齿根过渡圆角半径
机械设计-齿轮习题与参考答案

习题与参考答案一、单项选择题(从给出的A、B、C、D中选一个答案)1 一般开式齿轮传动的主要失效形式是C。
A. 齿面胶合B. 齿面疲劳点蚀C. 齿面磨损或轮齿疲劳折断D. 轮齿塑性变形2 高速重载齿轮传动,当润滑不良时,最可能出现的失效形式是 A 。
A. 齿面胶合B. 齿面疲劳点蚀C. 齿面磨损D. 轮齿疲劳折断3 45钢齿轮,经调质处理后其硬度值约为 B。
A. 45~50 HRCB. 220~270 HBSC. 160~180 HBSD. 320~350 HBS4 齿面硬度为56~62HRC的合金钢齿轮的加工工艺过程为 C 。
A. 齿坯加工→淬火→磨齿→滚齿B. 齿坯加工→淬火→滚齿→磨齿C. 齿坯加工→滚齿→渗碳淬火→磨齿D. 齿坯加工→滚齿→磨齿→淬火5齿轮采用渗碳淬火的热处理方法,则齿轮材料只可能是 D。
A. 45钢B. ZG340-640C. 20CrD. 20CrMnTi6齿轮传动中齿面的非扩展性点蚀一般出现在 A 。
A. 跑合阶段B. 稳定性磨损阶段C. 剧烈磨损阶段D. 齿面磨料磨损阶段7 对于开式齿轮传动,在工程设计中,一般 D。
A. 按接触强度设计齿轮尺寸,再校核弯曲强度B. 按弯曲强度设计齿轮尺寸,再校核接触强度C. 只需按接触强度设计D. 只需按弯曲强度设计8 一对标准直齿圆柱齿轮,若z1=18,z2=72,则这对齿轮的弯曲应力 A 。
A. σF1>σF2B. σF1<σF2C. σF1=σF2D. σF1≤σF29 对于齿面硬度≤350HBS的闭式钢制齿轮传动,其主要失效形式为C。
A. 轮齿疲劳折断B. 齿面磨损C. 齿面疲劳点蚀D. 齿面胶合10 一减速齿轮传动,小齿轮1选用45钢调质;大齿轮选用45钢正火,它们的齿面接触应力C 。
A. σH1>σH2B. σH1<σH2C. σH1=σH2D. σH1≤σH211对于硬度≤350HBS的闭式齿轮传动,设计时一般 A 。
齿轮传动的失效分析)
一般来说,齿轮传动的失效主要发生在轮齿上。
轮齿部分的失效形式分为两大类:轮齿折断,齿面失效。
1. 轮齿折断折断失效通常有轮齿的弯曲疲劳折断、过载折断和随机折断。
•疲劳折断:工作时轮齿反复受载,使得齿根处产生疲劳裂纹,并逐步扩展以至轮齿折断的失效。
疲劳裂纹多起源于齿根受拉的一侧。
•过载折断:齿轮受到突然过载,或经严重磨损后齿厚减薄时,轮齿会发生过载折断。
•随机折断:通常是指由于轮齿缺陷、点蚀或其它应力集中源在轮齿某部位形成过高应力集中而引起轮齿折断。
断裂部位随缺陷或过高有害残余应力的位置而定,与齿根圆角半径无关。
•轮齿折断的形式有整体折断和局部折断。
整体折断多发生于直齿轮,局部折断多发生于斜齿和人字齿轮,齿宽较大的直齿轮和由于安装、制造因素使得局部受载过大的直齿轮,也可能发生局部折断。
疲劳折断的断口较光滑,过载折断的断口则较粗糙。
•增大齿根过渡圆角半径,减小齿面粗糙度,对齿根进行喷丸或碾压强化处理消除该处的加工刀痕,选用韧性较好的材料,采用合理的变位等,均有助于提高轮齿的抗折断能力。
•通常,轮齿疲劳折断是闭式硬齿面齿轮传动的主要失效形式。
2. 齿面失效齿面失效常见的失效形式有:点蚀、胶合、齿面磨损和齿面塑性变形。
(1) 点蚀齿轮在啮合过程中,相互接触的齿面受到周期性变化的接触应力的作用。
若齿面接触应力超出材料的接触疲劳极限时,在载荷的多次重复作用下,齿面会产生细微的疲劳裂纹;封闭在裂纹中的润滑油的挤压作用使裂纹扩大,最后导致表层小片状剥落而形成麻点,这种疲劳磨损现象,齿轮传动中称为点蚀(图9.3-13)。
