宝钢轧制圆管坯技术条件
8 20钢φ180mm圆管坯的试制-肖洪文(方大特钢技术中心)10.08.22

3 试制工艺流程及各工序工艺控制
3.4 精炼
(1)采用精炼渣、硅铁粉或电石、碳化硅还原。 (2)第一个样报出后,根据钢中的Als含量,喂一定的Al线或加钢 芯铝,确保Als达到内控要求。 (3)成份、温度达标后喂硅钙线,并进行软吹氩弱搅拌促进气体、 夹杂物的充分上浮。
3 试制工艺流程及各工序工艺控制
2 开发试制主要设备及工艺技术条件
2.2 产品试制工艺技术条件
2.2.3 连铸设备改造及工艺参数调整 (1)二冷室内增加φ 180圆坯喷淋管,设计时考虑不同断面的快速 更换。 (2)结晶器重新设计,第一次试产需制作准备五台φ 180圆坯结晶 器。 (3)制作四套φ 180圆坯的引锭杆过渡节和引锭头。 (4)电脑配水系统中增加φ 180圆坯的各种参数控制。
3 试制工艺流程及各工序工艺控制
3.1 工艺流程
废钢+铁水 废钢+生铁 30tEBT电炉冶炼 EBT出钢 40tLF炉精炼 软吹氩 保护浇注 φ 180圆管坯连铸
在线监测、火焰切割
合金化 深脱硫
造顶渣 钙处理
电磁搅拌
收集、矫直、缓冷 检验、打捆、标示 装车、出厂
3 试制工艺流程及各工序工艺控制
3.2 原材料
5 结语
(1)通过φ 180mm圆管坯连铸生产的适应性技术改 造和实施精料入炉、初炼泡沫渣脱P、合成渣加精炼 渣深脱S、φ 180mm圆管坯连铸工艺试验摸索等一系 列试制工艺技术开发,成功试制出符合用户要求的 20钢φ 180mm圆管坯。 (2)可充分利用搭建的这一圆管坯新品种开发技术 平台,不断开发新钢种,迅速扩大圆管坯的生产量, 使圆管坯成为公司的又一个重要产品和新的利润增 长点。
宝山钢铁股份有限公司企业标准1

GB/T 4336-2002
碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
GB/T 20066-2006
钢和铁化学成分测定用试样的取样和制样方法
GB/T 20123-2006
钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法) Q/BQB 300
热连轧钢板及钢带的包装、标志及检验文件的一般规定
Q/BQB 301
热连轧钢板及钢带的尺寸、外形、重量及允许偏差
3 分类及牌号
3.1 钢板及钢带的牌号、公称厚度、用途及产品类别如表1所示。
3.2 按表面处理方式分为:
酸洗表面
轧制表面
3.3 按表面质量级别分为:
普通级表面FA
较高级表面FB。
大型国企圆坯连铸工艺技术规程

3.0m/min 233 次/分
± 5mm
55 次/分 0.79m/min
70 次/分
3.0m/min 210 次/分
3.4.3
结晶器冷却水旳调整 结晶器冷却水进水量要保证结晶器导向水套缝隙中水流速度达 6~10 米/秒, 即每流结晶器进水总量不不不小于 2000L/min ,一般状况下为 2200 L/min。 结晶器冷却水旳压力、水温及水质规定如下表:
冷却水量(L/min. 流)
水压(Mpa)
水耗损率(%) 进水温度(0C)
2200
0.6
0.1
<45
温升(0C)
钙硬度(dH)
杂质含量(mg/L)
-
<10
<1
<10
-
3.4.4 二冷水旳调整与检查
每次开浇前必须确认:二冷区冷却水管道畅通,喷嘴无堵塞,无歪斜、喷水
均匀,相邻喷水环旳喷嘴位置互相错开。二冷水旳配水制度要根据钢种、拉速
1.50
1.05
0.85
2
最大浇注能力 Kg/min 618.6 609.2 602.3 584.9
3
最大比水量
L/kg
0.81
0.48
0.44
0.39
4
水嘴处最大水压
bar
7
7
7
7
5
足辊段水嘴数
个
16
16
24
25
序号
项目
单位 φ210 φ270 φ310 φ350
