普通车床上车削偏心工件的简易装置
车工高级(深孔件、偏心件、曲轴的加工)模拟试卷1(题后含答案及解析)
车工高级(深孔件、偏心件、曲轴的加工)模拟试卷1(题后含答案及解析)题型有:1. 综合题 2. 填空题3. 判断题请判断下列各题正误。
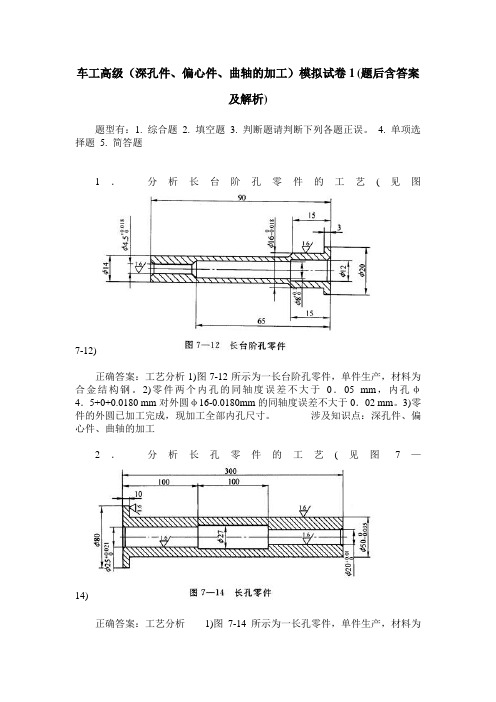
4. 单项选择题5. 简答题1.分析长台阶孔零件的工艺(见图7-12)正确答案:工艺分析1)图7-12所示为一长台阶孔零件,单件生产,材料为合金结构钢。
2)零件两个内孔的同轴度误差不大于0.05 mm,内孔φ4.5+0+0.0180 mm对外圆φ16-0.0180mm的同轴度误差不大于0.02 mm。
3)零件的外圆已加工完成,现加工全部内孔尺寸。
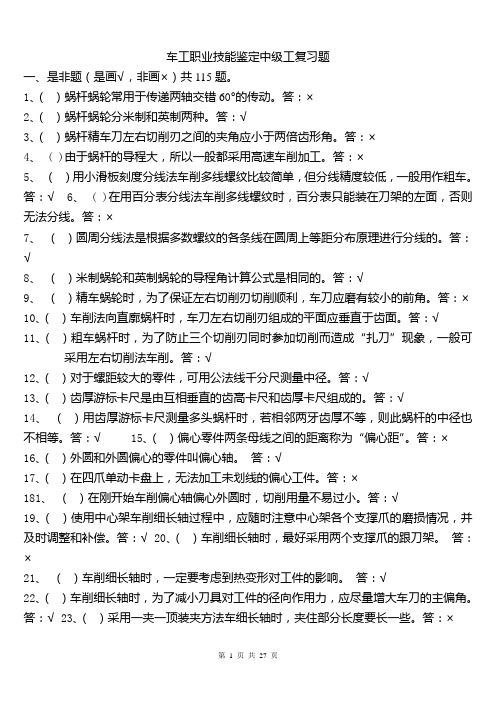
涉及知识点:深孔件、偏心件、曲轴的加工2.分析长孔零件的工艺(见图7—14)正确答案:工艺分析1)图7-14所示为一长孔零件,单件生产,材料为45钢,热处理后硬度35~38HRC。
2)工件内孔φ200+0.01mm、φ250+0.021mm对外圆φ500.0250mm的同轴度误差不大于0.02 mm。
3)内孔的直线度误差不大于0.03 mm。
4)本工序加工全部尺寸。
涉及知识点:深孔件、偏心件、曲轴的加工3.分析液压筒零件的工艺(见图7—16)正确答案:工艺分析。
该零件毛坯为HT200铸件,由图示尺寸可知液压筒属于一般深孔,但形状位置精度要求较高,故应合理安排工艺过程。
主要从以下几方面考虑:1)对零件的加工应划分阶段进行,特别是几个主要尺寸,如φ700+0.19mm内孔、两处φ88 mm外圆、φ82-0.0220mm外圆等,必须将粗加工、半精加工、精加工分开。
2)φ88 mm外圆为加工φ700+0.19mm内孔表面用,两处φ88 mm外圆需在一次装夹中完成并要求尺寸一致,φ700+0.19mm 内孔表面粗糙度要求较高(为Ra0.4μm),精加工后再用珩磨进行精整加工,提高表面质量。
3)法兰盘尺寸为95 mm×95 mm,工件总长达682 mm,应采用卡盘夹持一端,中心架支持另一端的装夹方式或采用两顶尖装夹。
4)铸件毛坯加工前应进行人工时效,以消除应力。
利用三爪卡盘夹持工件车削偏心工件

• 3)车断,保持工件全长41 mm
• 4)车另一端面,保证总长40 mm
• 5)工件在三爪自定心卡盘上垫片装夹,垫片厚度为7. 30 mm,校正并 夹紧。
• 6)粗、精车外圆尺寸至
mm,长度保证18 mm o
• 7)外圆倒角Cl.
下一页 返回
7. 3三爪自定心卡盘夹持工件车削偏心工件
• 3.自检与评价 • (1)加工完毕,卸下工件,仔细测量各部分尺寸。对自己的练习件进
7. 4车偏心工件的其他方法
• 划线之后把零件装夹在卡盘上,必须按已经画好的偏心和侧素线找正, 使偏心轴线与车床主轴轴线重合,具体步骤如下:
• ①将工件装夹在四爪单动卡盘上,为增加工件在找正时水平方向的 自由度和防止外圆的损伤,在各卡盘卡爪处垫一窄条铜板。
• ②在床面上放一平板,用划线盘找正偏心的参考圆心线。 • ③用十字线校正法,将划线盘自左至右分别沿两侧的偏心线平行移动,
