五轴联动加工中英文对照外文翻译文献
机床类 英文翻译
附录A 外文翻译原文Manufacturing Engineering June 2004 V ol. 132 No. 6Five-Axis MachiningAdding a fifth axis can cut machine setups, and improve quality and productivityBy Patrick Waurzyniak, Senior EditorFive-axis machining with Delcam's PowerMill software now adds a simulation and verification module to detect collisions.Machining with five-axis equipment can offer manufacturers many advantages, including dramatically reduced setup times, lower costs per part, more accurate machining, and improved part quality.For certain applications, particularly in aerospace, five-axis machining helps manufacturers enhance productivity with far fewer setups on a smaller number of machines. Automotive manufacturers and die/mold applications also can realize substantial payoffs from five-axis machining, especially as costs for the latest five-axis gear have declined.Aerospace demands five-axis for highly contoured aircraft components. The reasons for going with five-axis equipment vary, but the benefits of deploying multiaxis machines center on improved productivity, higher machining accuracy, reduced in-process inventory, and improved operator and machine usage."In aerospace, it's primarily to eliminate the need for form cutters, because there are very few, if any, parts in aircraft structures that have straight lines on them," notes Randy Von Moll, technical product manager for the HyperMach line of five-axis machining centers from Cincinnati Lamb (Hebron, KY). "Everything has contour to it, and typically it's a compound contour because of the shapes of aerodynamic structures. Airplanes, especially modern fighters and bombers, are getting stealthier. That means they have more contour, more curvature than ever before, and they must be machined on five-axis equipment."Standardized tooling saves money and lead time for manufacturers, he adds. "If you can stock multiple tools on your shelves, just standard solid carbide end mills versus having special tools ground with different angles on them to produce the contours, it reduces cost and lead-time."With Cincinnati Lamb's HyperMach profiler, aerospace users canmachine large aircraft parts.Five-axis configurations vary widely depending on the application,but in aerospace machining, both rotary axes are on the spindle,notes Von Moll, as in Cincinnati's HyperMach, a 70' (21-m) longhigh-speed five-axis linear motor profiler recently demonstratedcutting at 4000 ipm (102 m/min). In Cincinnati's demo for itsaerospace customers, aluminum parts were milled from solid billet stock with spindle speeds to 18,000 rpm while exceeding 130 hp (97 kW) and 450 in.3/min (7374 cm3/min) metal removal rate. The system will be used this summer by aerospace supplier Brek Manufacturing Co. (Gardena, CA) to machine large structural sections of Boeing's (Seattle) C-17 Globemaster transport plane."Typically on a large aerospace machine, both rotary axes are on the spindle," Von Moll says. "In our case, the fifth axis is applied as a tilting spindle, to give you full five-axis contouring capability. Other people do a rotary tilting table and put both the rotary motions under the part. Our design has the tilting spindle."With larger structural parts for aerospace, gantry-type machining systems like the HyperMach also are needed to handle the sheer size of airframe components. "The parts are typically getting larger, not smaller," notes Von Moll, "because the trend is toward monolithic structures. You used to havemultiple sheet-metal components that were manufactured and then fastened together mechanically, which demanded a lot of additional assembly tooling and assembly labor."Programming complexity, aside from high cost, has posed the biggest barriers to widespread adoption of five-axis machinery. "Five-axis machines continue to get faster and more accurate, soit's a technology that's emerging," Brett Hopkins, senior application engineer, machining centers, at Makino (Mason, OH). "It has its applications, but it is certainly not a mature, fully functional technology yet. CAM systems are still very weak. The learning curve for a CAD/CAM operator to become very good with five-axis is a challenge for shops."Since Makino focuses on high-cost, high-precision five-axis applications, the company's offerings for die/mold haven't been widely received by the industry based on cost, Hopkins says. "Among the European builders, there's a huge push in the five-axis machining centers for die/mold, and they're doing a fairly good job of marketing that philosophy. There are benefits to the five-axis approach, in terms of being able to hit multiple sides of the parts and being able to shorten your tool length on side walls."There are some significant limitations to full five axis right now," he adds. "Very few CAM systems can give you good data for full five-axis machining. They are almost all capable of giving you good data for 3+2-axis machining. PowerMILL by Delcam for the machining center area is probably second to none, and then Unigraphics and Open Mind are the other leaders.""For die/mold, anytime that we can machine in a 3+2 manner, you've got significant benefit to the accuracy and surface finish of your part," says Hopkins. "Full five axis is something to be done when other options are not allowed based on the geometry--you've got to do that in full five axis. And the only industry where we've seen that happen at the moment is in the aerospace industry, like with blisk work, which is a combination of blade and disk. Die/mold can take advantage ofthree-axis or 3+2."Competing with Asia and Eastern Europe has led European manufacturers to embrace five-axis technology. CAM software and the sheer cost of five-axis machine tools are now less of an issue than in recent years, notes Mark Forth, PowerMILL product manager for Delcam plc (Birmingham, UK). "The key is that it needs to be easy to use and it absolutely has to do the job," Forth says.In Europe, manufacturers readily accepted five-axis machining as a way to help compete with lower-cost labor centers in Asia and also in Eastern Europe. Forth notes that Delcam's researchshowed that more than 50% of Delcam's European customers went into five-axis machining in 2003, while in North America five-axis accounted for about 20% of its sales."Because labor's so cheap in other markets, companies that want to remain competitive have to start machining smarter," Forth notes, "which doesn't mean just machining faster or working longer hours. It means looking really closely at your current processes, focusing on your application, and investing in new technology, training, correct tooling, and a host of other factors to cut down lead times, so we can remain competitive."It's a really complex issue, and there are many different reasons why adoption of the technology has been slow," he adds. "First, these machines aren't cheap. It's all right if you're a Boeing or another large manufacturer, but for the tooling guys that are thinking of investing in this technology, it's a big chunk of money."For smaller tool-and-die shops, five-axis equipment ranging from $100,000 to $1 million is a major investment, particularly in a down economy. "There's been inertia because the cost of that technology has historically been so high, but what's happened over the last few years is that we're definitely getting to the stage where these machines are more affordable for these smaller shops."Smaller shops are now seeing advantages to using five-axis and 3+2 technology, he says. In thetool-and-die industry, 90% of the jobs can be machined extremely efficiently using 3+2 technology, he explains, because it provides greater flexibility to cut the part, reduce tool length, improve surface finish, and we can still employ high-speed, high-efficiency machining techniques."Previously when you had a part with a very deep cavity, using long-reach tooling, you would runat very slow feeds and speeds to reduce tool deflection," Forth says. "The manufacturing process is taking far longer because you're having to use a work-around, if you like. An ideal scenario would be to go in with a much shorter tool length to achieve optimum cutting conditions, but to be able to angle the head in such ways that it doesn't collide with the job."Programming for simultaneous five-axis machining is complex. "The progression's gone from three to 3+2-axis machining, where I can shorten my tool length and run my machine at high speeds as well," Forth says. "With simultaneous five-axis, all axes move at the same time, I'm not just considering what's happening at the end of my tool and the part that I'm machining, I must consider what's happening at the other end of the tool which is attached to the holder, spindle, and themachine tool head, because we're introducing additional parameters to control the tool axis vector, as well as the tool's X, Y, and Z position."Programming for five-axis requires much more consideration than for 3+2 machining, he adds. "Part geometry, workpiece orientation, and entry and exit conditions are extremely important," Forth states. "Good collision detection is absolutely essential. You need to make sure you know what's happening and that the head of the machine isn't colliding with the part, clamps, or fixturing."With the latest PowerMILL version 5.5 announced in May, Delcam added machine-tool collision detection to its simulation module functionality that offers users complete verification of toolpaths prior to machining. "Many CAM software packages claim provision for 'gouge-free' toolpaths which are verified against the tool and the holder but not for the machine itself, which is essential for five-axis programming."Advanced controls geared for aerospace enable manufacturers cut the complex shapes frequently encountered with aircraft designs. At Westec, Siemens' Sinumerik 840D controller added a new motion-control program in which both the toolpath and the orientation are determined by separate spline curves, which reduces the machining time while simultaneously improving surface quality, especially for five-axis machining of sculptured surfaces.Many aerospace manufacturers use the Siemens 840D to perform complex cutting motions including transformation orientation (TRAORI). "TRAORI is very powerful, and I think an absolute requirement. We pretty much standardized on 840D for the five-axis aerospace product," notes Cincinnati's Von Moll, "but we do offer alternatives, if it's absolutely required. Typically most people are satisfied and will go with the 840D."The TRAORI helps manufacturers with hybrid kinematics-type machines, systems that don't have conventional axis orientations, he adds. "These are link-style machines, hexapod-style machines. With hybrid kinematics, the twin ballscrew rotary