电解槽破损分析
240KA电解槽事故处理

一、冷槽处理(一)现象:1、电解质水平明显下降,粘度增大,流动性差,顔色发红,火苗淡蓝紫色,软弱无力。
2、阳极效应提前发生,交次数频繁,效应电压高,效应灯明亮。
3、槽底有大量沉淀,炉膛不规整,炉膛缩小、铝水平上升、极距缩小、槽电压有自动下降现象。
4、冷槽初期,氧化铝壳面厚而硬,后期,电解质酸性化,结壳变厚而完整。
(二)处理1、加强保温,作业时速度加快,及时加足保温料,盖板盖好,减少热量损失。
2、适当降低铝水平,减少热损失,但要防止降铝水平时发生压槽。
3、适当提高槽电压、增加槽内热量收入。
4、拉长加工间隔时间,尽量减少槽内热量的损失,以利于槽底沉淀及结壳的熔化。
5、适当缩短效应间隔,利用效应提高槽温,处理槽底沉淀。
二、热槽处理(一)现象:1、电解质颜色发亮,挥发厉害,火苗黄而无力,电解质与碳碴分离不清,从火眼中喷出气体中含有细小的炭黑。
2、电解质水平及分子比升高,铝水平下降。
3、测两水平时,电解质与铝液之间的界线分不清,铁钉子尖端烧成白热。
4、槽电压有自动增高现象,效应时效应灯暗淡而滞后,且不易熄灭。
(二)处理1、由电压表误差所引起极距变化产生的热槽,可调整极距至正常,并降低电解温度。
2、当槽内铝水平低时,可铝量或压铝,也可向槽内添加固体铝。
3、当阳极底掌不平而引起的热槽,可提出此极人工打掉不平位置,装极时可比原位置高,并降低槽温。
4、热槽应避免效应,保证供料、下料正常。
5、电解质过热时,可向槽内添加冰晶石,若电解质仍然过热,其水平过高,可采取倒换电解质的办法降低槽温。
三、压槽处理(一)现象1、火苗黄而软弱无力,时冒时回,电压摆动,有时会自动上升。
2、阳极周围的电解质有局部沸腾微弱或不沸腾。
3、电解质温度高而发粘,碳渣分离不清向外冒白条状物,阳极气体排出困难。
(二)处理1、出现压槽,可抬高阳极,使电解质均匀沸腾,如果槽温过高,可按一般热槽处理。
2、如果阳极与沉淀和结壳接触而产生的压槽,首先必须抬起该阳极,使之脱离接触,并处理好该极底掌,电解质低时可向槽内灌电解质,电压稳定时可处理沉淀,规整炉膛,后按一般热槽处理。
铝电解槽水平电流形成原因及对策
铝电解槽水平电流形成原因及对策作者:陈应斌来源:《中国科技纵横》2013年第13期【摘要】本文分析铝电解槽在生产过程中水平电流对电解槽的危害和水平电流形成原因,并针对问题,从工艺和管理的角度制定对策,解决问题。
【关键词】水平电流危害原因对策阴极结构管理前言目前铝电解生产中采用的是氧化铝一冰晶石熔融电解法,在理想的铝电解生产中,强大的直流电从阳极以垂直的方式经过电解质液层、铝液层到达阴极,这部分电流直接参与电化学反应,我们称这部分电流为垂直电流。
但是在实际的铝电解生产中,除了垂直电流外,总有一部分电流不做工,只增加能耗,我们称这部分电流为水平电流。
水平电流对铝电解生产危害很大,归纳有以下三点:(1)水平电流直接从侧部导出,没有参与铝电解的电化学反应,导致电流空耗,影响生产指标;(2)水平电流与水平磁场相互作用是造成槽中铝液波动的主要原因,铝液波动会引起电压摆,严重时甚至产生滚铝,造成槽况波动;(3)水平电流会使电解质流速加快,冲蚀炉帮,摧毁炉膛引发槽内衬破损,影响槽寿命。
因此,分析水平电流形成原因和制定对策,对节能降耗有着深远的意义。
1 水平电流形成原因1.1 水平电流的形成与电解槽设计相关电解槽系列由于系列电流及其导电母线的存在,所产生的磁场对电解槽内流场、热场形成影响,最终导致水平电流的产生。
一旦磁场设计存在缺陷,后期可以通过增加补偿母线解决,但是由于价格等因素影响,一般不采用;目前只有通过调整工艺技术条件和加强电解槽生产管理来抵消、化解水平电流造成的不利影响。
