横向残余应力的分布华侨大学
焊接结构2.3
(三)厚板中的残余应力
❖当厚度超过25mm时,焊接结构中除了存在着纵 向应力和横向应力外,还存在着较大的厚度方向的
应力 z 。
❖近年来的试验研究结果表明,这三个方向的内应 力在厚度上的分布极不均匀。其分布规律,对于不 同焊接工艺有较大差别
低碳钢电渣焊缝中的内应力分布
z
x
y
焊缝中心受较大的三向拉应力,其 塑性指标显著降低。
低碳钢多层焊时的内应力分布
、x 表面y 为较高的拉应力。 的数z 值较小,有可
能为压应力,亦有可能为拉应力。
大厚度合金钢接头中的残余应力分布
❖中心线上的表面横向应力比表面层以下的焊缝金
属低,其数值接近于零。表面 y 在Y轴上的分布,
在离焊趾20mm处有一峰值。 ❖这种分布规律可能与该钢的相变温度较低和焊缝 形状(较窄较深)有关。 ❖影响:最大横向残余应力存在于表面焊道下面几 层焊道中。有可能因为残余应力较大而产生延迟裂 纹,并向表面扩展。
➢当区段III恢复弹性时,其收缩受到区段I和II的拘,使
" y
扩展。
的y"分布与焊接方向、分段方法以及焊接顺序
有关。
❖当从中间向两端焊时,
" y
的分布是中心部分为压应力,
两端部分为拉应力。
❖从两端向中心部分焊接,则中心部分为拉应力,两端部
分为压应力。
❖直通焊的
"尾部是拉应力,中段压应力,起焊段由于必
质影响甚大。
钛材焊缝中的纵向应力较低,一般仅为 0.5-0.8 σs。铝材焊缝中的σx也较低,仅为 0. 6-0. 8 σs。
高强钢焊件中的最大残余拉应力不会达 到母材的屈服极限,而且残余拉应力区的宽 度可能变窄。
纵向残余应力的分布华侨大学
纵向残余应力的分布
平板对接焊件中的焊缝及近缝区等经历过高温的区域中存在纵 向残余拉应力,其纵向残余应力沿焊缝长度方向的分布如图平 板对接焊时焊缝上纵向应力沿焊缝长度方向上的分布所示。当 焊缝比较长时,在焊缝中段会出现一个稳定区,对于低碳钢材 料来说,稳定区中的纵向残余应力σx将达到材料的屈服强度σs。
图 不同焊缝长度σx值的变化
纵向残余应力的分布
纵向应力沿板材横截面上的分布表现为中心区域是拉应力, 两边为压应力,拉应力和压应力在截面内平衡。图焊缝纵向应 力沿板材横向上的分布给出了不同材料的焊缝纵向应力沿横向 上的分布。
+ -
+ -
图 焊缝纵向应力沿板材横向上的分布 a) 低碳钢 b)铝合金
纵向残余应力的分布
铝合金和钛合金的σx分布规律与低碳钢基本相似,但焊缝中心 的纵向应力值比较低。对于铝合金来说,由于其热导率比较髙, 使其温度场近似于正圆形,与沿焊缝长度同时加热的模型相差 悬殊,造成了与平面变形假设的出入比较大。在焊接过程中, 铝合金受热膨胀,实际受到的限制比平面假设时的要小,因此 压缩塑性变形量降低,残余应力也因而降低,一般σx只能达到 0.6~0.8σs对于钛合金来说,由于其膨胀系数和弹性模量都比 较低,大约只有低碳钢的1/3,所以造成其σx比较低,只能达 到0.5~0.8σs。
纵向残余应力的分布华侨大学纵向残余应力的分布?一般焊接结构制造所用材的厚度相对于长和宽部很小在板厚小于20mm的薄板和中厚板制造的焊接结构中厚度方向上的焊接应力很小残余应力基本上是双轴的即为平面应力状态
纵向残余应力的分布
华侨大学
纵向残余应力的分布
一般焊接结构制造所用材的厚度相对于长和宽部很小,在板厚 小于20mm的薄板和中厚板制造的焊接结构中,厚度方向上的焊 接应力很小,残余应力基本上是双轴的,即为平面应力状态。 只有在大型结构厚截面焊缝中,在厚度方向上才有较大的残余 应力。通常,将沿焊缝方向上的残余应力称为纵向应力,以σ x 表示;将垂直于焊缝方向上的残余应力称为横向应力,以σ y表 示;对厚度方向的残余应方向上的分布
工字钢焊接顺序对变形影响的研究

毕业设计题目:工字钢焊接顺序对变形影响的研究院(系)别:机电及自动化学院专业:机械电子届别:2011届学号:***********名:**指导老师:周广涛讲师华侨大学教务处2011年6月摘要铝合金簿板结构在焊接是存在焊后残余应力大和焊接变形严重等问题,从而限制其应用范围。
因此减小结构上的焊后残余应力和焊接变形具有重要意义。
本文利用有限元模拟铝合金薄板的焊接变形,对厚度为2mm的铝合金薄板焊后变形结果进行分析。
在焊接过程中,焊接区域经历一个复杂的不均匀快速加热和冷却过程,这必然引起焊缝和热影响区发生不均匀的应力应变变化,这种不均衡的应力应变导致焊后形成残余应力和变形的主要原因。