axis head, the V5 head that we use on HyperMach and on the entry-level V5 machines, actually is a transformation of linear ballscrews into rotary motion. Siemens worked closely with us in the development of the control--with the conversion of linear ballscrew motion to rotary motion. These are things that they do routinely, and it's not to say that you can't do that with GE Fanuc's products, it's just that Siemens makes it moreuser-friendly, and is willing to take on the types of applications a little more aggressively than others."High-speed machining also plays a key role in manufacturers deploying five-axis systems to speed up their manufacturing processes. "In the past, machining in five-axis was seen as a specialty requiring a great deal of skill along with expensive software tools," notes Gary Zurek, applications engineering manager, Mikron Bostomatic Corp. (Holliston, MA).To apply five-axis machining techniques effectively, users need to find the proper solutions for their particular application, Zurek adds. "There are many solutions on the market today, and users should seek out credible experts in five-axis machining. It can be quite confusing to new users entering this field, which can lead to discouragement and a loss of return on the investment."Speed, accuracy, and flexibility combined with manufacturing knowledge and experience can help users find the right tools for their needs, he adds. Zurek notes that Mikron's HSM400U HS five-axis machine offers 1.7-G acceleration on the combined linear axis, 40 m/min. feed rates with rotational rates of 150 rpm on the B axis and 250 rpm on the C axis. "This gives our customers the tools to be highly competitive with our machines," Zurek says, "and by combining our machine tool technology with our software tools, we commonly see our customers achieving reduced cycle times, improved quality, and the flexibility to run unattended."Faster five-axis machining aids just about any manufacturing operation, where metalcutting efficiencies lead directly to increased productivity. "Just as in three-axis machining, machine-tool speed is the greatest advantage," notes Kurt Nishimura, Manager, High Speed Machinery, Mori Seiki USA Inc. (Dallas and Nara, Japan). "With five-axis machines, in the past the limiting factor was the speed of the rotary tables, but today's five-axis machines possess faster rotary tables."With Mori Seiki's Supermiller 400 five-axis VMC, the B-axis table speed is 200 rpm, and the machine's B-axis can also be used for turning, at a table speed of 1500 rpm. Mori Seiki also offers the GV-505/5AX five-axis VMC, which like the Supermiller has full five-axis contouring capabilities and 12,000-rpm spindle speeds, notes Nishimura. The Supermiller features fast rotary tables and the ability to pass 4" (102-mm) bar through the table. It uses a Fanuc CNC while theGV-503/5AX has a Mitsubishi control."Cost of the machine seems to be one of the larger hurdles that I see today. These machines are much more expensive than their three-axis counterparts," Nishimura adds.Automotive applications for five-axis equipment have stayed strong as the aerospace market remains relatively soft, notes Joe Kraemer, Variaxis product manager, Mazak Corp. (Florence, KY). Mazak's recently announced Variaxis 730-5X VMC features a high-precision table with 150 degrees of tilting range and a 50-taper spindle. "Aerospace is our top field, particularly for large machines machining structural components like large wing spars and floor beams," Kraemer notes. "Five-face machining is a smaller market."Much of Mazak's current lineup has sold well into high-production machining applications, particularly into engine manufacturing, where five-axis equipment helps reduce setups. "By reducing setups, it cuts down on your work in process," Kraemer says. "We're doing well with jet engine components, prismatic parts, and engine components in automotive. We have several machines geared strictly for the jet engine market, and it's growing tremendously, where we used to sell only one five-axis machine a month."Fast, single setups often make five-axis machining more efficient than three-axis equipment. "The true beauty of the five-axis machine is the quick setups, for low-volume work," notes Doug Gale, vice president and general manager, Handtmann CNC Technologies (Buffalo Grove, IL).With the Handtmann PBZ NT 800 five-axis machining center, aerospace customers can mill, drill, tap, and saw parts to length in one setup, eliminating the need for any other machine or material handling system, notes Gale. "Our five-axis machines are very strong in aerospace and automotive applications," he adds. "The key to these five-axis machines has a lot to do with how you hold the part. We have quite a few machines in the automotive sector, such as the Audi space frames that are being machined on our five-axis machines."Multiple modules provide a variety of machining processes in this Emag machine.The path to survival in the face of overseas competition favors those companies that can provide added value to a product. That means more precise, complex products. At the same time smallcompanies are looking for greater product diversity, but without major investment. And this has favored the development of multifunction machine tools.Here are some of the pluses:∙Fewer, sometimes single, setups.∙Complex parts don't have to be made on several machines.∙Minimized part handling.∙Fewer machines--don't need as much costly floor space.Machine tool manufacturers have approached this expanding market in two ways. The most obvious is to be able to do more than one process. Machines are now available that offer a combination of milling, drilling, tapping, turning, grinding, welding, and balancing.The other less obvious way to be more versatile is to make the machine more productive by improving or accelerating part handling, chiefly through the addition of robots or part-handling mechanisms within a single machine or cell.Another factor promoting interest in multifunction machine tools is the trend of major auto and aerospace manufacturers to minimize their own manufacturing, and instead require suppliers to deliver ready-to-assemble modules. Analysts see large companies faced with warranty issues and aging equipment getting away from high-volume precision work. Some high-volume jobs are now being broken into smaller lots and given to a number of suppliers.Here are a few examples:Grinding is now part of the machine tool cell. Makino (Mason, OH) has concentrated on developing grinding technology. Initially they offered plated CBN grinding wheels in conventional machining centers. But, according to Makino's Mark Waymouth, "This technology has been greatly expanded. In addition to grinding with plated CBN, grinding with vitrified grinding wheels is now being done with machining centers. When machining hard nickel-based alloy materials, grinding has now become the primary roughing operation, in addition to the traditional final finishing operation. This has been a dramatic transformation and offers the flexibility of having both machining and grinding capabilities in one machine.Using vision, Fanuc robot can bin-pick parts."We take a standard machining center platform and offer uniquegrinding option packages. In addition to plated CBN wheels wenow offer a grinding option package that enables the use ofvitrified wheels. Plus, we have added special coolant circuits andwheel dressing capabilities to support the grinding functionality. Asecond spindle carries a diamond dressing roll to support continuous dress grinding."That includes both continuous and intermittent dress systems that are mounted within the machine tool's work zone. The ability to supply continuous dress improves productivity and quality because sharp abrasive is continuously exposed and the wheel has very good form-holding capability. The wheel profile can be changed simply by calling up a different dressing roll and grinding wheel from the tool magazine, analogous to the way in which a machining center performs a tool change."The single most important aspect to control is coolant application. If too much is applied, the wheel hydroplanes; too little and you not only reduce the cutting rate, you are likely to burn the part. There is a separate set of nozzles for milling, plus through-the- spindle coolant, where needed."We can position a high-pressure nozzle 360º around the grinding wheel. Utilizing this programmable nozzle, high-pressure coolant is injected into a porous wheel ahead of the grind. Centrifugal force pushes the fluid out of the wheel. There is enough fluid to flush the swarf from the wheel and keep the part cool. With this system and continuous dressing we can remove up to 12 in.3 [33 cm3] in hard nickel alloys."Modular design is critical. Emag (Farmington Hills, MI) is unique in that it is vertically integrated and makes virtually all of its own machine tool components. "We have a number of basic machine platforms that can be modified to meet specific requirements," says Vice President Gary Hulihan. "Most of our machines are custom-built using add-on modules. For example, one of our best-selling machines is the vertical- spindle chucking machine. With it we can do green turning, hard turning, grinding, hobbing, hardening, assembly, and laser welding."When they get an order, designers first derive a solution for the customer's production situation, then create a machine or line of machines that can do the work. This may be a single-purpose(grinding, milling, etc.) machine. But more often it requires a multifunction design that can include: milling, drilling, turning, grinding, thread rolling, hobbing, tapping, welding, gaging, and part balancing in one machine. "We don't get the easy jobs!" says Hulihan.Key design features include:∙Short strokes. That is, minimal travel between the part and cutting element.∙Ambient cooling. The machine is kept at ambient temperature, not at some arbitrary value.The best results will be achieved if the part being made and the machine are at the sametemperature. An internal system circulates fluid to all heat sources within the machine,including motors and bearings.