ISO2859-1抽样检验标准-全英文版
包袋类产品品质检验标准(中英文版_version_1.0

I. 抽样计划:按照美国军标MIL-STD-105(E) 单次随机抽样标准,正常检验水准Level IIAQL:危险缺陷(critical) 0,重要缺陷(major) 2.5, 次要缺陷(minor) 4.0II.缺陷分类:危险缺陷(critical) :产品导致或潜在导致危险, 违反销售国或销售地法规..重要缺陷(major) :产品存在导致使用功能减少和外观明显影响销售的问题.次要缺陷(minor) :不影响产品功能, 只是车工方面有超出定制的质量标准.III.数量检验:货品数量要求100%完成, 且80%包装入箱.IV. 检验标准:检验标准除此指引外,还需结合客人签办, 客人签名办可以做为检验的重要参考基准.-设计, 物料, 款式, 颜色, 重量,尺寸请跟回最后的客人签办.-包装, 箱唛,内唛等所有包材按客人要求.-车制工艺根据外观检视.附缺陷明细表如下:DESCRIPTION OF DEFECTS缺点描述[1] Material Issues原材料問題Critical Major Minor Use wrong material 用错物料( x )Discoloration /Flaw 布疵/瑕疵褪色/变色( x )Texture Variation 纹路不配( x )Broken Surface, Mesh running off yarns 物料表面破损,网布抽紗、斷紗。
( x )Incorrect Inserting Foam hardness and thicknessPE 棉的硬度和厚度不正确( x )Bad Zipper , incorrect size webbing strap 拉链不良,织带尺寸規格錯誤Incorrect buckle , Velcro , D-ring不正确的扣具、魔术贴、D扣( x )( x )[2] Stitching /workmanship车制工艺Critical Major Minor Skipped Stitch, Loose Stitches,Broken Stitch, MissingStitch 跳针,松针,断线, 漏車线( x )Pieces sewn wrong 缝错(如整批错误为Critical)( x )Top Stitch, Double Needle Problems 单/双针问题( x )No back tack (3-4 back tack stitches.)没有倒针(3-4次回車線)( x )Incorrect stitching margin 車縫边距不均匀( x )Incorrect overlap stitch(3-4overlap stitches standards)重针不良(重線3-4針為標準)( x )Open Seam 漏縫(如整批错误为Critical)( x )Needle holes(no continual 3 stitch holes with 6 inches)針孔(6’’內不能超過3個針孔)( x )Incorrect Zig-Zag stitch 车人字線彎曲不良( x )Crooked / Uneven stitch 车縫弯曲、起皺不平服( x ) Inconsistent Stitching tension 車線鬆緊度不均( x )Incorrect component position 配件的位置不对(如整批错误为Critical)( x )SPI Issues (Stitch Per Inch) Binding 5-6 stitches perinch , Gore binding :11-12 stitches per inch, other 6-8stitches per inch每英寸針距(包邊線5-6針/1”,松紧带/三角車線11-12針/1”,其他車線為6-8針/1”)( x )Crooked binding strap or peeling off or raveling end包邊彎曲,尾端散口( x )Incorrect binding width(10mm width)包边宽度不正确(標準10mm寬)as reference CFM sample( x ) Broken jointing areas 接缝位置爆开(如整批错误为Critical)( x )Incorrect box stitching and improper back stitch on shoulder strap 肩带四方車線和倒针不良( x ) ( x )Poor bar tack stitching. 打枣不良( x ) Inconsistent position of eyelet, missing eyelet 雞眼位置不对或遗漏( x )Incorrect needle size 针距大小不正确( x )Incorrect Back Tack 倒针错误( x )Zipper Slide Missing 无拉链头(如整批错误为Critical)( x )Zipper direction wrong 拉链方向错误( x )Broken Mesh pocket binding 网袋包边爆开( x )Missing component 少配件(如整批错误为Critical)( x )Sewn caught 车缝连接其他部位( x )[3] Cosmetic外觀Critical Major Minor Color Variation 色差(X)Incorrect color 颜色錯誤( x )Touch Up paint 补色( x ) Color Transfer 色遷移( x )Unclear, scratched screen painting 絲印不清晰、刮伤( x )Inconsistent color print 印刷颜色深浅不一( x ) Incorrect printing 印刷錯誤( x )( x )Part Soiled ,oxidized (not