薄壁构件在焊接过程中的变形表现出了特殊性,由于薄壁构件的弯曲刚度小,因此焊后薄壁构件易出现挠曲变形。
焊接热源的局部加热使得焊缝和周围金属产生不均匀的膨胀和收缩,形成残余应力。
对于对接焊缝,纵向残余应力的分布为焊缝附近一定宽度区域为拉应力、两侧区域为压应力,薄板在压应力作用下会发生压曲失稳,当两侧焊接残余压应力大于焊件失稳临界压应力时就会造成焊件的失稳变形。
焊接过程的数值模拟有助于人们从更深层次上理解焊接过程的物理实质,模拟的结果有利于实现对焊接过程的控制。
利用数值方法计算焊接热过程,还可为合理选择焊接方法和工艺参数以及进一步进行冶金分析和动态应力应变分析奠定基础。
模拟铝合金薄板焊接,采用双椭球热源分布模式,基于Marc软件平台,建立了运动电弧作用下焊接过程的有限元数值分析模型,较好的模拟了铝合金薄板焊接变形和整个温度场的变化,对模拟的动态过程进行分析,为以后焊接变形的准确分析起到了参考作用。
关键词:铝合金薄板,焊接变形,温度场,数值模拟ABSRACTAluminum alloy thin plate welding in the welding residual stress exists in Congress and the weiding deformation of serious problems, limiting its scope of application. Therefore reduce the structural welding residual stress and welding distortion is important. Using the finite element simulation of welding deformation of aluminum alloy sheet of shickness of 2mm aluminum plate after welding deformation analysis of the results.In the welding process,welding through a complex uneven regional rapid heating and cooling process, which inevitable lead to weld and heat affected zone of uneven changes in stress and strain, this imbalance in the stress strain caused the formation of residual stress after welding and deformation of the main reasons.Thin-wall components in the welding process of deformation showed specificity, since the bending stiffness of thin-walled components is small, so after welding thin-walled structures prone to deflection. Welding heat source and the local heating around the weld metal makes the non-uniform expansion and contraction, the formation of residual stress. For butt welds, the longitudinal residual stress distribution of a certain width of the region near the weld tensile stress, compressive stress on both sides of the region, sheet in compressive stress occurs under the buckling instability, when both sides of welding residual stress is