下一页 返回
7. 4车偏心工件的其他方法
• (2)将工件旋转1800找平后,检测划线尺划线爪与线痕是否重合,若 不重合则需将游标高度尺进行调整,使游标下移量为两平行间距的一 半。如此反复直到使两平行线重合为止。此时划线爪的位置即为工件 的中心位置。
• (3)将工件转动900,用900角尺对Байду номын сангаас已划好的端面基准线后,再用已 调好的划线尺在工件两端面和外圆两侧划封闭线痕,端面上两垂线的 交点即为工件的轴心。
• (4)将划线尺游标上移或下移所需要的偏心距,并在工件两端面和两 侧划出偏心封闭线,端面十字交叉点A即为偏心部分的轴心,OA即 为偏心距。
• (5)在光轴两端面分别打出偏心中心的样冲眼。 • (6)以样冲眼为中心先画出一个偏心圆,并在此偏心圆上均匀、准确
车工中级复习题.(DOC)
车工职业技能鉴定中级工复习题一、是非题(是画√,非画×)共115题。
1、()蜗杆蜗轮常用于传递两轴交错60°的传动。
答:×2、()蜗杆蜗轮分米制和英制两种。
答:√3、()蜗杆精车刀左右切削刃之间的夹角应小于两倍齿形角。
答:×4、 ( )由于蜗杆的导程大,所以一般都采用高速车削加工。
答:×5、()用小滑板刻度分线法车削多线螺纹比较简单,但分线精度较低,一般用作粗车。
答:√6、 ( )在用百分表分线法车削多线螺纹时,百分表只能装在刀架的左面,否则无法分线。
答:×7、()圆周分线法是根据多数螺纹的各条线在圆周上等距分布原理进行分线的。
答:√8、()米制蜗轮和英制蜗轮的导程角计算公式是相同的。
答:√9、()精车蜗轮时,为了保证左右切削刃切削顺利,车刀应磨有较小的前角。
答:×10、()车削法向直廓蜗杆时,车刀左右切削刃组成的平面应垂直于齿面。
答:√11、()粗车蜗杆时,为了防止三个切削刃同时参加切削而造成“扎刀”现象,一般可采用左右切削法车削。
答:√12、()对于螺距较大的零件,可用公法线千分尺测量中径。
答:√13、()齿厚游标卡尺是由互相垂直的齿高卡尺和齿厚卡尺组成的。
答:√14、()用齿厚游标卡尺测量多头蜗杆时,若相邻两牙齿厚不等,则此蜗杆的中径也不相等。
答:√ 15、()偏心零件两条母线之间的距离称为“偏心距”。
答:×16、()外圆和外圆偏心的零件叫偏心轴。
答:√17、()在四爪单动卡盘上,无法加工未划线的偏心工件。
答:×181、()在刚开始车削偏心轴偏心外圆时,切削用量不易过小。
答:√19、()使用中心架车削细长轴过程中,应随时注意中心架各个支撑爪的磨损情况,并及时调整和补偿。
答:√ 20、()车削细长轴时,最好采用两个支撑爪的跟刀架。
答:×21、()车削细长轴时,一定要考虑到热变形对工件的影响。
答:√22、()车削细长轴时,为了减小刀具对工件的径向作用力,应尽量增大车刀的主偏角。
车工工艺,教案三爪自定心卡盘车削偏心工件
一、偏心工件的相关概念在机械传动中,把回转运动变为往复直线运动或把直线运动变为回转运动,一般都是用偏心轴或曲轴来完成的。
例如车床主轴变速箱中用偏心轴带动的润滑油泵,汽车发动机中的曲轴等。
偏心工件: 外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件。
