中板厂粗轧机板型控制的优化
热轧高强带钢板型控制与优化
热轧高强带钢板型控制与优化摘要:随着热轧工艺设备和模型系统的升级,热轧带钢板型问题得到了优化。
下游用户质量意识的不断提高和产能过剩等客观条件,用户对热轧带钢板型的要求越来越严格。
存在两个主要问题:带材沿长度方向平直度的一致性和带材楔形波动性。
这两个问题对用户的焊接工艺和生产效率有很大影响,规格越薄要求越严。
邯钢2250mm热轧生产线2.5mm以下薄带钢比例超过35%,对板型控制的稳定性提出了新要求。
通过长期的生产跟踪和优化,形成了较为完善的CVC联合弯辊加AGC功能的精确控制策略。
通过流程的优化和自动模型控制技术,带钢厚度、楔形和凸度等命中率显著改善,2.5mm以下高强薄规格在张力作用下实现稳定轧制。
关键词:热轧;高强钢板型;控制技术;优化引言中国的粗钢产量居世界第一,在钢铁生产过程中,热轧带钢的生产是一个重要的环节。
大多数钢板只采用热轧工艺生产,因此热轧在冶金工业中占有非常重要的地位,要加快从钢铁大国向钢铁强国转变,必须加快结构调整。
加热、粗轧、精轧和层流冷却工艺控制系统是热轧的重要组成部分。
系统的稳定性和计算精度直接关系到整个机组的各项板型技术指标。
用户对产品质量的要求也在不断提高。
因此,热轧过程控制系统和模型的开发和改进是一个重要的研究课题,具有重要的理论研究和实际应用价值。
1热轧带钢板型的控制技术应用在带钢生产中,当高强带钢内部的残余应力足够大时,带钢开卷后会发生侧弯、单边浪、双边浪和中间浪等翘曲现象。
带钢的翘曲度与宽度和厚度有关。
带材越薄越宽,生产中越容易发生翘曲。
目前市场对热带材的需求既宽又薄,出现以热代冷的趋势,因此良好的板型控制非常重要。
控制热轧高强带钢板型可采取以下技术措施:1.1合理的换辊制度及时更换轧辊是避免过度磨损、改善板型的有效方法。
应根据轧制牌号和规格选择合理的换辊周期,在轧辊表面发生恶化前更换。
注意观察下机辊面粗糙度,测量下机辊面温度。
如果辊面高温且磨损严重不均,应优化计划结构与轧制长度,以免影响带钢的浪形及凸度控制。
1750 mm热轧产线板形控制能力的优化

1750 mm热轧产线板形控制能力的优化
石晓鑫;冯宇阳;李孝明
【期刊名称】《新疆钢铁》
【年(卷),期】2024()1
【摘要】本文分析了八钢1750 mm热轧产线精轧机组原辊形配置方案的基本特点,并对粗轧机组轧辊的磨削精度进行了评价。
研究发现,八钢1750 mm热轧产线精轧机组原辊形配置方案中上游机架正凸度的控制能力较弱,负凸度的控制能力过剩,导致上下游机架凸度控制能力的不协调,而粗轧机组轧辊的磨削程度较大,轧辊精度较低。
因此,采用SmartCrown辊形对精轧机架的凸度控制范围进行优化,并使用科学合理的管控方案对轧辊运行工艺和管理流程、轧辊磨床工作精度、换辊周期和加工精度进行管控,显著提高了热轧产线板形控制能力和生产稳定性。
【总页数】3页(P8-10)
【作者】石晓鑫;冯宇阳;李孝明
【作者单位】新疆八一钢铁股份有限公司
【正文语种】中文
【中图分类】TG335
【相关文献】
1.鞍钢1780mm热轧带钢生产线板形控制方案
2.2050 mm热轧板形自适应模型优化研究
3.八钢热轧1750mm机组轧辊材质的优化
4.2250mm热轧生产线粗轧与精轧机组辊形配置优化研究
5.1700mm热轧板形控制优化
因版权原因,仅展示原文概要,查看原文内容请购买。
中厚板粗轧调宽方法

中厚板粗轧调宽方法说实话中厚板粗轧调宽这事,我一开始也是瞎摸索。
我最开始的时候,就只知道按照基本的操作流程来,先设置好初始的宽度参数。
我当时觉得这就跟搭积木一样,你得先有个基础的框架,这个初始宽度参数就是这个基础框架。
可哪知道按照那种常规设置弄出来的粗轧板宽老是达不到理想状态呢。
我试过很多次改变轧制力,我寻思着就像捏泥巴,力气大了或者小了,泥巴的形状都会不一样。
增加轧制力的时候,我就等着看宽度能不能变宽,结果发现要是使劲太猛了,这板子不仅宽没调好,还容易出现其他的质量问题,像是有时候两边的边缘就不够整齐了。
后来才慢慢明白,这轧制力不能乱改,得配合着其他的参数一起调整。
还有一次,我想通过调整轧制的道次来调宽。
