汽化冷却系统自动化
加热炉汽化冷却系统概述

第一章加热炉汽化冷却系统概述1.1加热炉(尤其蓄热式)一应用概况加热炉是轧钢生产中不可缺少的设备之一,它在很大程度上影响着产品的质量和技术经济指标⑴。
钢铁企业轧钢领域蓄热式换热技术的应用,可从以下几个方面来分:从炉型上分:有推钢式加热炉;步进梁式加热炉;车底式炉;均热炉;罩式炉;带材连续式热处理炉及冶炼连铸领域的烘烤设备。
从匹配的轧机分:棒材、高速线材、中厚板、热带、H型钢、及型钢等加热炉。
其中以步进梁炉为主。
从加热的钢种分,普碳、低和金和特殊钢加热炉。
(暂无加热硅钢坯的业绩)从加热钢坯规格分:方坯最长达16m断面最大为300X400mm板坯最长达15.6m;板坯厚:250mm~300mm在轧钢生产中加热炉必须满足几方面的要求:生产率高、加热质量好、燃耗低、劳动条件好、寿命长。
为了达到这几方面的要求,必须很好的掌握加热炉的结构、原理和设计方法,以便选好、用好、改造好和设计好所需的加热炉。
采用这项技术的企业主要还是集中在地方中小型和民营钢铁企业,并且大部分都是烧纯高炉煤气的蓄热式加热炉,因此这些企业加热钢坯的燃烧成本低,钢铁产品的价格竞争性强,利润率高。
其中代表性的烧高炉煤气的蓄热式步进梁式加热炉有:一是唐山国丰的1450m连铸连轧工程,加热的板坯长15.6m,小时产量达290t的步进梁式加热炉,采用的也是烧高炉煤气的蓄热式步进梁式加热炉,该座炉子已经顺利投产。
加热质量、产量、热耗都达到预想的效果。
唐钢连铸连轧,板坯长15m 产量250t/h,也是烧高炉煤气的蓄热式步进梁式炉,也成果显著[2]。
1.2加热炉的组成结构及热工控制1.2.1加热炉的结构一般加热炉由以下几部分组成:炉膛、燃料系统、供风系统、排烟系统、冷却系统、余热利用装置等。
按钢料在炉内的运动方式分类:推钢式炉、步进式炉、辗底式炉等等。
按空气和煤气的预热方式分类:不预热式炉、换热式炉、蓄热式炉。
蓄热式燃烧系统由蓄热室、煤气燃烧室、换向系统、供风系统、煤气系统、排烟系统等组成,主要由蓄热式烧嘴和换向系统组成。
转炉汽化冷却系统的自动控制

统、 散料 、 合金 料下料 系统 、 化冷却 系统 、 汽 煤气 回收
系统 、 以及散料 、 金 料 上料 系统 等 公 辅设 施 , 汽 合 而 化冷却 系统在 转炉生 产 中起着 非常 重要 的作用 。汽
l 控 制 系统 结 构
1 1 系统构 成 .