偏心轴:外圆与外圆偏心的工件。
偏心套:内孔与外圆偏心的工件。
偏心距:两平行轴线之间的垂直距离。
偏心轴偏心套偏心轴、偏心套一般都在车床上加工。
其加工原理基本相同,都是要采取适当的安装方法,将需要加工偏心圆部分的轴线校正到与车床主轴轴线重和的位置后,再进行车削。
加工偏心零件时的精度除尺寸要求外,还应注意控制轴线间的平行度和偏心距的精度。
二、三爪自定心卡盘车偏心工件1)三爪自定心卡盘车削偏心对于长度较短、形状比较简单且加工数量较多的偏心工件,也可以在三爪自定心卡盘上进行车削。
其方法是在三爪中的任意一个卡爪与工件接触面之间,垫上一块预先选好的垫片,使工件轴线相对车床主轴轴线产生位移,并使位移距离等于工件的偏心距。
2)垫片厚度的计算垫片厚度X可按下列公式计算:X=1.5e±K K≈1.5△e式中X——垫片厚度,mm;e ——偏心距,mm;k ——偏心距修正值,正负值可按实测结果确定, mm (实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值;如果实测偏心距比工件要求的小,则垫片厚度的正确值应加上修正值);△e——试切后,实测偏心距误差, mm;3)举例例如:在三爪自定心卡盘加垫片的方法车削偏心距e=4 mm的偏心工件,试试切后测得偏心距为3.06mm,计算垫片厚度X。
解:先暂时不考虑修正值,初步计算垫片的厚度:X=1.5e=1.5×3=4.5mm垫入4.5mm厚的垫片进行试切削,然后检查其实际偏心距是3.06mm,那么其偏心距误差为:△e=3.06-3=0.06 mmK≈1.5△e=1.5×0.06=0.09 mm由于实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值,即:X=1.5e-K=1.5×3-0.09=4.41mm4)校正偏心(a)将工件车成一根光轴,直径为D,长为L,使工件两平面与轴线垂直。
车工理论考试试题(含答案)zd

车工考试试题(含答案)一、单项选择题1.车削( C )要求较高的偏心工件,可用偏心卡盘来车削。
A、形状B、位置C、精度D、长度2.多线蜗杆的各螺旋线沿轴向是( B )分布的,从端面上看,在圆周上是等角度分布的。
A、等角B、等距C、不等距D、轴向3.测量两平行非完整孔的中心距时应选用( D )百分表、内径千分尺、千分尺等。
A、外径B、杠杆C、活动D、内径4.偏心轴的结构特点是两轴线平行而( B )。
A、重合B、不重合C、倾斜30°D、不相交5.工件的六个自由度( B )被限制,使它在夹具中只有唯一正确的位置,称为完全定位。
A、部分B、全部C、没有D、一半6.若齿面锥角为26°33′54″,背锥角为66°29′23″,此时背锥面与齿面之间的夹角是( B )。
A、80°25′26″B、86°56′23″C、79°36′45″D、90°7.违反安全操作规程的是( B )。
A、执行国家劳动保护政策B、可使用不熟悉的机床和工具C、遵守安全操作规程D、执行国家安全生产的法令、规定8.已知直角三角形一直角边为( C )mm 它与斜边的夹角为23°30′17″,另一直角边的长度是28.95mm 。
