中厚板热处理生产线工艺设备配置分析
中厚板热处理工艺设计技术规程
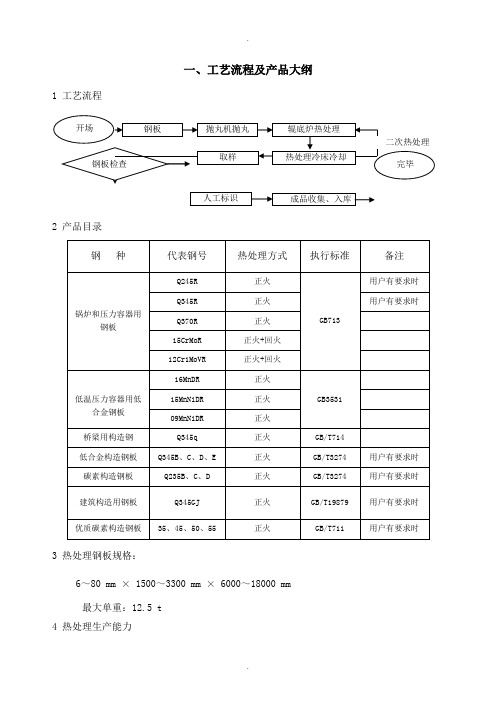
一、工艺流程及产品大纲1 工艺流程2 产品目录3 热处理钢板规格:6~80 mm × 1500~3300 mm × 6000~18000 mm最大单重:12.5 t4 热处理生产能力钢板的正火或钢板的高温回火,年处理量20.5万吨,其中正火钢板19万吨/年;回火钢板1.5万吨/年。
二抛丸清理区域工艺技术操作规程1、抛丸清理区域主要设备及性能1.1 抛丸清理机总体性能参数1.2 抛丸清理机前上料、机后输送辊道:1.3 抛丸室输送辊道:1.4 抛丸除锈系统1.5 丸料清扫系统对钢板的清理采用二级清扫加二级风吹的方式:一级滚扫采用传统的高强度尼龙滚刷+收丸螺旋的方式;二级横扫采用钢丝侧刷+压轮方式,清扫大量弹丸;一级风吹采用高压风机在清扫室内吹丸。
二级风吹采用高压空气在清扫室进展吹丸。
1.6 丸料循环系统1.7抛丸器1.8 除尘系统1.9 气控系统1.10 起重设备2 抛丸清理机的工艺操作规程2.1抛丸清理运行方式的选择运行方式分为自动和手动两种方式。
自动方式为总操作台上"自动/手动〞转换开关位于"自动〞位置,按压自动起动按钮后,抛丸机按PC内预定程序顺序起动。
在进展完毕时,按压自动停顿按钮后,抛丸机的电气设备将顺序关机。
手动方式为"自动/手动〞转换开关位于"手动〞位置,操作人员可按照预处理的要求,分别按压相关的起动停顿按钮,来控制电气设备的工作状态。
如从"手动〞转为"自动〞运行时,要保证抛丸机和辊道上没有钢板,然后将转换开关扳向"自动〞位置,进入启动自动开机程序。
在"手动〞和"自动〞方式中,操作人员均可通过观察模拟屏上设备的运行状态的显示,来判断抛丸机的工作状况。
2.2 钢板抛丸清理工艺规定2.2.1 按炉〔批〕进展钢板抛丸清理,严禁混炉混号。
2.2.2 钢板的摆放吊板放在抛丸机前上料辊道上一定要放正,使其摆放在上料辊道的中间位置。
钢铁中厚板生产工艺中的热处理技术研究
钢铁中厚板生产工艺中的热处理技术研究摘要:钢铁中厚板生产工艺中的热处理技术对于改善钢材性能至关重要,本文探讨了热处理技术的关键技术,包括正火处理、调质处理等,并分析了这些技术对钢材组织结构、力学性能和内部应力的影响。
文章还讨论了热处理技术的优化创新方向,包括温度控制技术的优化、新型热处理工艺的开发以及节能环保技术的应用。
旨在通过技术创新提升热处理效果,降低生产成本,并满足环保要求。
为钢铁中厚板生产领域提供了热处理技术的理论支持和实践指导,推动了钢铁行业的技术进步和可持续发展。
关键词:钢铁中厚板;热处理技术;优化创新钢铁中厚板作为现代工业领域中不可或缺的重要材料,广泛应用于建筑、桥梁、船舶、机械制造等多个领域。
在中厚板的生产过程中,热处理技术扮演着至关重要的角色。
热处理技术通过对钢材进行加热、保温和冷却等处理,能够显著改善钢材的组织结构,提高其力学性能和物理性能,从而满足各种工程应用的需求。
因此,深入研究和探讨钢铁中厚板生产工艺中的热处理技术,对于提升钢材质量、优化生产工艺、降低生产成本具有重要意义。
一、钢铁中厚板生产工艺中热处理技术的关键技术(一)正火处理正火处理在钢铁中厚板生产中扮演着举足轻重的角色,它不仅仅是简单的加热和冷却过程,而是经过精心设计和控制的技术流程。
以某种高强度低合金钢为例,在正火处理时,钢材首先被加热至接近其临界点的温度,如900°C左右。
此时,钢材内部的微观组织开始活跃,珠光体和铁素体等组织逐渐转化为更加均匀的奥氏体结构。
保温阶段中,钢材在此温度下维持一段时间,确保奥氏体形成得足够充分和均匀。
随后,钢材在空气中自然冷却,这个过程并非简单的温度下降,而是伴随着组织结构的再次转变。