整 个控 制 系 统 由操 作 站 、 L P C一5 4 C及 远 程 /0
Al l n—Bal L e rde P C一5系 列 P C用 于 汽化 冷 却 系 y L
IO模块 、 场 设 备 组 成 。操 作 员站 采 用 研 祥 系列 / 现
工 控 机 , 存 2 6 M, 0 G 硬 盘 , o t le 卡 内 5 8 C nr N t网 o
( 74一K C ) 2 寸 N C纯平 彩色显示器 , 18 T X ,1 E 操作 系统 为 中文 WID WS20 ,L N O 0 0 P C系统 由电源 模块 、 C U模 块 、 P 远程 IO模块 、 关 量输 入 、 出模 块 以 / 开 输
及模 拟量 输入 、 出模块组 成 。 输 控制 系统 采 用 C nr N t o t | e 网络 , 网 络 用 于 操 o 该
统 的控制设备 , 以完成整个系统的电气 、 仪表控制功
能 。该 P C及其 网 络 以其 接 口简 单 、 态 方 便 、 L 组 编
作 员 站 与 P C的 通 讯 。 Cnrle 基 于 生 产 者/ L ot N t o 消
维普资讯
第2 卷第3 8 期 20 0 8年 6月
江
西
冶
金
V 1 2 .N . o. 8 o3
J ANG T L I XI ME AL URGY
济钢210转炉_汽化冷却系统操作说明
济钢集团自动化部6.HMI画面及操作说明6.1.总貌介绍6.1.1系统网络结构济钢4#210吨转炉主控室内的HMI系统包括7台HMI上位机,1套服务器,其中,有1套为转炉公用介质单机版HMI,1套为汽化冷却单机版HMI,1套为转炉本体单机版HMI,1套为汽化冷却客户端版HMI,2套为转炉本体客户端版HMI,1套为副枪HMI。
1套服务器用于转炉本体系统。
上位机充分利用AB系列PLC及 RSVIEW的软件特点,做到客户端互为备用。
即各上位机虽然功能不同但完全可以互相切换,做到多机热备。
作为CLIENT/SERVER的结构,服务器采用1台上位机,即转炉主控室上位机的数据全部通过此上位机采集各PLC的数据并负责分发至各工作站,反之来自各工作站的指令也先发往此计算机再分派至各PLC。
6.1.2系统主画面系统主画面是各上位机开机后自动打开的画面,通过此画面操作员可以进入不同的分画面、退出HMI系统。
换言之,系统主画面是转炉HMI系统的登录门户。
点击桌面Display Clent “汽化冷却”图标,即可进入汽化冷却系统的操作主画面。
济钢集团自动化部返回按钮为退出到汽化冷却系统的总貌画面。
若关闭汽化冷却上位操作系统,则需按下“Ctrl+F4”。
6.1.3画面的操作方式画面的操作分操作员键盘、鼠标两种方式。
可以任选其中一种方式进行操作。
6.1.4画面的布局画面的背景色一律为灰色,顶端为标题条、中间为设备控制和监视部分、底端为报警信息条。
标题条中设有与汽化PLC的状态显示图标,如为绿色,表示通讯正常,如为红黄色闪烁,表示HMI与汽化PLC系统的通讯网络失败。
6.2系统登录开机后,鼠标双击桌面Display Clent “汽化冷却”图标,即可进入汽化冷却系统的操作画面。
6.3汽化冷却系统总貌本部分HMI主要完成整个汽化冷却系统(包括汽包系统、除氧器系统、蓄热器系统、分汽缸系统、工业水冷却系统、给水泵系统、高压强制循环泵系统、低压强制循环泵系统)工艺参数的显示、控制、报警和记录功能以及相关设备的操作和状态监控。
加热炉汽化冷却系统无人值守自动化改造__tr
电动机
加热炉 汽包给水泵
差压变送器 0—380 V AC 0—50 Hz
图4
汽化冷却控制系统
4) 在加热炉值班室增设了电视监控系统, 便于 监测水泵房供水控制系统的运行情况和现场工况。
3 改造效果
1) 实现了无人值守自动化运行, 提高了自动化 水平, 解决了人员对系统运行影响、 干扰大的问 题。实现了减员增效的目标, 减少值班运行人员 4 人。2) 控制精度明显提高, 汽包水位波动范围可达 到±5 mm, 解决了 2 个关键问题: 水位过高, 汽包内 汽水分离效果差, 冷却效果劣化; 水位过低, 氧化烧 损率上升, 水循环慢, 水冷壁被烧坏或爆管。3) 节 能效果显著。经标定, 改造前供水泵使用功率为 13.7 kW, 改为变频控制后正常热负荷下使用功率为 4 kW, 节电 70%。4) 节水效果较好。汽包水平的稳 定运行, 保证了汽水分离的效果, 降低了汽包用软 水的消耗量。5) 机泵实现了软起动, 且正常工作时 保持低速运转, 减少了泵体及管路附件磨损, 降低 了维修量, 节约了维修费用。