A、60.256B、56.986C、66.556D、58.5419.车削非整圆孔工件的第二孔过程中,要检验( A ),若发现有误差,应及时调整。
A、中心距B、外径C、内径D、平行度10.硬质合金是由碳化钨、碳化钛粉末,用钴作( A ),经高压成型、高温煅烧而成。
A、黏结剂B、氧化剂C、催化剂D、燃烧剂11.蜗杆的法向齿厚应单独画出局部移出剖视,并标注尺寸及( C )度。
12.夹紧时,应保证工件的( D )正确。
A、定位B、形状C、几何精度D、位置13.当定位点少于工件应该限制的自由度,使工件不能正确( D )的,称为欠定位。
A、装夹B、夹紧C、加工D、定位14.车削非整圆孔工件刀具有45°车刀、 90°车刀、( D )车刀、麻花钻、中心钻等。
偏心零件的车削方法

偏心零件的车削方法
偏心零件是指轴线不在零件中心的零件。
由于偏心零件无法在一
台普通车床上直接车削,因此需要采用特殊的车削方法,以下是偏心
零件的车削方法:
1. 偏心旋转法:偏心旋转法是将零件放在可旋转的夹具上,在
车削时,让零件随着夹具旋转,再使用车刀进行车削。
2. 偏心镗孔法:偏心镗孔法是在偏心零件上切一个倾斜的镗孔,在车削时,让车刀平行于镗孔进行车削,从而实现对偏心零件的车削。
3. 偏心倾斜法:偏心倾斜法是将偏心零件固定在可倾斜的夹具上,在车削时,让夹具倾斜,再使用车刀进行车削。
需要注意的是,偏心零件的车削方法需要根据具体情况选择,且
操作人员需要具备一定的专业知识和操作技巧,以保证车削质量和安
全性。
偏心轴车削加工的三种方法
!" 偏心轴套法
如图 $ 所示,在工件 ! 加工至大端 ! # 的外圆尺寸 然后用三爪 后, 将 其 插 入 偏 心 轴 套 $ 的! #的内孔中,
图 $ 偏心轴套法图示
偏心轴) "# 三爪自定心卡盘 $# 偏心轴套 !# 工件 ( %# 顶尖 &# 车刀
如图 ! 所示,胀紧套左套法兰的左端面圆周上均布 ’ 个 通孔,胀紧套右套法兰的左端面的对应圆周上均布 ’ 个 螺纹孔,胀紧套左套、胀紧套右套均为锥形开口环,未 胀紧时,胀紧套左套法兰的右端面和胀紧套右套的法兰 的左端面在支撑套的作用下存在 !11 间隙,胀紧时用 扳 手均匀地按对角拧紧 ’ 个均布螺钉, 胀紧套左套在支
#" 偏心轴套加胀紧套法
为了进一步提高偏心轴的尺寸精度和形位精度,笔 者设计了图 ! 所示的偏心轴套加胀紧套专用工装夹具。 该夹具由偏心轴套 $、自对中胀紧套 ’ 组成,其中自对 中胀紧套 ’ 由支撑套 ’,"、胀紧套右套 ’,$、胀紧套左套 ’,!、螺钉 ’,% 组成。此方法与偏心轴套法采用的偏心轴 套的区别在于:本夹具的偏心轴套 $ 不需要开轴向槽, 工件 ! 靠自对中胀紧套 ’ 胀紧在偏心轴套 $ 的内孔中, 然后将偏心轴套 $ 夹紧在三爪自定心卡盘 " 中,即可对 工件 ! 的!! 段的外圆进行车加工。自对中胀紧套 ’ 由专 业厂家生产可以作为外购件采购到,其自对中性能非常 好,胀紧后可保证轴与轴套之间的同轴度小于 +#+$11, 因此,可以显著提高偏心轴的尺寸精度和形位精度。 下面就自对中胀紧套 ’ 的胀紧原理进行简要分析。
( 收稿日期:2’’3’#!))
