浅谈PLC控制系统在溶媒回收塔中的应用
浅谈煤炭化工自动化中PLC控制系统的应用

浅谈煤炭化工自动化中PLC控制系统的应用(延安职业技术学院化工化学系,陕西延安716000)在PLC技术不断发展进步的背景下,其应用也逐步多元化,在许多领域都得到了深入应用,比如化工领域、煤炭领域、信号系统等。
PLC技术可以大幅提升相关领域的自动化程度,尤其是在煤炭化工中,更是可以在多个环节实现自动化生产。
本文对PLC控制系统做了简单介绍,深入分析了PLC控制系统在煤炭化工自动化中的实际应用,以期加强相关工作。
标签:PLC控制系统;煤炭化工;应用PLC控制系统是在PLC可编程控制技术的基础上集成的控制系统,可以实现多种控制功能,具备广阔的应用前景。
随着各种硬软件不断完善,PLC控制系统实现了大幅飞跃,已经在煤炭化工自动化中取得了深层次应用。
1 PLC系统PLC系统的全称是Programmable Logic Controller,意为可编程逻辑控制器,是一种基于数字运算的电子系统,适用于多种工业环境。
PLC起源于上世纪六十年代,其目的就是取代继电控制器。
在信号处理技术、计算机技术以及控制技术不断发展进步的背景下,PLC系统的功能也在不断完善和强大。
PLC控制器主要包括了中央处理器、储存器、电源、输入装置和输出装置五个部分,和计算机的基本构成类似。
PLC控制器在进行控制操作时,其工作流程主要可以分为三个环节。
首先,进行采样输入。
PLC控制器对输入数据和状态以此扫描读取,并将其存入I/O映像单元。
在采样输入完成后,控制器转入执行和输出阶段,在这两个阶段中,如果输入发生变化,I/O映像单元内的数据状态是不会发生改变的。
所以,在输入脉冲信号时,其宽度需要大于扫描周期。
才能确保输入信息被读取。
其次,程序执行阶段。
在这一阶段中,PLC控制器对程序从上而下依次扫描。
在扫描梯形程序图的过程中,优先扫描梯形左边触点构成的控制线路,然后逐步向右扫描。
即在扫面流程上表现出先上后下、先左后右的顺序。
在程序执行的过程中,只有I/O映像单元内的数据可以保持不变,其他软设备或输出点在I/O映像单元或RAM单元内的数据和状态都可能出现变化。
PLC软冗余系统在生活垃圾焚烧厂的应用
PLC软冗余系统在生活垃圾焚烧厂的应用随着城市化进程的不断加快,各个城市建成区规模也相应不断增加,这就对生活废弃物的处理工作提出了新的要求,除了应对正常情况下每天城市所产生的不断增长的生活垃圾外,还要具备一定的应付突发事件的能力。
这就对生活垃圾处理厂设备的完好率提出了新的要求,提高设备的妥善率,减少停机维护时间,增加设备可靠性都成为必须要讨论的课题,尤其是承担电气控制系统大脑功能的PLC系统的可靠性问题则成为重中之重。
随着现场总线技术及微处理器性能的突飞猛进,高档PLC集散控制系统已经成功应用在中型及较复杂的控制领域中,在工业自动化系统中,为了使系统长期稳定可靠地运行,可以组建冗余系统进一步提高系统的可靠性。
冗余的分类方式很多。
目前,采用的PLC冗余方式分为2种,即软冗余和硬冗余。
西门子公司在这2方面均给出了解决方案。
基于S7-400H的硬冗余的可靠性高,但构建系统成本也较高。
而基于S7-300或S7-400的软冗余是一种综合考虑提高可靠性和降低成本的折中方案。
目前,软冗余系统已经在污水处理、冶金、化工等控制工程中得到了普遍应用。
本文将介绍在生活垃圾处理厂成功投入生产运行的PLC控制系统。
2 控制系统总体方案介绍该集散控制系统采用西门子S7-300系列PLC,西门子公司的S7-300系列PLC是90年代推出的S7系列中的中型机型,具有完善的功能和强大的通讯能力,特别是总线国际标准之一的Profibus,得到很多厂家的支持,非常有利于分布式控制系统的使用,Profibus-DP总线的通讯速率可达12Mbps。
S7-417H双机硬热备系统和ET200M分布式I/O组成的Profibus-DP总线网构成切换结构,实现故障时的无扰动自动切换,可用在安全性能要求极高的控制系统中。
