------------------094.8 计算模具--------------------------------------------------105. 选用标准模架----------------------------------------------125.1 模架的类型------------------------------------------------125.2 模架的尺寸------------------------------------------------126. 选用辅助结构零件------------------------------------------136.1 导向零件的选用--------------------------------------------136.2 模柄的选用------------------------------------------------136.3 卸料装置--------------------------------------------------146.4 推件、顶件装置--------------------------------------------146.5 定位装置--------------------------------------------------147 参考文献--------------------------------------------------141零件冲压工艺分析1.1 制件介绍零件名称:心子隔套材料:08钢料厚:1.0mm批量:大批量1.2 产品结构形状分析由图1可知该零件为圆筒件经过翻遍处理,翻边处有过渡圆弧,且半径为R=2.5mm故非常适合用模具拉深或翻边进行处理,故要对毛坯进行计算。
毕业设计(论文)-圆筒件冲压模具设计

南充职业技术学院毕业设计说明书题目: 圆筒件冲压模具设计系部: 机电工程系专业: 模具设计与制造年级: 2004级三普模具班指导老师:学生姓名:学号:2006年12月6日目录1. 前言 (2)2. 分析冲压件的工艺性 (2)2.1零件冲裁件工艺性分析 (2)2.2零件拉深工艺性分析 (4)2.3材料分析及其机械性能 (5)3. 计算毛坯展开尺寸 (6)4. 排样及裁板方式的经济,并计算材料利用率性分析 (6)4.1. 材料的利用率 (6)4.2. 排料方式和材料的经济利用率 (7)4.3. 根据材料利用率选择裁板方式 (8)5. 工序次数的确定 (9)6. 确定工艺方案并对工艺方案的技术、经济综合分析比较 (10)7. 确定各工序模具结构型式 (11)7.1设计落料、拉深件复合模 (11)7.2导向装置 (15)7.3固定与连接零件 (16)8.选定模具结构型式的合理性分析 (17)9. 凸、凹模工作部分尺寸、公差的计算 (17)10.冲压工艺卡 (18)总结与体会 (19)致谢词 (19)参考文献 (20)1.前言本次冲压模具的设计,主要是设计圆角冲压模具,其中包括了模具的设计步骤、计算方法,零件图及装配图等内容,充分体现了清晰的设计思路,合理的安排布局,严格按照相关标准选取设计所需资料,保证了设计的准确性,但其中仍有不足及错误,有待改进。
本次设计的主要目的是熟悉设计模具的基本步骤和将理论知识与实际联系在一起,使我们在以后工作中能更好地设计模具。
2.分析冲压件的工艺性根据产品图样,分析冲压件的形状特点、尺寸大小、精度要求及所用材料的性能等是否符合冲压工艺的要求。
良好的冲压工艺性应保证材料消耗少、工序数目少、占用设备数量小、模具结构简单而寿命高、产品质量稳定以及操作简单方便等。
在分析审查中若发现冲压件的工艺性差,则应会同设计人员,在保证产品使用要求的前提下,对冲压件的形状、尺寸、精度要求乃至选材进行必要的修改。
翻边整形模模具设计规范

目录序号内容页次1 冲压力的计算 22 工作行程 43 凸模托料面的设计94 压件器的强度设计115 压件器与凹模分界的设定136 翻边模刃口的种类及使用157 翻边顶出器的安装标准258 退料块及定位块的形状289 翻边变形对策3010 铸件壁厚设计3211 铸造减轻孔设计331.冲压力的计算1.1.弯曲成形力的计算PB=弯曲成形力(N)L=加工长度(mm)t=料厚(mm)σb=抗拉强度(Mpa)①PB =1/2*σb*L*t②PB=σB*L*t③PB=3/2*σB*L*t④PB =2*σB*L*t⑤PB=2/3*σB*L*t⑥PB=5/6*σB*L*t⑦PB =7/6*σB*L*t⑧PB=3/2*σB*L*t⑨PB=0.8*L*t2*σB/(R+t)注:⑤、⑥、⑦、⑧其底面如需墩死成,弯曲成形力取计算值的1.5-2倍。
1.2.压料力压料力一般为压弯力的15%-30%。
➢P为冲压开始点的压料力外板P=0.3 PB(N)内板P=(0.15-0.2)PB(N)➢弹簧等压力源尽量设在成形部位附近制定部门制定日期制定审定批准版次发行部门➢视压料板形状确定是否兼负平衡作用,如存在平衡力的因素,压料力应大于计算压力。