我想啊,这就好像你要把一根粗绳子分成好几段,多分割几次或者少分割几次最后的宽度肯定不一样吧。
我就乱改道次数量,结果有的板子轧着轧着就废了。
为啥呢?因为我没考虑到每一道的压下量,这个压下量要是和道次配合不好,那可就全乱套了。
后来我就学聪明了一些。
我发现对于中厚板粗轧调宽来说,要先仔细算好压下量和道次的配合。
这个压下量就像是你削苹果皮的时候,每一刀削下来多少皮得有个度,要是刀工太狠了,苹果就不是你想要的大小了。
道次也是,得根据想要的最终宽度,合理安排。
再一个就是要根据板材的材质来微调轧制力,如果是比较软的材质,那轧制力就不能太大,就跟捏软面团不能用太大劲一个道理。
我到现在也不能说完全把中厚板粗轧调宽的方法都掌握得死死的。
有时候遇到新的板材或者特殊的轧制设备,还会有点小问题。
不过总的来说,多尝试、多总结错误的经验,再根据实际情况调整这些参数,总是朝着成功更近一步了。
就像走在一条弯弯曲曲的路上,虽然会走弯路,但是多走几次,就知道哪条路效率更高了。
我现在每次开始调宽的时候,都会先检查板材的材质之类的基本信息,然后再来确定合适的压下量和道次还有轧制力这些参数,感觉这样成功率更高一些。
像有一回我处理一个特殊的合金材质的中厚板时,前几次按照常规方法弄,都不行。
普通中厚板轧机板形控制技术探讨
1 板 形 的概 念
1 1 板 形 的定 义 .
板 形 就是 板材 的形 状 , 体 指 板 带 材 横 截 面 的 具
几 何形 状 和在 自然 状 态下 的表 观 平 坦 度 . 生 板 形 产
C h 一 ( h W= 0 ÷ h + )
二
() 1
不 良, 主要 原 因是 板带 材 内部存 在残 余 应力 . 当残 余 应 力 不足 以 引起板 带 翘 曲 , 为潜在 板 形. 当潜 在 称 可
Ke r y wo ds:m e i dum lt oln i pa e rli g m l l;p oie;c o r fl r wn;p o l o r l r f e c nto i
板 形 控 制 是 板 带 压 力 加 工 的核 心控 制 技 术 之
一
.
指 板带 材 的翘 曲度 , 实质 是 板 带 材 内部 残 余 应 力 其 的大小及 其 分布 .
关 键 词 : 通 中厚 板 轧 机 ; 形 ; 凸 度 ; 形 控 制 普 板 板 板
中 图分 类 号 : G 33 7 T 3 . 文 献标 识 码 : A
A ic so o h o l o r lo e um a e r l ng m i d s us in n t e pr f e c nto fm di i plt o l l i l
Ab t a t h o msa d fr ain me h n s o r f e d f cs o c ri g i d u p a e s e ,a d te f co sa e t g s r c :T e fr n o m t c a im fp oi ee t c u r n me i m lt t l n h a tr f ci o l n e n t e d f cs a e eu i a e n t ea t l .T e d s u so l s a e e mo tc mmo r f e c n rlme s rs i h r d c h e e t r lc d t d i ri e h ic si n i u t t st s o h c l r h n p o i o to l a u e n t e p o u - t n o d u p a e n u o w r u e fp a t a n c n mia d f ain tci s Oa o i c e s h l t i fme i m lt sa d p t r a d a n mb ro r ci la d e o o c l o f c mo i c t a t ,S st r a et e p ae i o c n p oi o to a a i t n r d c il . r f e c nr lc p b l y a d p o u tye d l i
中厚板生产中自动化控制系统的应用与优化