∙Minimized vibration. The base and columns are made from a high-grade polymer granite called Mineralit. The vibration dampening properties of Mineralit compared to conventional materials results in a better surface finish and longer tool life. In addition, all the powerequipment is out of the way above the work area. It's mounted on top of a rigid box-likestructure of the machine tool.A band of hydrostatic cells surrounds the spindle, which minimizes spindle deflection under load and damps vibration.The VSC machine the company offers is said to be the world's first turning machine design in which the workpiece moves while the tools remain stationary. This arrangement is the basis for all multifunctional production centers, as it allows for a number of tooling systems for differentmachining processes to be integrated into the machining area of the same machine. All this led to the transformation of the "simple" vertical turning machine into the multitasking/multifunctional production center. Emag has delivered more than 5000 of these machines.UCP 600 Vario from Mikron is a five-axis unit that answers many multifunction needs.The automotive industry and transmission manufacturersalso employ combined VSC turning and gear-hobbing centers for the turning of raw parts and the subsequent high-speed gear hobbing and deburring operations.VSC production centers will also transform soft, raw parts into hardened, ground, completely machined components. For instance, VSC machines automatically soft-turn forged steel pistons, then hard-turn, drill, mill, and finish-grind them with CBN/corundum wheels.Another unique feature available is a welding unit. It is an increasingly important area of application for laser welding used in the manufacture of transmission systems. Many components, such as transmission gearwheels and clutch bodies, are frequently machined individually, then assembled and welded. In the welding station the assembled parts are clamped and the weld joint(s) created. The teeth on both workpieces are also well-protected against weld spatter. The welding station features two spindles. One spindle accommodates the assembly during the welding process, and the second spindle is used to unload the previously welded component and to load the constituent parts for the next assembly. The assembled component is deposited on an exit conveyor and unloaded either manually or automatically.An expanding market. "We currently offer a Turnmill, Model 1250," explains Gary Mead, Monarch Machine Tool (Cortland, NY). "It combines a VTL-type platform on a gantry frame so it offers machining center functions with up to five axes. The gantry handles the X-Y-Z axes and there is a 59", 80-hp [150-cm, 60-kW] turning/positioning table. There are interchangeable heads to handle turning or 50-taper tools for machining, and a single-axis tilt head to provide the fifth axis. Typical products are large valves and aircraft engine components."The multifunction market looks good. We are counting on its continued expansion and are working on both a redesign of existing machines as well as some fresh designs in which our vertical machines can convert the spindle configuration to function as horizontals."Changing demand. "Our company was initially geared to making machines for very high-volume work, over 100,000 parts," says Paul Vess, manager, Fuji Machine America Corp. (Vernon Hills, IL)."At those production rates you don't mill or drill with a lathe. Now the demand for lower volume and more complex jobs is prominent. There is a big push by the larger manufacturers to get out of fine machining. They want to assemble modules. This is forcing their suppliers to replace oldequipment and reduce scrap rates. To keep expenses down, these companies need simple machines that can perform several operations."We had to fill the new needs of the customers. They wanted a machine that could be quickly changed over. They would, for example, run one or two days on one job, change to another part for a half-day run, and so on. To meet this need we offer an introductory mill-turn series, the TN line, designed specifically for the small to midsize shops that are just jumping into multifunction automated manufacturing. It's a conservative design available in one or two-axis versions. With it they can mill, drill, or tap."Fuji is continuing to adjust to market demands and will be bringing new designs into North America from Japan.Five-axis popularity. Along with the greater use of mill/turn centers, the popularity of five-axis machining is also increasing to meet the needs of the multifunction market. Mikron Bostomatic (Holliston, MA) offers a range of three-to-five axis machines for this market with spindle speeds up to 60,000 rpm and accelerations over 1g. One of the newest products is the UCP 600 Vario which has a 21.5-hp (16-kW), 20,000-rpm spindle and rotary/tilt table for five-axis, five-sided machining. To ensure accuracy, there are modules for vibration monitoring and intelligent thermal control.More steel-collar workers. "We provide robots for both stand-alone installations outside the machine tool and within the machine tool enclosure," says Jack Justice, manager, Motoman (West Carrolton, OH). "For these installations, the robots havespecial seals so that the lubricants and coolants can't get into the robot's critical mechanisms."Robot from System 3R speeds tool changing operation.In addition to traditional loading and unloading, these robots will take parts to gaging stations, deburring operations, or to a vision system for inspection."The biggest advances in robotics have been in the controls that allow more simplified programming and operation," explains Justice. "One example is a visual the operator can call up to be sure the part the robot has is the one to be worked on."。
机械类数控外文翻译外文文献英文文献数控.doc

Numerical ControlOne of the most fundamental concepts in the area of advanced manufacturing technologies is numerical control (NC).Prior to the advent of NC, all machine tools were manual operated and controlled. Among the many limitations associated with manual control machine tools, perhaps none is more prominent than the limitation of operator skills. With manual control, the quality of the product is directly related to and limited to the skills of the operator . Numerical control represents the first major step away from human control of machine tools.Numerical control means the control of machine tools and other manufacturing systems though the use of prerecorded, written symbolic instructions. Rather than operating a machine tool, an NC technician writes a program that issues operational instructions to the machine tool, For a machine tool to be numerically controlled , it must be interfaced with a device for accepting and decoding the p2ogrammed instructions, known as a reader.Numerical control was developed to overcome the limitation of human operator , and it has done so . Numerical control machines are more accurate than manually operated machines , they can produce parts more uniformly , they are faster, and the long-run tooling costs are lower . The development of NC led to the development of several other innovations in manufacturing technology:1.Electrical discharge machining.ser cutting.3.Electron beam welding.Numerical control has also made machine tools more versatile than their manually operated predecessors. An NC machine tool can automatically produce a wide variety of par4s , each involving an assortment of undertake the production of products that would not have been feasible from an economic perspective using manually controlled machine tools and processes.Like so many advanced technologies , NC was born in the laboratories of the Massachusetts Institute of Technology . The concept of NC was developed in the early 1950s with funding provided by the U.S Air Force .In its earliest stages , NC machines were able to make straight cuts efficiently and effectively.However ,curved paths were a problem because the machine tool had to be programmed to undertake a series of horizontal and vertical steps to produce a curve. The shorter is the straight lines making up the step ,the smoother is 4he curve . Each line segment in the steps had to be calculated.This problem led to the development in 1959 of the Automatically Programmed Tools (APT) language for NC that uses statements similar to English language to define the part geometry, describe the cutting tool configuration, and specify the necessary motions. The development of the APT language was a major step forward in the further development of NC technology. The original NC system were vastly different from those used punched paper , which was later to replaced by magnetic plastic tape .A tape reader was used to interpret the instructions written on the tape for the machine .Together, all /f this represented giant step forward in the control of machine tools . However ,there were a number of problems with NC at this point in its development.A major problem was the fragility of the punched paper tape medium . It was common for the paper containing the programmed instructions to break or tear during a machining process, This problem was exacerbated by the fact that each successive time a part was produced on a machine tool, the paper tape carrying the programmed instructions had to rerun thought the reader . If it was necessary to produce 100 copies of a given part , it was also necessary to run the paper tape thought the reader 100 separate times . Fragile paper tapes simply could not withstand the rigors of shop floor environment and this kind of repeated use.This led to the development of a special magnetic tape . Whereas the paper tape carried the programmed instructions as a series of holes punched in the tape , theThis most important of these was that it was difficult or impossible to change the instructions entered on the tape . To make even the most minor adjustments in a program of instructions, it was necessary to interrupt machining operations and make a new tape. It was also still necessary to run the tape thought the reader as many times as there were parts to be produced . Fortunately, computer technology become a reality and soon solved the problems of NC, associated with punched paper and plastic tape.The development of a concept known as numerical control (DNC) solve the paper and plastic tape problems associated with numerical control by simply eliminating tape as the medium for carrying the programmed instructions . In direct numerical control, machine tools are tied, via a data transmission link, to a host computer and fed to the machine tool as needed via the data transmission linkage. Direct numerical control represented a major step forward over punched tape and plastic tape. However ,it is subject to the same limitation as all technologies that depend on a host computer. When the host computer goes down , the machine tools also experience down time . This problem led to the development of computer numerical control.The development of the microprocessor allowed for the development of programmable logic controllers (PLC) and microcomputers . These two technologies allowed for the development of computer numerical control (CNC).With CNC , each machine tool has a PLC or a microcomputer that serves the same purpose. This allows programs to be input and