➢上弹簧压料和下气垫压料同时使用时,主要考虑向下翻边时的上压料力。
➢内板件在成形时,如有向外拉料的可能时(如下图示),应加大压料力,计算方法与外板相同。
1.3.弯曲整形力的计算弯曲整形力P=F*qF:为整形部分的投影面积(mm2)q:为整形所需的单位压力(MPa),见数据下表:2.工作行程2.1.翻边行程2.1.1.平面及断面形状为直线时,制件末端距凹模圆角R切点3mm,如下图2.1.2.翻边线为折曲线时,在冲压方向上保证翻边行程L不变。
2.1.3.翻边凸缘宽度不等时,按照翻边宽度最宽处考虑,压入深度沿冲压方向同时开始翻边。
制定部门制定日期制定审定批准版次发行部门2.1.4.折弯线和翻边在同一条线上时➢折弯部比翻边高度深时,L>l1压入深度取L值。
圆筒内翻边工艺流程

圆筒内翻边工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!圆筒内翻边工艺流程是一项在制作圆筒包装容器时常用的工艺技术。
衬套翻边模的设计
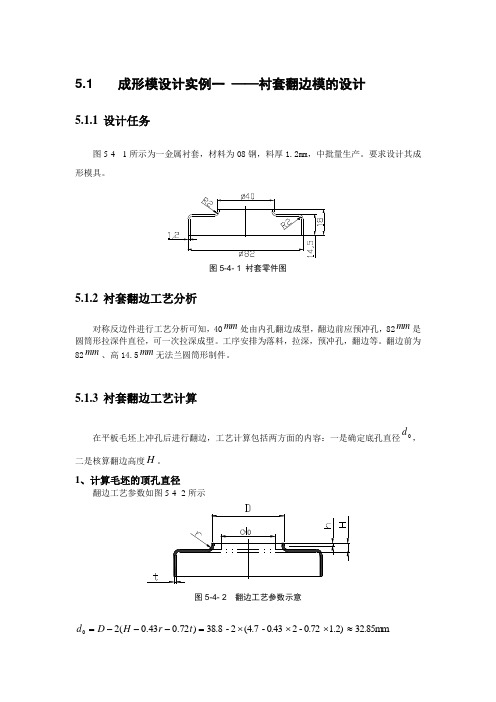
5.1 成形模设计实例一 ——衬套翻边模的设计5.1.1 设计任务图5-4- 1所示为一金属衬套,材料为08钢,料厚1.2mm ,中批量生产。
要求设计其成形模具。
图5-4- 1 衬套零件图5.1.2 衬套翻边工艺分析对称反边件进行工艺分析可知,40mm 处由内孔翻边成型,翻边前应预冲孔,82mm 是圆筒形拉深件直径,可一次拉深成型。
工序安排为落料,拉深,预冲孔,翻边等。
翻边前为82mm 、高14.5mm 无法兰圆筒形制件。
5.1.3 衬套翻边工艺计算在平板毛坯上冲孔后进行翻边,工艺计算包括两方面的内容:一是确定底孔直径0d ,二是核算翻边高度H 。
1、计算毛坯的顶孔直径翻边工艺参数如图5-4- 2所示图5-4- 2 翻边工艺参数示意32.85m m1.2)0.72-20.43-(4.72-38.8)72.043.0(20≈⨯⨯⨯=---=t r H D d顶孔直径也可按下式公式:min0f Dk d =2、计算翻边高度计算翻边高度H 变换式,可得翻边高度H 的计算公式tr D d D H 72.043.0)/1(5.00++-=将翻边系数Dd kt /0=带入式中可得:tr K D H f 72.043.0)1(5.0++-=在将上式中的翻边系数fK 以极限翻边系数m inf K 代替,可得最大翻边高度maxH 的计算公式:)(066.102.172.0243.0)57.01(8.385.072.043.0)1(5.0min max mm t r K D H f =⨯+⨯+-⨯⨯=++-=当工件的高度maxH H >时,就难于一次翻边成形。
需要采用多次翻边或其他工艺方法获取工件高度(如两次翻边之间可增加退火软化工序,对变形区进行加热翻边等工艺方法) 衬套的翻边高度)(7.42.15.1418mm H =+-=小于最大翻边高度,所以能够一次翻边成 翻边前毛坯如图5-4- 3所示:图5-4- 3 翻边前毛坯3、计算翻边计算翻边力P)(67.48331962.1)85.328.38(14.31.1)(1.10N t d D P s =⨯⨯-⨯⨯=-=σπ以上各式中fK ——翻边系数;m inf K ——极限翻边系数,由37.270≈t d ,经查57.0min =f K ;d ——翻边前毛坯顶孔直径, mmD ——翻边后孔口的中径, mm r ——翻边圆角半径, mmh ——翻边高度, mm H ——翻边后工件高度, mmP ——翻边力, Nt ——材料厚度, mms σ——材料的屈服强度,MPa ,这里MPa s 196=σ5.1.4 衬套翻边模的装配图翻边模采用倒装结构,使用大圆角圆柱形翻边长模,制件预冲孔套在导正销上定位,压边靠压力机标准弹顶器压边,制件若留在上模由推件器推出,选用对角滑动导向模架,根据固定板尺寸和闭合高度选用250KN 双柱可倾压力机。
模具圆筒件翻边、冲孔模设计
模具课程设计计算说明书题目:工字筒件中间工序的冲压模具设计年级专业:模具设计与制造08-04学生姓名:岳巧珍指导教师:陶福春2010 年09 月10日目录摘要 (3)绪论 (5)一、冲压工艺性分析 (7)二、冲压工艺方案的确定 (8)1.方案种类 (8)2.方案的比较 (8)3.方案的确定 (8)三、模具结构形式的确定 (9)四、设计工艺计算 (10)1.基本尺寸与计算 (10)2.冲裁压力的计算 (12)3.压力机公称压力的确定 (12)4.冲裁压力中心的确定 (13)5.工作零件刃口尺寸的计算 (15)五、模具总体结构设计 (19)六、主要零部件的设计 (20)1.工作零件的结构设计 (20)2.定位零件的设计 (22)3.卸料部件的设计 (23)4.导柱、导套位置的确定 (23)5.模架及其他零部件的设计 (24)七、模具总装图 (24)八、填写冲压工艺卡片 (27)九、填写模具零件加工工艺卡 (29)十一、结束语 (34)致谢 (35)主要参考文献 (36)摘要论文是由翻边设计、冲孔模设计组成,冲压模具主要是将板料分离或成形而得到制件的加工方法。