6
足辊段最大水量
L/min
97.7
当铸坯拉出结晶器后,逐渐将拉速调到正常拉速,加速时间不小于 2 分钟。
3.6 3.6.1 3.6.2
圆管坯检验质量标准
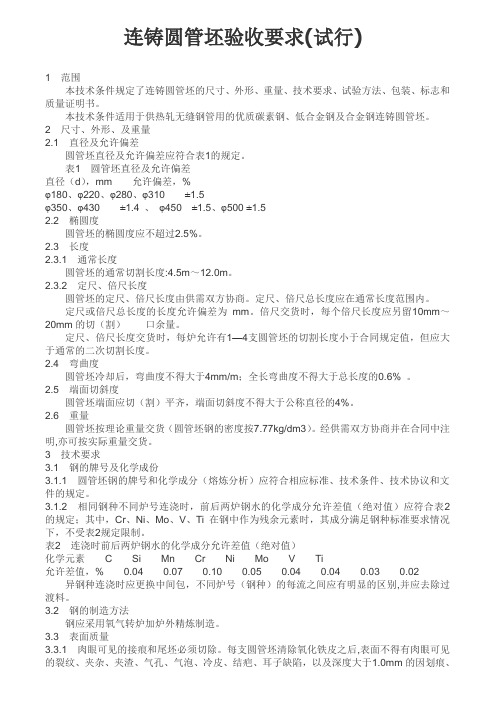
连铸圆管坯验收要求(试行)1 范围本技术条件规定了连铸圆管坯的尺寸、外形、重量、技术要求、试验方法、包装、标志和质量证明书。
本技术条件适用于供热轧无缝钢管用的优质碳素钢、低合金钢及合金钢连铸圆管坯。
2 尺寸、外形、及重量2.1 直径及允许偏差圆管坯直径及允许偏差应符合表1的规定。
表1 圆管坯直径及允许偏差直径(d),mm 允许偏差,%φ180、φ220、φ280、φ310 ±1.5φ350、φ430 ±1.4 、φ450 ±1.5、φ500 ±1.52.2 椭圆度圆管坯的椭圆度应不超过2.5%。
2.3 长度2.3.1 通常长度圆管坯的通常切割长度:4.5m~12.0m。
2.3.2 定尺、倍尺长度圆管坯的定尺、倍尺长度由供需双方协商。
定尺、倍尺总长度应在通常长度范围内。
定尺或倍尺总长度的长度允许偏差为mm。
倍尺交货时,每个倍尺长度应另留10mm~20mm的切(割)口余量。
定尺、倍尺长度交货时,每炉允许有1—4支圆管坯的切割长度小于合同规定值,但应大于通常的二次切割长度。
2.4 弯曲度圆管坯冷却后,弯曲度不得大于4mm/m;全长弯曲度不得大于总长度的0.6% 。
2.5 端面切斜度圆管坯端面应切(割)平齐,端面切斜度不得大于公称直径的4%。
2.6 重量圆管坯按理论重量交货(圆管坯钢的密度按7.77kg/dm3)。
经供需双方协商并在合同中注明,亦可按实际重量交货。
3 技术要求3.1 钢的牌号及化学成份3.1.1 圆管坯钢的牌号和化学成分(熔炼分析)应符合相应标准、技术条件、技术协议和文件的规定。
3.1.2 相同钢种不同炉号连浇时,前后两炉钢水的化学成分允许差值(绝对值)应符合表2的规定;其中,Cr、Ni、Mo、V、Ti在钢中作为残余元素时,其成分满足钢种标准要求情况下,不受表2规定限制。
表2 连浇时前后两炉钢水的化学成分允许差值(绝对值)化学元素 C Si Mn Cr Ni Mo V Ti允许差值,% 0.04 0.07 0.10 0.05 0.04 0.04 0.03 0.02 异钢种连浇时应更换中间包,不同炉号(钢种)的每流之间应有明显的区别,并应去除过渡料。
轧钢用水平连铸圆坯标准
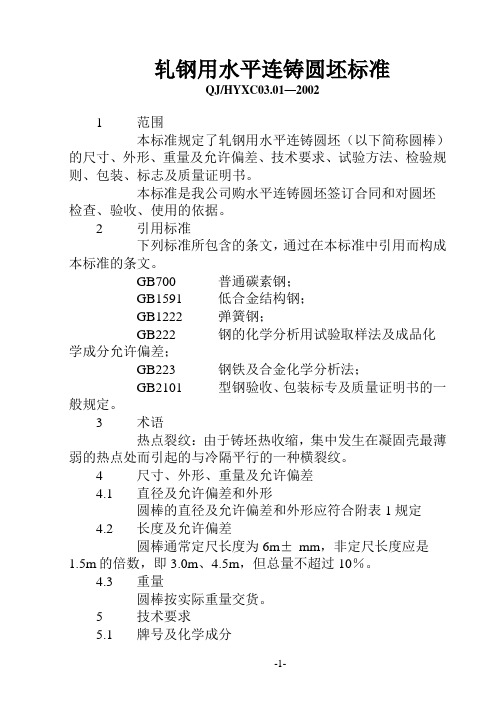
轧钢用水平连铸圆坯标准QJ/HYXC03.01—20021 范围本标准规定了轧钢用水平连铸圆坯(以下简称圆棒)的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准是我公司购水平连铸圆坯签订合同和对圆坯检查、验收、使用的依据。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
GB700 普通碳素钢;GB1591 低合金结构钢;GB1222 弹簧钢;GB222 钢的化学分析用试验取样法及成品化学成分允许偏差;GB223 钢铁及合金化学分析法;GB2101 型钢验收、包装标专及质量证明书的一般规定。
3 术语热点裂纹:由于铸坯热收缩,集中发生在凝固壳最薄弱的热点处而引起的与冷隔平行的一种横裂纹。
4 尺寸、外形、重量及允许偏差4.1 直径及允许偏差和外形圆棒的直径及允许偏差和外形应符合附表1规定4.2 长度及允许偏差圆棒通常定尺长度为6m±mm,非定尺长度应是1.5m的倍数,即3.0m、4.5m,但总量不超过10%。
4.3 重量圆棒按实际重量交货。
5 技术要求5.1 牌号及化学成分5.1.1 牌号及化学成分应符合附表2规定。
5.1.2 圆棒的化学成分允许偏差应符合GB222的标准。