第 31 卷 第 6 期 2009 年 12 月
������������
山
东
冶
金
Shandong Metallurgy
������������
Vol.31 No.6 December 2009
信息化建设
������������������������������������������������������������
汽包水位的闭环串级自动控制系统, 当水位变化时, 智能调节器可根据差压变送器的输出参数, 自动调节变频器的输出转 速, 从而实现了汽包水位的自动控制调节, 汽包水位波动范围可达到±5 mm, 节电率达 70%。 关键词: 加热炉; 汽化冷却系统; 自动控制; 变频调速 中图分类号: TP273 文献标识码: B 文章编号: 1004-4620 (2009) 06-0060-02
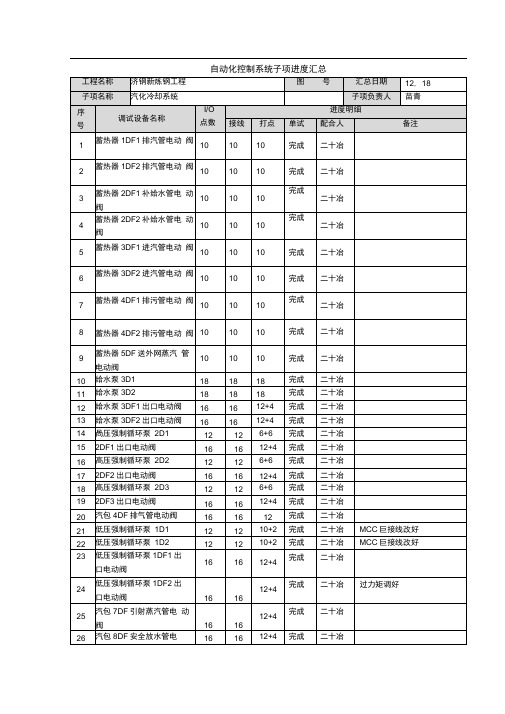
4#转炉汽化冷却系统调试记录091218
5
5
1+4
完成
二十冶
63
锅炉给水泵出口压力
3
3
3
完成
二十冶
64
咼压循环泵出口压力
4
4
4
完成
二十冶
65
低压循环泵出口压力
3
3
3
完成
二十冶
67
氧枪口冷却水回水压力
1
1
1
完成
「二十冶
68
副枪口冷却水回水压力
1
1
1
完成
二十冶
69
下料口冷却水回水压力
2
2
2
完成
二十冶
70
活动烟罩氮气管压力
2
2
2
完成
二十冶
16
高压强制循环泵2D2
12
12
6+6
完成
二十冶
17
2DF2出口电动阀
16
16
12+4
完成
二十冶
18
高压强制循环泵2D3
12
12
6+6
完成
二十冶
19
2DF3出口电动阀
16
16
12+4
完成
二十冶
20
汽包4DF排气管电动阀
16
16
12
完成
二十冶
21
低压强制循环泵1D1
12
12
10+2
完成
二十冶
MCC巨接线改好
10
10
10
完成
二十冶
10
给水泵3D1
18
18
18
高炉冷却的基础知识

高炉冷却的基础知识高炉冷却的基础知识第一节高炉冷却理论常识一. 高炉冷却的目的高炉冷却的目的在于增大炉衬内的温度梯度,致使1150℃等温面远离高炉炉壳,从而保护某些金属结构和混凝土构件,使之不失去强度。
使炉衬凝成渣皮,保护甚至代替炉衬工作,从而获得合理炉型,延长炉衬工作能力和高炉使用寿命。
高炉冷却是形成保护性渣皮、铁壳、石墨层的重要条件。
高炉常用的冷却介质有:水、风、汽水混合物。
根据高炉各部位工作条件,炉缸、炉底的冷却目的主要是使铁水凝固的1150℃等温面远离高炉壳,防止炉底、炉缸被渣铁水烧漏。
而炉身冷却的目的是为了保持合理的操作炉型和保护炉壳。
二. 高炉冷却的方式目前国内高炉采用的冷却方式有三种:1. 工业水开路循环冷却系统2. 汽化冷却系统3. 软水密闭循环冷却系统三.冷却原理冷却水通过被冷却的部件空腔,并从其表面将热量带走,从而使冷却水的自身温度提高。
t1 ┏━━━┓ t2水——→┃冷却件┃——→水┗━━━┛1.自然循环汽化冷却工作原理:利用下降管中的水和上升管中的汽水混合物的比重不同所形成的压头,克服整个循环过程中的阻力,从而产生连续循环,汽化吸热而达到冷却目的。
2.软水密闭循环冷却工作原理:它是一个完全封闭的系统,用软水(采用低压锅炉软水即可)作为冷却介质,其工作温度50~60℃(实践经验40~45℃)由循环泵带动循环,以冷却设备中带出来的热量经过热交换器散发于大气。
系统中设有膨胀罐,目的在于吸收水在密闭系统中由于温度升高而引起的膨胀。
系统工作压力由膨胀罐内的N2压力控制,使得冷却介质具有较大的热度而控制水在冷却设备中的汽化。
3.工业水开路循环冷却工作原理:由动力泵站将凉水池中的水输送到冷却设备后,自然流回凉水池或冷却塔,把从冷却设备中带出的热量散发于大气。