但是S7-417H双机热备系统造价相对昂贵,为了减少硬件投资,可以选用软件双冗余(用315CPU进行双机热备),采用分布式I/O的Profibus-DP现场控制总线,上位机与PLC之间采用100兆工业以太网进行通讯, 上位机采用西门子公司WINCC6.0组态软件进行系统组态。
PLC在转炉煤气回收中的成功应用
《自动化技术与应用》2011年第30卷第2期Techniques of Automation & Applications | 105 经验交流Technical CommunicationsPLC 在转炉煤气回收中的成功应用王晓东 于 良(山东省冶金设计院有限责任公司,山东 济南 250014)摘 要:介绍西门子S7-400系列PLC在转炉煤气回收中的应用。
结合PLC的特点,通过硬件选型配置、工业以太网网络设计以及软件设计等工作,很好地实现了转炉煤气回收的要求,在现场的成功应用证实控制效果良好。
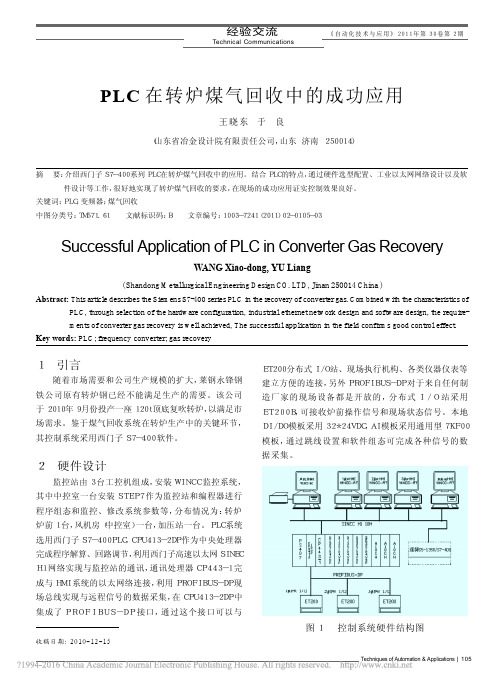
关键词:PLC;变频器;煤气回收中图分类号:TM571.61 文献标识码:B 文章编号:1003-7241(2011)02-0105-03Successful Application of PLC in Converter Gas RecoveryWANG Xiao-dong, YU Liang( Shandong Metallurgical Engineering Design CO. LTD, Jinan 250014 China )Abstract: This article describes the Siemens S7-400 series PLC in the recovery of converter gas. Combined with the characteristics ofPLC, through selection of the hardware configuration, industrial ethernet network design and software design, the require-ments of converter gas recovery is well achieved, The successful application in the field confirms good control effect.Key words: PLC; frequency converter; gas recovery1 引言随着市场需要和公司生产规模的扩大,莱钢永锋钢铁公司原有转炉钢已经不能满足生产的需要。
PLC控制系统在化工自动化系统中应用

PLC控制系统在化工自动化系统中应用PLC控制系统是一种基于程序控制的自动化系统,常用于化工行业中的生产过程控制。
它具有高可靠性、灵活性和可编程性等特点,因此在化工自动化系统中应用广泛。
PLC控制系统可以用于化工生产过程中的测量与检测控制。
通过连接传感器、仪表等设备,可以对温度、压力、流量、液位等参数进行实时监测,并根据设定的控制策略进行调节。
在化工反应过程中,可以通过PLC控制系统对温度进行精确控制,保证反应过程的稳定性和产品质量的一致性。
PLC控制系统可以联网并与SCADA系统(监控、控制和数据采集系统)进行集成。
通过与SCADA系统的连接,可以实现对化工生产过程的远程监控和控制。
操作员可以通过SCADA系统查看实时数据、历史数据和报警信息,及时调整控制参数并采取相应的措施。
这大大提高了化工生产过程的可靠性和安全性。
PLC控制系统还可以与其他自动化设备进行集成,如变频器、执行器、电机等。
通过与这些设备的连接,可以实现对生产过程中的驱动和执行机构进行控制。