5.2 冶炼方法电弧炉冶炼。
5.3 交货状态圆棒以铸态交货。
5.4 表面质量5.4.1 圆棒表面不应有肉眼可见的结疤、纵裂纹、夹渣及深度超过3mm的气孔等缺陷。
圆棒端面不应有肉眼可见的缩孔。
允许有从实际尺寸算起不超过2mm的划痕、压痕及折皱存在,允许有深度不大于1mm的热点裂纹及冷隔存在。
5.4.2 圆棒表面缺陷应清除,清除深度从实际尺寸算起不应大于直径的5%,清理处应圆滑无棱角,清理宽度不应小于深度的6倍,在同一截面最大清理深度只准有一处。
6 试验方法圆棒的试验方法、取样部位及数量应符合附表3的规定。
7 检验规则7.1 检查和验收圆棒的化学成分由供方提供。
圆棒的尺寸和表面质量由技术质量部负责检查验收。
Q-BQB 110-2009 轧制方坯
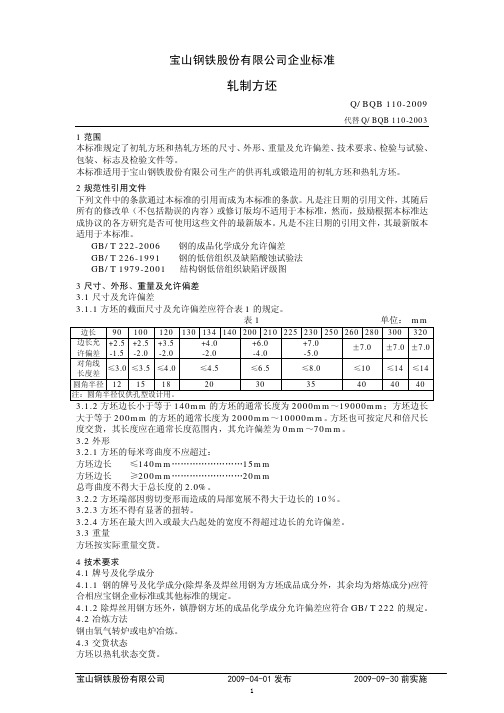
宝山钢铁股份有限公司企业标准轧制方坯Q/BQB 110-2009代替Q/BQB 110-2003 1范围本标准规定了初轧方坯和热轧方坯的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的供再轧或锻造用的初轧方坯和热轧方坯。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 226-1991 钢的低倍组织及缺陷酸蚀试验法GB/T 1979-2001 结构钢低倍组织缺陷评级图3尺寸、外形、重量及允许偏差3.1尺寸及允许偏差3.1.1方坯的截面尺寸及允许偏差应符合表1的规定。
表1 单位:mm 边长90 100 120 130 134 140 200 210 225 230 250 260 280 300 320边长允许偏差+2.5-1.5+2.5-2.0+3.5-2.0+4.0-2.0+6.0-4.0+7.0-5.0±7.0 ±7.0 ±7.0对角线长度差≤3.0 ≤3.5 ≤4.0 ≤4.5 ≤6.5 ≤8.0 ≤10 ≤14 ≤14 圆角半径12 15 18 20 30 35 40 40 40 注:圆角半径仅供孔型设计用。
3.1.2方坯边长小于等于140mm的方坯的通常长度为2000mm~19000mm;方坯边长大于等于200mm的方坯的通常长度为2000mm~10000mm。
方坯也可按定尺和倍尺长度交货,其长度应在通常长度范围内,其允许偏差为0mm~70mm。
3.2外形3.2.1方坯的每米弯曲度不应超过:方坯边长≤140mm……………………15mm方坯边长≥200mm……………………20mm总弯曲度不得大于总长度的2.0%。
外购无缝钢管用连铸圆管坯通用技术条件
攀钢集团成都钢钒有限责任公司厂控技术条件外购无缝钢管用连铸圆管坯通用技术条件CK 362.1—20151 范围本标准规定了连铸圆管坯的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本标准适用于攀成钢公司外购制造无缝钢管用连铸圆管坯(以下简称圆坯)。
2 规范性引用文件凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 226 钢的低倍组织及缺陷酸蚀检验方法GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定GB/T 4336 碳素钢和中低合金钢光谱分析方法GB/T 10561 钢中非金属夹杂物显微评定方法GB/T 20066 钢的化学成份分析用试样取样和制样方法YB/T 4149—2006 连铸圆管坯3 尺寸、外形、重量及允许偏差3.1 直径及允许偏差圆坯的直径及允许偏差应符合表1的规定。
表1 圆坯的直径及允许偏差 单位:毫米公称直径(Φ)允许偏差避开扁平区测量280 ≤Φ<350 ±1.3% Φ350 ≤Φ≤650 ±1.2% Φ注:扁平区指连铸过程中拉矫辊在圆坯表面压成的平面。