节线靠近齿根的部位最先产生点蚀。
润滑油的粘度对点蚀的扩展影响很大,点蚀将影响传动的平稳性并产生冲击、振动和噪音,引起传动失效。
•点蚀又分为收敛性点蚀和扩展性点蚀。
收敛性点蚀指新齿轮在短期工作后出现点蚀痕迹,继续工作后不再发展或反而消失的点蚀现象。
收敛性点蚀只发生在软齿面上,一般对齿轮工作影响不大。
机械设计-齿轮习题与参考答案

机械设计-齿轮习题与参考答案编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(机械设计-齿轮习题与参考答案)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为机械设计-齿轮习题与参考答案的全部内容。
习题与参考答案一、单项选择题(从给出的A、B、C、D中选一个答案)1 一般开式齿轮传动的主要失效形式是。
A。
齿面胶合 B。
齿面疲劳点蚀C。
齿面磨损或轮齿疲劳折断 D。
轮齿塑性变形2 高速重载齿轮传动,当润滑不良时,最可能出现的失效形式是。
A. 齿面胶合B. 齿面疲劳点蚀C。
齿面磨损 D. 轮齿疲劳折断3 45钢齿轮,经调质处理后其硬度值约为。
A. 45~50 HRCB. 220~270 HBSC. 160~180 HBS D。
320~350 HBS4 齿面硬度为56~62HRC的合金钢齿轮的加工工艺过程为。
A. 齿坯加工→淬火→磨齿→滚齿 B。
齿坯加工→淬火→滚齿→磨齿C. 齿坯加工→滚齿→渗碳淬火→磨齿D. 齿坯加工→滚齿→磨齿→淬火5 齿轮采用渗碳淬火的热处理方法,则齿轮材料只可能是。
A。
45钢 B。
ZG340-640C。
20Cr D。
20CrMnTi6 齿轮传动中齿面的非扩展性点蚀一般出现在。
A. 跑合阶段 B。
稳定性磨损阶段C。
剧烈磨损阶段 D. 齿面磨料磨损阶段7 对于开式齿轮传动,在工程设计中,一般 .A. 按接触强度设计齿轮尺寸,再校核弯曲强度B. 按弯曲强度设计齿轮尺寸,再校核接触强度C。
只需按接触强度设计D。
只需按弯曲强度设计8 一对标准直齿圆柱齿轮,若z1=18,z2=72,则这对齿轮的弯曲应力。
A。
σF1>σF2 B. σF1<σF2 C。
浅谈DIN5480
DIN5480花键标准浅析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了37.5?及45?压力角花键的内容,只保留了30?压力角的花键规格。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了m0.6及m0.8两个规格;其二是精度级别,DIIN5480规定了7、8、9 、10、11计5个级别,新标准DIN5480-1则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9级精度相当于GB 的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。
刀具齿廓形状的设计对齿根过渡曲线的影响1
蒙特卡 抽样 77
X
洛法 次数 166
X
290
X
58l
X
45.497 3 45.497 3 45.497 3 45.497 3
公差值
3.576 9 1.551 8 1.354 8 1.406 6 1.470 8 1.520 3
通过表2的比较分析可 知:三种方法求解出来的封 闭环X的基本值和公差值 一致,完全符合设计要求和 精度要求.