中厚板生产中自动化控制系统的应用与优化摘要:中厚板轧制自动化系统反映了线材轧制控制的自动化程度,采用中厚板轧机自动控制系统不仅可以提高生产质量和利用率,而且可以满足特殊的控制要求。
从AGC绝对厚度控制、轧区跟踪系统和自动轧制三个方面介绍了自动控制优化的实际应用关键词“绝对AGC”;中厚板;自动化系统钢铁行业是典型的制造生产过程包括各种钢铁工业,具有很高的针对性和渗透性。
生产过程不仅包括成本、质量和效率等市场竞争因素,还包括资源、能效和可承受性等因素,以及过程排放、环境兼容性和工业生态系统等可持续发展因素。
一、中厚板生产工艺概述轧制产品(各种钢材)作为钢铁行业长流终端技术,直接服务于各行各业。
轧钢工艺的品种和质量首先代表了钢铁行业的整体生产水平,经过检查和清理的坯料被送到铸坯车间原料跨进行切割所需的长度。
按类型、来源、钢种和生产计划储存。
推料机将一个轧制坯料一个接一个推入辊道,并将其送入加热炉;送料机将板材加热至1150-1250℃后将其推入热炉,板材通过辊子输送至轧机。
除鳞箱经过首先氧化铁皮从高压水中去除;然后进入轧机。
四辊可逆式轧机。
轧机配有锥形工作辊,用于轧制工件。
高压水去除轧制表面的氧化铁。
通用13-17次往复轧,至最终产品的尺寸,轧制后,钢板由钢板矫直机矫直,钢板矫直后由冷床冷却。
在生产过程中,钢板的加工主要包括厚度、宽度、钢板长度等物理尺寸。
为了提高轧制板材的机械性能,通常在轧机后部安装快速冷却装置,将轧制板材冷却到一定温度,以获得所需的板材性能。
厚板自动轧制系统的控制功能包括:将工件从原来的厚度、宽度和长度轧制到所需的厚度、宽度和工件长度。
快速冷却板具有良好的机械性能。
计划在该地区增加产量,以提高生产速度和生产率。
在生产过程中,操作者必须在生产过程中进行指导和控制,维修人员必须有一定的控制手段,以便于错误的处理。
二、案例分析1.AGC厚度绝对控制。
厚钢板轧机的自动控制系统采用AGC绝对厚度控制系统建立轧制宏微观跟踪平台,根据L2系统数据和自动轧制的主要功能,实现可逆自动轧制过程。
粗轧机横—轧“狗骨”轧制板型控制优化
得了良好效果,证明 PVPC 功能是比较完善的。但全部采用此方法轧制又暴露出其 他一些问题:
1、轧制节奏相对较慢,但轧制节奏变慢,单位小时产量下降,从而增加了煤 气消耗和电力消耗等等,相应地增加了生产成本。
2、展宽比小于 1.3 的生产计划,钢板头尾板型控制不甚理想,“舌头”较大切 损量较大。所以,展宽比小于 1.3 的生产计划,为保证钢板定尺长度,需牺牲一定 的成材率。
“职工合理化建议优秀成果”呈报表
优秀成果 项目名称
粗轧机横—轧“狗骨”轧制板型控制优化
成果持有者
姓
名
性 年龄 别
文化 程度
工作单位
职务
职称
男 29
本科 中厚板厂 3500 热轧车间 技术员
助工
男 25
专科 中厚板厂 3500 热轧车间 操作工
高级工
男 30
专科 中厚板厂 3500 热轧车间 主任助理
从以上分析来看,我们既希望提高成材率的同时又不增加生产成本,这需要找 到一个兼顾成材率和生产成本的平衡点,即找到一个既能提高成材率又不增加单位 生产成本的方法。 实现项目的方法、措施:
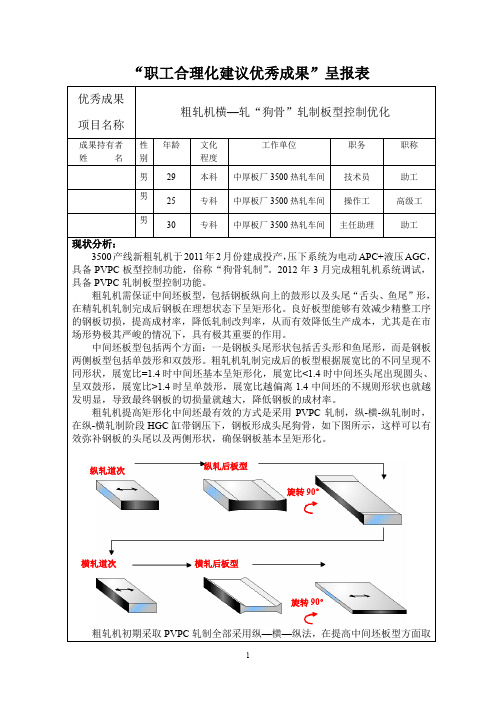
在充分的验证的基础上提出对于展宽比小于 1.3 的生产计划,采取开启 PVPC 的横—纵轧制法,在横轧阶段形成“狗骨”,转钢后在纵轧阶段弥补钢板头尾“舌 头”形状,操作方式如下图所示
横轧道次
横轧后板型
旋转 90°
来料旋转 90°
利用轧制过程的 HGC 带钢压下,在钢板咬入后压下辊缝、在钢板即将抛出后抬 起辊缝在钢板头尾形成“狗骨”,转钢后纵轧阶段补偿头尾变形,能够保证钢板基 本呈矩形化,减少精整切损,提高钢板成材率,具体操作方式如下所示。
1、对展宽比大于或等于 1.5 的生产计划,粗轧机开启 PVPC,采用纵—横—纵 轧制。
浅析板型控制系统工艺的优化
浅析板型控制系统工艺的优化摘要:板形控制是当今轧钢技术发展中的一项热门技术,这项技术对中厚板轧制系统来说尤为重要。
本文就板型控制系统工艺的优化进行了阐述。