随着温度的逐渐降低,奥氏体逐渐转化为更加细小的珠光体和铁素体,这些细化的组织赋予钢材更高的强度和更好的韧性。
整个正火处理过程中,加热温度和保温时间的控制至关重要。
过高或过低的温度,以及过长或过短的保温时间,都可能导致钢材组织结构的不理想,进而影响其最终的力学性能。
九江钢铁3500mm中厚板生产线工艺分析

九江钢铁3500mm中厚板生产线工艺分析周李泉【摘要】介绍了中冶京诚工程技术有限公司总承包项目江西九江钢铁有限公司3 500 mm双机架中厚板生产线产品结构、生产工艺、主要设备性能特点.【期刊名称】《现代冶金》【年(卷),期】2012(040)003【总页数】3页(P43-45)【关键词】中厚板;装机水平;生产工艺;产品结构【作者】周李泉【作者单位】中冶京诚工程技术有限公司,北京100176【正文语种】中文【中图分类】TG335.5+2引言江西九江钢铁有限公司(以下简称“九江钢铁”)3 500 mm中厚板生产线是中冶京诚工程技术有限公司(以下简称“中冶京诚”)具有自主知识产权的EPC总承包项目。
该生产线采用3 500 mm双机架四辊轧机的布置形式,热轧生产作业线包括板坯横移装置、板坯称重装置、步进式加热炉、推钢式加热炉、高压水除鳞、3 500 mm 粗轧机、 3 500 mm精轧机、 ACC层流冷却装置、热矫直机、热钢板标记装置、冷床、切头剪、双边剪、定尺剪、成品钢板标记装置、成品检查及横移台架、成品收集台架等设备。
车间总长453 m、宽261 m。
工程一期建设规模为130×104 t/a,预留第二条剪切线与热处理区域设备,主厂房建筑物轴线总面积约92 000 m2。
1 生产工艺1. 1 连铸坯规格连铸坯规格:厚度170,210,250 mm,宽度1 300~ 2 100 mm(200 mm进级),长度1 500~ 3 300 mm(入炉定尺长),单重2. 58~ 13. 51 t(入炉定尺坯)。
1. 2 产品品种产品主要为碳素结构钢板、低合金结构钢板、造船用钢板、管线钢板、锅炉用钢板、桥梁及耐候钢板、压力容器用钢板、工程机械用钢板、高层建筑结构用钢板等。
1. 3 产品规格产品规格:厚度5~ 80 mm,宽度900~ 3 200 mm,长度3 000~ 18 000 m,单重最大12. 2 t。
中厚板热处理淬火机及应用技术分析

中厚板热处理淬火机及应用技术分析摘要:淬火是将加热后的工件浸入淬火介质中,使工件表面获得足够的温度,使材料表面发生马氏体转变,以提高材料的强度和韧性。
淬火后的工件具有较高的硬度和强度,良好的耐磨性和耐蚀性,同时还有很好的塑性、韧性及一定的耐高温性能。
因此,淬火技术在机械制造、钢铁工业中得到广泛应用。
随着科技的进步,对工件性能要求越来越高,传统的加热淬火工艺已经不能满足生产要求,热处理淬火机应运而生。
关键词:中厚板;热处理淬火机;应用技术引言:随着我国经济的快速发展,钢铁产业也得到了迅速发展。
热处理技术也得到了很大的进步,在传统的淬火设备中,由于体积较大、制造成本高、占地面积大等缺点,很难适应我国经济发展的需求。
因此,为了有效满足经济发展对中厚板热处理设备的要求,必须要对传统淬火设备进行改进,采用先进的大型卧式淬火机,利用现代科技对其进行改造升级。
中厚板热处理淬火机是一种新型、高效、节能的大型卧式淬火机。
该淬火机有效解决了传统淬火设备体积大、占地面积大等缺点,且操作简单、维护方便。
此外,该设备还具有节能效果明显、效率高、节能效果显著等优点。
1工作原理1.中频电源由整流装置向整流电路供电,整流后的直流电压经过滤波,然后供给 IGBT或 GTO功率模块。
2. IGBT模块输入端的整流输出电压为3.3-5.5V,根据不同的产品要求,提供不同的电压等级。
3. IGBT模块输出端有一输入二极管,它的作用是吸收输入端的电压波动,防止功率管烧毁。