stored at each individual machine tool. CNC solved the problems associated downtime of the host computer , but it introduced another problem known as data management . The same program might be loaded on ten different microcomputers with no communication among them. This problem is in the process of being solved by local area networks that connectDigital Signal ProcessorsThere are numerous situations where analog signals to be processed in many ways, like filtering and spectral analysis , Designing analog hardware to perform these functions is possible but has become less and practical, due to increased performance requirements, flexibility needs , and the need to cut down on development/testing time .It is in other words difficult pm design analog hardware analysis of signals.The act of sampling an signal into thehat are specialised for embedded signal processing operations , and such a processor is called a DSP, which stands for Digital Signal Processor . Today there are hundreds of DSP families from as many manufacturers, each one designed for a particular price/performance/usage group. Many of the largest manufacturers, like Texas Instruments and Motorola, offer both specialised DSP’s for certain fields like motor-control or modems ,and general high-performance DSP’s that can perform broad ranges of processingtasks. Development kits an` software are also available , and there are companies making software development tools for DSP’s that allows the programmer to implement complex processing algorithms using simple “drag ‘n’ drop” methodologies.DSP’s more or less fall into t wo categories depending on the underlying architecture-fixed-point and floating-point. The fixed-point devices generally operate on 16-bit words, while the floating-point devices operate on 32-40 bits floating-point words. Needless to say , the fixed-point devices are generally cheaper . Another important architectural difference is that fixed-point processors tend to have an accumulator architecture, with only one “general purpose” register , making them quite tricky to program and more importantly ,making C-compilers inherently inefficient. Floating-point DSP’s behave more like common general-purpose CPU’s ,with register-files.There are thousands of different DSP’s on the market, and it is difficult task finding the most suitable DSP for a project. The best way is probably to set up a constraint and wishlist, and try to compare the processors from the biggest manufacturers against it.The “big four” manufacturers of DSPs: Texas Instruments, Motorola, AT&T and Analog Devices.Digital-to-analog conversionIn the case of MPEG-Audio decoding , digital compressed data is fed into the DSP which performs the decoding , then the decoded samples have to be converted back into the analog domain , and the resulting signal fed an amplifier or similar audio equipment . This digital to analog conversion (DCA) is performed by a circuit with the same name & Different DCA’s provide different performance and quality , as measured by THD (Total harmonic distortion ), number of bits, linearity , speed, filter characteristics and other things.The TMS320 family DQP of Texas InstrumentsThe TLS320family consists of fixed-point, floating-point, multiprocessor digital signal processors (D[Ps) , and foxed-point DSP controllers. TMS320 DSP have an architecture designed specifically for real-time signal processing . The’ F/C240 is a number of the’C2000DSP platform , and is optimized for control applications. The’C24x series of DSP controllers combines this real-time processing capability with controller peripherals to create an ideal solution for control system applications. The following characteristics make the TMS320 family the right choice for a wide range of processing applications:--- Very flexible instruction set--- Inherent operational flexibility---High-speed performance---Innovative parallel architecture---Cost effectivenessDevices within a generation of the TMS320 family have the same CPU structure but different on-chip memory and peripheral configurations. Spin-off devices use new combinations of On-chip memory and peripherals to satisfy a wide range of needs in the worldwide electronics market. By integrating memory and peripherals onto a single chip , TMS320 devices reduce system costs and save circuit board space.The 16-bit ,fixed-point DSP core of the ‘C24x devices provides analog designers a digital solution that does not sacrifice the precision and performance of their system performance can be enhanced through the use of advanced control algorithms for techniquessuch as adaptive control , Kalman filtering , and state control. The ‘C24x DSP controller offer reliability and programmability . Analog control systems, on the other hand ,are hardwired solutions and can experience performance degradation due to aging , component tolerance, and drift.The high-speed central processing unit (CPU) allows the digital designer to process algorithms in real time rather than approximate results with look-up tables. The instruction set of these DSP controllers, which incorporates both signal processing instructions and general-purpose control functions, coupled with the extensive development time and provides the same ease of use as traditional 8-and 16-bit microcontrollers. The instruction set also allows you to retain your software investment when moving from other general-purp ose‘C2xx generation ,source code compatible with the’C2x generation , and upwardly source code compatible with the ‘C5x generation of DSPs from Texas Instruments.The ‘C24x architecture is also well-suited for processing control signals. It uses a 16-bit word length along with 32-bit registers for storing intermediate results, and has two hardware shifters available to scale numbers independently of the CPU . This combination minimizes quantization and truncation errors, and increases p2ocessing power for additional functions. Such functions might include a notch filter that could cancel mechanical resonances in a system or an estimation technique that could eliminate state sensors in a system.The ‘C24xDSP controllers take advantage of an set of peripheral functions that allow Texas Instruments to quickly configure various series members for different price/ performance points or for application optimization.This library of both digital and mixed-signal peripherals includes:---Timers---Serial communications ports (SCI,SPI)---Analog-to-digital converters(ADC)---Event manager---System protection, such as low-voltage and watchdog timerThe DSP controller peripheral library is continually growing and changing to suit the of tomorrow’s embedded control marke tplace.The TMS320F/C240 is the first standard device introduced in the ‘24x series of DSP controllers. It sets the standard for a single-chip digital motor controller. The ‘240 can execute 20 MIPS. Almost all instructions are executed in a simple cycle of 50 ns . This high performance allows real-time execution of very comple8 control algorithms, such as adaptive control and Kalman filters. Very high sampling rates can also be used to minimize loop delays.The ‘ 240 has the architectural features necessary for high-speed signal processing and digital control functions, and it has the peripherals needed to provide a single-chip solution for motor control applications. The ‘240 is manufactured using submicron CMOS technology, achieving a log power dissipation rating . Also included are several power-down modes for further power savings. Some applications that benefit from the advanced processing power of the ‘240 include:---Industrial motor drives---Power inverters and controllers---Automotive systems, such as electronic power steering , antilock brakes, and climatecontrol---Appliance and HV AC blower/ compressor motor controls---Printers, copiers, and other office products---Tape drives, magnetic optical drives, and other mass storage products---Robotic and CNC milling machinesTo function as a system manager, a DSP must have robust on-chip I/O and other peripherals. The event manager of the ‘240 is unlike any other available on a DSP . This application-optimized peripheral unit , coupled with the high performance DSP core, enables the use of advanced control techniques for high-precision and high-efficiency full variable-speed control of all motor types. Include in the event manager are special pulse-width modulation (PWM) generation functions, such as a programmable dead-band function and a space vector PWM state machine for 3-phase motors that provides state-of-the-art maximum efficiency in the switching of power transistors.There independent up down timers, each with it’s own compare register, suppo rt the generation of asymmetric (noncentered) as well as symmetric (centered) PWM waveforms.Open-Loop and Closed-Loop ControlOpen-loop Control SystemsThe word automatic implies that there is a certain amount of sophistication in the control system. By automatic, it generally means That the system is usually capable of adapting to a variety of operating conditions and is able to respond to a class of inputs satisfactorily . However , not any type of control system has the automatic feature. Usually , the automatic feature is achieved by feed.g the feedback structure, it is called an open-loop system , which is the simplest and most economical type of control system.inaccuracy lies in the fact that one may not know the exact characteristics of the further ,which has a definite bearing on the indoor temperature. This alco points to an important disadvantage of the performance of an open -loop control system, in that the system is not capable of adapting to variations in environmental conitions or to external disturbances. In the case of the furnace control, perhaps an experienced person can provide control for a certain desired temperature in the house; but id the doors or windows are opened or closed intermittently during the operating period, the final temperature inside the house will not be accurately regulated by the open-loop control.An electric washing machine is another typical example of an open-loop system , because the amount of wash time is entirely determined by the judgment and estimation of the human operator . A true automatic electric washing machine should have the means of checking the cleanliness of the clothes continuously and turn itsedt off when the desired degised of cleanliness is reached.Closed-Loop Control SystemsWhat is missing in the open-loop control system for more accurate and more adaptable control is a link or feedback from the output to the input of the system . In order to obtain more accurate bontrol, the controlled signal c(t) must be fed back and compared with the reference input , and an actuating signal proportional to the difference of the output and the input must be sent through the system to correct the error. A system with one or more feedback pat(s like that just described is called a closed-loop system. human being are probably the most complex and sophisticated feedback control system in existence. A humanbeing may be considered to be a control system with many inputs and outputs, capable of carrying out highly complex operations.To illustrate the human being as a feedback control system , let us consider that the objective is to reach for an object on aperform the task. The eyes serve as a sensing device which feeds back continuously the position of the hand . The distance between the hand and the object is the error , which is eventually brought to zero as the hand reacher the object. This is a typical example of closed-loop control. However , if one is told to reach for the object and then is blindolded, one can only reach toward the object by estimating its exact position. It isAs anther illustrative example of a closed-loop control system, shows the block diagram of the rudder control system ofThe basic alements and the bloca diagram of a closed-loop control system are shown in fig. In general , the configuration of a feedback control system may not be constrained to that of fig & . In complex systems there may be multitude of feedback loops and element blocks.数控在先进制造技术领域最根本的观念之一是数控(NC)。