因为模具的生产主要是大批量的生产,而且模具可以保证冲压产品的尺寸精度和产品质量,模具的设计与制造主要考虑到模具的设计能否满足工件的工艺性设计,能否加工出合格的零件,以及后来的维修和存放是否合理等。
在本次设计中的取暖器主机连接座中,不仅要考虑要使做出的零件能满足工作要求,还要保证它的使用寿命。
其次设计中还要考虑到它的实际工作环境和必须完成的设计任务,两套模具的模架分别采用后置和中间形式,凹模采用整体凹模,这样可以采用线切割等数控设备来一次完成全部的工序加工,在设计中我要考虑到很多关于我所设计模具的知识,包括它的使用场合、外观要求等,从这里可以知道模具设计是一项很复杂的工作,所以在设计要不断的改进直到符合要求。
关键词:翻边冲孔工艺性AbstractPaper is designed by the flanging, punching mould design, sheet metal stamping is mainly will get separated or forming parts processing methods. Because the mold production mainly mass production, and mould can ensure the precision stamping products and product quality, the mold design and manufacture of the main consideration of mould design can meet the design, can processing manufaturability qualified parts, and then repair and storage whether reasonable, etc. In the design of the main building, connect heater to make the parts can satisfy the requirements, it also ensures that its service life.Second design to consider its actual working environment and must complete the task, two sets of mould design of formwork used respectively, and the form of dies.the using integral dies.the, so can using such equipment to a linear control all the process in the design, I will consider a lot about my knowledge of mould design, including the use of its appearance, etc, from here can know mold design is a very complicated work, so in the design to continuous improvement until meets the requirement.Keywords: flanging punching process绪论(1)课题来源及要求本次模具毕业设计的课题属于零件设计类,来源于生产实际问题,是一个圆孔类取暖器主机连接座,该零件需通过①落料--②拉伸--③落料冲孔--④平面翻边--⑤内孔翻边-- ⑥冲侧面孔六道工序完成。
圆筒内翻边工艺流程
圆筒内翻边工艺流程英文回答:Cylindrical flanging is a metal forming process used to create a flanged edge on cylindrical or tubular components. This process is commonly used in industries such as automotive, aerospace, and manufacturing.The process begins by securing the cylindrical component in a flanging machine or press. The machine consists of a die and a punch. The die is shaped to match the desired