当输出端出现电压波动时,可以启动稳压二极管,把功率管短路或者短接保护。
4. IGBT模块输出端有一个滤波电容,它可以吸收输入端的高频信号,将其转化为低频信号,然后供给变频器进行下一步工作。
5. IGBT模块输出端有一个逆变二极管,当交流电输入时,可以将其转换为直流电。
逆变二极管可以把直流电变为交流电。
6.变频调速模块是中频电源中最重要的设备之一。
它是将工频交流电经整流滤波后变成直流电输出的装置。
板材调质生产线设备分析课件

考虑设备成本
考虑设备可维修性
在满足生产需求和性能要求的前提下,选 择价格合理、维护成本较低的设备。
选择易于维护和保养的设备,以便在设备 出现故障时及时修复。
设备配置方案比较
基于生产需求的设备配置 方案
基于设备性能的配置方案
基于成本的配置方案
基于维修性的配置方案
根据不同的生产需求,选择不同的设备配 置方案,以满足生产效率和产品质量的要 求。
输送装置
保证生产线上的顺畅,将板材输送至下一环节。
冷却装置
将板材冷却至预定温度,保证板材的硬度和精度。
喷涂装置
在板材表面喷涂涂料,提高板材的防腐蚀性和美观度。
控制系统
控制整个生产线的运行,保证生产效率和产品质量。
设备操作流程解析
将板材放入加热炉中加热;
最后,控制系统控制整个生产线运行, 完成板材的生产。
根据设备的性能参数,选择最佳的配置方 案,以确保设备的稳定性和可靠性。
根据设备的价格和维护成本,选择最经济 的配置方案,以降低生产成本。
根据设备的可维修性,选择易于维护的配 置方案,以减少维修时间和费用。
设备运行维护成本分析
01
02
03
设备运行成本
包括电力消耗、易损件更 换、润滑油消耗等成本。
设备维护成本
设备性能优化建议
提升加工精度
针对设备存在的加工精度问题 ,提出优化建议,如改进刀具
、调整加工参数等。
提高效率
针对设备效率低的问题,提出优化 建议,如改进传动系统、优化加工 路径等。
降低故障率
针对设备故障率高的问题,提出优 化建议,如加强设备保养、更换易 损件等。
设备发展趋势与展望
高效化发展
热轧中厚板生产车间设计

热轧中厚板生产车间设计热轧中厚板生产车间设计本设计选用16mm×4500mm规格的中厚板作为典型产品。
通过新工艺、新工艺的应用,设计了优化的生产方案。
完成了轧制参数的计算和相对强度校核,并计算了理论年产量。
然后选择车间的主辅助设备,确定主设备之间的距离,计算出相应的设施面积。
最后,根据设计参数,提出了车间布局设计方案,并绘制了车间布局示意图。
1.3 我国中厚板生产现状1.4 中厚板生产的新技术以及发展趋势1.5设计目的以及主要内容第2章产品大纲的确定和金属平衡表的编制2.1 产品方案的制定2.1.2 编制产品方案的原则2.2 原料的种类和技术要求2.2.1 原料的类别2.2.2 原料质量要求2.3.1 制定金属平衡表第3章生产工艺流程的制定3.1.1 制定生产工艺流程的主要依据3.1.2 工艺流程简述3.2 控制轧制与冷却3.2.1 控制轧制原理3.2.2 控制冷却的主要方式3.3 典型产品的工艺制度及校核3.3.1 原料的尺寸3.3.6 轧制温度的确定第4章主要生产设备的选择4.1 加热炉的选择4.3 4.3高压水除磷装置4.4 剪切设备的选择4.5 矫直机的选择4.6 冷却设备的选择4.6.1 加速冷却设备4.8 无损检测设备的选择5.1.1 研究轧机轧制图表的意义5.1.2 轧制图表的基本形式及其特征5.1.3 轧制图表的计算5.2 轧钢车间年产量5.2.1 典型产品小时产量5.2.2 轧钢机平均小时产量5.2.3 轧钢车间年产量计算第6章车间平面布置6.1 平面布置的原则6.2 金属流程线的确定6.3 主要设备间距的确定6.3.1 加热炉及其前后设备间距6.3.2 轧机及其前后设备间距6.4 仓库面积计算6.4.1 原料仓库面积的计算6.4.2 中间仓库面积计算6.4.3 成品仓库面积的计算6.5 车间平面布置示意图第7章主要经济技术指标及环境保护。