在化工输送系统中,可以通过PLC控制系统对泵站、阀门和输送带等设备进行协调控制,提高工艺流程的自动化程度和运行效率。
PLC控制系统还具有灵活性和可编程性的特点,可以根据化工生产过程的需求进行定制化设计和开发。
通过编写和修改PLC程序,可以实现各种复杂的控制算法和逻辑,满足不同工艺流程的要求。
而且,PLC控制系统的硬件和软件都可以进行扩展和升级,方便系统的维护和升级。
PLC控制系统在化工自动化系统中应用广泛,可以用于生产过程的测量与检测控制、远程监控和控制、驱动和执行机构的控制等。
它的高可靠性、灵活性和可编程性等特点,使得化工生产过程更加安全、稳定和高效。
随着技术的发展和应用的深化,PLC控制系统在化工领域的应用还将进一步扩展和完善。
PLC控制系统在碱回收苛化工段的应用

PLC在碱回收苛化工段的应用2006.05摘要:介绍了一套自行设计的PLC控制系统,用于控制碱回收车间苛化工段的白液生产,该系统投运后降低工人的劳动程度,提高苛化白液的产量及质量。
关键词:PLC,苛化,碱回收1前言广西某纸业公司于2000年进行了7万吨桉木浆扩技改工程。
由于原苛化流程设备陈旧落后,生产的白液质量、产量,达不到技术要求,也满足不了7万吨计划。
为给蒸煮提供优质、足量的白液,改善环保状况,保证其他工段系统的清洁和提高漂白浆的质量,为蒸煮工序提供优质原料,公司对苛化进行了技术改造。
苛化控制系统的PLC改造是本次技改的关键。
公司使用了国际上先进的压力苛化的设备技术。
它与原工艺流程最大区别是使用了两台ECO(压力过滤器),从而使白液澄清度提高到﹤20PPM;使用白泥预挂系统,使白泥得到充分洗涤,一者给蒸煮工序提供优质原料,二者改善和提高了公司环保水平。
2工艺简介绿液中的碳酸钠与消化石灰反应,生产成氢氧化钠和碳酸钙的反应,反应式为:Ca(OH)2+NaCO3=2NaOH+CaCO3,苛化工段因而此而命名。
苛化反应的速度是随氢氧化纳浓度的增加而不断减慢。
新苛化系统的流程如图1所示:由燃烧来的绿液经澄清与绿泥分离后,再经加热器使其温度控制在85—95℃之间,然后进入消化器进行消化反应,其前后温差是控制苛化度和单位绿液用灰量的一种有效方法。
本系统使用温差来调节变频器,控制圆盘给料器的转速。
绿液图1流程图消化反应后的乳液自然溢流到苛化器,经3个小时以上的停留时间后变为苛化乳液送往1#压力过滤器(ECO)得到合格的浓白液,过滤的白泥被送往2#压力过滤(ECO),从而得到稀白液,从此出来的白泥经白泥预挂机处理后,以75%的干度送往轻质碳酸钙厂。
3自控系统的配置在本系统中,主要的被控对象是消化反应的温差及两台ECO过滤的控制。
只有这两个环节控制成功,方能生产出优质的白液及副产品。
同时,为节省投资,我们选用PLC与上位机联合控制方案,其结构图如图2:PLC我们选用了AB公司的SLC系列产品,CPU选为SLC5/04,控制组态软件选用AB公司Rsview32,两者通过DH+网通实现数据的交换,在上位机操作实现了对工艺过程的优化控制。
PLC模块化编程在废烟支回收系统的应用

PLC模块化编程在废烟支回收系统的应用FY113回收机是在引进ITM公司DEPLPHI400技术基础上,转化设计的国产化设备,该设备能实现卷包设备产生的不合格烟支或跑条烟进行烟丝回收利用,其加工处理能力为40kg/h。
考虑到该设备与上下游机连接与配置较为灵活,与FY113配套的喂料机、压纸机、除尘器、拆包机等可能是第三方提供的设备,这对系统在用户处调试提出了较高的要求。
为解决此问题,系统程序设计需在原有系统方案上进行改进,采取模块化、结构化处理方式,以增强设备控制程序功能上的独立性及程序接口的通用性,减少现场代码修改工作量,方便程序调试。
1 烟丝回收系统工作原理及工艺流程分析废烟支中烟丝的加工回收按工艺流程可分为5部分:烟支喂料、排序、剖切、开松、分离输送、除尘部分。
喂料部分将废品烟支送入喂料机料斗中,通过陡角提升带将废烟支提升落入排序装置,排序装置将输送过来的杂乱无序的烟支进行纵向排列,以确保烟支顺利进入剖切装置。