3.2 长度圆坯通常长度为4.5~12米(合同另有约定的除外)。
圆坯按定尺长度交货,定尺长度允许偏差为+30 mm ~+100 mm。
允许交付短于定尺的长度,但须倍尺交货,单倍尺长度的允许偏差为0 ~+50 mm,单倍尺长度在合同中注明。
3.3 不圆度圆坯的不圆度应符合表2的规定。
3.4 弯曲度圆坯的的每米弯曲度应不大于4 mm,全长弯曲度应不大于圆坯总长度的0.5%。
表2 圆坯的不圆度 单位:毫米公称直径(Φ)不圆度*不避开扁平区测量避开扁平区测量280 ≤Φ<350 ≤4.0% Φ≤2.0% Φ350 ≤Φ≤650 ≤3.5% Φ≤1.5% Φ*不圆度的计算公式:不圆度=Φmax -Φmin,其中:Φmax、Φmin分别为实测圆坯同一截面直径的最大值和最小值。
017-锻钢冷轧辊辊坯制造技术
锻钢冷轧辊辊坯制造技术张洪奎, 徐明华(宝山钢铁股份有限公司特殊钢分公司上海200940)摘要:本文阐述了锻钢冷轧辊的发展历程、锻钢冷轧辊对辊坯送技术要求、辊坯的制造技术及发展方向。
辊坯制造通常采用电渣重熔技术、高温扩散处理技术、锻造变形的热加工技术及锻后正火处理、球化退火处理和扩氢处理技术。
并指出微合金化技术是提高冷轧辊使用寿命的发展方向;开发电炉精炼钢冷轧辊是提高锻钢冷轧辊市场竞争力的有效途径。
关键词:锻钢冷轧辊;辊坯制造;电渣重熔;电炉精炼;锻造;锻后热处理Technology of Forging cold roll BlankZhang Hongkui, Xu Minghua(BAOSHAN IRON & STEEL CO.,LTD Special Steel Branch, Shanghai, 200940)Abstract: The development process of forging cold roll, the requirements for cold roller blank ,the manufacturing technic of cold roll blank and the development direction have been discussed in this paper. The electric slagrefining, the diffuseness under high temperature, forging deformation, normalizing, sphere annealing anddiffuseness hydrogen have been applied in manufacturing cold roll. Tiny alloyed technic is the developmentdirection of improving the life of cold roller. Development ladle furnace vacuum refining cold roller is aneffective method for promotion competition advantage of forging cold roller.Key Words : Forging cold roll;Manufacturing of cold roll blank;Electric slag refining;Vacuum refining;Forging;Heat treatment after forging1 锻钢冷轧辊的发展历史冶金轧辊是金属轧制设备上必备的主要部件,作为一种特殊工具用来使金属产生塑性变形,轧制出各种轧材产品。
连铸圆坯BQB151-2003
≤0.17
0.10~0.35
0.40~0.80
≤0.035
≤0.035
St45.8
≤0.21
0.10~0.35
0.40~1.20
≤0.035