greater than Weldment instability when the critical stress will cause instability of deformation of weldments.Numerical simulation of welding process helps people from higher level to understand the physical essence of the welding process, the simulation results are conducive to the control of the welding process.Numerical method used welding thermal process, can also be a reasonable choice for the welding method and process parameters as well as further metallurgical analysis and lay the foundation for the dynamic stress and strain analysis. Simulation of welding aluminum alloy sheet, using double ellipsoid heat source distribution model, based on Marc software platform, set up under the action of the movement arc welding process, finite element analysis model, a better simulation of the aluminum alloy sheet welding deformation and the temperature field , on the analysis of dynamic process simulation for accurate analysis ofthe deformation after welding plays a reference.Keywords: thin aluminum alloy plate, the welding deformation, temperature field, numerical simulation目录第一章绪论 (3)1.1课题背景 (3)1.2焊接变形数值模拟的基础 (3)1.2.1焊接变形数值模拟概述 (3)1.2.2焊接变形数值模拟分析的方法 (4)1.2.3焊接变形数值模拟的意义 (5)1.3有限元方法介绍 (5)1.4焊接温度场数值模拟发展研究现状 (6)1.5焊接变形数值模拟发展研究现状 (7)1.6薄板结构的焊接残余应力及变形研究 (7)1.7控制焊接应力和焊接变形的方法研究 (8)1.8主要研究内容 (8)第二章焊接数值模拟建模 (9)2.1实验材料 (9)2.2焊接数值模拟建模 (9)2.2.1有限元模型的建立 (9)2.2.2有限元网格划分 (10)2.2.3施加材料性能 (10)2.2.4建立焊接路径.... (11)2.2.5初始条件和边界条件 (11)2.2.6焊接热输入边界条件 (12)2.2.7散热边界条件 (13)2.2.8力学边界条件 (13)第三章焊揍残余应力和变形数值模拟分析 (16)3.1铝合金薄板焊接温度场的模拟分析 (16)3.2铝合金薄板焊件残余应力的模拟结果分析 (18)3.3铝合金薄板焊件残余变形模拟结果分析 (20)3.4其他变形计算 (21)3.4.1横向收缩量的计算 (21)3.4.2纵向收缩量的计算 (22)第四章常规焊接残余应力和变形实验分析 (23)4.1焊接工艺的确定 (23)4.2常规焊对残余应力的影响 (23)4.3常规焊对纵向挠曲变形的影响 (24)4.4常规焊对焊缝两侧横向位移的影响...............................26 第五章结论 (29)致谢参考文献附录第一章绪论1.1课题背景近几年来,随着科学技术的迅速发展,焊接工字钢由于较混凝土结构具有施工周期短、结构简单、经济美观的优点,在工业及民用建筑中的应用越来越广泛。