关键词:板型控制工艺优化板型控制的目的是确保初轧钢获得较好的板凸度和平直度,为了实现此目的,我们不仅要实现预设定扎制参数的最优化,计算出最佳的弯輥位置,而且还要针对现场工况的变化,为动态控制计算出准确的传递函数。
1 加热、翻钢过程的优化加热对产品的最终质量有着直接的影响,虽然不同的钢材对加热工艺有着不同的具体要求,但也存在着一些共性的问题:如加热钢坯温度的均匀性,加热生成氧化铁皮量等。
1.1 当前加热工艺的现状分析(1)加热炉技术。
目前加热炉技术主要包含以下二种:①为了使坯料在炉内加热均与,采用侧部与顶部多烧嘴方式,甚至是采用全部侧烧嘴进梁连续式加热炉;②为了减少出炉时的表面损伤,采用抽出机来代替斜坡滑架和缓冲器进行出料。
(2)加热炉的控制系统。
第一类是根据操作者的经验选择炉区温度设定值以尽量使钢坯获得所需要的轧制温度,该控制系统在轧制条件比较稳定、坯料尺寸变化小的条件下可以实现较好的质量控制。
但该方法是基于现有的实际生产率来确定设定值的,不考虑板坯的加热历程,因而无钢坯实际温度的任何反馈。
第二类是直接控制炉区内钢坯温度的监控系统。
该系统是根据实时测得的钢坯表面温度或各区炉温,可精确的计算出钢坯断面上的温度分布,且能动态确定钢坯平均温度和温度分布,可以极大地提高燃料效率、减少氧化量和轧制废品。
1.2 加热工艺的优化分析结合上述分析,为了保证原料烧透烧匀,可进行如下工艺优化:除了装炉布料均匀,保透烧匀,在原来加热途径的基础上,在1200℃增加一个保温台阶,保温时间1.5h,1290℃第二次保温,先保温1h,翻钢后继续保温一小时,然后出钢,出钢时要控制好节奏。
在整个过程中要严格控制轧制温度,轧制钢锭温度要均匀,无明显阴阳面,保证扎件变形均匀(如图1)。
中厚板轧机的板形控制
中厚板轧机的板形控制(壹佰钢铁网推荐)板形控制对于提高板带材质量意义重大,是板带压力加工的核心控制技术之一。
近年来,随着先进的板形控制技术不断涌现并日臻完善,促进了板带钢生产装备的进步和产业升级,生产效率和效益大幅提升。
然而,普通中厚板轧机一般为可逆式四辊轧机,常采用单机架或双机架结构布置,有些只具有简单的弯辊装置。
由于设备或工艺的原因,板形控制能力不强,制约了板材质量和成材率的提高。
所以,普通中厚板轧机的板形控制仍然是一个重要课题。
在轧制计划已知的条件下,中厚板轧机板形与板凸度控制手段主要有工作辊弯辊、压下负荷分配以及工作辊和支撑辊的初始辊型。
1. 工作辊弯辊技术。
液压弯辊技术是目前中厚板生产中常用的板形控制技术,其基本原理是通过对工作辊或支撑辊辊颈施加适当的弯辊力来瞬时地改变轧辊的有效凸度,从而改变承载辊缝形状和轧后钢板的延伸率沿横向的分布。
工作辊弯辊直接对辊缝形状产生影响,从而改变轧件的出口板凸度。
由于前面道次轧件较厚,凸度遗传效应小,而对板形和板凸度起决定性影响的轧制道次主要是后 3~4 道次,所以不必对一块钢坯所有轧制全部道次都采用弯辊进行板形控制,只需要在后几个关键道次采用弯辊进行板形和板凸度控制即可满足精度要求。
因此,前面道次不采用弯辊,尽量采取大压下量来发挥轧机的能力;最后三或四个道次采用弯辊控制。
2. 压下负荷分配。
在中厚板轧制时,压下负荷分配是板形与板凸度控制的重要手段。
压下负荷分配是通过调整各个道次的压下量使其轧制力改变,从而使承载辊缝形状发生改变,轧件的出口凸度也随之发生改变。
压下负荷分配可以根据生产中在线的板形情况进行适时调整,响应速度快,操作性和适应性较强。
不同的轧制阶段、不同的辊型、不同的轧件材质和不同的轧制温度等所对应的压下规程分配方法不同,所以应该根据实际情况进行动态的轧制负荷分配。
3. 工作辊和支撑辊的初始辊型。
轧辊辊型是影响板凸度的重要因素,所以,改善板形与控制板凸度常见的方法是进行工作辊辊型的合理设计。
2800mm中厚板轧机平面形状控制系统存在问题以及改善