剖切装置上方的旋转切刀将排序过的烟支纵向打孔剖开。
松开装置是将剖切过的烟支进一步疏松,分离输送装置将剖切装置剖开掉落的烟丝直接从剖切轮送到分离输送装置的一级分离振筛上,又将经过开松装置处理的烟丝混合物由二级分离振筛输送到送丝皮带上。
此时烟纸和滤嘴则经过二级分离振筛输送,落到烟纸收集箱,烟末及烟灰进入烟末集中箱,烟丝则可以通过下游机送丝带进入烟丝供丝料仓中完成烟丝循环再利用。
为减轻设备操作劳动强度,用户可以自行配置专用的物流小车进行烟支的喂料,经回收机处理过的烟纸和滤嘴可以配置压纸机统一回收处理,对包装机引起的废烟也可以配置拆包机进行处理,减少废烟包人工拆散工作量,对回收机除尘部分用户也可以选择集中除尘或独立除尘。
2 西门子STEP7 S7-300/400系统程序组织块特点西门子STEP7支持及提供的块有OB(组织块)、FC(功能)、FB(功能块)、DB (数据块)、系统功能及功能块(SFC/SFB)等,用户做的主要工作是根据设备工艺特点把系统控制任务合理地划分不同功能和功能块.用户不需要设计操作系统调用程序、系统循环扫描监控出错等额外程序,但这些系统都能提供接口做到对用户透明,尽量减轻用户编程负担这为系统PLC程序的设计实现模块化、结构化处理提供很大的支持及系统优势。
浅谈PLC控制系统的应用
浅谈PLC控制系统的应用摘要:在社会经济快速发展当下,“电”是社会发展的重要条件之一。
随着科学技术不断创新,新型项目不断增多,企业也不断引进新的技术进行生产作业。
而对未来快速增长的用电需要,企业为了加大生产力度,完善生产计划,实现经济效益,大多数热电厂采用了PLC控制系统进行生产作业。
本文对PLC控制系统的硬件设备和软件系统作出了叙述并分析其在热电厂某些环节当中的应用。
关键词:PLC控制系统;热电厂;应用.前言近年来,经济迅速发展使得我国各地区用电需求量不断增大,很多地区出现了错开用电或是用电困难的现象,为了满足人们的用电需求,使电量生产增高,热电厂不断更新设备、增强科学技术。
就目前而言,PLC控制系统具有功能全面、抗干扰性强、可进行通用以及操作简单等优点,已被大多数热电厂采用于生产作业当中。
1、PLC控制系统硬件、软件分析PLC自动化控制系统机构复杂,上下机位控制点较多,高达600多个,但是PLC当中I/0模块数量的数目却有限,I/0模块是有主框架所配置,其数量较少,所以要适当的增加一些框架。
由于整个PLC系统只有一个中源模块,所以全部用电均来源于UPS,并且整个体系的框架业只有一个进出的输入端结构模块,除此之外系统还另外设置了监控站,上下位机可进行通讯,至于软件系统的设计,编程主要采用了TISOFT软件,其编程是PLC自动控制系统中本身就配置有的。
逻辑指令集合的设计保证了该系统的正常运行,并且对故障的处理起到一定的作用,另外,该系统还设置了控制功能模块,但如仅仅只是设置了控制功能模块,依然达不到操作方便、快捷的目的,因此还增加设置了函数功能模块,两种模块同时起作用时,不但操作简易化,而且还能让功能模块进行控制,对于一些比较复杂的进程控制还能进行SF程序的编写。
2、PLC控制系统在热电厂中的应用在热电厂各个生产环节中尽量采用PLC控制系统,该系统的使用能有效提高生产效率,为企业带来更大的经济效益,主要体现在化学水处理的应用、气力除灰中的应用以及中央空调温度调控的应用,采用PLC后每个环节的生产效益都可得到更大的提高。
PLC控制系统在化工自动化系统中应用
PLC控制系统在化工自动化系统中应用PLC(可编程逻辑控制器)是一种用于工业控制系统的电子设备,它能够实现自动化控制和监控。
在化工自动化系统中,PLC控制系统被广泛应用于实现工艺过程的自动化控制、设备的状态监测和故障诊断等功能。
下面将详细介绍PLC控制系统在化工自动化系统中的应用。
在化工生产过程中,PLC控制系统能够实现对工艺参数的自动监控和调节。