≤0.035
27MnSi
0.24~0.32
1.10~1.40
1.10~1.40
≤0.030
≤0.030
4.2 冶炼方法
钢由电炉冶炼,并根据不同钢种的技术要求采取相应的炉外精炼工艺。
4.3 交货状态
以连续浇铸的圆坯交货。
4.4 低倍
经供需双方协商,并在合同中注明,可进行低倍组织检验,指标由双方协议规定。
4.5 表面质量
4.5.1 圆坯表面不得存在肉眼可见的裂纹、结疤、砂眼、气孔、针眼等缺陷,但允许存在深度
小于 1.5mm 的机械划痕、印痕等缺陷。
4.5.2 圆坯表面缺陷允许清理。清理处应圆滑无棱角。清理深度不得超过 7mm,其长深比≥8,
圆坯原则上应是平直的,局部弯曲≤4mm/m,总的弯曲不得大于全长 0.4%。 3.3.2 不圆度
圆管坯的不圆度不得大于直径公差的 85%。 3.3.3 端面切斜
圆坯端面应与轴线垂直,切斜不得大于 6mm。 3.4 重量
圆坯按实际重量交货,经供需双方协商并在合同中注明,也可按理论重量交货。
4 技术要求 4.1 牌号及化学成分
0.17~0.37
0.50~0.80
≤0.035
≤0.035
St52.0
≤0.22
≤0.55
≤1.60
≤0.035
≤0.035
St55
0.33~0.41
0.17~0.37
0.50~0.80
(技术规范标准)国家标准锻钢冷轧工作辊通用技术条件修订
(技术规范标准)国家标准锻钢冷轧工作辊通用技术条件修订国家标准《锻钢冷轧工作辊通用技术条件》(送审稿)编制说明宝钢集团常州轧辊制造公司二○○七年九月中华人民共和国国家标准《锻钢冷轧工作辊通用技术条件》(送审稿)编制说明1修订任务来源根据冶金工业信息标准研究院冶信标院[2003]045号文“关于转发2003年制修订国家标准项目和2002年增补项目计划的函”的要求,国家标准GB/T13314-1991《锻钢冷轧工作辊通用技术条件》的修订工作由常州宝菱重工机械有限公司(以下简称常州宝菱)承担。
根据宝钢集团内部产品结构调整,今年九月,常州宝菱和宝钢集团常州轧辊制造公司(以下简称常州轧辊)共同商量,报请冶金机电标准化技术委员会同意,标准的修订工作由常州轧辊承担。
国家标准GB/T13315-1991《锻钢冷轧工作辊超声波探伤方法》的修订工作由中钢集团衡阳重机有限公司(以下简称中钢衡重)承担。
2修订本标准的重要性由常州冶金机械厂起草的GB/T13314-1991《锻钢冷轧工作辊通用技术条件》和由衡阳冶金机械厂起草的GB/T13315-1991《锻钢冷轧工作辊超声波探伤方法》,自1991年发布实施后,在指导锻钢冷轧辊设计、推动锻钢冷轧辊制造技术的发展,提高轧辊及冷轧产品质量起到了积极作用。
近十年来,冷轧机设计性能及装机水平不断提高,冷轧产品的结构、品种不断增加,促进了轧辊的制造技术迅速发展。
2.1轧机性能的发展变化上世纪九十年代以前,以二辊、四辊单机架不可逆轧制为主,仅宝钢、本钢、攀钢等国有大型钢厂有几套串联式连轧机,近十年特别是进入二十一世纪以来,我国引进或自行设计制造了批量的串联式连轧机组、六辊或四辊可逆机。
轧机自动化控制程度高、轧制速度快、产量高,板形控制能力强。
轧机按板型控制形式分主要有CVC系列、HC系列、UC系列,大量采用冷轧辊在线轴向移动或交叉、弯辊。
为降低工作辊备件消耗,控制轧机生产成本,工作辊的有效使用层深度增加,这对冷轧工作辊的设计及制造质量提出了新的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝山钢铁股份有限公司企业标准
Q/BQB 150-2003
轧制圆管坯代替Q/BQB 150-1999
1 范围
本标准规定了轧制圆管坯的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的供制造结构用无缝钢管、锅炉用无缝钢管和油井管等的轧制圆管坯。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的化学分析用试样取样法及成品化学成份允许偏差