""""""""""""""""""""""""""""""""""""""""""""
偏心轴车削加工的三种方法
图 ! 偏心轴套加紧套法图示
偏心轴) %# 顶尖 &# 车刀 "# 三爪自定心卡盘 $# 偏心轴套 !# 工件 ( ’# 自对中型胀紧套 ( ()*$&+ 型) ’,"# 支撑套 ’,$# 胀紧套右套 ’,!# 胀紧套左套 ’,%# 螺钉 中心线明细: 中心线 "—工件小头外圆!! 中心线 中心线 $—偏心轴第 !! 期 !!! " "#$%&’&() " $*" " $’
工
艺 )&*+,-./&
短了校正和计算时间。但由于偏心轴套轴向开有通槽, 夹紧工件时偏心轴套会产生变形导致对中性受到影响, 使偏心轴的偏心量 & 的尺寸公差和两轴中心线的平行度 均受到不良影响,工件加工也难以达到较高的尺寸精度 和形位精度。因此,此法适用于批量较大但对工件的精 度要求不是太高的偏心轴的车加工的场合。
夏向阳
— —垫片厚度 "— — —工件偏心距 $— — —试车后实测工件偏心距 $’ — — —修正系数 &— — —试车后偏心距的误差值 !$ —
!" 三爪自定心卡盘加垫片法
最传统的偏心轴车削方法为三爪自定心卡盘加垫片 法,如图 ! 所示,在三爪自定心卡盘上任取一个卡爪, 在卡爪与工件 ! ! 圆柱面之间垫上一块厚度预先计算好 的垫片,垫片厚度可按下式计算: " # !"# $ % & & $ !"#!$ !$ $ ! $ % $’ !