通过读取传感器的反馈信号,PLC可以实时监测工艺参数,例如温度、压力、液位等。
当检测到参数偏离设定值时,PLC能够根据预设的控制策略,自动调节执行机构(如阀门、泵等)的工作状态,实现对工艺参数的精确控制。
PLC控制系统能够实现化工过程的自动化控制。
通过编写程序,PLC可以根据设定的工艺流程,自动控制各个设备的工作状态和工艺参数的变化。
在化工反应过程中,PLC可以自动控制加热器、搅拌器和进料泵等设备的启停和调节,以保证反应温度和反应速率的稳定。
PLC控制系统还可以实现化工设备的状态监测和故障诊断。
通过连接传感器和设备状态信号,PLC可以实时监测设备的运行状态,并根据设定的逻辑关系进行判断和诊断。
一旦发生设备故障或异常情况,PLC可以及时发出警报或采取相应的控制措施,以避免事故发生,并提供故障分析和排除建议。
PLC控制系统还能够实现数据采集和记录。
通过连接传感器和数据采集模块,PLC可以实时采集和记录工艺参数的变化,以便后续的分析和优化。
通过连接到上位计算机或数据存储设备,PLC控制系统可以实现对数据的远程监控和管理,为工艺优化和过程控制提供支持。
PLC控制系统还可以与其他系统进行联网和集成。
通过网络通信接口,PLC可以与其他设备、传感器和上位计算机等进行实时数据交换和控制指令传输。
这种联网和集成能够实现自动化控制和信息化管理的目标,提高化工生产过程的效率和安全性。
PLC控制系统在化工自动化系统中发挥着重要的作用。
它能够实现工艺参数的自动监控和调节、化工过程的自动化控制、设备状态的监测和故障诊断、数据的采集和记录,以及与其他系统的联网和集成等功能。
PLC控制系统在工业废水回收中的应用
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!科技情报开发与经济SCI -TECH INFORMATION DEVELOPMENT &ECONOMY 2009年第19卷第35期Talking about the Design of Processing Techniques before Hole-boring on CylinderLI Tie-yingABSTRACT :This paper expounds the design of processing techniques before hole-boring on the cylinder of upright postand hoisting jack used in the hydraulic support .KEY WORDS :hydraulic support ;upright post ;hoisting jack ;cylinder ;design of processing techniques大唐太原第二热电厂投产初期处理工业废水能力为300t /h ,产品水主要用于除灰车间和喷淋煤场,部分废水直接排入阳兴河,造成了太原汾河水系污染。
该处理系统由于采用人工手动控制,造成人员工作强度大,控制效率低,控制工艺落后。
引入PCL 控制系统后,废水处理具有反渗透功能,新增反渗透水200t /h ,用于电厂发电生产补充用水,节约了水资源,实现了废水“零排放”,取得了经济效益和社会效益双丰收。
1项目工艺污水回用工程工艺流程见图1。
污水回用工程采用先进的污水处理工艺,通过自动化控制达到预期规定的控制指标,主要任务是完成电厂工业废水回用。
该系统主要由三部分组成:一是预处理系统,由沉沙池、调节池、机械搅拌澄清池、无阀滤池及加药系统组成。
二是超滤系统,由袋式过滤器、超滤膜组成。
三是反渗透(RO )系统,由保安过滤器、反渗透膜组成。
S7-414H PLC控制系统在能量回收三机组控制中的应用
S7-414H PLC控制系统在能量回收三机组控制中的应用1前言能量回收三机组是FCCU装置的核心设备。
主要包括烟机、空气压缩机、电动/发电机。