系统压力由水泵供水能力大小控制。
四.冷却方式的优缺点高炉技术进步的特点,表现为高炉炼铁已发展成为较成熟的技术。
从近几年高炉技术进步的发展方向看,突出的特点是大型化、高效化和自动化。
刍议汽化冷却装置汽包水位自动控制
刍议汽化冷却装置汽包水位自动控制作者:张绚来源:《中小企业管理与科技·上中下旬刊》 2016年第3期张绚河北钢铁集团宣钢公司河北张家口075100摘要汽包在运行中,水位在不断的变化,这将直接影响加热炉的安全和炉设备的运转效率的高低,因此应始终把握汽包水位情况,对汽包水位控制系统是十分必要的。
关键词汽包;水位;自动控制1 汽化冷却系统的简介汽化冷却系统由五大构件组成,即软水箱、除氧器、循环水泵、汽包和循环水管道,主要工作原理是企业用水通过炉底水梁、上升管、下降管后再不间断的回流到汽包。
水在下降管中流动,而上升管中流动的则是蒸汽和水的复合物,因为水的比重要大于汽化后的水和蒸汽的混合物质,与此同时支撑整个加热炉的水梁高度要比汽包的高度要低一些,因此可以形成一种压力,压力要比阻力大,所以水流量的形成,将有一个周期模式。
水经过下降管和循环泵流向炉底的装置,在底部吸收大量热量重新经过汽化,然后进入上升管路最后到达汽包当中,这便是另一种周期模式。
汽包内水和汽水混合物经过进一步的分离后,蒸汽被输送到管道中,经过冷凝后的水则进入到给水泵中形成混合补水,然后进行再次循环。
2 汽包水位控制的具体分析要想保障给水泵给水能够使汽包汽化冷却达到最大负荷,控制汽包水位十分关键,所以需要对汽包中的水位加强控制,使之在一种合理的范围之内,用来满足生产活动的需要。
如果汽包水位偏高,会影响汽包内汽水分离装置的正常运转,产生大量的蒸汽和水的混合物质,蒸汽和水的混合物质将导致蒸汽的出口中含有过量的水分;如果汽包内的水位偏低,则会影响汽包内部水的循环,无法对汽包内部进行有效的冷却,导致汽包内部水冷壁温度太高,容易爆管,危害设备安全,所以汽包内部水位偏高或者偏低都会对汽包的正常运行产生极大的影响,水位的高低能否进行有效的控制,将会直接影响到加热炉能否正常的进行工作。
3 控制汽包水位的策略加热炉的重要设备之一便是汽包,汽包能否稳定的运行,将会对生产的安全性、连续性乃至产品的质量产生影响。
加热炉汽化冷却系统__tr

0 引言
加热炉水梁的冷却方式直接影响钢坯的加热效 果和水梁的使用寿命,从而影响钢坯的加热质量和生 产效率。因此选择合适的水梁冷却方式十分重要。莱钢 宽厚板加热炉采用了汽化冷却系统。系统产生的饱和 蒸汽送入蒸汽管网,或者在紧急情况下排入大气。该系 统运行稳定、冷却效果好、能回收余热,达到了充分利 用能源的目的。
HMI 及 PLC 控制系统
加热炉汽化冷却系统
王 跃 军 ,董 京 帅 ,李 洪 哲 (山东莱芜钢铁集团自动化部,山东 莱芜 271104)
摘 要 :从汽化原理、自动控制原理方面等介绍了自动控制在加热炉汽化系统中的应用。 关键词:汽化冷却;控制阀;循环泵;流量
Heating Furnace Evaporated Cooling System
给水泵房中设有一套磷酸盐加药装置,磷酸盐药 液通过加药泵加到给水中。
3.5 蒸汽送出
通过蒸汽送出管,加热炉汽化冷却系统产生的饱 和蒸汽进入蒸汽管网。蒸汽送出管上装有流量测量装 置,可在操作台上显示蒸汽产量。当蒸汽流量超过最大 允许蒸汽产量时,炉底的保温即需要更新。汽包的压力 通过蒸汽送出管上的控制阀控制。在蒸汽送出管的末 端装有止回阀以防止蒸汽从管网倒流回汽包。
在正常工作时,汽包中的水位保持在汽包2 / 3 以上, 汽包压力保持在设定值以上, 水温为饱和温度—1 9 4 ℃。
内部循环冷却回路如图1 所示。冷却水通过循环泵 吸入管、循环水泵、冷却水总管, 进入加热炉支撑梁的 冷却水进水联箱。活动梁的活动进水联箱通过旋转接 头组与活动梁进水固定联箱相连。冷却水从进水联箱
3 6 www.auto-apply.com 自动化应用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LH LH
吹炼前汽包水位: -150mm — -100mm 吹炼期间水位: 100mm — 150mm
在系统中怎样选定水位信号?