总第224期2018年10月㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀南㊀方㊀金㊀属SOUTHERNMETALS㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀Sum.224October㊀2018㊀㊀收稿日期:2018-03-14㊀作者简介:李㊀磊(1985-)ꎬ男ꎬ2010年毕业于武汉科技大学材料加工工程专业ꎬ工程师.㊀文章编号:1009-9700(2018)05-0039-032800mm中厚板轧机平面形状控制系统存在问题以及改善李㊀磊(柳州钢铁股份有限公司ꎬ广西柳州545002)摘㊀要:在2800mm中厚板粗轧机平面形状控制系统主要原理和特点基础上ꎬ针对该系统使用过程中存在的问题ꎬ提出了对应的解决措施.改善后ꎬ效果良好ꎬ有效促进了成材率和命中率的提升.关键词:平面形状控制系统ꎻ头中尾宽差ꎻ尾部圆头ꎻ狗骨不对称中图分类号:TG335.5+2㊀㊀㊀㊀㊀㊀文献标识码:BImprovementandProblemofPlanViewControlSystemof2800mmPlateRollingMillLILei(LiuzhouIronandSteelCo.ꎬLtd.ꎬLiuzhouꎬGuangxiꎬ545002ꎬP.R.China)Abstract:Basedonthemainprinciplesandfeaturesoftheplanviewcontrolsystemcurrentlyusedonthe2800roughingmillꎬthecorrespondingsolutionswereproposedaccordingtotheproblemsofthesystem.Theimprovingeffectisgoodafteroptimizationꎬwhicheffetelypromotestherateoffinishedproducts.Keywords:planviewcontrolsystemꎻwidthtoleranceofplateheadꎬtailandmiddleꎻplateroundꎻasymmetricaldogbone0㊀前言平面形状控制通过配备高性能的液压系统ꎬ轧制过程中动态调节辊缝来改变中间道次轧件厚度ꎬ最终改善成品的平面形状[1].其基本思想是对轧制终了的钢板平面形状进行定量预测ꎬ然后依据体积不变原理ꎬ换算成在成形阶段或展宽阶段末道次给予的钢板厚度不均匀分布量ꎬ这个不均匀厚度分布量将用于改善轧件最终的矩形度.如果成品边部为凸形ꎬ则成形阶段末道次将轧件轧制成两端厚中间薄的形状ꎬ两边厚出的部分用于补偿成品边部凸形两端的缺损ꎻ反之ꎬ如果成品边部为凹形ꎬ则成形阶段末道次轧制成两端薄中间厚的形状ꎬ中间厚出部分用于补偿成品边部凹形中间的缺损.同理ꎬ通过展宽阶段最末道次的板厚超常分布量来补偿最终成品头尾部形状的缺损[2].柳州钢铁股份有限公司(以下简称 柳钢 )中板厂平面形状控制系统自投入运行以来ꎬ对于改善钢板矩形化ꎬ提高成材率起到较大作用ꎬ对中板厂降低成本做出了贡献.但是ꎬ系统还存在的部分问题不利于发挥系统的最大功能.对此ꎬ中板厂开展了平面形状控制系统的优化工作ꎬ以最大限度提高成材率.1㊀系统使用过程中主要存在问题1)钢板宽度改善效果不够明显ꎬ部分长坯料未使用定尺MAS(钢坯长度ȡ2500mm)ꎬ无法补偿钢板边部形状ꎬ造成钢板头中尾宽差大.2)钢板尾部圆头较大ꎬ影响了尾部的剪切质量ꎬ造成尾部剪切量增加ꎬ降低成材率.3)使用平面形状控制系统轧制过程中ꎬ部分钢板轧制出的狗骨不对称ꎬ精轧轧制后钢板出现梯形形状ꎬ造成钢板尖头.2㊀针对系统使用过程存在不同问题采取相关措施2.1㊀长坯料不能使用定尺MAS轧制由于粗轧机为2800mm轧机ꎬ因此在规程设定过程中允许最大轧制宽度为2600mmꎬ导致在轧制长度为2500mm以上的钢坯时ꎬ不能够使用纵-横-纵或者横-纵-横的轧制方式.而定尺MAS需要在钢板纵轧一道次的过程使用ꎬ因此对于长度为2500mm以上的钢坯不能使用定尺MAS来改善钢板腰部形状ꎬ以免造成钢板头中尾的宽差大ꎬ影响轧制钢板的宽度控制ꎬ不利提高成材率.通过对粗轧机相关设备进行测量ꎬ得到粗轧机牌坊宽度为3000mmꎬ而AGC设定计算规程过程限制为2800mmꎬ使得设定规程过程部分坯料长度不能得到需要的规程ꎬ通过对AGC的规程设定限制进行修改ꎬ进行一系列的试验轧制ꎬ保证了轧制2500~2600mm钢坯可以顺利使用定尺MAS.