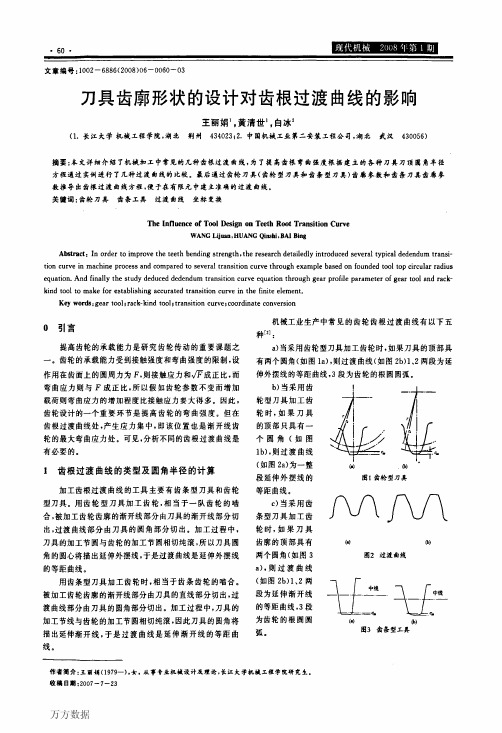
2.2根据齿条型刀具的参数推导过渡曲线
鬯 方程,用范成法加工齿轮时,当刀具齿顶
为尖角时过渡曲线为延伸渐开线,而刀具 齿顶为圆角时过渡曲线为延伸渐开线的 等距曲线。
a)齿条刀具齿顶为尖角时,如图6:
X,=o,Y。=一h。(h。为刀具齿顶高)
图6
(3)
当刀具移动0。P距离时,被加工齿轮转动壬:。同样 根据坐标变换矩阵把点A坐标从坐标系X,0y1变换到坐 标系X。0y2中,变换矩阵如下:
The Influence of TooI Design OR Teeth Root Transition Cnrve
WANG Lijuan,HUANG Qinshi,BAI Bing
Abstract:In order to improve the teeth bending strength,the research detailedly introduced several typical dedendum transi— tion curve in machine process and compared to several transition curve through example based orl founded tool top circular radius equation.And finally the study deduced dedendum transition curve equation through gear profile parameter of gear tool and rack- kind tOOl tO make for establishing accurated transition curve in the finite element.
大盘销齿传动计算

小齿轮的齿数Z111切向力F切300000N 切向力最大作用半径R12.5米收放线速度Vmax15m/min 传动比i22材料的许用接触强度[δH]1176Mpa 材料的许用弯曲强度[δF1]142MPa 最大回转直径Dmax25m最小回转直径Dmin9m齿销最小直径d p91.3156038mm齿轮齿宽系数Φ 2.5F切/Φ120000N二次方(F切/Φ)346.4101615销齿直径最后确定d p150mm 齿距P315.7894737mm 圆周率取值Π 3.141592653齿轮节圆直径d11105.708026mm齿轮节圆半径r1552.854013mm销轮节圆直径d224325.57657mm销轮节圆半径r212162.78829mm 齿轮齿根圆角半径ρf最大77.25mmρf最小78mmρf(取值)77.5mm 齿轮齿根圆角半径中心至节圆距离C最大6mmC最小7.5mmC(取值)7.5mm 齿轮齿顶高h a最小120mmha最大135mmha取值120mm 齿轮齿根高h f85mm齿轮全齿高h205mm 齿轮齿廓过渡圆弧半径R1最大60mmR1最小45mmR1取值50mm 齿轮齿顶圆直径d al1345.708026mm齿轮齿顶圆半径r al672.854013mm齿轮齿顶圆直径d fl935.7080261mm齿轮齿根圆半径r fl467.854013mm 中心距a12715.6423mm齿轮齿宽b375mm 销齿计算长度(板间距)L最大600mmL最小450mmL取值560mm 齿销中心至甲板边缘距离l最大300mml最小225mml取值260mm 销轮夹板厚度ξ最大75mmξ最小37.5mmξ取值60mm 重合度ε 1.3工作分钟T160min 工作时间T015h 每小时铺设长度L小时900m 每天铺设长度L天13500m 切向力产生的扭矩M切N.M 每分钟最大转速n max r/min 每分钟最小转速n min r/min1.5~2.5 0.5150.52 0.04 0.050.80.90.40.3外啮合1.61.221.50.50.25查表。
机械设计_王世杰_习题

一、选择填空1对齿面硬度≤350HBS 的一对齿轮传动,选取齿面硬度时应使_________。