五轴联动数控机床能加工的最小退刀槽尺寸
五轴联动数控机床能加工的最小退刀槽尺寸英文版Title: "The Minimum Size of the Withdrawal Slot Processable by a 5-Axis Simultaneous CNC Machine Tool"In the realm of precision machining, the capabilities of CNC (Computer Numerical Control) machine tools are paramount. Among these tools, the 5-axis simultaneous CNC machine stands out for its exceptional versatility and precision. However, even with its advanced capabilities, there are limitations to what it can achieve, particularly in terms of the minimum size of the withdrawal slot it can process.The withdrawal slot, also known as the relief groove, is a crucial feature in machining processes. It serves to allow cutting tools to withdraw from the workpiece without colliding with adjacent surfaces, thus preventing tool damage and ensuring the integrity of the final product.The minimum size of the withdrawal slot that can be processed by a 5-axis simultaneous CNC machine tool depends on several factors, including the machine's specifications, the material properties of the workpiece, and the chosen cutting tool. Generally speaking, the smaller the withdrawal slot, the higher the precision and delicacy required in the machining process.Modern 5-axis CNC machines are designed to achieve high levels of precision and accuracy, enabling them to process increasingly smaller withdrawal slots. However, there are practical limitations that need to be considered. For instance, the rigidity and stability of the machine, as well as the precision of its control system, play a crucial role in determining the minimum achievable slot size.Additionally, the material properties of the workpiece can significantly affect the machinability of small withdrawal slots. Harder materials may require more powerful cutting tools andslower machining speeds to avoid tool wear and maintain precision.In conclusion, while the 5-axis simultaneous CNC machine tool offers remarkable capabilities in precision machining, there are limitations to the minimum size of the withdrawal slot it can process. Understanding these limitations and working within them is essential for achieving optimal results in CNC machining.中文版标题:“五轴联动数控机床能加工的最小退刀槽尺寸”在精密加工领域,数控(CNC)机床工具的能力至关重要。
数控机床改造中英文对照外文翻译文献

中英文对照外文翻译文献(文档含英文原文和中文翻译)原文:The Numerical Control Engine Bed TransformsHarvey B.M ackey First numerical control system development summary brief hi story and tendency.In 1946 the first electronic accounting machine was born the world,this indicated the humanity created has been possib le to strengthen and partially to replace the mental labor the tool. It with the humanity these which in the agricultu re, the industry society created only is strengthens the phy sical labor the tool to compare, got up the quantitive leap ,entered the information society for the humanity to laythe foundation.After 6 years, in 1952, computer technology applied to t he engine bed , the first numerical control engine bed were born in US. From this time on, the traditional engine bed has had the archery target change. Since nearly half centu ry, the numerical control system has experienced two stages and six generation of development.1.1 Numerical control (NC) stage (1952 ~ 1970)The early computer operating speed is low, was not big to then science computation and the data processing influence ,but could not adapt the engine bed real-time control reques t.The people can not but use numeral logic circuit "to buil d"to become an engine bed special purpose computer to take the numerical control system, is called the hardware connecti onnumerical control (HARD-WIRED NC), Jian Chengwei numerical c ontrol (NC). Along with the primary device development, this stage has had been through repeatedly three generations, na mely 1952 first generation of -- electron tube; 1959 second generation of -- transistor; 1965 third generation -- small scale integration electric circuit.1.2 Computer numerical control (CNC) stage (in 1970 ~ presen t)In 1970, the general minicomputer already appeared and th e mass production. Thereupon transplants it takes the numeric al control system the core part, from this time on entered the computer numerical control (CNC) the stage ("which should have computer in front of the general" two characters to ab breviate). In 1971, American INTEL Corporation in the world first time the computer two most cores part -- logic units and the controller, used the large scale integrated circuit technology integration on together the chip, called it the m icroprocessor (MICROPROCESSOR), also might be called the centr al processing element (to be called CPU).The microprocessor is applied to 1974 in the numerical c ontrol system. This is because minicomputer function too stro ng, controlled an engine bed ability to have wealthily (therefore once uses in controlling the multi- Taiwan engine bed at that time, called it group control), was inferior to use d the microprocessor economy to be reasonable. Moreover then small machine reliability was not ideal. The early microproce ssor speed and the function although insufficiently are also high, but may solve through the multi-processor structure. Because the microprocessor is the general-purpose calculator core part, therefore still was called the computer numerical control.In 1990, PC machine (personal computer, domestic custom had called microcomputer) the performance has developed tothe very high stage, may satisfiedly take the numerical cont rol system core part the request. Thenumerical control system henceforth entered based on the PC stage. In brief, the computer numerical control stage has also experienced three generations. Namely 1970 fourth generat ion of -- minicomputer; 1974 five dynasties -- microprocessor and 1990 sixth generation -- (overseas was called PC-BASED) based on PC.Also must point out, although overseas already renamed as the computer numerical control (namely CNC).Also must point out, although overseas already renamed as the computer numerical control (namely CNC), but our countr y still the custom called the numerical control (NC). Theref ore we daily say "numerical control", the materially already was refers to "computer numerical control".1.3 the numerical control future will develop tendency1.3.1 open style continues to, to develop based on the PC sixth generation of directionThe software and hardware resources has which based on P C are rich and so on the characteristic, the more numerical controls serial production factory can step onto this path. Uses PC machine to take at least its front end machine, pr ocesses the man-machine contact surface, the programming, the association .Question and so on net correspondence, undertakes the num erical control duty by the original system. PC machine has the friendly man-machine contact surface, will popularize to all numerical controls system. The long-distance communication, the long-distance diagnosis and the service will be more common.1.3.2 approaches and the high accuracy developmentThis is adapts the engine bed to be high speed and the high accuracy direction need to develop.1.3.3 develops to the intellectualized directionAlong with the artificial intelligence in the computer do mainunceasing seepage and the development, the numerical control system intellectualized degree unceasingly will enhance.(1) applies the adaptive control technologyThe numerical control system can examine in the process some important information, and the automatic control system related parameter, achieves the improvement system running sta tus the goal.(2) introduces the expert system instruction processingThe skilled worker and expert's experience, the processing general rule and the special rule store in the system, take the craft parameter database as the strut, the establishmenthas the artificial intelligence the expert system.