解决了大部分7~8t钢板不能使用定尺MAS的问题ꎬ有效改善了钢板的头中尾宽差目前粗轧轧制最宽的钢板的毛宽已经达到2800mmꎬ成功进行了宽度定尺为2700mm钢板的轧制ꎬ有效改善了钢板头中尾宽差ꎬ提高了成材率.2.2㊀轧制后钢板尾部圆头大通过对平面形状控制系统轧制后的钢板头尾部进行观察ꎬ发现头部基本能够轧制出燕尾形状ꎬ而大部分钢板尾部形状则为圆头.为了找出尾部圆头的原因ꎬ进行了一系列的试验分析ꎬ包括调整粗轧轧制的方式ꎬ使用不同的狗骨设定高度及对钢板头尾部更换等.试验过程包括使用不同的轧制方式ꎬ改变展宽轧制后钢板的头尾方向对比㊁减少展宽后第一道次的压下量㊁展宽后从机前往机后送钢的不同轧制方式以及加大狗骨高度等方法.试验结果表明ꎬ1)在相同轧制方式以及狗骨高度相同的前提下单独调整钢板头尾ꎬ对于尾部的圆头影响不大ꎻ2)从展宽后的轧制方向的数据可以发现ꎬ展宽后的轧制方向对于头尾的圆头与燕尾具有一定的影响ꎬ但调整压下以及轧制方向的方法对轧制过程影响较大.通过对比ꎬ采取了纵横纵轧制方式ꎬ加大狗骨高度同时配合更换钢板头尾ꎬ有效解决了尾部的圆头问题ꎬ目前所有钢板尾部都能够轧制出燕尾形状.2.3㊀MAS无法轧制狗骨或者轧制出的狗骨不对称1)轧制切割面过程定尺MAS不能轧制出狗骨针对该问题ꎬ从工艺参数ꎬ设备能力等方面进行了分析ꎬ找出主要原因是ꎬ轧制定尺狗骨的过程中ꎬ由于坯料宽度较小ꎬ温度比较高ꎬ轧制过程咬钢时ꎬ当狗骨设定较大ꎬ轧制力较小ꎬ造成AGC无法判断钢板是否进入轧辊ꎬ导致钢板咬钢后ꎬ狗骨不能够自动形成ꎬ因此需要合理的设定判断粗轧开始的咬钢轧制力.通过对粗轧机AGC参数以及液压系统进行分析ꎬ在相关试验的前提下ꎬ将判断咬钢轧制力改为200tꎬ使得定尺MAS的轧制成功几率提高.另外ꎬ通过减小咬钢轧制力ꎬ使定尺MAS的狗骨高度适当增加ꎬ有效改善展宽比大的钢板头中尾宽差.通过对修改参数后的轧制过程进行跟踪ꎬ粗轧轧制过程比较顺利ꎬ基本没有出现狗骨不能形成的相关问题.定尺MAS轧制的成功几率增加较大ꎬ有效减少了切割面轧制过程出现的大肚现象.对于部分小坯料ꎬ由于温度高ꎬ坯料宽度较小ꎬ压下量达到20mm依然不能轧制出狗骨的问题ꎬ将成形轧制道次压下量增加到30mm后ꎬ即可解决.另外ꎬ增加成形道次的压下量后ꎬ成形道次的狗骨高度可以适当增加ꎬ改善了轧制展宽比在2以上的钢板宽差问题.2)轧制狗骨不对称针对狗骨不对称的问题ꎬ对于实际坯料尺寸进行了测量并与计划尺寸进行了对比ꎬ发现存在一定的误差.另外ꎬ头部的狗骨一般较尾部的狗骨长度以及高度要大ꎬ通过分析ꎬ发现主要原因为AGC的系统误差以及坯料的尺寸精度不够.通过对AGC系统判定误差进行修正ꎬ同时使用APC代替AGCꎬ达到减少咬钢判定位置目的ꎬ从而减少了头部的狗骨长度ꎬ减少了头尾狗骨不对称的问题.针对坯料尺寸精度不够问题ꎬ可以在狗骨设定过程中将头尾狗骨高度调整为不一致ꎬ通过狗骨的高度差来解决由于坯料尺寸造成的狗骨不对称的问题.3㊀效果1)钢坯长度2700mm以下的基本使用纵-横-纵或者横-纵-横的轧制方式进行成形轧制ꎬ保04南㊀方㊀金㊀属SOUTHERNMETALS2018年第5期㊀㊀证了定尺MAS的使用ꎬ有效改善了钢板头中尾的偏差.使用定尺MAS的钢板比例提升到70%~80%.有效提高了成材率ꎬ减少了钢板头中尾偏差ꎬ缩小了毛宽控制量.目前钢板毛宽放置由100mm缩小到80mmꎬ理论提高成材率0 5%左右.2)钢板尾部由圆头变成了燕尾ꎬ减少了尾部剪切量100~200mm.图1是优化前后的钢板尾部形状对比.图1㊀经过优化后钢板尾部形状对比㊀㊀3)通过相关的优化及攻关后ꎬ轧制狗骨的对称性有了较大的提高.图2是优化前后的狗骨对称性比较.a-优化前轧制狗骨形状ꎻb-优化后轧制狗骨形状图2㊀经过优化前后轧制狗骨形状对比情况4㊀优化后部分钢种成材率以及命中率对比㊀㊀通过平面形状控制系统的优化ꎬ使系统稳定性增加ꎬ明显提高非定尺的普板以及低合金钢板的成材率ꎬ同时也提高定尺专用板和船板的命中率.见表1及表2.表1㊀系统优化后成材率情况对比㊀%成材率指标优化前完成情况优化后完成情况相对比提高量普板系列切边板93.5593.700.15低合金系列切边板93.3293.340.02综合成材率94.3394.500.17表2㊀系统优化后命中率情况对比㊀%钢种优化后命中率优化前命中率提高量专用板97.8996.591.3船板99.1696.622.545㊀结语通过对柳钢中板厂2800mm粗轧机平面形状控制系统运行过程存在的问题进行分析ꎬ对系统相关参数进行修正ꎬ优化轧制工艺ꎬ发挥设备的最大功能ꎬ成功解决了系统运行过程中存在的一系列问题ꎬ有效提高了系统运行效率和轧制成材率ꎬ创造了较大的经济效益.