flange profile, while the punch is used to deform the material and create the flange.To start the flanging process, the punch is brought down onto the material, applying pressure and causing it to deform. The material is forced against the die, which shapes the flange. The punch may make several passes to ensure the flange is properly formed.During the flanging process, it is important to control the material flow and prevent any wrinkles or cracks from forming. This is achieved by using lubricants and adjusting the machine settings to optimize the forming process. The lubricants reduce friction between the material and the die, allowing for smooth deformation.Once the flange is formed, the cylindrical component is removed from the machine and inspected for quality. Any imperfections, such as uneven flange thickness or cracks, can be addressed through additional processing or rework.Cylindrical flanging can be used to create varioustypes of flanges, such as single flanges, double flanges,or multiple flanges. The specific flange design depends on the application and requirements of the component. For example, in the automotive industry, flanged edges are commonly used in exhaust systems to ensure a secure connection between components.Overall, cylindrical flanging is a versatile andefficient process for creating flanged edges on cylindricalcomponents. It allows for precise control over the flange profile and ensures a strong and reliable connection between parts.中文回答:圆筒内翻边工艺是一种金属成形工艺,用于在圆柱形或管状零件上创建翻边边缘。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
时 m=0 8 . ,查 工 具 书 得 知 低 碳 钢 极 限 翻 边 因数 为 0 6 ,小 于 .5
m,所 以零件可 以成形 ,方案可行。
巾2 O
可 :
2 0
12 毛 坯 尺 寸 计算 .
图 l) c所示零 件实际上是一种 平 口形扩 口件 。在参考文献
[】 ,依据 体积不变 条件和有关 几何关 系 ,推导 出了翻边件 3中
c m b n ton be we n a o i a i t e a f dng pu h a n a pl na i n pu h The di tuc u e s e s nd ha i s .t wilbe a oo x m pl o l nc nd a p a to nc . e s r t r i a y a nd ne s I l g d e a efra sm ia o d de i n. i l rm l sg Ke y wor :Fl n ng M o d f rt yl r pa t fa i un h;a l na i unc ds a【 gi l he c i r ; rng p c o de l pp a ton p h1 3 翻 边 Nhomakorabea计 算 .