1.2 水平电流的形成与电解槽生产管理相关理想情况的电解槽,炉底干净、炉膛规整适中、槽内所有电流全部是垂直电流。
但是在正常生产中会出现不同的问题。
1.2.1 炉底沉淀导致水平电流的形成电解槽在生产过程中,炉底或多或少地产生沉淀,沉淀一方面它随铝液流动而磨损阴极,另一方面它大大增加电解槽的槽电阻,使阴极上的电流分布不均匀。
当技术条件进一步恶化时,导致电解槽出现冷行程时,沉淀则会逐渐变成炉底结壳,使阴极区域导电变差,垂直电流受阻形成水平电流,只能从侧部导出。
600kA大型铝电解槽稳定运行实践分析杨防龙

600 kA大型铝电解槽稳定运行实践分析杨防龙发布时间:2023-05-07T09:01:17.351Z 来源:《中国电业与能源》2023年5期作者:杨防龙[导读] 大型铝电解槽是铝工业生产过程中不可或缺的设备之一,其生产规模大、数量多,但同时也存在着能耗高、稳定性差、阳极炭块消耗过快、阴极铝液质量不稳定、维护难度大等问题。
为了解决这些问题,本文提出了优化路径,包括降低电解槽能耗、提高电解槽稳定性、延长阳极炭块寿命、提高阴极铝液质量稳定性等方面,从而提高大型铝电解槽的生产效率和经济效益。
广西百矿田林铝业有限公司广西隆林 533308摘要:大型铝电解槽是铝工业生产过程中不可或缺的设备之一,其生产规模大、数量多,但同时也存在着能耗高、稳定性差、阳极炭块消耗过快、阴极铝液质量不稳定、维护难度大等问题。
为了解决这些问题,本文提出了优化路径,包括降低电解槽能耗、提高电解槽稳定性、延长阳极炭块寿命、提高阴极铝液质量稳定性等方面,从而提高大型铝电解槽的生产效率和经济效益。
关键词:大型铝电解槽;能耗;稳定性;阳极炭块;阴极铝液引言铝电解槽是铝工业生产的核心设备之一,其稳定运行对于保证铝产量和质量至关重要。
600 kA大型铝电解槽是目前铝工业中最常见的电解槽之一,其设计和运行均具有一定的挑战性。
在实践中,需要通过对电解槽的结构、材料、工艺等方面的优化,以及对电解液、电流密度等参数的控制,来保证电解槽的稳定运行。
因此,对于600 kA大型铝电解槽的稳定运行实践进行深入分析,对于提高铝工业生产效率和质量具有重要意义。
1.大型铝电解槽概述1.1电解槽的基本结构电解槽是一种重要的化学反应设备,其基本结构包括阳极区和阴极区。
阳极区是指电解槽中负电极所在的区域,其主要作用是将电子输送到电解质中,使得阳离子得到电子从而发生氧化反应;阴极区则是指电解槽中正电极所在的区域,其主要作用是从电解质中吸收电子,使得阴离子得到电子从而发生还原反应。
铝电解槽扎固问题分析及相应改进措施探讨
解槽 阴极 装置 同铝 液直接 接触 , 与 电化 学反应 , 参 是
决 定 电解槽 寿命 的关键 。
/一
间缝 渗入 电解质 和铝液 导致 早 期 破 损 的 占 8 % , 2 侧 部渗 入 电解 质和 铝液 导致早 期破 损 的 占 1 % , 他 0 其
占8 %。这 充 分 表 明 , 电解 槽 早 期 破 损 的 主 要 部 位 是 阴极 装置 的底 部 。铝 电解 槽 的 扎 固 , 特别 是 底 部
黄 昕 , 义伦 , 先 琼 , 晓 宏 刘 赵 金
( 中南 大学 机 电工程 学 院 , 沙 4 0 3 长 1 8) 0
摘 要 : 结合生产实际 , 从扎固的工艺、 糊料 、 设备 、 质量检测等方 面对电解槽扎 固的现状进 行综合分析 。分 析表明, 基础理
论研究缺乏、 国家 标 准 不 完 善 、 产 设 备 陈 旧 、 生 检测 方法 落 后 是 造 成 铝 电 解 槽 扎 固 质 量 不 高 的 主 要 原 因 。 目 前 急 需 加 强扎 固 的 基 础理论研究, 并在 此 基 础 上 完 善 糊 料 、 固 工 艺 和质 量 检测 的 国家 标 准 , 发 自动 化 扎 固 设 备 和先 进 检 测 方 法 , 高 扎 固 质 量 从 而 扎 开 提