图 $" 高 67 铝和合金的光学显微镜照片
( 待续)
图 $! 边缘崩落
( 收稿日期:!++.+-!+)
浅谈偏心工件的车削加工
浅谈偏心工件的车削加工
周兆华 (宝鸡市元亨石油设备有限责任公司,陕西 宝鸡 721013)
摘 要:主要针对偏心工件的特点,介绍了以下六种常见装夹方式—— —四爪卡盘装夹、三爪卡盘装夹、双卡盘装夹、双顶装夹、一夹 一顶装夹、专用夹具装夹,分析了各装夹方式的特点、使用范围及找正方法,并提出了加工过程中应注意的事项。
当工件批量较大时采用以上装夹方法加工,单件准备时 间过长,加工效率低。 可设计专用偏心套(图2),偏心套可在车 床上加工好外圆,再按工件的偏心距及外圆尺寸用线切割机 床切割内偏心圆及开口槽即可,加工时先将偏心套套在工件
图1 三爪自定心卡盘装夹 实测结果比要求大的取负号,反之取正号。
垫铁应选用硬度较高材料,防止装夹时挤压变形,垫铁与 卡爪接触面应加工成与卡爪圆弧相同的圆弧面,圆弧大小等 于或小于卡爪圆弧,否则接触面会产生间隙,垫铁宽度一般取 8~10 mm,不宜太宽,以防产生过定位,影响校验。
(3)双卡盘装夹。 对于工件长度较短、偏心距不大、精度要 求不高但数量较多的偏心工件,可采用双卡盘装夹进行车削, 即用四爪卡盘装夹三爪卡盘,并使三爪卡盘中心相对四爪卡 盘中心偏移的距离为工件的偏心距,然后找正三爪卡盘,再用 三爪卡盘装夹工件。 偏心距一次调整好,在工件数量较多时可 节省装夹找正时间,提高了加工效率,但由于两个卡盘重叠, 刚性差,故切削量不能取太大。
三爪自定心卡盘加垫铁加工偏心工件时偏心量尺寸需要 计算、试车、测量,才能确定垫铁最终厚度尺寸,准备时间较 长。 四爪单动卡盘虽不需要计算偏心距,但加工前需根据偏心 距画偏心圆的整体十字中心线,准备时间也长。 因此这两种加 工方法只适用于单件小批量加工。 相对而言,双卡盘装夹一次 调整好偏心距,单件准备时间短,可用于批量生产,但双卡盘 装夹时刚性差,故在加工时应采用小切削量加工。 1.2 卡盘和顶尖组合装夹
一种适用于普通数控车床的偏心轴夹具及其使用方法[发明专利]
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201711126502.9(22)申请日 2017.11.15(71)申请人 重庆铁马工业集团有限公司地址 400050 重庆市九龙坡区杨家坪正街43号(72)发明人 郝庆丽 廖周文 吴亚渝 符亭 钟浩 (74)专利代理机构 重庆大学专利中心 50201代理人 王翔(51)Int.Cl.B23Q 3/12(2006.01)(54)发明名称一种适用于普通数控车床的偏心轴夹具及其使用方法(57)摘要发明提供一种适用于普通数控车床的偏心轴夹具及其使用方法。
该偏心轴夹具包括组件Ⅰ、组件Ⅱ、组件Ⅲ和固定内套。
所述组件Ⅰ、组件Ⅱ、组件Ⅲ的外圆半径相同。
所述组件Ⅰ、组件Ⅱ、组件Ⅲ依次同轴设置。
所述组件Ⅰ和组件Ⅱ共同构成夹具体。
工作时,偏心轴夹具将偏心轴夹持后,用三爪卡盘夹紧和定位,先后进行两侧偏心轴的车削加工。
该夹具的使用方法,包括车削加工偏心轴毛坯、车削一侧偏心轴、重新安装偏心轴和加工另一侧偏心轴等步骤。
该偏心轴夹具扩大了普通数控车床的加工范围,克服了普通车床的专用工装夹具由于不平衡导致的抖动,提高了产品的加工质量与加工精度,提高了产品生产的稳定性。
权利要求书1页 说明书3页 附图3页CN 107932148 A 2018.04.20C N 107932148A1.一种适用于普通数控车床的偏心轴夹具,其特征在于:包括组件Ⅰ(1)、组件Ⅱ(2)、组件Ⅲ(3)和固定内套(4);所述组件Ⅰ(1)整体为一个柱体;这个柱体的直截面为弓形;所述组件Ⅰ(1)上具有半圆孔Ⅰ(101)、弓形孔Ⅰ(102)和弓形孔Ⅱ(103);所述组件Ⅱ(2)整体为一个柱体;这个柱体的直截面为弓形;所述组件Ⅱ(2)上具有半圆孔Ⅱ(201)、弓形孔Ⅲ(202)和弓形孔Ⅳ(203);所述组件Ⅰ(1)和组件Ⅱ(2)可严密合实为夹具体;所述夹具体整体为一个圆柱体;所述半圆孔Ⅰ(101)和半圆孔Ⅱ(201)拼合为偏心孔(a);所述偏心孔(a)的轴心线与夹具体的外圆不在同一