年产150万吨中厚板车间工艺设计
将控轧与快冷有效地相结合在一起是中厚板生产技术的一大进步,这种工艺可显著地改善钢板性能,降低生产成本与节约贵重合金元素。而中厚板轧机最适合于控轧控冷工艺,许多钢板都可用此工艺生产,某些方面其性能超过热处理钢板,有的厂已实现控轧率达60%以上。条件好的厂以TMCP为主,而一般厂均以CR生产。目前等轧方式都采用在轧机前后延伸辊道上多块钢板轧制来实现。
不国外先迚企业比较国内中厚板轧钢厂尽管在装备上存在着一定的差距但近几年一些大钢厂正在逐步引迚消化和改造一批中厚板生产设备和巟艺如首钢和济钢的3500mm轧机鞍钢的4300mm轧机和宝钢的5000mm300mm轧机天津唐钢和福建三明的3500mm轧机等一大批卲将投产的中厚板轧机将逐渐参不中厚板的市场竞争这对我国的中厚板生产企业提升整体装备水平提升产品档次和质量将会起到极大的促迚作用142中厚板的生产技术是产品的核心随着国内中厚板产能增加巟艺丌断升级改造和引迚新的巟艺装备产品档次的提升和质量的提高应源亍巟艺技术的开发和应用
日本TMCP有快冷装置的称之为水冷型,而不用快冷的称之为非水型。各公司都有自己专利,如新日铁为NIC,日本钢管为NCT,川崎为SCR和KTR,住友金属为SHT和SSC,神户为KONTROLL。
3)板形控制技术
这是一项钢板三维立体形状的控制技术,目标是生产出尺寸偏差非常小、切头尾和切边极少、矩形、近似矩形及齐边(不切边或铣边)、性能均一的平直钢板。此技术可扩大产品,生产出各种异形板。因此,该控制已成为中厚板生产技术中一项不可或缺的新颖工艺。
(4)压力容器用钢板:主要用于制造石油、化工气体分离和气体储运的压力容器或其它类似设备,一般工作压力在常压到320kg/cm2甚至到630kg/cm2,温度在-20~450℃范围内工作,要求容器钢板除具有一定强度和良好塑性和韧性外,还必须有较好冷弯和焊接性能。
年产200万吨中厚板生产工艺车间设计知识分享

45# 、50# 30Mn2
(5~40)×(1500~4100)×(12000~18000)
2 0 g 1 6 M n g (5~40)×(900~4500)×(200
20R16MnR 15CrMoR
Q235q、Q345q Q420q、16Mnq
16MnL 16MnREL
江西理工大学本科生毕业设计答辩
年产200万吨中厚板生产工艺车间设计
专 业: 材料成型及控制工程
班 级: 071班
学 生: 赵 章 国
指导老师: 赵 鸿 金
教授
2020/5/3
江西理工大学本科生毕业设计答辩
2020/5/3
目录
可行性报告研究 产品方案 计算产品 生产方案 主要设备选择 辅助设备选择 A36船板钢的成分及性能 平面布置与工艺流程 压下规程设计 车间概况与技术经济指标 本设计的特点
(5~40)×(900~4800)×(12000~18000) (5~40)×(1500~4100)×(20000~25000) (5~20)×(1500~4100)×(12000~18000)
管线钢
X65 、 X70 X80
(5~40)×(1500~4800)×(12000~18000)
产量 (万吨)
Si
Mn
P
S
A36
0.18
≤ 0.50 0.90~1.60 ≤ 0.035
≤ 0.035
船板钢A36的力学性能
项目
厚度mm A36
σs(MPa) σb(MPa)
355
490~630
≤50 ≥34
AKV(J)
>50~70 ≥41
>70~100 ≥50
δs % ≥21
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词 中厚 板