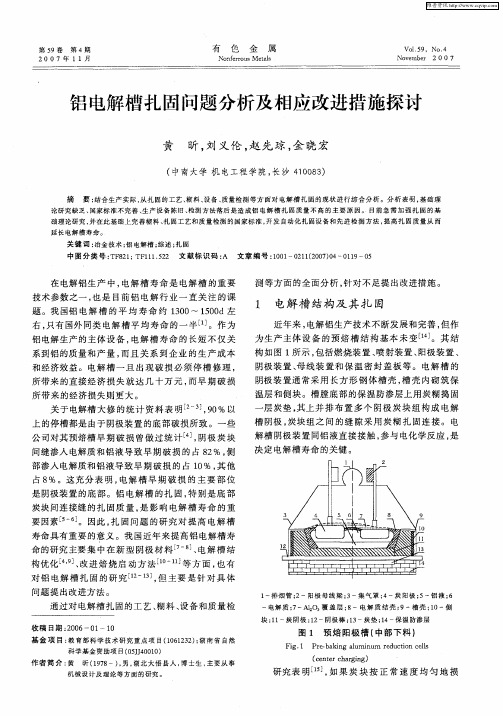
F g 1 P e b k n l mi u r d cin c l i . r - a i g au n m e u t el o s
作者简介 : 黄
昕( 9 8 , 湖北大悟 县人 , 1 7 一) 男, 博士生 , 主要从事
( e t h rig cn e c agn ) r
和 经济效 益 。电解 槽 一 旦 出现 破 损 必须 停 槽 修 理 ,
铝电解槽石墨化阴极的性能分析及改善措施

铝电解槽石墨化阴极的性能分析及改善措施赵亚军【摘要】铝电解槽阴极炭块作为电解槽的内衬和阴极导电材料,直接关乎到电解槽的使用寿命及生产指标,在电解铝生产中起到非常重要的作用.本文重点介绍了铝电解槽石墨化阴极炭块电阻率低、热导率高、抗热冲击性能高、钠渗透膨胀率低等主要特点,以及其在降低电解槽能耗、提高电流效率、延长电解槽寿命等方面的作用,并结合东兴铝业公司500kA电解槽实际情况提出该公司采用石墨化阴极后在炉底保温、筑炉质量、技术条件调整以及电解槽日常管理等方面的一些改善措施.【期刊名称】《世界有色金属》【年(卷),期】2017(000)014【总页数】3页(P18-20)【关键词】铝电解槽;石墨化阴极;改善措施;阴极材料【作者】赵亚军【作者单位】酒泉钢铁(集团)公司技术中心,甘肃嘉峪关735100【正文语种】中文【中图分类】TF111Abstract:The cathode carbon block of aluminum electrolysis cell used as the inner lining of the electrolysis cell and the cathode conductive material is directly related to the electrolytic cell service life and production index.It plays an important role in the electrolytic aluminum production.The papermainly introduces the main characteristics of low resistivity, high thermal conductivity, high thermal shock resistance and low sodium penetration expansion rate of the graphitized cathode carbon block of aluminum electrolysis cell, as well as its role in saving energy, improving current efficiency, extending electrolysis cell service life and so on.According to the practical production of the large aluminum company 500kA electrolytic cell, the paper proposes some improvement measures on thermal insulation in the furnace bottom, furnacebuilding