轴线上;所述偏心孔(a)的偏心量与待磨削偏心轴(5)所需偏心量相同;所述弓形孔Ⅰ(102)、弓形孔Ⅱ(103)、弓形孔Ⅲ(202)和弓形孔Ⅳ(203)拼合为台阶孔(b);所述台阶孔(b)与夹具体的外圆同轴;所述组件Ⅲ(3)整体为一个圆柱体;这个圆柱体轴向设置有贯穿其两侧底面的圆孔(301);所述圆孔Ⅱ(301)与组件Ⅲ(3)的外圆同轴;所述组件Ⅲ(3)侧壁上设置有螺栓孔(302);所述夹具体和组件Ⅲ(3)的外圆半径相同;所述夹具体和组件Ⅲ(3)同轴设置;所述偏心孔(a)、台阶孔(b)和圆孔(301)相互连通;所述组件Ⅰ(1)与组件Ⅲ(3)为一个整体;所述固定内套(4)整体为一个圆柱体;所述固定内套(4)轴向设置有贯穿其两侧底面的台阶孔(401);所述固定内套(4)可嵌入圆孔(301)中,并通过旋入螺栓孔(302)中的螺钉锁紧;当固定内套(4)固定在圆孔(301)中时,台阶孔(401)的小孔部分与偏心孔(a)同轴;工作时,偏心轴夹具将偏心轴(5)夹持后,用三爪卡盘夹紧和定位,先后进行两侧偏心轴的车削加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第20卷 第3期 邢 台 职 业 技 术 学 院 学 报 Vol.20 No.3 2003年6月 Journal of Xingtai Vocational and Technical College Jun. 2003
————————————————
收稿日期:2003—04—19
作者简介:叶安英(1968—),河北鸡泽人,邢台职业技术学院机电工程系,讲师,在读研究生。
59
普通车床上车削偏心工件的简易装置
叶安英
(邢台职业技术学院机电系,河北 邢台 054035)
摘要:在单件生产中,车削偏心工件时,工装的更换与调整等准备工作较烦琐,加工精度也受到限制。
本文介绍一种更换与调整都较方便的简易装置及其使用方法。
关键词:偏心工件; 三爪卡盘; 卡爪; 紧固螺钉
中图分类号:TG511 文献标识码:B 文章编号:1008—6129(2003)03—0059—02
在车床上加工偏心工件,主要是在装夹方面采取措施,只要把轴线调整到与车床主轴回转中心重合即可。
目前,常用的方法有:用四爪卡盘、用偏心顶尖孔、双重卡盘、偏心卡盘、专用夹具以及在三爪卡盘上加垫片等六种方法。
在单件生产中,在三爪卡盘上加垫片是常被采用的方法。
但这种方法需要制造专用垫片,这种不连续的专用垫片厚度会导致加工偏心距的不连续和安装、调整困难,从而影响加工精度。
本文介绍一种简易装置以解决这个问题。
一、垫块厚度的计算
如图1所示,
X=L+e-r (1)
L=AC+CB (2)
AC=ecos60°=e/2
CB=
22OC OB −=22)60sin (e r − =4/322e r − 把AC 、CB 代入(2)式可得求L 的公式: L=e/2+4/322e r −
把L 以及r=d/2代入(1)式可得求X 的公式: X=21 (3e+223e d −-d) (3) 式中 X ——垫片厚度
e ——工件偏心距
d ——三爪卡盘夹紧部位的直径
由上式可知,e 、d 改变会使X 变化,这种厚度的垫块需要
专门制造。
二、垫块装置及其使用方法
1.可调垫块装置
由图2所示,在三爪卡盘的爪1上按图示打两个螺纹孔,
并用两个开槽平端紧定螺钉拧入。
爪2、爪3靠近轴线侧按图示做成圆角,当需要车削偏心工件时,拧动螺钉使它向三爪卡盘回转轴线移动适当位移。
这样相当在爪1上加一个垫块,而且可以根据需要调整到合适的厚度。
然后夹紧工件,即可加工出符合要求的偏心工件。
2.操作方法
当需要车削偏心距为e 的偏心工件时,可以按公式(3)计算出所需垫块的厚度X ,然后按螺钉的螺距拧适当的圈数,使螺钉旋入X。
给工件施加适当的加紧力,用百分表实测其偏心距,如果误差不符合要求,松开工件作适当调整,直到符合要求为止。
最后夹紧工件即可加工出符合要求的偏心工件。
三、分析 1.图1可知,公式(3)是在三爪卡盘正确接触的前提下推导出来的,而实际加工中,一个卡爪加垫块后会引起其余两图1
邢台职业技术学院学报 2003年 第3期