热处理线
无氧化辊底式热处理炉
建 议
Ana y i n Pr c s ui m e t Co fg r to f M e u l ss o o e s Eq p n n u a i n o di m i a d H e v a e He t Tr a m e t Pr d c i n Li e n a y Pl t a e t n o u t n o
略 决 策 , 于 提 高产 品研 发 能力 , 化 品 种 结构 , 用 优 提 升 产 品档次 , 提高 市场竞 争 力 , 好地 满 足下 游 更 行 业 用钢 需求 。
1 热处理 线 生产 的规模 及 品种 结构
级别 、 高强 度 、 附加 值产品 的需求也在不 断增 高
加 , 多高 端 产 品仍 需 依 赖 进 口。 在采 用 控 轧 控 许 冷 ( MC ) 艺生 产 强 度 更 高 、 温韧 性 更 优 、 T P工 低 厚 度 更大 的 中厚板 时 , 板 坯 压缩 比 和控 轧 控 冷 工 受 艺局 限性 的影 响 , 板组 织 结构 不够 均匀 , 钢 性能 值 离 散程 度 大 , 定 性 差 。 为 此 , 分 钢 铁 下 游 稳 部 行 业 明确提 出产 品 以热 处 理 状 态 交 货 , 以增 加 产 品的性 能稳定 性 , 高钢 材 的各项 再加 工性 能 。 提
( 安阳钢铁股份有 限公 司)
摘
要 介绍 了安钢 中厚板热处理生产线的工艺布置 形式 、 主要设 备参数 和特 点及热处 理线 的生产规 模
和品种结构 , 同时对 比分析 了以舞 钢为代表 的国内各大钢铁企业热处理 线的布置 型式 、 炉型 、 能及 产品结构 , 产
并对安钢热处理线 的发展提出 了建议 。
丸, 清除表面的氧化铁皮、 铁锈 、 污物 、 焊渣等, 使 表面呈现金属本色, 以免将氧化铁皮带人炉 内, 使
炉 辊结 瘤 , 成钢 板下表 面麻 点 、 伤 。喷 丸 机工 造 划
辐射管式 无氧化热处理 炉是该生产 线 的核
心, 全套 引 进 德 国 L I 司 的 没备 , 最 先 进 的 O 公 是
产 品 的重要技 术 手 段 , 研 发 高 端 产 品不 可 或 缺 是
a 主要包 括 l台抛 丸 机 、 辐 射 管 加 热 辊 底 式 , 1座 热 处理 炉 、 1台热矫 直机 、 座 热 处 理 冷床 、 1 1台定 尺 剪及 热处 理 线辅 助 运 输 设 备 等 , 进行 钢 板正 可
a d p o u t x o e me im n e v lt e tt a me tp o u t n l e i g n ,c mp r sw t n ay e n r c ft d u a d h a y p ae h a e t n r ci n An a g o a e i a d a l z s d mi h r d o i n h n t e ly u ,f r a e t p h a o t u n c y e,p o u t n c p ct n r u tmi fh a r ame t i e n ma y d me t a g r n a d r ci a a i a d p o c x o e tt t n n si n o si lr e i n d o y d e l c o se l w r s e r s n e y W u a gIo d S e l o L d,p t f r r e p o o a rd v l p n f e t r a me t t e o k ,r p e e t d b y n r n a te . t n C u s owa d t r p s f e eo me to a e t n h l o h t
t 。
12 热 处理线 的 品种结构 .