quality, technical conditions adjustment and electrolytic cell daily management after employing the graphitized cathode.Keywords:aluminum electrolysis cell; graphitized cathode; improvement measures; cathode material自2016年以来,煤炭供给侧改革力度较大,带动煤价上涨,氧化铝、氟化铝价格随铝业市场回暖上涨明显,导致电解铝成本大幅度上升;加之国家高度重视环境保护,尤其对重工业的环保要求日益严格,电解铝行业正在面临着成本和环保的双重考验。
210kA电解槽事故分析及应急方案

磁 场平衡 原理 来 分布 , 使 串联 中 的任 一 电 解槽 致
槽溶断 母线 或母 线 短 路 放 炮 引 起 系 列 停 电, 果 如 不 能及 时恢 复 系列 送 电 , 间越 长 造 成 的 损 失 将 时
文 章 编 号 :0 9 2 6 ( 0 0 0 — 0 2 - 0 10— 2921)6 04 4
2 A 电 解 槽 事 故 分 析 及 应 急 方 案 k 1 O
王 亮
( 甘肃 华 贵 鹭 铝业 有 限公 司 电 解 厂 , 肃 白银 70 0 ) 甘 3 9 O
摘要 :通过 对铝 电解 生产 中电解槽 事故 引发 的 系列停 电现 象的分 析 , 出 了具体 的应 急方案 , 提 探
・ 5・ 2
2 )在生 产槽 因从 阴极 钢棒 处 漏 槽 , 槽 底 母 使 线 溶 断 , 槽停 槽后 , 一 台槽 同该 槽 底母 线 连 接 该 下 的立柱 母 线将 无法 正常 供 电 D5. - 2
2 事故 发 生 后 应 急 策 略分 析 及 制 定
针对 电解槽 在 整条 系 列 中所 处 位置 及 母线 配 置情 况 制造 相 应 的应 急母 线 , 事 故 发 生 槽 从 系 将 列 中剔 出 , 保 证整 条系 列及 时恢 复 生产. 来 对应 不 同部 位 制 作 应 急 压 接 母 线 , 用 压 接 采 头加 软带 形 式 , 求母 接 压 接 头 具 有 一 定 的 承 压 要
电解 槽 ( 图中 3 6号槽 ) 电解 槽 发生 影 响整 条 系列 .
* 收 稿 日 期 : 0 00 - 3 2 1 —4 2
作者简介 : 王
某铝厂铝电解槽底部漏炉停槽事故案例

某铝厂铝电解槽底部漏炉停槽事故案例1.案例来源案例来自企业调研过程。
2.案例描述2010年3月26日某电解铝厂1051号槽Fe含量突然由24日的0.123%上升至0.226% 分厂当日开始对该槽进行排查分析,同时安排重新取样,16时化验分析结果为0.23%,由于Fe含量突然上升且较快,初步怀疑是化钢爪,通过检查残极没有发现化钢爪现象,通过对换极处炉底进行探摸,没有发现破损部位,工区对此槽采取了降低槽温控制。
3月27日Fe含量为0.259%,为进一步明确具体原因,将该槽之后需要更换的B7、A9、B2、A5、B8逐一提出检查残极是否化爪,并对炉底进行探摸,也没有发现化爪现象及炉底破损,并对该槽阴极电流分布和阴极钢棒温度进行了测量,阴极电流分布修正后,A侧第21、22、23组阴极(从出铝端数)较大,但将A9阳极提出来后阴极没有问题,阴极电流分布第13根钢棒B侧导电特别少,钢棒温度结合其他槽对应部位分析,钢棒温度最高为233℃,无异常。
3月28日11时化验分析Fe含量升至0.318%。
分厂安排工区每个班取样两次,并每班对阴极电流分布及钢棒温度进行测量,要求专人看护。