在系统中怎样选定水位信号?
液位传感器选择错误
PLC程序中关于汽包水位的计算
汽包水位等于所有选定信号的平均值。 选定信号之间偏差大于一定值时,系统将
发出液位传感器故障报警信号。 具体程序见FC21、FC22、FC33的第一段、
第五部分:趋势记录曲线的使用
系统所有运行数据均在《系统参数》画 面中显示,并且重要数据均有曲线记录。
记录曲线全部在同一窗口内,通过不同 的按钮,切换到相应得曲线上,曲线下部标 明标明曲线的名称及颜色,曲线左侧标明曲 线量程。
第四部分:信号隔离器
➢信号隔离器具有以下特点: ➢小型插装式构造的数字式信号隔离处理器 ➢“输入-输出-电源”三者隔离 ➢为现场变送器配电 ➢将直流输入信号转换成隔离的标准过程信号 ➢带电源显示灯 ➢带输出信号零点和满度调整 ➢可高密度安装
PT513>PT511
N
Y
-1#POK=0 -1#POK=1
报警、换泵 正常、继续运行
关于1#补水泵程序
关于1#补水泵程序
打开XV563
关于1#补水泵程序
关于补水阀程序fc15
关于补水阀程序fc15
关于补水阀程序fc15
关于补水阀程序fc15
第二部分:蓄热器
当烟道汽化冷却产生的蒸汽大于系统用汽 量时,将多的蒸汽储存到蓄热器中;当烟道 汽化冷却产生的蒸汽小于系统用汽量时,将 由蓄热器输出蒸汽。正常工作时蓄热器水位 不应低于总容积的50%,最高水位不能总容积 的90%。
蓄热器控制原理
炼钢生产中转炉烟道汽化冷却 产生蒸汽是间断的,但系统用汽却 是连续的;因此,当外网压力低于 供热设定压力时,首先打开PV542 从管网输送蒸汽,若热量不够再打 开PV541从蓄热器中输送蒸汽。蓄 热器压力大于设定值时,电动放散 阀XV541打开;液位低于50%时 XV542打开补水。蓄热器控制程序 见fc19。
第一部分:汽化冷却
汽化冷却系统流程 汽包水位的确定 汽包压力调节 蒸汽流量的计算 三冲量调节在转炉汽包给水系统中的应用 汽包水位的确定 补水泵与补水阀
PLC配置介绍
程序结构介绍
汽包水位的确定
每个汽包有4个液位变 送器LT5X1、LT5X2、 LT5X3、LT5X4同时监 测汽包液位。
fc2和db100:“蒸汽压力—密度赋值 表”
fc1:查表程序,通过查表法计算当 前密度ρ
fc3:流量计算,根据数学模型计算 蒸汽流量的具体程序
10℃
DB100
每 隔
对 应 的 蒸 汽 压 力
每 隔
对 应 的 蒸 汽 密 度
10℃
关于密度计算fc1
设当前汽包压力为P,从DB100中查到的x温度下的 压力为Pi,对应的蒸汽密度为ρi;前次查到的x-10 温度下的压力为Pi-1,对应的蒸汽密度为ρi-1
调节阀PV511打开:
PT511〉工作压力 PT512〉 PT542
同时
调节阀PV511关闭:
PT511〈工作压力*0. 9 PT512〈 PT542 *0. 9
其中 之一
补水泵与补水阀
补水泵与补水阀在系统中的分配
2#补水泵
1#补水泵 3#补水泵 4#补水泵
XV561 XV563
XV562 XV564
汽化冷却系统自动化
_天津市连铸自控技术有限公司编制
概述:
汽化冷却和烟气净化系统是与转炉吹炼过程结 合最为紧密的两个辅助系统,其工艺目的是降 低转炉烟气的温度并利用汽化回收热量。控制 的目标是高效和安全,而且高效要服从于安全。
汽化冷却系统的主要工艺设备有活动烟罩、固 定烟罩、汽包、除氧器、给水泵、蓄热器和外 送蒸汽系统。
PLC;⑦、⑧端子接24VDC电源。
系统中用到几种信号隔离器
图中RWG-112040R(一入一出)用于热电偶 阻输 信入 号信 输号 入
回路,将热电偶 阻输入信号转换成与温度成线线性性的、隔离 的标准过程信号。①、②端、子③接端热子电接偶热;电③阻、;④⑤端、子⑥ 接 端补子偿输电 出阻4~C20um50a;,⑤接、PL⑥C;端⑦子、输⑧出端4~子20接ma2,4V接DPCL电C源;。 ⑦、⑧端子接24VDC电源。
XV565 XV566
1#汽包 2#汽包 3#汽包
补水泵变频器控制原理图
启 停 控 制
输入电抗器
输出电抗器
补水泵运行方式选择
机旁操作:机旁操作指在现场机旁操作箱操作 启停,固定频率运行,主要用于维修。机旁/集 中操作选择开关在机旁操作箱上。
集中操作手动运行:集中操作是在主控室画面 上操作,可进行手自动选择,也可设定变频器 运行频率。
LT514=1
N
Y
∑=∑+LT514 C=C+1
液位=∑/C
怎样计算液位?(fc4)
第一部分检测液位偏差 第二部分计算平均液位
1#汽包通过调用fc4处理液位
怎样判断液位传感器选择错误?
选择LT511 Y
计数器加1
选择LT512 Y
计数器加1
选择LT513 Y
计数器加1
选择LT514 Y
计数器加1
手动调节
手动调节时,用鼠标点PV541 和PV542,调出相应控制画面,选 择手动方式,用拉杆调节。蓄热器压力设定值和管网压力设定值也在 Nhomakorabea此输入。
运行中,补水 阀XV542和放散阀 XV541也可以手动 干预。用鼠标点相 应图标即可。
第三部分:除氧器
软化水经过除氧器去除软水中的氧气和 其他气体,再经补水泵供给汽包。我们要做 的工作是控制除氧器液位在安全的范围内, 并在需要时向除氧器补充蒸汽以使其达到工 作压力下的饱和温度,得到最佳除氧效果。
手动调节时, 用鼠标点PV551或 PV552,调出相应 控制画面,选择手 动方式,用拉杆调 节。
第四部分:一次除尘系统
一次除尘系统所有监控数据均显示在汽化主 控室监控画面上(《1#除尘》、《2#除尘》、 《3#除尘》)。
喉口调节可操作画面上的拉杆控制二文喉口 开度,同时分别显示给定开度和实际开度反馈;
在炼钢生产中,保持汽包产汽量与汽包给水量的平 衡,使汽包水位保持在相对稳定位置,保证汽包的安 全使用是一个关键问题。
三冲量调节控制流程图
蒸汽流量
汽包水位
给水流量
PID调节
加法器
补水泵
由图可见,当系统稳定时,蒸汽流量和给 水流量相平衡,水位不变;当负荷变化时,蒸 汽流量信号和给水流量信号经过加法器立即作 用于补水泵。而由于负荷变化引起的虚假水位 的变化,要经过调节器有滞后,给水量的增加 正好克服了虚假水位的现象。
当需要启动备用泵时, 用鼠标点按补水阀图标或标
系统自动切换相应的补水阀, 号调出操作画面,补水阀打