(3)introduces the breakdown to diagnose the expert system(4) intellectualized numeral servo driveMay through the automatic diagnosis load, but the automat ic control parameter, causes the actuation system to obtain the best movement.Second, engine bed numerical control transformation necessi ty.2.1 microscopic looks at the transformation the necessityFrom on microscopic looked below that, the numerical cont rol engine bed has the prominent superiority compared to the traditional engine bed, moreover these superiority come from the computer might which the numerical control system contain s.2.1.1 may process the traditional engine bed cannot proce ss the curve, the curved surface and so on the complex com ponents.Because the computer has the excellent operation ability, may the instant accurately calculate each coordinate axis ins tant to be supposed the movement physiological load of exerc ise, therefore may turn round thesynthesis complex curve or the curved surface.2.1.2 may realize the processing automation, moreover is the flexible automation, thus the efficiency may enhance 3 ~ 7 times compared to the traditional engine bed.Because the computer has the memory and the memory prope rty, may the procedure which inputs remember and save, thenthe order which stipulated according to the procedure automat ic carries out, thus realization automation. The numerical co ntrol engine bed so long as replaces a procedure, may reali ze another work piece processing automation, thus causes the single unit and the small batch of production can automate, therefore is called has realized "flexible automation".2.1.3 processings components precision high, size dispersion d egree small, makes the assembly to be easy, no longer needs "to make repairs".2.1.4 may realize the multi- working procedures centralism, r educes the components in engine bed between frequent transpor ting.2.1.5 has auto-alarm, the automatic monitoring, automatic comp ensation and so on the many kinds of autonomy function, thu s may realize long time nobody to safeguard the processing.2.1.6 advantage which derives by above five.For example: Reduced worker's labor intensity, saved the labor force (a person to be possible to safeguard the multi - Taiwan engine bed), reduced the work clothes, reduced the new product trial manufacturing cycle and the production cycl e, might to the market demand make rapid reaction and so o n.Above these superiority are the predecessor cannot imagine, is an extremely significant breakthrough. In addition, the en gine bed numerical control carries out FMC (flexible manufact ure unit), FMS (flexible manufacture system) as well as CIMS (computer integration manufacture system) and so on the enter prise becoming an information based society transformation foundation. The numerical control technology already became the manufacturing industry automation the core technology and the foundation technology.2.2 great watches the transformation the necessityFrom on macroscopic looked that, the industry developed c ountry armed forces, the airplane weapon industry, in the en d of the 70's, at the beginning of the 80's started the l arge-scale application numerical control engine bed. Its essen ce is, uses the information technology to the traditional in dustry (including the armed forces, airplane weapon industry) carries on the technological transformations. Except that uses outside the numerical control engine bed, FMC, FMS in the m anufacture process, but also includes in the product developm ent carries out CAD, CAE, CAM, the hypothesized manufactureas well as carries out MIS in the production management (ma nagement information system), CIMS and so on. As well as in creases the information technology in its production product, including artificial intelligence and so on content. Because uses the information technology to the country foreign troops, the airplane weapon industry carries on the thorough transfor mation (to call it becoming an information based society), f inally causes them the product in the international military goods and in the goods for civilian use market the competit ive power greatly is the enhancement. But we in the informa tion technology transformation tradition industry aspect compar ed to the developed country to fall behind approximately for 20 years. Like in our country engine bed capacity, numerical control engine bed proportion (numerical control rate) to 199 5 only then 1.9%, but Japan has reached 20.8% in 1994, therefore every year has the massive mechanical and electrical products import. This also on from on macroscopic explained the engine bed numerical control transformation necessity. Tho rd, the numerical control transformation content and superiorl y lacks3.1 Transformation industry startingIn US, Japan and Germany and so on the developed countr y, their engine bed transforms took the new economical growt h profession, thrives abundantly, is occupying the golden age .As a result of the engine bed as well as the technical u nceasing progress, the engine bed transformation is "the eter nal" topic. Our country's engine bed transformation industry, also enters from the old profession to by the numerical c ontrol technology primarily new profession. In US, Japan, Ger many, have the broad market with the numerical control techn ological transformations engine bed and the production line, has formed the engine bed and the production line numerical control transformation new profession. In US, the engine be d transformation industry is called the engine bed regenerati on(Remanufacturing) industry. Is engaged in the regeneration ind ustry famous company to include: The Bertsche engineering fir m, the ayton engine bed company, Devlieg-Bullavd (are valuabl e) serves the group, the US equipment company and so on. T he American valuable company has set up the company in Chin a. In Japan, the engine bed transformation industry is calle d the engine bed to reequip (Retrofitting) industry. Is enga ged in the reequipment industry famous company to include: B ig indentation project group, hillock three mechanical companies, thousand substitute fields labor machine company, wild engineering firm, shore field engineering firm, mountain this engineering firm and so on. 3.2 Numerical control transformat ion contentThe engine bed and the production line numerical control transformation main content has following several points: First is extensively recovers the function, to the engine bed, the production line has the breakdown partially to carr y on the diagnosis and the restoration;Second is NC, the addend reveals the installment on the ordinary engine bed, or adds the numerical control system, transforms the NC engine bed, the CNC engine bed;Third is renovates, for increases the precision, the effi ciency and the automaticity, to the machinery, the electricit y partially carries on renovates, reassembles the processing to the machine part, extensively recovers the precision; Does not satisfy the production request to it the CNC system to carry on the renewal by newest CNC;Fourth is the technology renews or the technical innovati on, for enhances the performance or the scale, or in order to use the new craft, the new technology, carries on the b ig scale in the original foundation the technology to renew or the technical innovation, the great scope raises the leve l and the scale renewal transformation. The new electri cal system transforms after, how carries on the debugging as well as the determination reasonable approval standard, also is the technology preparatory work important link. The debugg ing work involves the machinery, the hydraulic pressure, the electricity, the control, and so on, therefore must carry onby the project person in charge, other personnel coordinate. The debugging step may conform to simplicity to numerous, fr om infancy to maturity, carries on from outside to in, afte r also may the partial overall situation, after first the s ubsystem the 3.3 The numerical control transformation superior ly lacks 3.3.1 reduced investment costs, the date of deliv ery are short With purchases the new engine bed to comp are, may save 60% ~ 80% expense generally, the transformatio n expense is low. Large-scale, the special engine bed especi ally is specially obvious. The common large-scale engine bed transforms, only spends the new engine bed purchase expense 1/3, the date of delivery is short. But some peculiar circu mstances, like the high speed main axle, the tray automatic switching unit manufacture and the installment too requires a lot of work, costs a great deal of money, often transforms the cost to enhance 2 ~ 3 times, with purchases the new engine bed to compare, only can economical invest about 50 %.3.3.2 machine capability stable are reliable, the structure i s limitedUses foundation and so on lathe bed, column all is heav y but the firm casting component, but is not that kind of welding component, after the transformation engine bed perform ance high, the quality is good, may take the new equipment continues to use many years. But receives the original mecha nism the limit, not suitably makes the unprecedented transfor mation. 3.3.3 familiar understood the equipment, is advantag eous for the operation serviceWhen purchases the new equipment, did not understand whether the new equipment can satisfy its processing request. Th e transformation then otherwise, may precisely calculate the engine bed the processing ability; Moreover, because many yea rs use, the operator already understood to the engine bed c haracteristic, uses and services the aspect to train the tim e in the operation short, effective is quick. The transforma tion engine bed as soon as installs, may realize the capaci ty load revolution. 3.3.4 may fully use the existing condi tionMay fully use the existing ground, does not need to lik e buys when the new equipment such to have reto construct the ground. 3.3.5 may use the newest control technology enhances the production equipment the automated level and the efficiency, improves the equipment quality and the scale, alters to the old engine bed now the horizontal engine bed. Fourth, numerical control system choiceWhen the numerical control system mainly has three kind of types, the transformation, should act according to the sp ecial details to carry on the choice.4.1 Step-by-steps the open system which the electrical ma chinery drivesThis system servo drive mainly is step-by-steps the elect rical machinery, the power step-by-steps the electrical machin ery, the battery solution pulse motor and so on. Entering s ends out which by the numerical control system for instructi on pulse, after the actuation electric circuit control and t he power enlargement, causes to step-by-step the electrical m achinery rotation, through gear vice- and ball bearing guide screw vice- actuation executive component. So long as the control command pulse quantity, the frequency as well as the circular telegram order, then may control the executive compo nent movement the displacement quantity, the speed and the h eading. This kind of system does not need the physical loca tion and the velocity feedback which obtains to the input e nd, therefore called it the open system, this system displac ement precision mainly decided in step-by-steps the electrical machinery angular displacement precision, transmission part and so on gear guide screw pitches the precision, therefore the system displacement precision is low.This system structure simple, debugging service convenient, work reliable, cost low, is easy to reequip successfully.4.2 The asynchronous motor or the direct current machine drive, diffraction grating survey feedback closed loop numer ical control system .This system and the open system difference is: Physical location feedback signal which by position detector set and so on the diffraction grating, induction synchromesh obtains, carries on the comparison as necessary with the given value, two interpolations enlargements and the transformation, the ac tuation implementing agency, by the speed which assigns turns towards the elimination deviation the direction movement, unti l assigns the position and the feedback physical location in terpolation is equal to the zero. The closed loop enters fo r the systemEnters for the system complex in the structure