over 1.5mm diameter)配件臟污,生锈(直徑不能超過1.5mm)Repaired mark visible 明顯可見的翻修痕迹( x )Incorrect Logo / Label position 商标位置车错( x ) Wrong construction 结构错误( x )Threads not trimmed 线头没有修剪( x ) Thread end not over 3mmDeformed embroidery letter 刺绣字体变形( x )Loose Fraying embroidery 刺绣脱线和起毛( x )Damaged / loose yarns 损破( x )Puckering /Humps/Crooked 褶皱,凸起,扭曲( x ) Wheel defect/ 轮子瑕疵( x )Draw cord defect/束拉绳瑕疵( x )[4] Packaging and labeling issues 包装&商標Critical Major Minor Damaged/Deformed/Moisture/Dirty carton and box , ( x )外箱和内盒破損,变形,湿的,脏污Wrong /missing language on poly-bag ( x )PE袋上语言錯誤或遗漏印Damaged /Broken Poly-bag 包装袋损坏( x )Missing Warranty Information 没有相关保证信息Missing country of origin/date code /purchase order# ( x )没有原产国标记,时间,PO号Silica gel Missing 未放干燥剂( x ) Missing ,illegible or Incorrect barcode and ( x )size label/security label and Hang Tags placement漏條形碼和尺寸標、防偽標、吊牌或錯誤,不清晰Incorrect Size /Dimensions 容積/尺寸不对( x ) Not over 5mm in length (不能超過5mm)( x )Mixed PO# ,size, production style ( x )不同PO#,大小,产品型号混装在一起REGIONAL SPECIFIC REQUIREMENTSAMPLING PLAN: SINGLE PLAN LEVEL II, NORMAL INSPECTION 成品验货抽样计划:Acceptance sampling will require the selection of a sampling plan. A sampling plan will determine the size of a sample and the number of defective permitted in the sample to determine the acceptance or rejection of the batch/lot. The two parameters of sampling plan are the sample size (number of units in the sample) and the acceptance number (max. number of defective units allowed in a sample). 验收抽样将需要选择一个取样计划。
ISO2859 AQL抽样检验表(标准版本2.0)

抽样方案MIL-STD-105E 表1
MIL-STD-105E抽样标准
抽样方案(MIL-STD-105E II)表1
使用箭头下面的第一个抽样方案。
如果样本量等于或超过批量,则执行100%全检。
使用箭头上面的第一个抽样方案。
Ac接收数。
Re拒收数。
加严检验一次抽样方案
使用箭头下面的第一个抽样方案。
如果样本量等于或超过批量,则执行100%全检。
使用箭头上面的第一个抽样方案。
Ac接收数。
Re拒收数。
放宽检验一次抽样方案
使用箭头下面的第一个抽样方案。
如果样本量等于或超过批量,则执行100%全检。
使用箭头上面的第一个抽样方案。
Ac接收数。
Re拒收数。
AQL抽样标准
使用箭头下面的第一个抽样方案。
如果样本量等于或超过批量,则执行100%全检。
使用箭头上面的第一个抽样方案。
Ac接收数。
Re拒收数。
GBT28281-2012计数抽样检验标准的理解与实施
1991年发布ISO 2859-3(第一版)——GB/T 13263:1991
1999年发布ISO 2859-4(第一版)。
1999年发布的ISO2859-1:1999是ISO 2859-1的第二版,它与GB/T 2828-1987 相比较发生了很多变化。
GB/T 2828-1987的修订依据以下原则:
JIS E-9015(日),在1973年发布,研究了10年。 日本站在生产方的立场。
2.3.2 GB/T2828.1的修订
ISO对ISO2859的研究和修订工作一直没有中断,1985年发布ISO2859-2(第
一版)——GB/T 15239:1994(孤立批计数)
1989年发布ISO2859-1(第一版)——计数调整型
我国已发布了几十个统计抽样检验国家标准,主要有GB/T2828(计数型) 和GB/T6378(计量型)等。
GB/T2828:1981年发布——ISO2859 GB/T6378:1986年发布——ISO3951
1.2 计数抽样检验的基本原理
1.2.1计数抽样检验方案
1.2.1.1计数检验 计数检验是按照规定的一个或一组要求,仅将产品划分为合格或不合
1.1.4统计抽样检验及其标准化的发展历程
1960~1962年,由美、英、加三国抽样专家共同组成ABC工作组,在全 面修订105C的基础上研制出一个适合这三个国家军品和民品抽样检验标 准。 在这三个国家给予不同的代号:
美国:MIL-STD-105D 加拿大:105-GP-1(民)、CA-G115(军) 英国:BS-9001(民)、GEF-131-A(军) 1973年,MIL-STD-105D被IEC(国际电工委员会)采用,命名为 IEC410,1974年ISO(国际标准委员会)命名为ISO2859。
计数调整型抽样检验标准GBT历史背景

历史背景
标准名称
JAN-STD-105 MIL-STD-105A MIL-STD-105B
说明
全名为Joint Army-Navy Standard 105, 在1949年设计 完成 在1950年, JAN-STD-105被修订为MIL-STD-105A 1958年修订
MIL-STD-105C
MIL-STD-105D ANSI/ASQC Z1.4 1971 ISO 2859
1961年修订
1963年修订 1971年推出, 由美国国家标准局(American National Standard Institute, ANSI)列入美国国家标准 在1974年, 国际标准化组织(International Organization for Standardization, ISO)將ANSI/ASQC Z1.4稍作修正, 将其编列为ISO 2859 1981年中国参考ISO2859,发布了国家标准GB/T282881,1987年修正为GB/T2828-87,2003年和2012年两 次改版。 1989年5月10日, 美国军备研究发展中心公佈, 与105D版本 相类似, 只有在文字部份加以修订, 另行編排.
GB/T2828
MIL-STD-105E
谢 谢!
《电子产品环境检验技术》课程
佛山职业技术学院电子信息系
计数调整型抽样检验标准 GBT2828.1历史背景
GB/T2828.1属于计数调整型抽样检验标准,适 用于连续批的调整型计பைடு நூலகம்抽样检验,它等同采 用国际标准ISO2859-1:1999。 ISO2859-1:1999源于美国军方标准MIL-STD105E,起源于二战时期美国国防部对武器设备 的验收标准,经过半个世纪的发展已逐渐被人 们用到质量检验领域,是目前国内外广泛采用 的统计抽样标准。相关历史背景如下所示。
10版GMP取样附录
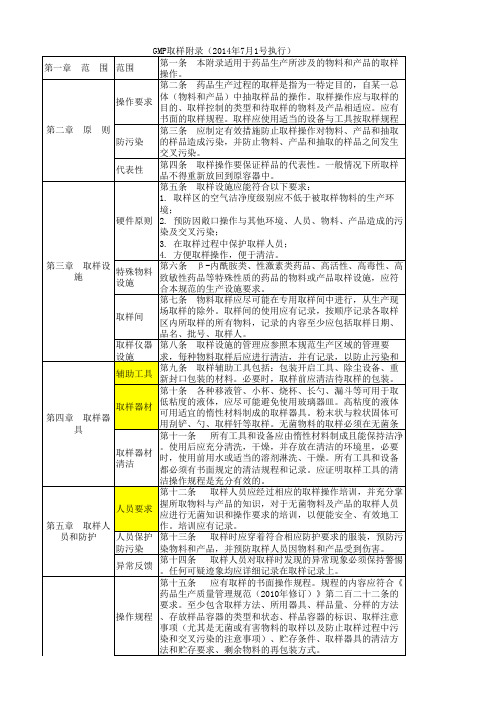
血浆取样
第七章
中药材取 取样操 样 作 工艺用水 取样
包材取样
第二十八条 中间产品的取样应能够及时准确反应生产情 中间产品 况,在线取样时应充分考虑工艺和设备对样品的影响,选择 取样 相应的生产时段和取样位置进行取样操作;非在线取样,取 样件数可按照本附录第二十条的要求进行计算取样。 第二十九条 成品的取样应考虑生产过程中的偏差和风险。 对于无菌检查样品的取样,取样件数应按照本规范无菌药品 成品取样 附录第八十条的规定,结合《中华人民共和国药典》附录无 菌检查法中批出厂产品最少检验数量的要求计算。 放射性样 第三十条 放射性药品的取样操作可根据产品的实际情况进 品取样 行,并采取相应的防护措施。 第三十一条 物料和产品标准中有特定取样要求的,应按标 特定取样 准要求执行。对包装材料、工艺用水等,按具体情况制定取 样操作原则。 第三十二条 取样后应分别进行样品的外观检查,必要时进 合样,分 行鉴别检查。若每个样品的结果一致,则可将其合并为一份 样 样品,并分装为检验样品、留样样品,检验样品作为实验室 第三十三条 取样数量应能够满足《药品生产质量管理规范 取样数量 (2010年修订)》中检验及留样的要求。 第三十四条 样品的容器应能够防止受到环境、微生物、热 原等污染,容器应避免与样品发生反应、吸附或引起污染, 容器要求 并根据样品的贮存要求,能避光、隔绝空气与水份,防止样 第八章 样品的 品出现较原包装更易降解、潮解、吸湿、挥发等情况。样品 容器、转移和贮 容器一般应密封,最好有防止随意开启的装置。 存 第三十五条 取样后应及时转移,其转移过程应能防止污 样品转移 染,不得影响样品质量。 第三十六条 实验室应有样品贮存的区域和相应的设备。样 样品贮存 品的贮存条件应与相应的物料与产品的贮存条件一致。 (一)简单随机取样 从包含N个抽样单元的总体中按不放回抽样抽取n个单元,若 任何n个单元被抽出的概率都相等,也即等于1/(Nn),则称 简单随机 这种取样方法为简单随机取样。 取样 注:简单随机抽样可以用以下的逐个抽取单元的方法进行; 第一个样本单元从总体中所有N个抽样单元中随机抽取,第二 个样本单元从剩下的N-1个抽样单元中随机抽取,以次类推。 第九章 术 语 (二)具有代表性的样品 根据一个抽样方案,该方案可以确保抽取的样品按比例地代 具有代表 表同一批次总体的不同部分或一个非均匀样品总体的不同属 性的样品 性,这样的样品就是具有代表性的样品。 (三)样品 取自一个批并且提供有关该批的信息的一个或一组物料或产 品。
ISO2859导入讲义
A
Pa(0.10)= ∑ d=0
C20d C180 n-d
C200n
≤0.10
Ac
0
1
2
3
4
……
n(p0) 2
15
18
69
110
……
n(p1) 21
35
49
60
71
……
计数调整型抽样检验概述
1.3.1 计数调整型抽样检 验的分类 三种类型: 1.可以调整宽严程度 的检验
2.可以调整检验水平 的检验
1.2.1.3 多次抽样方案:与二次抽样方案类似
错误的观点:Ac=0的方案最严格,最让人放心
①N=1000,n=100,Ac=0; ②N=1000,n=170,Ac=1; ③N=1000,n=240,Ac=2
L(P)=Pa(P)
③ ② ①
焦点B时P=2.2%, L(P)=0.1
三条OC曲线交点于B( P=2.2%,L(P)=0.1) ①P只要变化比0%稍大,L(P)
2.统计抽样检验:
N 批产品
随机抽 取
n 样本
全检
d
比较
不合格品
4 d≤AC
3
2
批产品合格
N,Ac,Re用数理统计的方法来确定
1
d≥Re
0
判断准则(Ac,Re)
批产品不合格
不足:批产品合格中可能包括不合格品,反之批产品不合格中可能包括合格品。 全检不能被否定,全检仍适用于价值较大,后果影响严重的产品。如热水器、汽车等