GB/T 223 钢铁及合金化学分析方法
GB/T 226 钢的低倍组织及缺陷酸蚀试验法
GB/T 1979 结构钢低倍组织缺陷评级图
GB/T 10561 钢中非金属夹杂物显微评定法
GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定
3 尺寸、外形、重量及允许偏差
3.1 圆管坯的公称直径及允许偏差
3.1.1 圆管坯的直径及允许偏差应符合表1的规定。
表1 mm
3.1.2 圆管坯的不圆度不得大于公称直径公差的75%。
3.2 长度
圆管坯通常长度为2m~10m。
圆管坯也可按定尺和倍尺长度供货,其长度应在通常长度范围内,其允许偏差为+50mm。
3.3 外形
3.3.1 弯曲度
圆管坯原则上可以滚动,局部弯曲度≤4mm/m,总弯曲度不得大于总长度的0.4%。
3.3.2 端部
圆管坯端面必须与轴线垂直,切斜不得大于6mm。
端面毛刺不得大于6mm。
3.3 重量
圆管坯按实际重量交货,经供需双方协商并在合同中注明,也可按理论重量交货。
4. 技术要求
4.1 牌号及化学成分
4.1.2 钢的牌号及化学成分(熔炼分析)应符合表2的规定。
如供方能保证钢中残余元素符合表2的规定,可不进行这些元素的化学分析。
4.1.3 经供需双方协议,并在合同中注明,亦可供应其他牌号的圆管坯。
4.2 冶炼方法
钢由氧气转炉冶炼。
高压锅炉管、油井管及钻杆接头用圆管坯的钢应经炉外精炼。
4.3 交货状态
圆管坯以热轧状态交货。
表2
4.4 低倍组织
4.4.1 在圆管坯横截面酸浸试片上检查低倍组织,不得有肉眼可见的残余缩孔、白点、分层、裂纹、气泡、翻皮和夹杂。
4.4.2 允许存在的低倍组织缺陷,钻杆接头用圆管坯一般疏松、中心疏松、偏析各不大于1.5级,其他类管坯各不大于2.5级。
皮下夹杂和皮下气泡的深度不得超过2mm。
4.5 非金属夹杂物
高压锅炉管、油井管及钻杆接头用圆管坯应按GB/T 10561中A法进行非金属夹杂物评级,高压锅炉管、油井管用圆管坯的各类夹杂物级应分别不大于JK 系列评级图的2.5级,钻杆接头用圆管坯的各类夹杂物级应分别不大于2.0级。
4.6 表面质量
4.6.1 圆管坯表面不得有裂纹、结疤、折叠和夹杂,允许深度不大于直径负偏差的刮伤、凹面、麻
面和深度或高度不大于0.5mm的发纹和耳子存在。
4.6.2 圆坯表面缺陷允许清理。
清理处应圆滑无棱角。
清理宽度不得小于清理深度的6倍。
在同一截面清理深度不得大于公称直径的4%。
4.6.3 经供需双方协议,并在合同中注明,结构管和低中压锅炉管圆管坯可以未清理的黑皮管坯交货,深度不大于公称直径4%的表面缺陷允许存在。
5 检验与试验
5.1 每批圆管坯的检验项目、取样数量、取样方法和试验方法应符合表3的规定。
表3
5.2 圆管坯按炉次号进行检查和验收。
5.3 圆管坯复验和判定规则应符合GB/T 2101的规定
6 包装、标志和质量证明书
圆管坯的包装、标志和质量证明书应符合GB/T 2101的规定。
附加说明:
本标准代替Q/BQB 150-1999。
本标准与Q/BQB 150-1999相比主要变化如下:
――增加可供规格直径90mm、100mm;
――增加牌号27MnSi、SA106-B、SA210-C、25MnG、37CrMnMo4H1;
――用St37.0、St44.0、St52.0代替原牌号St35、St45、St52;
--增加37CrMnMo4H1相应低倍组织和非金属夹杂物要求。
本标准由宝山钢铁股份有限公司制造管理部提出。
本标准由宝山钢铁股份有限公司制造管理部起草。
本标准起草人:杨新亮。
本标准于1985年首次发布,1994年第一次修订,1999年第二次修订。