各设备功能如下:1)烟机是能量回收透平,回收烟气中的能量,向整个机组提供动力。
2)空气压缩机是向工艺装置供风。
3)电动/发电机用来平衡整个机组的功率,当烟机回收的能量大于整个机组的功率时,电动/发电机可以用剩余的功来发电,当烟机回收的能量小于整个机组的功率时,电动/发电机提供动力用来弥补整个机组不足的功率。
国内某炼油厂二联合车间FCCU装置三机组是由陕鼓成套设计,其中主要设备空气压缩机为轴流AV50-15风机。
整个机组(包括备机、增压机组)控制系统逻辑联锁控制采用德国西门子公司的S5-115H PLC,防喘振控制采用日本横河YS170可编程单回路调节器及YS136手操器。
2问题的提出该控制系统自1998年投运以来运行状态基本良好。
到2002年冬季以来,频繁出现放空阀无故自动打开,使整个装置进入自保状态,严重影响了正常生产,给厂里造成重大损失。
由于S5-115H PLC没有配上位监视系统,机组参数的报警、趋势记录均在DCS上记录,DCS 的基本控制周期为1秒钟,趋势记录最短采样时间为1分钟,从趋势记录根本无法分析出在1分钟内参数的变化情况,这对于大型的高速旋转机械显然达不到要求。
而防喘振控制是集PID控制与逻辑联锁控制于一体的复杂控制回路,造成放空阀打开的原因很多。
三机组停机后为了继续生产马上启动备机,由于三机组与备机在同一控制系统,而S5-115H 当时设计时不能热插拔,在备机运行时也无法对整个系统进行彻底检查。
3控制方案的改进3.1方案的设计针对以上提出的问题,我们对机组控制系统做了较大的改进。
把备机与三机组的控制系统分离开,备机采用原S5-115H, 三机组采用S7-414H PLC控制系统,取消YS170可编程单回路调节器及YS136手操器,机组的逻辑联锁及防喘振控制均由PLC完成,并配有一台上位操作站完成整个机组参数的监视、报警、趋势记录以及操作功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈 户 控制系统在溶媒回收塔中的应用 LC
马秋分
(胜利生物工程公司
山东济宁
272073 )
摘 可编程序控制器PLC 和现场仪表组成的控制系统的应用, 该装置 的硬件配置及软件设计,系统结构简单并运行可 靠 要: 本文介绍了
关键词: PLC 精流塔 中图分类号: TP 393
串级控制 文献标识码: A 文章编号: 1672一 3791(2007)04(a )一 0022一 01
化锌避雷器。目 前, 广西境内的22 0k v 线
22 科技资讯 SCIENCE & TECHN0 1 _OGY INFORMATION
还 增加 了效 益。
3 .6 在杆塔上加装线路避雷器 ①国内外运行经验和计算分析表明在线 路上安装适合于线路运行的复合绝缘外套金 属氧化物避雷器来保护输电线路是一种有效 的, 可行的方法。 但在输电线路全线安装避雷 器是不经济的,建议在大跨越塔和一些易击
塔上安装线路避雷器。 ⑦随着我国硅橡胶技术的发展,我国也 相继研制成功 了 各种电压等级的复合外套氧
在 工业生产中由于甲醇属于化学危险 品, 并易燃易 爆, 生产过程中使用过的大量 废甲醇 (浓度比较低) 就不能随便排放。因 此我公司为了 稳定的持续生产,公司采用精 馏塔对 甲醇进行重新回收利用,效果很好。 本文介绍该装置是通过PLC 实现控制, 通过 P LC 控制几个调节阀的调节,来实现回收过 程的连 续性。
ቤተ መጻሕፍቲ ባይዱ