3月28日13时20分左右,工区通过对阴极电流分布测量发现第13组阴极钢棒阴极电流分布过小,因此将该处B6极拔出探摸炉底是否中缝处存在裂缝,当时副区长田**、当班班长于德淼、副班长王庆山、作业长陈晓峰共同对此处进行探摸,于德淼先进行摸测,摸到B6、B7处伸腿较大结壳较厚,摸完后于德淼到出铝端休息,并和陈晓峰讲炉底情况,王庆山和田万成继续对该处进行摸测,正在讲述中,突然发现A侧有黑烟冒起,赶快跑到该处查看, 发现A侧出铝端数第5组阴极钢棒下往外漏铝,漏点直径大约6cm,于德淼赶快跑到出铝端,喊“1051#A面漏铝了”,启动应急预案并准备停槽工具,陈晓峰组织人员运送料块并安排专人在槽控机前控制电压,王庆山联系其他区作业长带骨干人员到场协助处理,当时天车在场,立即对该处进行扎固处理,同时班长于德淼向当班生产调度汇报,并通知调度协调做好降负荷准备,并向分厂厂长汇报,厂长马上到场参与指挥,经扎固漏铝处流速没有减小的趋势,便把A3、A2极拔出,在该处投放破碎料块并进行扎固,但还是没有太大效果,分厂立即向陈总进行汇报,陈总到场查看后,对该槽进行停槽处理。
低电压生产电解槽侧部碳化硅结合氮化硅升起的原因及预防措施

低电压生产电解槽侧部碳化硅结合氮化硅升起的原因及预防措施摘要:现阶段的低电压铝电解槽生产中,侧部碳化硅升起现像比较普遍,甚至出现顶坏电解槽槽沿板的情况。
露出电解槽的部分碳化硅会出现不同程度的氧化,从而造成电解槽破损。
为了防止电解槽侧部早期破损,达到延长电解槽槽寿命的目的,必须对侧部碳化硅升起进行严格的控制。
关键词:铝电解槽;碳化硅结合氮化硅;槽沿板;破损;热膨胀前言在生产中遇到电解侧部碳化硅结合氮化硅升起的现象,会对生产造成了不良的影响,轻则使电解槽铝液中铁、硅含量升高、电压波动,造成电解槽平均电压升高电流效率下降,严重的使电解槽出现侧部出现早期破损;本文对电解槽侧部碳化硅结合氮化硅升起的原因进行分析,并制定了防控措施,在实施过程中效果比较明显。
1、铝电解槽结构分析铝电解槽是铝电解生产的主体设备.到目前为止铝电解槽的阳极有所不同,但是阴极结构基本相同.电解槽的寿命取决于阴极,因此电解槽的寿命通常指的是阴极的寿命.铝电解槽阴极由电解槽槽壳、保温材料、耐火材料和炭素内村四部分组成.铝电解槽侧部碳化硅结合氮化硅直接与电解质和铝液相接触,是铝电解槽的关键部位,这不仅是由于它是盛置熔融的铝液和电解质的容器,更为重要的它还作为一种导热性能良好,易形成电解质结壳炉帮的材料.铝电解槽的侧部是由侧部碳化硅结合氮化硅块和扎固糊扎固而成。
铝电解槽内衬按区域分,可分为底部内衬和侧部内衬.底部内衬从功能上讲,起着支承阴极结构和保温的作用.侧部内衬则主要起着保护钢制金属外壳面免受电解质熔体的侵蚀的作用.由于电解质的强烈腐蚀性,仅仅靠侧部内衬材料尚不足以抵御电解质的长期侵蚀,因此,希望在侧部内衬里侧形成一层所谓的炉帮,来保护侧部内衬。
2、电解槽侧部碳化硅结合氮化硅升起的原因电解槽在前期的生产中很少有侧部碳化硅结合氮化硅升起的发生.侧部碳化硅结合氮化硅升起有一个过程,在焙烧启动时,电解质不断渗入侧部扎固缝和碳化硅结合氮化硅裂缝中,一部分形成结晶,碳化硅结合氮化硅内部产生较大的应力,碳化硅结合氮化硅体积发生明显的膨胀.这种应力产生的膨胀会使部碳化硅结合氮化硅变得酥松,碳化硅结合氮化硅之间的裂纹增大,电解质和铝液则由裂纹往里渗漏,当渗漏到一定程度时,温度的变低使其凝固,在电解槽技术条件的波动时,则会使电解槽温度发生变化.这种变化将会使渗入到裂缝里的电解质和铝液重新熔化和凝固,因此形成了一个凝固——熔化——再凝固的恶性循环,每一次循环,都会使电解质和铝液继续往里渗漏,直到通过侧部碳化硅结合氮化硅,进入下面的砌筑料和防渗材料层.当电解槽温度发生波动时,更加剧了电解质和铝液的往里渗漏,这些渗漏物的增加以及对碳化硅结合氮化硅的侵蚀,使向上隆起的速度加快,最终导致侧部碳化硅结合氮化硅的升起和破裂,电解槽的侧部早期破损,而无法生产被迫对侧部进行修补,严重时会造成侧部漏炉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电解槽破损形式及原因