统计抽样检验的分类
按统计抽样检验的目的的分类 预防性抽样检验(过程抽样检验、SPC) 验收性抽样检验(抽样检验过程) 监督抽样检验(第三方,政府主管部门、行业主管部门如质量技术监督局的
精 品[精品]00ISO2859-1 抽样检验方案
![精 品[精品]00ISO2859-1 抽样检验方案](https://img.taocdn.com/s3/m/d7938fc148d7c1c709a1459b.png)
This standard is based on the standard ” Method for sampling inspection” (DS/ ISO 2859-1) 本标准以“抽样检验方案”(DS/ISO 2859-1)为依据Exit control in China:在中国的出货检验:▪Random sampling schedule ”Normal inspection”随机抽取样本,依“正常检验抽样标准”▪Control dimension控制尺寸➢Inspection level I一级检验标准➢AQL-value 0,4 (can accept max. 0,4 deviation per. 100 units)AQL值为0.4(即每100 个单位产品中不合格品数不可超过0.4个)▪Additional dimensions其它尺寸➢Special inspection level S-3按S-3级特殊检验标准➢Additional dimension: AQL-value 1,5 (can accept max. 1.5 deviation per. 100 units)其它尺寸:AQL值为1.5(即每100个单位产品中不合格品数不可超过1.5个)Incoming control:客户进料检验:▪Random sampling schedule ”Normal inspection”随机抽取样本,依“正常检验抽样标准”▪Control dimension控制尺寸➢Special inspection level S-4依S-4级特殊检验标准➢AQL-value 0,4 (can accept max. 0,4 deviation per. 100 units)AQL值为0.4(每100个单位中不合格品数不可超过0.4个)▪Additional dimensions其它尺寸➢Special inspection level S-2依S-2特殊检验标准➢Additional dimension: AQL-value 1,5 (can accept max. 1.5 deviation per. 100 units)其它尺寸:AQL值为1.5(即每100个单位产品中不合格品不可超过1.5个)Code letter for sampling size样本大小字码word3Plan for sampling under normal inspection 正常检查抽样方案Control dimension: AQL-value = 0,4 控制尺寸:AQL 值=0.4Additional dimension: AQL-value = 1,5其它尺寸:AQL 值=1.5Plan for sampling under tightened inspection 加严检查抽样方案:Control dimension: AQL-value = 0,4 控制尺寸:AQL 值=0.44其它尺寸:AQL 值=1.5Plan for sampling under reduced inspectionControl dimension: AQL-value = 0,4。
ISO2859培训
(二). GB/T2828.1-2003 适用范围
对于连续批,抽样方案连同转移规则一 起使用,即必须把GB/T 2828.1做为一个“ 整体”来引用,单独引用其中的一个方案 是不合适的。GB/T 2828.1以AQL作为检 索手段,系统的主要目的是控制接收批 的质量水平等于或优于AQL。
14
9
(四)突出实用性和可操作性
在保持标准的科学性、先进性的基础上 ,应突出实用性、可操作性的原则,以 利于标准的推广应用。
10
3.GB/T2828.1-2003概述 3.1 GB/T 2828的预期结构
GB/T 2828《计数抽样检验程序》分为以下几个部分, 其预期结构及对应的国际标准和将代替的国家标准为:
2. 对计数调整型抽样检验系统的复合特性进行理论 研究,将暂停规则由原来的连续10批规则改为现 行的累计5批规则;
3. 取消放宽检验方案接收数与拒收数之间的空隙, 使之成为真正意义上的抽样检验方案等等。
5
2 .GB/T2828-1987修订原则
2.1修订GB/T2828-1987必要性
:
随着科学技术的进步,适应国际贸易和技术交流的需 要,ISO/TC69/SC5对ISO2859的研究和修订工作一直 没有中断,
1981年,《SJ 1288-78的第2章:逐批检查 》演变为GB/T 2828的1981年试行版。
3
1.2 GB/T 2828-1987 历史简况
1987年,在试行版的基础上,经过进一步的修 订,发布了GB/T 2828 -1987的正式版。
GB/T2828-1987是参考ISO2859、MIL-STD105D、JIS Z 9015 的技术内容制定的。
1989年发布ISO2859-1(第一版),
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Copyright by the International Organization For Standardization Thu Oct 07 17:28:22 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:22 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:25 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:26 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:30 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:30 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:25 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:25 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:13 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:13 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:30 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:10 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:11 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:11 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:12 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:12 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:12 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:26 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:27 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:29 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:29 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:27:47 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:07 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:24 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:24 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:07 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:07 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:21 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:21 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:15 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:15 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:18 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28 International Organization For Standardization Thu Oct 07 17:28:09 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:10 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:20 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:21 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:19 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:20 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:14 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:14 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:18 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:19 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:08 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:08 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:23 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:23 2004
Copyright by the International Organization For Standardization Thu Oct 07 17:28:16 2004