馏塔液位调节、采出流量调节、蒸汽流量调 温度 稳定在65 度左右时, 采样分析塔顶回 流 节各1个。 浓度, 符合要求后, 逐步稳定调节进料量, (2 软件设计 ) 本系统软件设计分为两大部分,第一部 打开塔顶产品阀门,按回流比R = 1. 0 左右, 分是按照工艺 要求对PLC 手自 动工作方式的 逐渐增加采出量,并相应调节回流量。 设计, 软手动操作方式, 是通过人工输入方式 (2)排残 来开关各参数调节阀门,按工艺要求进行控 当稳定回收一段时间后,应定期排放残 制。 二是自 动方式 本系统包括 2 个单回路控 液。 制系统 (进料流量调节和塔液位调节) ,2 个 (3)洗塔 串级控制系统 (蒸汽流量控制及采出流量控 在首次投料 、更换物料或同一物料累计 制) ,各PID 参数及SP 设定后投入自 动,来 操作一定时间后, 均要采用洗塔操作, 先用洗 完成甲醇回收的连续性操作, 减少了人力, 提 涤液然后再用清水清洗。以备下一批废甲醇 高了 效率,增加了安全。第二部分对上位机 进塔进行回收。 PWS一 3261 触摸屏界面的设计,包括醒目直 观的工艺 流程图,单回路及串级控制界面图, 3 控制系统的构成 各系统参数压力、 温度、 流量、 液位的过程值 精流塔的控制目标应是,再保证产品质 显示,历史 趋势等。 量合格的前提下,使塔的总收益最大或总成 (3 控制系统的调试及应用 ) 本最小。 因此选用合适的控制系统, 对稳定生 在系统开始投运前,必须先对各类阀门 产,最大限度的节能降耗,提高产品收率。 包括手阀和自动阀等进行调试,确保各机械 (1)硬件配置 部件无松动,无卡涩现象; 与工艺接口无泄 甲醇回收装置采用 HOLL AS一 I LEC G3 漏, 密封良 本公司首 好。 先用水来进行调试此 一体化P LC ,采用2 块 4 通道模拟量输人模 精馏塔,并验证PLC 的控制性能,等检测各 块, 块2 通道模拟量输出模块, 2 1块4 通道热 工艺指标满意后,才将精馏塔和PLC 控制系 电阻RID 模块,1块40 点Dl/ DOCPU 模块 及相应配套齐纳安全栅,PWS一 1 触摸屏。 统正式投入甲醇回收中使用,按手动方式控 犯6 制, 监视并记录各相关运行参数, 当回收比达 本系统所用输人点数为 1 个,分别为精馏塔 0 到工艺要求后, 逐渐投入自 开始持续回收 动, 温度4 个, 精馏塔液位、 精馏塔压力、 进料流 量、回流流量、采出流量和蒸汽流量各1个。 过程。 所用输出点数4 个, 分别为进料流量调节、 精 4 结语 实践表明,由于 PLC 控制系统的投人 使用, 进一步使我公司对废甲醇回收充满信 心, 井逐渐达到预期效果,不仪降低了成本, 门,使塔内蒸汽经冷凝后全部回流。当塔顶
互相 转移 ,从而 实现分 离 。
2 工艺简介
甲醇回收采用连续精馏过程 (精馏塔由 河北工业大学设计院设计) ,废甲醇经过蒸 汽加热、冷凝等处理提升甲醇的浓度,达到 再利用的 目的,具体步骤如下 : ( 1 废甲醇从废料罐经过调节阀及转子流 ) 量计进入原料预热器,通过废料泵再打入精 馏塔,当液位升至全部容积的70%左右,打 开再 沸 器加热蒸汽 ,塔 顶冷凝 器循环水 阀
路的部分塔上加装线路避雷器。 总之,输电线路防雷设计的目的是提高 线路的防雷性能,降低线路的雷击跳闸率。 在确定线路防雷的方式时,应综合考虑系统 的运行方式,线路的电压等级和重要程度、 线路经过地区雷电活动的强弱、地形地貌特 点、土壤电阻率的高低等自然条件,参考当 地原有线路的运行经验,根据技术经济比较 的结果,采取科学合理的技术措施。
参与文献
【 杜澎春. 高压输电线路防雷保护的若干问 ] 1 题tJ] . 电力设备, 2001, 2(1). 【 谭绍祖.对深圳地区 ] 2 输电线路防雷措施的 探讨【 . 广东输电与变电技术,2003(3 . I J ) 【 王益军. 深圳电网架空输电线路综合防雷 ] 3 措施的应用及研究I , I J 广东输电与变电技 术,2004(6) .
1 概述 蒸馏是石油、化工、生物制约等纵多生 产过程中广泛应用的一种传质过程,通过精 流过程, 是混合物料中的各组分分离,分别
达到规定的纯度。分离的机理是利用混合物 中各组分的挥发度不同 ( 沸点不同) ,也就 是说是利用在同一温度下,各组分的蒸汽分 压不同这一性质,使液相中的轻组分 (低沸 点物质) 和汽相中的重组分 ( 高沸点物质)