残余应力在复合材料中的分布特性

残余应力在复合材料中的分布特性残余应力在复合材料中的分布特性复合材料是一种由两个或多个不同材料组合而成的材料,具有很高的强度和刚度。
在制备过程中,残余应力是一个重要的参数,它对于复合材料的性能和使用寿命有着重要影响。
本文将通过逐步思考的方式,介绍残余应力在复合材料中的分布特性。
首先,我们需要了解残余应力是如何形成的。
在复合材料的制备过程中,通常会采用纤维增强材料和基体材料进行层叠,然后通过热固化或压力固化等方法进行固化。
在固化过程中,由于纤维和基体材料的热膨胀系数不同,热收缩不均匀,导致残余应力的产生。
其次,残余应力在复合材料中的分布是不均匀的。
在复合材料的表面附近,由于固化过程中表面的冷却速度较快,残余应力较小。
而在复合材料的内部,由于固化过程中内部冷却速度较慢,残余应力较大。
因此,复合材料的内部通常会出现较高的残余应力。
然后,残余应力的分布也与复合材料的结构有关。
在复合材料中,纤维的方向性会导致残余应力在不同方向上的变化。
通常情况下,纤维的方向与残余应力的分布呈现正相关关系。
也就是说,在纤维的方向上,残余应力较大;而在纤维之间或垂直于纤维方向上,残余应力较小。
最后,残余应力的分布会对复合材料的性能产生影响。
由于残余应力的存在,复合材料可能会出现弯曲、扭转、剪切等失稳现象,从而导致材料的破坏。
此外,残余应力还会影响复合材料的疲劳寿命和断裂韧性等力学性能。
总结起来,残余应力在复合材料中的分布特性是一个复杂而重要的问题。
它受到纤维和基体材料的热膨胀系数差异、固化过程中的冷却速度、纤维方向性等因素的影响。
了解残余应力的分布规律对于优化复合材料制备工艺、改善材料性能具有重要意义。
内应力对构件精度和尺寸稳定性的影响华侨大学

为保证构件的设计技术条件和装配精度,对复杂焊接件在焯后 要进行机械加工。机械加工把一部分材料从构件上去除,使截 面积相应改变,并释放一部分残余应力,从而破坏了原来构件 中内应力的平衡。内应力的重新分布引起构件变形,并影响加 工精度。
例如在焊接的T形零件上(见图1-10a)加工一个平面,在加 工完毕后松开夹具,变形就充分表现出来,这就破坏了已经加 工的平面的精度。又如图1-10b所示的齿轮箱上有几个需要加 工的轴承孔,加工后一个孔时必然影响已加工好的孔的精度。
内Hale Waihona Puke 力对构件精度和尺寸稳定性的影响 存放温度高,会使蠕变作用加强,应力下降的比例增大。如低 碳银焊接件在100℃下存放两个月,应力下降量是室温时的五 倍 。 第 二 个 方 面 是 不 稳 定 组 织 的 存 在 。 如 30CrMnSi 、 12Cr5Mo等高强度合金结构钢焊后产生残留奥氏体,这种残 留奥氏在室温存放过程中会不断转变为马氏体,由此造成体积 膨胀,并使内应力明显降低,从而影响焊件的尺寸稳定性。又 如中碳钢和4Cr13等钢材在焊接后会产生淬火马氏体,在室温 或稍高的温度下,淬火马氏体逐渐转变为回火马氏体,这将造 成体积收缩,引起内应力增加,也会影响尺寸稳定性。焊后产 生不稳定组织的材料,由于不稳定组织随时向而转变内应力变 化也较大,构件的尺寸也不稳定。为保证尺寸稳定,焊后要进 行热处理,使组织稳定,并使残余应力消除,然后再进行机械 加工。
图1-10 机械加工引起的内应力释放和变形
内应力对构件精度和尺寸稳定性的影响
焊件在长期存放和使用过程中,其焊接应力会随时间发生变 化,因而也会影响构件的尺寸精度。这一点对精密机床床身 和大型量具框架等精密构件非常重要。
内应力对静载强度的影响华侨大学
内应力对静载强度的影响
如果材料处于脆性状态(见图1b),当外载荷增加时,由于 材料不能发生塑性变形使构件上的应力均匀化,因而应力峰值 不断增加,一直达到材料的抗拉强度σb。这将造成局部破坏, 从而导致整个构件断裂。也就是说,当材料的塑性变形能力不 足时,内应力的存在将影响构件的承载能力,使其静载强度降 低。
内应力对静载强度的影响
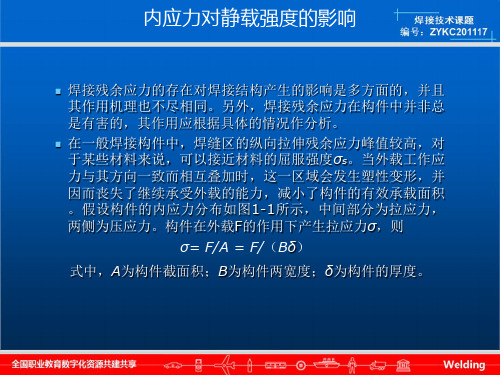
焊接残余应力的存在对焊接结构产生的影响是多方面的,并且 其作用机理也不尽相同。另外,焊接残余应力在构件中并非总 是有害的,其作用应根据具体的情况作分析。