compared to the split-ring, the cost is also high, requests strictly to the environment room temperature. The design and the debu gging is all more difficult than the open system. But mayobtain compared to the split-ring enters for a system higher precision, quicker speed, actuation power bigger characteristic target. May act according to the product specification, decid ed whether uses this kind of system.4.3 The direct current servo electrical machinery drives, encoder feedback semi-closure link numerical control system .Half closed-loop system examination part installs in among passes in the moving parts, indirectly surveys the executive component the position. It only can compensate a system ring circuit interior part of part the error, therefore, its prec ision compared to closed-loop system precision low, but its structure and the debugging all compares the closed-loop syst em to be simple. In makes the angular displacement examinati on part and the speed examination part and the servo electr ical machinery time a whole then does not need to consider the position detector set installs the question.The current production numerical control system company fa ctory quite are many, overseas famous company like German SI EMENS Corporation,Japanese FANUC Corporation; Native corporation like China Mount Everest Corporation, Beijing astronautics eng ine bed numerical control system group company, Central China numerical control company and Shenyang upscale numerical contr ol country engineering research center.When choice numerical control system mainly is each kind of precision which the engine bed must achieve after the nu merical control transformation, actuates the electrical machine ry the power and user's request.Fifth in the numerical control transformation the mainmechanical part reequips the discussionA new numerical control engine bed, must achieve in the design that, Has the high static dynamic rigidity; Movement vice- between friction coefficient small, the transmission is ceaseless; The power is big; Is advantageous for the operati on and the service. When engine bed numerical control transf ormation should meet the above requirements as far as possib le. Cannot think the numerical control installment and the o rdinary engine bed connects in has met the numerical control engine bed requirements together, but also should carry on t he corresponding transformation to the major component to ena ble it to achieve the certain design request, can obtain th e anticipated transformation goal. 5.1 skids guide railSaid to the numerical control lathe that, the guide rail besides should have the conventional lathe guidance precision and the technology capability, but also must have good bears the friction, the attrition characteristic, and the reduction but sends the dead area because of the friction drag. At t he same time must have the enough rigidity, by reduces the guide rail to distort to processes the precision the influen ce, must have the reasonable guide rail protection and the lubrication.5.2 gearThe common engine bed gear mainly concentrates in the headstock and the gear box.In order to guarantee the transmission precision, on the numerical control engine bed uses the gear precision class i s all higher than the ordinary engine bed. Must be able to achieve the ceaseless transmissionin the structure, thus transforms time, the engine bed maingear must satisfy the numerical control engine bed the reque st, by guarantees the engine bed processing precision.5.3 skids the guide screw and the ball bearing guide screwThe guide screw transmission relates directly to the tran smission chain precision. The guide screw selects mainly is decided requests and drives the torque request in the job p recision. Is not used by job precision request Gao Shike skids the guide screw, but should inspect the original guide screw attrition situation, like the pitch error and the pitc h accumulative error as well as matches the nut gap. The o rdinary circumstances skid the guide screw to be supposed no t to be lower than 6 levels, the nut gap oversized then r eplaces the nut. Uses skids the guide screw relative ball b earing guide screw price to be low, but satisfies the pre cision high components processing with difficulty.The ball bearing guide screw rubs loses slightly, the ef ficiency is high, its transmission efficiency may above 90%; Precision high, the life is long; When start moment of forc e and movement the moment of force approaches, may reduce t he electrical machinery to start the moment of force. Theref ore may satisfiedly compare the high accuracy components proc essing request. 5.4 safe protectionThe effect must take the security as a premise. Transfor ms in the engine bed must take the corresponding measure ac cording to the actual situation, cuts noticeable. The ball b earing guide screw vice- is the precision part, when the wo rk must take strict precautions against the dust is speciall y the scrap and the hard sand grains enters the roller conveyer. On longitudinal guide screw also coca overall sheet i ron safety mask. The big carriage with skids two end surfac es which the guide rail contacts to have to seal, prevented absolutely the flinty granulated foreign matter enters the sl iding surface damage guide rail.Sixth, After the engine bed electrical system transformati on, to operates, the programmers inevitably brings the new r equest. Therefore ahead of time carries on new system knowle dge training to the operator and the programmers to be extr emely important, after otherwise will affect the transformatio n the engine bed rapid investment production. The training c ontent should include the new operation kneading board dispos ition, the function, the instruction meaning generally; New s ystem functional scope, application method and with old syste m difference; Maintenance maintenance request; Programming stan dard and automated programming and so on. The key point is makes, gets a good grasp of the operating manual and the p rogramming instruction booklet.the numerical control transforms se Transforms the scope according to each equipment differently, must beforehand desig n the connection partial transformations, if transforms comple tely, should design the electro-mechanical transformation conne ction, the operation kneading board control and the dispositi on, the interconnection partial contacts, the parameter measur ing point, services the position and so on, the request ope rates and services conveniently, reasonable, the line moves t owards, center the small junction smoothly few, the strong a nd the weak electrical noise is smallest, has the suitable allowance and so on. Partial transformation, but also needsto consider the new old system the performance match, the v oltage polarity and the size transformation, install the posi tion, the digital-analog conversion and so on, when the nece ssity must manufacture the transformation connection voluntaril y.veral examples1st, transforms the X53 milling machine with SIEMENS 810MIn 1998, the company invested 200,000 Yuan, with German Simens the 810M numerical control system, the 611A exchange servo drive system sds was the X53 milling machine carries on X, Y, the Z three axle numerical control transformation to a company's model; Retained the original main axle system and the cooling system; The transformation three axle has us ed the roller lead screw and the gear drive organization on the machinery. The entire transformation work including the m achine design, the electrical design, the PLC procedure estab lishment and the debugging, the engine bed overhaul, finally is the entire machine installment and the debugging. After t he milling machine transforms, processing effective stroke X/Y /The Z axis respectively is 88.0/270/28 billion mm; Maximum speed X/Y/The Z axis respectively is 5000/1500/800 mm/Min; Ma nual speed X/Y/The Z axis respectively is 3000/1000/500 mm/Mi n; The engine bed processing precision achieves ±0.001mm. The engine bed three coordinates linkage may complete each kind of complex curve or the curved surface processi ng.2nd, transforms the C6140 lathe with GSK980T and the exc hange servo drive system sds .In 2000, with Guangzhou numerical control plant production GSK980T numerical control system, the DA98 exchange servo uni t and 4 locations automatic tool rests to an electrical mac hinery branch factory C6140 lathe X, the Z two axes carries on the numerical control transformation; Retained the original main axle system and the cooling system; The transformation two axes have used the roller lead screw and with the ambu lacrum transmission system on the machinery. Entire transforma tion work including machine design, electrical design, engine bed overhaul and entire machine installment and debugging. Af ter the lathe transforms, processing effective stroke X/The Z axis respectively is 3.90/73 million mm; Maximum speed X/The Z axis respectively is 120.0/3 million mm/Min; The manual sp eed is 400mm/Min; Manual is fast is X/The Z axis respective ly is 120.0/3 million mm/Min; The engine bed smallest migrat ion unit is 0.001mm.3rd, transforms the X53 milling machine with SIEMENS 802SIn 2000, the company invests 120,000 Yuan, with German S imens the 802S numerical control system, step-by-steps the ac tuation system is the X53 milling machine carries on X, Y, the Z three axle numerical control transformation to company' s another model; Retained the original main axle system and the cooling system; The transformation three axle has used t he roller lead screw and the gear drive organization on the machinery. The entire transformation work including the machin e design, the electrical design, the engine bed overhaul, fi nally is the entire machine installment and the debugging. A fter the milling machine transforms, processing effective stro。
外文资料翻译---多轴数控加工仿真的自适应固体

毕业设计(论文)外文资料翻译系(院):机械工程学院专业:机械设计制造及其自动化姓名:学号:1091101630外文出处:Computer-Aided Design & Applications,V ol. 2, Nos. 1-4, 2005, pp95-104附件: 1.外文资料翻译译文;2.外文原文。
附件1:外文资料翻译译文多轴数控加工仿真的自适应固体香港T. Yau1, Lee S. Tsou2 and Y u C. Tong31中正大学,imehty@.tw2中正大学,lstsou@.tw3 中正大学,pu@.tw摘要:如果在一个复杂的表面的加工中,通常会产生大量的线性NC段来近似精确的表面。
如果没有发现,直到切割不准确的NC代码,则会浪费时间和昂贵的材料。
然而,准确和视图独立验证的多坐标数控加工仍然是一个挑战。
本文着重介绍了利用自适应八叉树建立一个可靠的多轴模拟程序验证模拟切割期间和之后的路线和工件的外观。
体素模型的自适应八叉树数据结构是用来加工工件与指定的分辨率。
隐函数的使用刀具接触点的速度和准确性的检验,以代表各种刀具的几何形状。
它允许用户做切割模型和原始的CAD模型的误差分析和比较。
在加工前运行数控机床,以避免浪费材料,提高加工精度,它也可以验证NC代码的正确性。
关键词:数控仿真加工,固体素模型,自适应1.介绍NC加工是一个基本的和重要的用于生产的机械零件的制造过程。
在理想的情况下,数控机床将运行在无人值守模式。
使用NC仿真和验证是必不可少的,如果要运行的程序有信心在无人操作。
因此,它是非常重要的,在执行之前,以保证NC路径的正确性。
从文学来说,数控仿真主要分为三种主要方法,如下所述。
第一种方法使用直接布尔十字路口实体模型来计算材料去除量在加工过程。
这种方法在理论上能够提供精确的数控加工仿真,但使用实体建模方法的问题是,它是计算昂贵。
使用构造实体几何仿真的成本刀具运动的O(N 4)的数量的四次幂成正比。
机械制造及自动化专业外文翻译--五轴磨床加工工具运动链的设计和分析