参考文献[1]㊀丁修堃ꎬ马博ꎬ王贞祥.中厚板平面形状控制中的GM-AGC系统[J].东北大学学报(自然科学版)ꎬ1998ꎬ19(1):8-10.[2]㊀矫志杰.中厚板轧机过程控制系统的开发和应用研究[D].沈阳:东北大学出版社ꎬ2004.14㊀总第224期㊀㊀㊀㊀㊀㊀李㊀磊:2800mm中厚板轧机平面形状控制系统存在问题以及改善㊀㊀㊀㊀。
热轧带钢生产中的板形控制(三篇)
热轧带钢生产中的板形控制热轧带钢是一种由连续轧机通过高温轧制过程中制造的带状钢材,具有广泛的应用领域,如建筑、机械制造、汽车工业等。
然而,在热轧带钢生产过程中,由于各种因素的影响,往往会出现板形问题,即钢带在轧制过程中出现不平整、弯曲或起波等现象。
这不仅影响了带钢的质量和性能,还会给下道工序的加工带来困难和影响。
因此,热轧带钢生产中的板形控制至关重要。
板形问题的产生原因多种多样,下面将分析几个主要的因素,并介绍相应的控制措施。
1. 型辊和辊系的设计和调整:型辊是轧制过程中起着塑性变形和形状控制作用的关键元件。
首先,型辊的选择应根据带钢的要求和钢种的性质进行选择,以确保能够得到所需的板形公差。
其次,型辊和辊系的调整是关键,应确保辊系的轴线垂直于水平线,并且各辊之间的间隙和压力均匀,以避免板形问题的产生和扩大。
2. 加热温度的控制:加热温度是热轧带钢生产中的重要参数之一,直接影响到钢材的塑性变形和板形控制。
在加热过程中,应控制好加热温度的均匀性和稳定性,避免温度过高或不均匀导致的板形问题。
此外,还应注意控制加热速度和冷却速度,以控制好板坯的温度梯度,避免板坯的不均匀热胀冷缩引起的板形问题。
3. 轧制工艺的优化:轧制工艺是实现板形控制的关键。
首先,应合理选择轧制规范,确定合适的轧制温度和轧制比例,以控制好板材的塑性变形和减小残余应力。
其次,应注意轧制过程中的控制,在控制好板材的进给速度和板坯的温度梯度的同时,要控制好辊系的磨损和辊承力等参数,以避免板形问题的产生。
4. 板形测量和反馈控制:板形问题的产生往往是由于辊系和工艺参数的变化引起的,因此要及时发现和识别板形问题的存在和变化,就需要进行板形的测量和反馈控制。
目前,常用的板形测量方法主要有激光束法、光干涉法和摄像机法等,通过对板形的实时测量和分析,可以及时调整辊系和工艺参数,以达到板形控制的目的。
总之,热轧带钢生产中的板形控制是一个复杂的问题,需要从多个方面进行综合分析和控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立辊 侧 压法通 过展 宽 侧压 、 轧侧 压 及 精 轧 精
阶段液 压 A WC控 制 , 现 钢 板 平 面形 状 矩 形 化 实
控 制 。以钢 板平 面不 均匀 部 分 面 积最 小 为 目标 ,
其中 日 本居领先地位 , 许多板材厂的成材率已达
到 9% , 5 切头 尾 和切 边 量 已降 到 4 。 国外 还 广 % 泛采用 液 压 AG 横 向板 型 控 制 和 计 算 机 控 制 , C、
pa t f i n , a e oo g t y ntec r n s u t n d t mi s jr n u n i c r.Atr a ig印一 l g g m k sa h ru hs d ur t i a o , e r n o f e cn f t s f kn n oJa t u o h e t i e e ma il ga o et
saecn o ara ,dsr e epe n s tso p t saecnr nruhn i em du l emUn lp t l bod eci s h r e t t u f l e hp ot l g i ml i t eim p t l o r b t s a a oo o g lnh a i g
1 1 1 立辊侧 压 法 ..