60 爪接触位置不正确,从而引起较大的加工误差,同时接触处工件表面损伤较严重。
为了解决这个问题,将爪2、爪3做成图2所示的形状。
这样既减少了定位误差,又降低了所夹工件表面的损伤。
2.由式(3)可知:0322≥−e d 则d e 577.0≤,即这种方法能够车削偏心工件的偏心距e 的大小与d 有关,但实际加工中,当接近时已经很难装夹了。
所以,这种方法只能车削偏心较小的工件。
3.这种方法简单易行,避免了专用垫块的制造,可以省时省力,提高了偏心工件的制造精度。
避免了垫块飞出伤人的隐患,提高了生产的安全性。
同时也扩大了普通车床的工艺范围。
但因为工件重心的偏移和螺钉的旋入会引起回转的不平衡。
卡爪与被夹表面接触情况不理想,会在工件被夹表面留下轻微压痕。
在单件小批生产中,这种方法是加工小偏心工件可行的简易方法。
四、注意事项
当需要加工的偏心工件所夹部分较长时,可以先调整螺钉2,满足要求后夹紧工件,然后拧螺钉1使其顶紧工件即可加工。
这样既可以使工件夹紧可靠,又减少了调整时间。
如果工件所夹部分较短,则只需要调整螺钉1,而不需要调整螺钉2。
因为卡爪与工件接触情况不理想,被夹紧面会出现轻微压痕。
如果被夹紧面为重要表面,不应为最终加工面。
参考文献:
[1] 郝广发, 苏泽民.车工技师培训教材[M]. 北京:机械工业出版社,2001.4.
[2] 许兆丰.车工工艺学[M]. 北京:机械工业出版社,1979.5.
A Species of Simple Equipment Manufacturing Non-concentric Turnery in Plain Lathe
YE Anying
(Xingtai Vocational and Technical College, Xingtai, Hebei 054000)
Abstract: In singular or a small amount manufacture, change and correct of craft equipment are difficult when turnery that is not concentric is manufactured. This essay introduces a species of simple equipment which is easy to change and correct and how to use it.
Key words: Not concentric turnery; Chuck; Jaw; Screw
(责任编辑 苑田家)
(上接第9页)
参考文献:
[1] 孙学强.机械制造基础[M].北京:机械工业出版社,2001.4.
[2] 张芳,王刚.Authorware5多媒体设计与实例[M].北京:电子工业出版社,2001.1.
[3] 魏洪斌,黄劲杉.Authorware5.x 看图速成[M].北京:清华大学出版社,2001.1.
Design of Multi-media Courseware on Machine Manufacturing Basis
WANG Xinyan , CHEN Zhenying
(Xingtai Vocational and Technical College, Xingtai, Hebei 054000)
Abstract: This essay makes a brief description of making multi-media courseware on “machine manufacturing basis.” It also makes an introduction about the software used in courseware, necessary hardware equipment, the structure and the usage direction
of courseware, focusing on the course of making multi-media courseware.
Key words: Courseware; Design; Super link
(责任编辑 宋月彰)。