中文译文:E.L.J. Bohez,设计与制造工程部门,亚洲技术研究所摘要:五轴CNC加工中心现在应用得非常广泛。
大多数机器的运动学原理都是以直角笛卡儿坐标系统为基础的。
这篇文章对有可能的概念上的设计和基于理论上有可能的自由度的结合并且真实存在的器械进行了分类。
本文还定义了一些有用的定量参数,例如:工作空间利用因素、机器加工工具的空间利用率、方位空间的指标和方位角。
同时还分析了不同概念的优缺点,给出了选择的标准和机器结构的设计。
最近在工业中提出的一些基于斯图尔特平台的概念也将在这篇文章中进行简要的论述。
关键词:五轴;机器加工工具;运动链;工作空间;CNC;旋转轴1.介绍机器加工工具的主要设计规范应该满足以下法则:1)运动件在工具和零件的定位和安置上应该有足够的弹性。
2)以可能的最快的速度进行定位和安置。
3)以可能的最高的精确度进行定位和安置。
4)加工工具和工件的快速切换。
5)保护环境。
6)可能的高速材料移动率。
一台机器的加工工具的轴的个数通常是由机器自由度数或者是在机器滑动过程中独立可控的运动数来决定的。
随着加工工具轴对应Z坐标轴的产生,ISO轴命名法推荐使用右手坐标法则。
一个三轴磨床有三个方向的线性滑动:X、Y和Z,这使得机器能放置在相应轴向滑动范围内的任何一个位置。
加工工具轴的方向在加工的时候保持不变。
这就限制了与工件连接的加工工具的弹性,并最终导致很多不同的结构。
为了增加在可能的加工工具、工件定位中的弹性而不用重新设计结构,我们将要在增加更多的机器的自由度。
对于一个传统的三线性轴机器,能通过提供旋转滑动来实现。
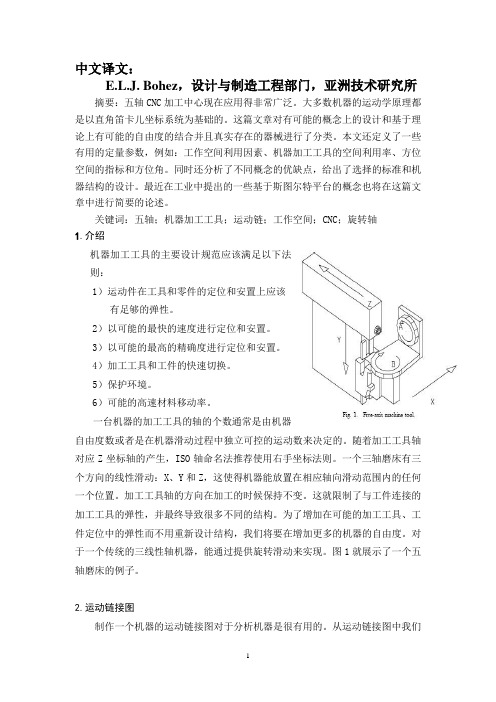
图1就展示了一个五轴磨床的例子。
2.运动链接图制作一个机器的运动链接图对于分析机器是很有用的。
从运动链接图中我们可以很快区别两组轴:图2展示了在图1中五轴磨床的运动链接图。
从图中我们可以看到,工件由四根轴运载,而加工工具只由一根轴运载。
五轴机器就像两个相互协作的机器人,一个机器人运载工件,另一个机器人则运载加工工具。
数控专业外文翻译----5轴数铣中心下注塑模具自动抛光过程
中文译文:5轴数铣中心下注塑模具自动抛光过程材料加工技术杂志Xavier Pessoles, Christophe Tournier*LURPA, ENS Cachan, 61 av du pdt Wilson, 94230 Cachan, France christophe.tournier@lurpa.ens-cachan.fr, Tel : 33 147 402 996, Fax : 33 147 402 211【摘要】注塑模具的制造过程包括抛光作业时关键的表面粗糙度或镜面效果必须出示透明部分。
这抛光进行手动操作主要是通过技术工人进行分步完成。
在本文中,我们提出一个5轴铣削自动抛光技术中心,以加工生产使用相同的手段和抛光方式来降低成本。
我们开发的特殊算法来计算5轴刀具位置上自由形式的溶洞,为了模仿工人的技能。
这是基于两填充曲线和摆线曲线。
抛光力是基于一个力传感器的校正设置来保证被动刀具本身的位移与力量。
刀具的精密运动有助于避免在5轴数控中心下对刀具的运动误差的影响。
在表面的条款效力的方法粗糙度的质量和执行简单的是通过5轴数控加工过程实验证明的。
【关键词】自动抛光,5轴铣削中心,镜面效果,表面粗糙度,希尔伯特曲线,摆线曲线几何参数CE (XE, YE, ZE)刀具起始点(u, v) 参数空间坐标的摆线参数曲线s 横坐标曲线C(s) 导数参数方程P(s) 轨迹参数方程n (s) 法向量p 步轨迹Dtr 轨迹直径A 轨迹线的幅度Step 循环加强轨迹技术参数D 刀具半径Deff 抛光刀具有效直径E 磨带振幅e 刀具偏差值θ刀轴倾斜角u (i, j, k) 刀具坐标系f 导线切矢量Cc 摆切线加工参数N 主轴转速Vc 切速度Vf 进给速度fz 进给量ap 切削厚度at 加工点T 运转时间表面粗糙度参数Ra 表面算术平均差(2D)Sa 表面高度平均差(3D)Sq 表面均方根差Ssk 偏态分布幅值Sku 偏态分布峰值1简介在高速加工(HSM)的发展极大地改变了注塑模具和模具制造商。
五轴数控机床基础知识
五轴数控机床基础知识英文回答:Five-Axis CNC Machining Basics.Five-axis CNC machining is a type of computer-controlled manufacturing that utilizes five axes of motionto create complex parts. This allows for greaterflexibility and precision than traditional three-axis CNC machining, making it ideal for a wide range of applications, including aerospace, medical, and automotive.How Five-Axis CNC Machining Works.Five-axis CNC machining works by using a computer-controlled program to guide a cutting tool along five axesof motion:X-axis: Moves the cutting tool left and right.Y-axis: Moves the cutting tool up and down.Z-axis: Moves the cutting tool in and out.A-axis: Rotates the part around the X-axis.B-axis: Rotates the part around the Y-axis.By combining these five axes of motion, five-axis CNC machining can create complex shapes and contours that would be difficult or impossible to achieve with traditional three-axis machining.Advantages of Five-Axis CNC Machining.Five-axis CNC machining offers several advantages over traditional three-axis machining, including:Greater flexibility: Five-axis machining allows for more complex shapes and contours to be produced.Higher precision: The ability to control the cuttingtool along five axes of motion results in higher precision cuts.Reduced setup time: By eliminating the need for multiple setups, five-axis machining can reduce setup time and improve efficiency.Improved surface finish: The ability to control the cutting tool's path more precisely results in a better surface finish on the finished part.Applications of Five-Axis CNC Machining.Five-axis CNC machining is used in a wide range of applications, including:Aerospace: Five-axis machining is used to create complex parts for aircraft, such as wings, fuselage, and engine components.Medical: Five-axis machining is used to create complex medical devices, such as implants, surgical instruments,and prosthetics.Automotive: Five-axis machining is used to create complex parts for automobiles, such as body panels, engine components, and transmission gears.中文回答:五轴数控机床基础知识。
五轴联动功能在航空航天加工中的应用
五轴联动功能在航空航天加工中的应用Surface mathematical model establishment; Nc machining;Tool track planning; Tool shaft control0前言五轴联动加工技术是数控技术中难度最大、应用范围最广的高端加工方式,它集计算机控制、高性能伺服驱动和精密加工技术于一体, 主要用于对复杂曲面进行高效、精密、自动化的加工。
在很多加工领域中,是一般加工方法所无法取代的。
现在国际上己经将五轴联动数控技术作为一个企业生产设备自动化程度、加工能力及加工水平的标志。
五轴数控加工技术对企业科技力量和综合加工能力的提高有着的重要意义。
加工中合理的使用数控机床的五轴联动功能,可大大提高多轴加工机床的加工能力,便于形成加工系统进一步的集成化。
1数控加工中零件三维数学模型建立三维表面数学模型是铳削加工零件的基础,由曲面组成表面复杂的三维数据,且大多为修剪曲面。
文中引用的零件為航空领域里的某关键零部件。
因此产品的三维数学模型的曲面精度较高。
零件最大长度为2000MM最大宽度为1800MM。
图1中隐形网格外围边界为6MM宽11MM深的密封槽,中间网格为4MM宽3MM深的通气槽。
各个沟槽的深度方向沿曲面法向,各个数据点的数据轴随曲而变化。
与主表而相连接的曲而为主表而的法向面,加工的主要难点就是数据模型中的法向槽和主曲而相接的曲而的加工。
2零件的技术分析目前大多数数控加工方式只涉及到三轴联动,支持五轴联动的数控机床在国内还是很少,加工概念也只是沉浸在定轴加工方式。
对于此种零件的加工,某加工单位曾试图采用3十2定轴轮廓铳削加工,并由两名工程师用时两周的时间将零件的原数据进行整理,绘制出零件的理论形状。
问题在于3+2定轴加工方式只能在刀轴的垂直平而加工中才可以避免过切和欠切,如果在此零件曲而上进行如此大范围沟槽加工,过切和欠切现象依然难以避免。
而且需要生成很多的加工子程序,各个子程序之间就会产生加工误差。
机械类数控车床外文翻译外文文献英文文献数控
数控加工中心技术开展趋势与对策原文来源:Zhao Chang-ming Liu Wang-ju(C Machining Processand equipment,2002,China)一、摘要Equip the engineering level, level of determining the whole national economy of the modernized degree and modernized degree of industry, numerical control technology is it develop new developing new high-tech industry and most advanced industry to equip (such as information technology and his industry, biotechnology and his industry, aviation, spaceflight, etc. national defense industry) last technology and getting more basic most equipment.Numerical control technology is the technology controlled to mechanical movement and working course with digital information, integrated products of electromechanics that the numerical control equipment is the new technology represented by numerical control technology forms to the manufacture industry of the tradition and infiltration of the new developing manufacturing industry,Keywords:Numerical ControlTechnology, E quipment,industry二、译文数控技术和装备开展趋势与对策装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术与装备是开展新兴高新技术产业和尖端工业〔如信息技术与其产业、生物技术与其产业、航空、航天等国防工业产业〕的使能技术和最根本的装备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(文档含英文原文和中文翻译)中英文对照外文翻译五轴连动加工五轴连动在机械机床的应用,改善了加工质量以及提高了生产力资深编辑Patrick Waurzyniak五轴连动加工在使用Delcam的Powermill软件后应用于模拟和仿真组件加工。
在加工中应用五轴连动设备能提高加工制作的有利条件,引人注目的是减少设备调整时间,降低每一部分的消耗费用,同时改善产品质量。
对于专门的应用,特别是在宇宙航空中,五轴机械的应用使的减少机械设备而提高了生产力。
汽车制造商和模具制造商同时也看到了五轴连动机械的优势,尤其是当这种设备价格的降低。
五轴加工可以满足宇宙航天飞机高精度的等高线加工。
这样使五轴加工设备多样化,同时有利于配置Mnltuaxis机床加工中心提高生产力和加工精度,减少了加工步骤,改良了机器操作和使用。
五轴加工被应用在航天业已经多年,主要优点是加工整体复杂工件时,只要一次的工件夹持定位;另一个好处在于可使用较短刀具,以确保切削精度。
过去模具界甚少使用五轴加工,问题是机台的价格昂贵及NC程序制作困难。
近来因为模具交期紧迫及价格压缩,使五轴加工受到模具业的重视,将是继高速加工机后另一个有效工具。
每个产品都有合适的曲度,而典型的科学资料认为合理气体动力学的形状是一个复式的等高线。
尤其是战斗机和轰炸机,他们有较多的等高线,较多的曲面超过了以前的机型,所以它们只有在五轴连动的设备上加工。
标准化的应用使的制造产业节省了大量的金钱和时间,它显示了“如果你能在刀库有多样的工具,特别是标准的硬质合金端铣刀能加工不同角度的轮廓线,能减少费用和时间。
位于辛辛那提Lamb'sHyperMach仿形铣床,被航天制造局用来制造航天飞机的大部分部件。
五轴加工的结构广泛的应用,特别是在宇宙航空产品的生产中,大部分旋转轴都是在主轴上,比如在辛辛那提的YperMach的Von Moll软件中,一个70‘(21-M)的旋转轴的线性马达仿形床以102m/min的速度切断工件。
在辛辛那提宇宙航天消费品演示中,部分铝以每分钟18000转、130马力和7374厘米每分钟的急速研磨实心胚。
今年夏天这套系统将被用于宇宙航天局的供应商BrekManufactuning Co,以用来制造波音(西雅图)的C-17运输机的机身大梁结构。
“典型的大型宇宙航空设备上,所有的旋转轴都是在主轴上。
”Voll Moll说。
在一般的情况下第五个轴被应用于倾斜的主轴上,以应用于全部五轴加工全部轮廓的能力。
其它的部分是一张旋转的轮盘而把其它的旋转部分置于其之下。
这就是我们设计的有倾斜的主轴。
基于宇宙航空比较大的结构部分,制造机械的部分大小要决对适合起重架,类似的有HyperMach机制系统。
“典型的这部分通常比较大,而不是微型”来自Moll的看法“因为现在的趋势是向独立机构的方向发展”过去一直有多样的工具被和起来使用,所以要求要合成的工具使用完成集成的工作。
设计复杂,较高的制造费用,已经对五轴加工机器推广采用造成极大的障碍。
“五轴加工继续体现加工更快速和更高精度,因此工艺科学是正在体现的技术。
”高级加工中心应用工程师Brett Hopkins说。
工艺科学有它的应用方面,但是它当然不是一种成熟且又完善的技术。
计算机辅助制造系统仍然是比较薄弱。
计算机辅助设计和计算机辅助制造的深入研究应用对五轴加工是一个很好的挑战。
因为Makion把重心放在五轴加工的高精度上,所以制造费用非常高,以至于没有被压模铸模生产企业广泛的采运,霍布金丝说。
在欧洲的营销商们非常的推崇用五轴机械加工的模具,在他们看来这是一个非常好的市场。
五轴加工的使用方式是他的占地非常少。
“有一些重要的设备使得五轴设备更加完整。
”他接着道。
少量的计算机辅助加工系统使五轴设备有了更加完善得数据。
他们几乎有能力为所有的固定轴(3+2轴)设备制定加工数据。
为加工中心制定专业数据比如UG有着一流的水平。
“由于有五轴加工方式大致分为:固定轴(3+2轴)及连续5轴。
模具加工常见的困难是过深的模穴、模仁及很小的内R角,因此使用延长杆,降低切削量及转速,配合制作电工是现今三轴机器的运用方式。
”霍布金斯说“当其它的选项不被允许基于几何学的时候,完全地五个轴是某事被做--你们必须在完整的五个轴中做那。
而且我们此刻已经见到那唯一应用的工业是在航空宇宙业中, 像由于桥架装置工作, 是一个刀锋和磁盘片的组合。
所以刚模或铸模能应用的是固定轴即(3+2轴)。
”出现的亚洲和东欧竞争合作已经使欧洲的制造业者接受五个轴的技术应用。
计算机辅助加工软件的提高使五轴加工的绝对费用逐渐减少,引起了马克的注意,PowerMILL的产品经理Delcam说:“这款软件很容易被掌握,而且他完全胜任这项工作。
”在欧洲,制造商毫不迟疑的接受了一项以五轴加工为机制的方案以应对亚洲及东欧的廉价劳动力的冲击,加强自身的竞争能力。
引人注意的是, Delcam's 的研究表示比欧洲的客户在进入 2003 年五个轴的机制销售增加了50% 多, 当在美国北部的时候五轴大约 20%出售.“因为劳动如此廉宜在其它地区的市场中,想要保持竞争的公司必须开始比较先进机制的,”值得注意“, 不只是意谓机制比较快速的或工作比较长的小时.”工艺科技现在把程序真的接近你的思维,把重心集中在你的创新, 而且投资在新的技术方法、教育、正确的用工具工作,而且减低的一群其它的因素从而带领时代,因此,我们能保持竞争。
“工艺科技是一个非常复杂的议题, 而且有许多不同的科学技术的采用,所以使的发展比较慢的,”他增加道. “如果你是波音或另外的大制造业者,工艺科技是没关系 ,要不是正在想到投资在这一种技术的用工具工作操作员,工艺科技是一个需要大量的基金以用于研究.”对于较小的工具和钢模加工,范围从 $100,000 到一百万元的五个轴的仪器是主要的投资方向,特别地在节约经济方面。
因为那一种技术的费用在历史上已经是如此高,所以已经有惯性, 但是在最近几年以来发现,我们正在一定范围内这些机器对这些较小的制造商是可以负担的。
较小的制造商现在正在见到使用五-轴和 3+2 技术所带来的利益,他说。
在工具加工和模具制作过程中,90% 的工作能被极有效率地由使用 3+2 轴技术机器制造, 因为它提供较棒的柔性制造部份,减少工具长度,改善表面的完成,而且我们能仍然使用,所以他认为这是高速的,高效率机制技术.以前当你加工一个非常深的洞有一个部份的时候,必须使用加长的工具工作,你必须以非常慢的进给量和速度来保证工具歪斜在一定的小范围内,"Forth说“因为你是必须使用一个工作台,所以制造业的辅助加工过程正在花费较长的的时间,一个理想的加工过程会是以非常短工具长度进入达成最适宜的切断情况, 但是能够按某一角度转动刀刃在这样的方法使它与工作台不冲突."设计五轴同时加工的机制从而组合成一台机床。
加工级数从3轴到 3+2个轴的机制前进的,我们的确使我的工具长度较短而且以较高速度运行机器,Forth说.由于同时运行五-轴, 所有的轴同时移动,我不仅仅考虑我所需要的工具和我正在加工的部份,我必须考虑其它的轴上的工具将发生什么情况,因为我们正在引介另外的轴矢量叁数控制工具,所以我一定考虑在工作台,主轴 , 和另一端工作母机的工具什么是发生,连同工具的 X , Y 和 Z 轴方向放置."设计五-轴设备所需要的要求比为 3+2 机床有更多考虑,他认为.局部地几何学,工件定位方向、刀具进入和出口情况极端重要。
好冲突检测完全必要,你需要确定,你知道正在加工的工具与机床在部份零件,螺丝钳, 或固定物没有碰撞."与近的 PowerMILL 5.5 版在五月宣布,Delcam 把工作母机冲突检测加入,它给使用者提供的模拟组件功能性模拟,在加工之前完成刀具路径的确认.许多计算机辅助加工软件包裹要求准备加工工具具备无弧度和加工刀具路径,但是不对于机器本身, 这是五轴加工机制软件的设计是必要的。
先进的航空宇宙飞机设计制造业者时常遇到准许减低复杂齿轮连件的形状.在欧洲航天技术中心,西门子的 Sinumerik 840 D 控制器把一个新的运动 - 控制计划加入刀具轨迹和定方位两者被分开由云形曲线决定, 减少机制加工时间同时地改良表面的质量,尤其对于雕刻表面的五个轴机制.许多航空宇宙制造业者使用姆欧的新项目 840 D 运行合成设备包括切运动和变形定方位 (TRAORI). TRAORI 非常强大,而且我想是一个绝对的要求必备的条件.我们对于五个轴的航空宇宙产品,“Notes系列软件是辛辛那提的出自 Moll"的840 D 非常标准化,所以我们做提议替代选择,因为需要工艺科技是在任何方面。
有代表性的是大多数的人是满意的而且将会与 840 D 搭配.”TRAORI 帮制造业者解决混合的运动学- 类型的机器,没有传统的轴定方位的系统,他认为.这些是联动类型机器和六角类型机器。
藉由混合的运动学, 孪生的滚珠丝杠旋转的轴头,我们在 HyperMach 上和在基层 V5 机器上使用的 V5 头,实际上是进入旋转的运动之内的线性滚珠丝杠的变形.西门子的新项目密切地注意在控制发展中与我们合作 --由于线性滚珠丝杠运动之转换为旋转的运动。
这些是他们通常做的事情,而且工艺科技是虽不能说,你不能对 GE Fanuc's 的产品做那, 工艺科技正是使得那一个西门子的新项目使它变成更方便使用界面, 而且乐于体现一点点创意类型比其它同类型软件."高速的机床也扮演制造业者的一个主要角色,展开五轴加工的系统加速他们的制造程序. 过去, 五轴加工设备被视为一个连同昂贵的软件在一起的工具,需要很多的技术专门,"盖瑞 Zurek 注意道(应用工程经理, Mikron Bostomatic 公司. Holliston, MAHolliston,文学硕士).为了有效地应用五个轴的机制技术,使用者需要为他们找到适当的解决细节方案,Zurek 认为。
今天在市场上有许多解决方案,而且使用者应该寻找五轴加工机制可信的专家.工艺科技可能使相当对进入这一个领域的新使用者困惑,这能导致在投资上的使气馁和一个无法返回的损失."速度,准确性和柔性与制造业的知识结合,而且经验能为他们的需要提供帮助,使用者找正确的加工方案,他认为。
Zurek 注意到 Mikron's HSM400U HS 五轴加工机器给组合的线性轴上提供 1.7 G 的加速,可以达到40m/min最小的速度。
和在 C 轴上的与 B 轴上的 250转/每分钟和 150个转/每分钟的回转比率的进给速度.这给我们的客户工具对我们的机器感到高度地竞争," Zurek 说 " ,而且藉由用我们的软件工具联合我们的加工机床技术,我们普遍见到我们的客户达成到减少循环次数,改良了质量, 和柔性加工的优越性."比较快速的五轴加工的机制差不多能胜任任何的制造业的加工作业, 金属切削效率提高直接地导致增加的生产力. 正如在三个轴的机制中,工作主机速度高是最好的利益,"库尔特(Nishimura ,经理,高速机器, Mori Seiki 美国公司)说. 藉由五轴加工的机器,过去限制的因素是旋转的工作台的速度,但是今天的五轴加工的机器持有较快速地旋转的工作台."藉由 Mori Seiki公司生产的Supermiller 400型五- 轴的最低五轴控制设备,B- 轴的工作台速度是 200个转/每分, 和加工机床的 B-轴也能作为旋转,以1500个转/每分的速度. Mori Seiki公司也是提供 GV-505/5 AX 五个轴的速度控制器, 同类 Supermiller 完全地有五-轴加工轮廓能力和 12,000个转/每分的主轴加速, Nishimura继续道. 以快速的旋转工作台和能力为特色通过 4"(102 毫米) 除经过加工机床之外。