A.小齿轮齿面硬度<大齿轮齿面硬度B.小齿轮齿面硬度=大齿轮齿面硬度C.小齿轮齿面硬度>大齿轮齿面硬度D.小齿轮齿面硬度≤大齿轮齿面硬度2斜齿轮传动的动载荷与同样的直齿轮传动的动载荷相比:____________。
A.相等B.较小C.较大D.视实际运转条件,可以大也可以小3两个齿轮的材料、齿宽、齿数相同,模数m 1=2mm ,m 2=4mm ,它们的弯曲强度承载能力__________。
A.相同B.第二个比第一个大C.第一个比第二个大D.承载能力与模数无关4机床主轴箱中的变速滑移齿轮,一般应选用___________。
A.直齿圆柱齿轮B.斜齿圆柱齿轮C.人字齿圆柱齿轮D.直齿锥齿轮5 A 、B 两对齿轮传动,圆周速度相同,已知其制造精度A 为6级,B 为8级,则传动的动载系数______________。
A. K vA <K vBB. K vA =K vBC. K vA >K vBD.情况不定,尚需考虑其它参数6 A 、B 两对齿轮传动,直径、齿数、材料、齿面硬度及齿轮布置方式相同,但A 对齿轮的宽度比B 对小,则齿向载荷分布(不均)系数______________。
A. K A >K BB. K A =K BC. K A <K BD.尚需考虑其它参数才能决定7 A 、B 两对齿轮传动,齿面硬度和齿宽相同,A 对齿轮对称布置,B 对齿轮悬臂布置,它们的齿向载荷分布(不均)系数K 的关系是__________。
A. K A >K BB. K A <K BC. K A =K BD. K A ≥K B8对普通齿轮传动(精度为7、8、9级)轮齿弯曲强度公式是按载荷作用在______为出发点推导出来的。
A.齿根B.齿顶C.分度圆附近D.齿根圆角30切线与轮齿中心线交点9公式[]d KT u u Z Z Z d 112213≥φσε⋅±⎛⎝ ⎫⎭⎪E H H 用于直齿圆柱齿轮的_____。
DIN5480花键孔及外花键标准

DIN5480花键孔及外花键标准分析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了º及45º压力角花键的内容,只保留了30º压力角的花键规格。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了及两个规格;其二是精度级别,DIIN5480规定了7、8、9 、10、11计5个级别,新标准DIN5480-1则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9级精度相当于GB 的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
齿根过渡圆角半径
齿根过渡圆角半径是在机械加工中常用的测量参数。
它指的是齿轮的
齿根过渡方式圆弧的半径大小。
因为齿轮是一种常见的机械传动元件,在机械制造中,经常需要关注齿根过渡圆角半径,以确保齿轮传动的
平稳性和动力传递的可靠性。
正常情况下,齿轮的齿根过渡方式是采用圆弧形式,因为这样可以充
分利用材料的力学性能,减小齿面之间的应力集中,从而使齿轮的强
度和耐久性都能得到提高。
齿根过渡圆角半径大小不同,对齿轮的性
能影响也不同。
如果半径过小,会导致齿根处压力集中,容易发生断
齿和损坏;如果半径过大,会减小齿轮的承载能力和传动效率。
那么,如何选择合适的齿根过渡圆角半径呢?这需要根据具体的工作
情况和制造要求进行分析和判断。
一般来说,齿根过渡圆角半径的选
择应考虑以下几个方面:
1. 齿轮的工作条件:齿轮的负荷、转速、温度等工作条件都会影响齿
根过渡圆角半径的选择。
在重载、高速、高温等工作条件下,需要选
择较大的半径以保证齿轮的强度和耐久性;在轻载、低速、低温等工
作条件下,适当减小半径可以提高齿轮的传动效率。
2. 齿轮的制造精度:制造精度越高的齿轮,需要选择更小的齿根过渡圆角半径以避免齿面间产生间隙或干涉。
相反,制造精度低的齿轮则可以选择较大的半径以降低制造难度。
3. 齿轮的材料和硬度:不同材料和硬度的齿轮所能承受的齿根过渡圆角半径也不同。
硬度高的齿轮可以选择较小的半径以提高强度和耐久性;而硬度低的齿轮则需要选择较大的半径以避免齿面损坏。
总之,选择合适的齿根过渡圆角半径是保证齿轮传动平稳、可靠的关键之一。
在实际生产中,应根据具体情况进行分析和判断,并灵活选择半径大小,以达到最佳的传动效果。