一、电解槽破损形式
电解槽破损主要是由阴极内衬破损和侧部炭块破损组成,其破损形式有阴极炭块隆起断裂、阴极冲蚀坑和侧部氧化脱落。
1、阴极炭块隆起断裂
阴极炭块在生产一段时间后,上抬隆起,整个阴极面呈中间高,四周低的情况,致使阴极钢棒弯曲变形,槽沿钢板向外伸展。
炉底隆起长时间会出现阴极炭块断裂,铝液顺裂缝渗入底部,熔化阴极钢棒,造成漏炉。
图5-19给岀了炉底隆起造成阴极断裂的示意图。
根据阴极钢棒的组装形式不同,炉底隆起程度不同,特别是通方钢组装(见图5-20),钢棒承担应力较大,炉底隆起后阴极钢棒顺势弯曲,造成阴极炭块和钢棒脱离,甚至阴极炭块内部层脱。
随着近年来的发展,阴极组装钢棒都改成了短钢棒组装,对阴极寿命会起到一定的作用。
炉底隆起断裂的原因主要是热膨胀和钠对碳阴极的渗透引起的体积膨胀,这种膨胀力远大于从室温至I000℃的膨胀力,钠直接在阴极内衬下产生反应的结晶张力将导致槽壳的变形及阴极炭块上移。
2、阴极冲蚀坑
这是预焙槽上的一种特殊破损形式。
由于磁场推动铝液冲涮的作用,在槽底形成冲蚀坑穴,冲蚀坑穴大部分出现进电端,这是因为立柱母线和槽底母线磁场作用铝液流速增加,消磨阴极造成。
冲蚀坑表面磨得很光滑,覆盖有一层白色氧化铝固体。
当坑穴逐渐向下穿透炭块时,铝液熔化阴极钢棒,从而造成漏炉。
有两种形式的坑穴,一种是面积较大的,存在形式基本对应每个立柱母线都会有此现象,坑穴深度约为10cm以上。
随着坑穴深度的增加,铝液冲刷阴极炭块逐渐变薄,一旦突破阴极炭块,阴极钢棒熔化。
另一种是局部小
冲蚀坑,或者称为冲蚀洞,呈不规则的圆形,是阴极炭块质量问题形成的铝液通道,这种冲蚀洞破坏性比较大,会造成多组阴极钢棒熔化,引发漏炉事故。
3、侧部破损
侧部在以前是采用纯炭块砌筑的。
现在是碳氮化硅块或者碳-氮化硅组合块砌筑。
电解槽运行过程中,侧部因受空气氧化、化学腐蚀、边部开口捞渣作业的破坏,致使侧部物质氧化消耗或物理破坏脱落落入槽内,图5-23为侧部破损前后对比。
由于钠的侵蚀使得侧部碳-氮化硅块结构疏松、膨胀、炸裂、导致侧块粉化,失去保护作用。
炉帮变空,使槽内水平电流增大。
由于垂直磁场与铝液中水平电流作用形成强大的回流,水平磁场对铝液垂宜电流形成表面隆起,加之阳极电流不均,导致伸腿过长,水平电流大电解槽侧部长期难以形成炉帮,稳定性差。
从而形成恶性循环,更加剧了铝液流速场的变化,由于铝液电磁力的作用,铝液及电解质中的氧化铝不停的对侧部进行物理摩擦、剥蚀,最终造成电解质和铝液界面直接与侧部钢板接触。
另外在日常的管理中,炉面散热带管理不善,散热带被物料埋住,侧部热应力增加,加上水平电流和物理冲刷的作用.侧部炭块膨胀,使散热带上翘.严重时使侧部暴露空气中发生氧化。
侧部破损造成漏炉几率也非常大,一旦侧部化空,高温液体直接接触侧部钢板,水平电流会加剧击穿侧部,发生漏炉。
二、电解槽破损原因
阴极内衬随着槽龄的增长都会产生破损,其原因主耍体现在以下几个方面。
1、钠的渗透
钠的渗透对阴极产生如下作用:①钠-碳之间的反应形成一种嵌合物,将会增大碳晶格间的距离,从而引起膨胀和分裂,可导致局部应力集中或破裂的延伸,这个问题发生的趋势取决于吸收钠量和吸钠的分布,吸钠不均会造成炉底上抬和局部炭块剥离。