在一般焊接构件中,焊缝区的纵向拉伸残余应力峰值较高,对 于某些材料来说,可以接近材料的屈服强度σs。当外载工作应 力与其方向一致而相互叠加时,这一区域会发生塑性变形,并 因而丧失了继续承受外载的能力,减小了构件的有效承载面积 。假设构件的内应力分布如图1-1所示,中间部分为拉应力, 两侧为压应力。构件在外载F的作用下产生拉应力σ,则 σ= F/A = F/(Bδ) 式中,A为构件截面积;B为构件两宽度;δ为构件的厚度。
图2 单轴和三轴应力状态
内应力对静载强度的影响
实验证明,许多材料处于单轴 或双轴拉伸应力下表现为塑性, 当处于三轴拉伸应力作用下时, 因不易发生塑性变形而表现为 脆性。在实际结构中,三轴应 力可能由三轴拉伸载荷产生, 但更多情况下是由结构的几何 不连续性所引起的。如图3所示 的构件受单轴拉伸,其缺口部 位出现高度的应力集中,而缺 口根部的应力状态就为三轴应 力状态。
y
σy σx
σy平均
0 x
σz(板中央)
z
图3 缺口根部应力分布示意 图
内应力对静载强度的影响
由于σ的存在使构件两侧的压应力减小,并逐渐转变为拉应力, 而中心处的拉应力将与外力叠加。如果材料具有足够的塑性, 当拉应力峰值达到材料的屈服强度σs后,该区域的应力不再 增加,将产生塑性变形。继续增加外力,构件中尚未屈服的 区域的应力值继续增加并逐渐屈服,直至整个截面上应力完 全达到σs ,应力就全面均匀化了(见图1-1a)。由于初始内 应力是平衡的,即拉应力和压应力的面积相等,所以使构件 截面完全屈服所需要施加的外力与无内应力而使构件完全屈 眼所需要施加的外力是相等的。可见,只要材料具有足够的 塑性,能进行塑性变形,则内应力的存在并不影响构件的承 载能力,因其对静载强度没有影响。
钢桁梁桥主桁杆件厚板焊接残余应力空间分布试验研究

钢桁梁桥主桁杆件厚板焊接残余应力空间分布试验研究强斌;李亚东;顾颖;邹永丰【摘要】为研究某钢桁梁桥主桁杆件钢厚板焊接残余应力的空间分布规律,采用与实桥相同的材料和焊接工艺制作30 mm厚的对接焊试板,用局部逐层去除盲孔法对试板表层及内部残余应力进行测试,并对测量结果进行不确定度评定.试验结果表明:厚板表面焊接残余拉应力峰值位于焊缝附近区域,残余应力呈典型的拉-压分布趋势;内部横向残余应力在焊缝附近的分布状态为外拉内压,并且在上表层具有较大的应力梯度;内部纵向残余应力在焊缝附近为拉应力;随着距焊缝中心线距离的增加,纵横向残余应力皆开始逐渐减小,直至转变为压应力.【期刊名称】《铁道学报》【年(卷),期】2019(041)003【总页数】6页(P128-133)【关键词】钢桁梁桥;主桁杆件;厚板对接焊;焊接残余应力;空间分布【作者】强斌;李亚东;顾颖;邹永丰【作者单位】西南交通大学土木工程学院,四川成都 610031;西南交通大学土木工程学院,四川成都 610031;西南科技大学土木工程与建筑学院,四川绵阳 621010;中铁二院工程集团有限责任公司,四川成都 610031【正文语种】中文【中图分类】U441.5焊接钢桥由于其具有跨越能力大、设计造型灵巧、施工质量可靠、架设速度快等特点,近年来被大量兴建。
钢桥构件在焊接时,焊缝及其周边金属会经历不均匀的局部快速加热和冷却,同时伴随着金属相变,以致在焊后的焊接接头中不可避免产生数值较大的残余应力。
焊接残余应力的存在不仅会降低焊接结构的强度、尺寸稳定性,同时也会诱导疲劳裂纹的萌生和扩展,降低构件疲劳寿命[1-2]。
因此,对于钢桥焊接残余应力分布状态的研究,越来越受到人们的重视。
近年来国内外学者相继开展了针对钢桥焊接构件的残余应力测试试验。
大橋治一等[3]在多多罗大桥钢主梁设计前,采用切条法对面板厚度分别为8 mm和12 mm,U肋厚度8 mm的U肋加劲板,进行了残余应力测试。
LY12铝合金薄板焊接残余应力测试分析

作者简介: 周广涛(94 , 17一)黑龙江巴彦人, 副教授 , 博士, 从事焊接工艺、 焊接结构、 焊接残余应力与裂纹方面的研究, 发表学术 论文 1 余 篇皆为 S I I 录。 O C、 收 E
1
E u p n Ma u a t n e h o o y No5, 0 q i me t n f cr g T c n l g . 2 1 i 1
侧为压应力区。因为端面 0 ( —0 =0 i) 自由边 n为 m
材料的屈服极 限的 0 5 , 20M a 在该 区两外 [】 . 倍 约 7 P , 8 4周广涛, 刘雪松 , 方洪 渊 , 铝合金薄壁 圆筒 纵直缝焊接 等.