也可提前手动切换。
开后图标显示红色。
补水泵与补水阀部分的程序解读
fc11:1#补水泵; fc13:2#补水泵; fc14:3#补水泵; fc12:备用补水泵; fc15:补水阀;
关于1#补水泵程序
本系统采用西门子S7-300型PLC对转炉汽化冷却 的自动化控制,并使用WINCC监控软件实现重 要的设备状态监控和操作记录以及重要数据的 历史存档,为整个生产中出现的故障进行及时 预警。
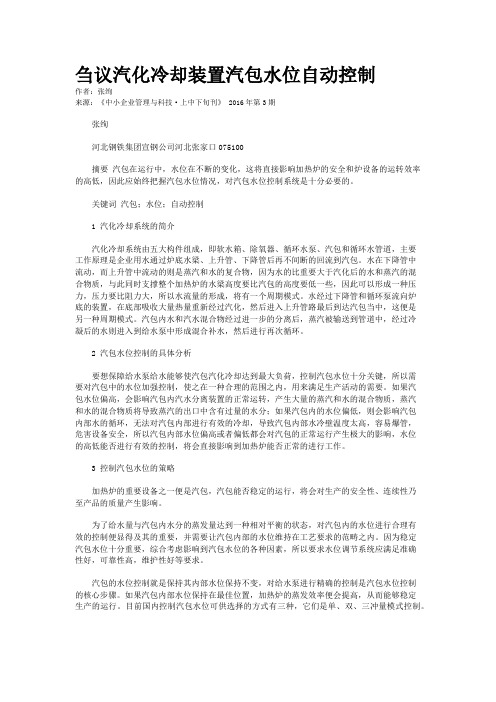
汽化冷却系统工艺图
标号说明
PV:调节阀; 例PV511—1#汽包压力调节阀 XV:电动截止阀;例XV511—1#汽包放散阀 PT:压力变送器;例PT511—1#汽包压力 FE:蒸汽流量; 例FE511—1#汽包蒸汽流量 FET:水流量; 例FET521—2#汽包补水流量 LT:液位检测; 例LT511—1#汽包1#液位传感器 TE:温度传感器;例TE631—复挡脱水器后温度 PdT:差压变送器;例PdT631—一文前压力
自动运行:选定自动运行后,将根据系统要求 自动运行,并随时调节频率。
补水泵运行方式选择在画面上的操作
补水阀
补水阀操作全部在主控 室屏幕上,吹炼前应将补水 阀调整好。
正常情况下,若3个汽 包都运行的话,应将XV561、 XV562、XV565打开,对应备 用补水泵的XV563、XV564、 XV566关闭;
每个转炉的平台加压泵的集中操作也可在此 控制。
平台加压泵
平台加压泵为两地控 制,操作点选择权在机旁 操作箱。操作权选择在就 地时,操作机旁箱上的启 停按钮运行;选择集中时 在主控室一次除尘画面上 操作。
平台加压泵程序解读
平台加压泵为两地控 制,操作点选择权在机旁 操作箱。操作权选择在就 地时,操作机旁箱上的启 停按钮运行;选择集中时 在主控室一次除尘画面上 操作。
由图可见我们 应将水位控制 在350mm到 550mm之间, 当水位低于 250mm或高于 650mm时要发 出水位超限报 警信号提醒操 作人员注意。
监控与调节
液位低于350mm时,打开调节阀PV552补水,液 位高于550mm时停止补水。温度低于104℃时,且 PT552>PT551时打开调节阀PV551,向除氧器输入蒸 汽。(fc17、fc18)
第二段和FC4液位处理功能块。
怎样计算液位?(fc4)
LT511、LT512、LT513、 LT514任何两个参数之间的差 值不小于50mm
液位正常
报警
FC4流程图
N LT511=1 Y ∑=LT511
C=1
N LT512=1
Y
∑=LT511+LT512 C=2
N LT513=1
Y
∑=∑+LT513 C=C+1
查看液位检测信号?
汽包水位调节
转炉处于兑铁、出钢等非炼钢阶段时,汽包水位 波动很小,因此,只需根据水位设定值补水就可 以了;而转炉处于炼钢阶段时,烟罩传给汽包的 热量增加,致使汽包内的液体大量汽化将液位抬 起,使水位虚假增高;另一方面,由于汽包出口 蒸汽流量的突然增加也会造成汽包内压力的下降, 使得汽包汽化量突然增多,水位也会上升造成假 水位。