②阴极炭块层状剥落漂浮于电解质表面,这种情况虽使阴极剥落深度不会超过10cm,但是会导致阴极表面坑洼不平,阴极电流密度不均匀,诱发冲蚀坑的产生,最终导致漏炉。
2、阴极材料的膨胀与收缩
在阴极内衬中,各种材料的膨胀和收缩都会引起电解槽内衬破损及槽壳变形。
在正常生产情况下,阴极炭块和阴极钢棒的膨胀及收缩率都与温度有重要的关系。
温度越高其阴
极组织膨胀产生的应力越大,接近阴极炭块区域的高温是造成内衬中等温线破坏的重要原因,所以联系到技术条件管理,不能保持较高的槽温,但是过低的槽温会造成阴极内衬的收缩,这样反复的波动最终造成阴极内衬的破坏。
阴极钢棒会脱离阴极炭块,而阴极炭块内部也会产生层状分离,最终使阴极表面沿中心轴长度方向上抬,阴极钢棒上拱。
槽壳也会在这种应力的作用下变形,向外膨胀。
3、槽内液体的渗透
电解槽在进入正常生产后,碳素内衬温度分布已经稳定,钠的渗透也变得缓慢。
但是在钠渗透的基础上,槽内液体电解质和铝液会继续向阴极内衬中渗入。
由于阴极碳素材料有一定的孔隙度,并且局部出现阴极裂缝,液体电解质下渗能达到防渗料部位,其发生化学反应破坏内衬组织,铝液下渗多沿着阴极裂缝,通常到达阴极钢棒位置不再继续下渗,而是熔化阴极钢棒。
铝液下渗是快速的破坏形式,在24小时之内能熔化阴极钢棒1m以上的长度。
严重时导致阴极钢棒口发红,引起漏炉。
4、空气氧化及电化学腐蚀
空气氧化现象主要作用于侧部.一是电解质液面以上的部分暴露于空气中氧化脱落,下部是钠的渗透膨胀脱离。
另外阴极钢棒密封口会进入空气参加化学反应,破坏阴极内衬。
此外,炉底表面电解质中混有铝的存在,有冰晶石的情况下,
铝与阴极炭块发生电化学反应,生成碳化铝。
碳化铝可溶解于铝液之中,使阴极炭块遭到腐蚀.尤其是在阴极裂缝处.腐蚀更强烈,增加裂缝的宽度和深度。
5、内衬材料及砌筑质量的影响
内衬材料质量差,电解槽阴极寿命自然不会长久。
特别是阴极炭块膨胀率、挥发分抗压强度等指标至关重要,侧部炭块质量差同样使槽寿命缩短。
在砌筑电解槽时,扎固糊质量及扎固质量是引起伸腿漂浮的关键因素,炭间缝扎固不好以及阴极钢棒密封不严等都会造成电解槽早期破损。
因此,选定筑炉材料和筑炉工艺一定要严格按照标准执行,才能保证砌筑质量,延长槽寿命。
6、操作管理不善
电解槽的焙烧启动过程是槽寿命的控制重点,出现扎固糊不能够良好焦化,高温液体冲击使阴极产生裂纹或破裂。
日常技术条件管理槽温过高、铝水平过低、分子比高都是加剧电解槽的破损因素。
炉底沉淀堆积过多,引起水平电流增加和电圧波动现象,也是造成电解槽破损的因素。
长时间压负荷或者停电造成槽内温度降低,先渗入的电解质在阴极裂缝中凝固膨胀,在钠的作用下加剧破损,此种情况造成的阴极变化很大,是观察不出来的,通常在恢复系列电流一段时间,经常性出现个别电解槽阴极钢棒熔化。
三、阴极内衬破损管理
1、破损槽的鉴定
1)、根据原铝质量的判定:如果铝液铁含量急剧上升,且排除阳极钢爪熔化和其它物料带入的影响,说明某阴极内衬已严重破损,铝液下渗造成阴极钢棒熔化。
如果是硅含量上升,且无其它杂质影响,说明电解槽侧部破损,碳化硅块脱落所致。
2)、根据“三温”判断:炉底不超过100度,最高可达300度。
侧部不超过380度,超过450度开始发红。
方钢不超过280度,300度以上或超过邻极40度,说明钢棒已经熔化。
3)、其他途径检查:在换极时,操作人员要进行炉底检查,用长钩在炉底表面滑动,检查是否有阴极裂缝,用短钩检查侧部伸腿是否完好。
除此之外,侧部的破损可以从炉帮厚度测试中发现,正常炉帮厚度为8~12cm,炉帮化空无非就是0cm。
但有一种现象,测量计算后,炉帮厚度为负数。
这说明不但炉帮化空,而且侧部炭块或者碳化硅块已经出现脱落及氧化剥离。
铝业公司生技科
2020年1月15日。