界, 在其表面应力值极小 , 接近于零 ( 即 =0, )随着
焊接 电流 , 0 =10A;
电弧 电压 U=1 2 V;
E( l ) 6 一 =E =
() 1
式 中, 是材料的弹性模量。 本实验采用的应变片型号 C 10 2 A L F2 — A — ; 标称 电阻(2 10±05 Q; . %) 灵敏系数 K=2 4± . . 0 0 5%;
阻应变仪测量试板所释放 的焊接残余应变 ,并求 出
焊接残余应力 。 对 于某一梳条 ,电阻应变仪量得释放应力前后 的 方 向应变分别为 及 。 , 则 方 向上的残余应
力分布 为
=
材料为 L 1 Y 2硬铝合金 ;
焊接 方法 为 自动交流 TG不填丝焊接 ,在板材 I 上 表 面熔 敷 焊接 而 成 。 焊接规范参数为
余拉应力和残余压应力 的峰值都最大 。
2
(: 93 ‘ 22 — 5 )9 0
( 下转 第 1 ) 9页
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
横向残余应力的分布
对于直通焊缝来说,焊缝尾部最后冷却,因而其横向收缩受到 已经冷却的先焊部分的阻碍,故表现为拉应力,焊缝中段则为 压应力。而焊缝初始段由于要保持截面内应力的平衡,也表现 为拉应力,其横向应力的分布规律如图不同焊接方向对横向应 力分布的影响c所示。采用分段退焊和分段跳焊,σy的分布将 出现多次交替的拉应力和压应力区。
当焊缝较长时,中心部分的拉应力值将有所下降,并逐渐趋近 于零。不同长度焊缝上的横向应力分布如图不同长度焊缝上的 横向应力的比较所示。
图 不同长度焊缝上的横向应力的比较
横向残余应力的分布
(2)横向收缩的影响 对于边缘受拘束的板,焊缝及其周围区 域受拘束的横向收缩对横南应力起主要作用。由于一条焊缝的 各个部分不是同时完成的,先焊接的部分先冷却 并恢复弹性, 会对后冷却的部分的横向收缩产生阻碍作用,因而产生横向应 力。基于这一分析可以发现,焊接的方向和顺序对横向应力必 然产生影响。例如:平板对接时如果从中间向两边施焊,中间 部分先于两边冷却,后冷却的两边在冷却收缩过程中会对中间 先冷却的部分产生横向挤压作用,使中间部分受到压应力;而 中间部分会对两端的收缩产生阻碍,使两端承受拉应力。所以 在这神情况下σy的分布表现为中间部分承受压应力,两端部分 承受拉应力,如图不同焊接方向对横向应力分布的影响a所示。
焊缝纵向缩和横向收缩是同时存在的,因此横向应力的两个组 成部分σy和σy每是同时存在的。横向应力σy应是上述两部分应 力σy和σy综合作用的结果。
横向残余应力的分布
横向应力在与焊缝平行的各截面上分布与在焊缝中心线上的分 布相似,但随着离开焊缝中心线距离的增加应力值降低,在板 的边缘处σy=0(见图横向应力沿板宽方向的分布)。由此可 以看出,横向应力沿板材横截面的分布表现为:焊缝中力幅值 大,两侧应力幅值小,边缘处应力值为零。
图 横向应力沿板宽方向的分布
横向残余应力的分布
华侨大学
横向残余应力的分布
横向残余应力产生的直接原因是来自焊缝冷却时的横向收缩, 间接原因是来自焊缝的纵向收缩。另外,表面和内部不同的冷 却过程以及可能叠加的相变过程也会影响横向应力的分布。
图 由纵向收缩引起的横向)纵向收缩的影响 考虑边缘无拘束(横向可以自由收缩) 时平板对接焊的情况。如果将焊件自焊缝中心线一分为二,就 相当于两块板同时受到板边加热的情形。由前述分析可知,两 块板将产生相对的弯曲。由于两块板实际上已经连接在一起, 因而必将在焊缝的两端部分产生压应力而中心部分产生拉应力, 这样才能保证板不弯曲。所以焊缝上的横向应力应表现为两端 受压、中间受拉的形式,压应力的值要比拉应力大得多,如图 由纵向收缩引起的横向应力分布所示。
横向残余应力的分布
如果将焊接方向改为从两端向中心施焊,造成两端先冷却并阻 碍中心部分冷却时的横向收缩,就会对中间部分施加拉应力并 同时承受中间部分收缩所带来的压应力。因此,在这种情况下 σy的分布表现为中间部分承受拉应力,两端部分承受压应力, 如图不同焊接方向对横向应力分布的影响b所示,与前一种情 况正好相反。