翻 边 力 是 模 具 的 主 要 设 计 参 数 之 一 , 以 此 来 设 计 、 校 核 工 作 部 件 强 度 和 选 择 冲 压 设 备 。 圆 筒 零 件 最 大 翻 边 力 的 计 算
公式为 :
限位 圆柱l一方面用来限制扩 1凸模9 5 : 1 的行程下限,另一方
圆 筒 件 翻 边 模 具 设 计
张骞 田福祥 ( 青岛 理工 大 学 , 东青 岛 , 6 0 3 山 263)
摘
要 :介绍 r 圆筒翻边 I t 尺 寸和番边 力的 计算 方法 .设 汁} 用扩 n凸模 与 I I 『 l I I { 压平 n模 棚结合对筒形件进 行翻边的模具 ,结构简 单、巧
妙 ,对同类产品也有 ‘ 定的借 镳作用 关键 词: 圆筒 翻边 ;扩 I| 摸 ; 平 I模 iJ I l n I
D e i n o l n i g M o d f he c lde r sg fF a g n l or t y i r pa t
Zha qi n, a ux a ng a Ti n f i ng
面 ,其 中 间 圆 台部 分 确 定 了滑 动 凹 模 l 的位 置 。 8 此 模 具 结 构 简 单 ,可 靠 ,便 于 使 用 ,维 修 。
J F ) =
式中
±! )
H =l .5 ~ I .6 mm ,取 lrm。 652 704 7 a 翻边 后 的 圆 筒 零 件 经 过 质 量 鉴定 ,尺 寸 合 格 。
冲压模技术 曩
WW W o d. n net m ul c
结构 中凹模被分 成两块 儿 ,在弹性 圈 1的作 用下夹 紧工件 。 7
如 示工形 用0 图 ,艺件材8 11边 料, c 分, 为 )为 筒所 A 所一 析 翻
料 厚 0 6 m。 要 冲 压 成 图 示 形 状 , 我 们 可 以考 虑 .r a 先 把 垂 直边 扩 成 锥 形 口 ,然 后 压 平 的步 骤 。
式 中 d
扩口前直径。
D — 扩 口后 直 径 ; — 将 图1) 的尺寸 ,o 0 m, c中 d =2 r a D=2 mm带 入 式 中 , 此 5 得
・
1 1成 形 方案 分 析 .
从 毛 坯 a N 成 形 件 C , 实 际 可 看 成 是 一 个 先 将 圆 筒 口 扩 ) ) 成 锥 口b , 再 压 平 的 过 程 。 在 这 个 翻 边 过 程 中 ,变 形 区 的 材 )
料主要 受切 向拉 应力作用 产生切 向拉 伸变形 ,使直径 增加 , 壁厚减 小。翻边 时的极限变 形程 度受变形 区材料破裂 和传 力
f n d o Te h oo i a Un v ri , n d o 2 6 3 ,Ch n ) Qi g a c n l g c l i e s y Qi g a , 6 0 3 t i a
Abs r c : The p pe as i r ta t a r h nt odu e he a c l ton m e hod o h l nk s z a t fa c d t c l u a i t f t e b a i e nd he l nge f c . or e The i s de i ne i h n,t i s g d usng t e
区 失 稳 起 皱 的 限 制 ,其 中前 者 是主 要 因 素 。 翻 边 时 的变 形 程 度 用 翻 边 因数 表 示 :
6 模具工程 M U D&D O E T 2 1年 第8 ( 8 OL I P JC 0 0 ER 期 总第 1 1 1 期
d 2 m , d= 25 m 代 入 上 面 得 公 式 式 , 可 得 : 0m m
坯料 高度的计算公式 :
a )
b )
圈 1 或 形 过 程 a毛 坯 b扩 口件 c零 件 ) ) )
c )
( 71 + 2 ( 0 - _ 2 + . l1 9 1
式中 H —— 翻边 前简体坯料高度 ,mm;
h— — 翻 边 后 简体 直段 高 度 ,mm ; . d_ 翻 边 前 筒 体 坯 料 外 径 ,mm ; n一 _ d — — 翻 边 后 简 体 凸 缘 外 径 ,mm 。 将 图 1 ) 示 尺 寸 , h. l 所 c = 5—0. 6= l 4m , 4. m