控制也 是一项 重 要 内容 , 两 项 指 标 除 了用 于表 这
征板材 的外形 质量 外 , 直 接与 负偏 差轧制有 关 , 还
因而 与成材率 密切 相关 。
1 国 内外板 型控 制 的现状 及我 厂现 状分析 1 1 国 内外 板型 控制 的现 状 . 国外不 少厂 家 已普遍 采 用 板 型 控制 新 技 术 ,
p r t o v n mp ae s li gmft r s h mm h p ee t f eta se a r m o s igmi a e e i mv d, h ut g i .. e ,t e d Au '¥ s a e d fc t r frb rf oh n o ru hn l h sb n mp e t e c t n i ls fpa e e h s b e e u e d sg i c te o o c b n f s h v e n a h e e . o so lt d a e n rd c d a inf a c n mi e e t a e b e c iv d n in i Ke wo d P a es a e c n r l Op i z t n, r m s a y rs lt h p o t , t o miai D u h p o e
0 前 言
实现 了板 型 自动 动 态 控 制 。液 压 A C控 制 轧 件 G 长度 方 向 的厚 度差 , 以理 论计 重交 货 , 可 以实 如 还 行负偏 差 轧制 , 这样 在保证 钢板 尺寸 的 同时 , 有 可
成材 率是 中板 生产 中的一 项重 要经 济技术 指
标, 平面形 状控 制 技 术是 一 项 可 以大 幅度 提 高 钢
从而提高 成 材率 。另外 , 中厚 板 的 凸度 和平 直 度
系 的交叉 配 置 , 有效 控 制 板 型 和 尺寸 精 度 。为 了
提高 钢板 的成 材 率 , 取 的最 典 型 轧制 方 法 是 立 采 辊侧 压法 及 日本 川 铁 水 岛厚 板 厂 开 发 的 M S轧 A
制法。
Ro g i g M i n M e i m a e Ro l g Pl n u h n l i l du Pl t l n a t i
Z n qn ha g Ai i
(i nI nadS e Go pC . t) J a o n t l ru oLd n r e
针对现状进 行了深入的研究 , 确定 了主要影响 因素 。采取相应 的解 决措施后 , 粗轧机 中间坯双鼓形缺陷得到较 好改善 , 减少 了板边切损 , 取得了显著的经济效益。 关键词 板型控制 优化 双鼓形 ‘
Op i i a i n o a e S a e Co t o n tm z to f Pl t h p n r lo
板成材率 的重 要技 术 , 技 术 通 过 压 下量 沿 轧 件 该 纵 向的变化 , 到 狗骨形 的厚 度分 布 , 整随后 道 得 调
显著 的经 济效 益 。为控 制 钢 板 横 向厚 度 差 , 采 还
用 了凸度 辊 、 弯辊 装 置 以及 在 轧 机 上调 整 上 下 辊
次 的板材 头尾 和侧边 的形 状 , 减少 钢板边 部切 损 ,
根据板坯尺寸、 展宽比、 延伸 比来确定最佳 的侧压
量 。采 用立 辊侧 压 法 后 , 由平 面形 状 不 良造 成 的
Ab ta t T e atce i t d c st e sg i c n e o d u p ae s a e c nr l n ec r n i a in o lt sr c h r l r u e h in f a c f i n o i me i m lt h p o t d t u r tst t fpa e oa h e u o
第1 6卷第 3期
・
宽厚 板
WI ND HE DE A AVY P A n£ L
V 11 . o3 0.. N . 6
Jn 2 1 ue 00
2 ‘ 21 0 00年 6月
中板 厂 粗 轧机 板型 控 制 的优化
张爱琴 ห้องสมุดไป่ตู้
( 济南 钢铁集 团有 限公司 )
摘 要 概述了中板板型控制的意义和国内外板型控制现状, 阐述了济钢中板厂粗轧机板型控制现状 , 并