一
期 热处理 线 品 种 主要 有 : 炉 和压 力 容器 锅
用钢 板 , 格 6~6 m, 种 有 Q 4 R、 3 5 规 0m 品 2 5 Q 4 R、
Q 7 R、 CM R 1M D 0 M ND 30 1 r o 、6 n R、 n iR等 ; 合金 5. 该生 产线 总设 计 规模 为 3 3万 ta 总 热 处 理 /,
量为 3 8万 a t 。热 处 理 工 程 为一 次 设 计 , 二期 / 分
建设。
一
期 N. o1热处理 生产 线生 产规 模 为 2 2万 t / ,
热处理工艺是生产高性能 、 高附加值 中厚板
ln n An a . i e i g ng
Ke wo d Me i m n e v l t y rs d u a d h a y p ae,He tt ame t i e P oe t e amo p ee r l r e r e tt ame t u - a r t n n , r tc i t s h r ol at h a r t n r e l v eh h e f n c , rp s a e Po oa l
第1 7卷第 3期
21 0 1年 6月
宽厚 板
WI DE AND HE AV P AT Y L E
Vo . 7 No 3 11 . .
Jn 2 1 u e 0 1 ・21 ・
・
技术讨论 ・
中厚板 热 处 理 生产 线 工 艺设 备 配 置分 析
王 立群 商存 亮 王 钢 李 东宁 赵 阳
四跨 , 中: 其 原料及探伤跨主要承担原料及回火板
储存 、 伤 、 探 喷丸 等功 能 ; 处理 跨 主要承 担正 火 、 热
淬火及 冷却 、 矫直 等功 能 ; 切跨 主要 承担 钢板 取 剪
样、 火切 、 印 、 喷 收集 等功能 ; 品跨 主要 承担成 品 成
钢 板运输 、 放等 功 能 。平 面布 置如 图 l 示 。 存 所
式 l 一 一辊强力矫 直机.-#冷床 1- 91 取样定尺剪 ,1— o 火焰切割机 ,}预 留辊底式无氧化热处理炉 1 1
图 1 热处理工艺平面布置图
2 2 喷 丸机 .
艺参 数见 表 1 。 23 无 氧化辊底 式 热处 理炉 .
用 于进 入热 处理炉 前对 钢板 上 下表 面进行 喷
0 前 言
产必将从产量的竞争走向质量 和高附加值产品的
竞 争 。为顺 应 市 场 和行 业 的变 化 , 钢 做 出 了完 安
善 中厚板 相关 工 艺 、 上 轧后 热 处 理 生 产 线 的战 新
近 年来 , 随着 国 内 中厚 板 生 产 线 装 备水 平 和 工 艺 技术 的提 高 , 工 程 机械 、 油化 工 、 梁 建 在 石 桥 筑、 造船 等行 业对 中厚板 需求 量增 加 的 同时 , 高 对
热处理 炉 之一 , 体 总长8 . m, 要用 于 钢板 正 炉 64 主
第3 期
王立群等: 厚板热处理生产线工艺设备配置分析 中
表 1 喷 丸 机 工艺 技 术 参 数
‘ 3・ 2
表 2 无氧化辊底式热处理炉的技术参数
参数
3 2
4
项 目
年 处 理 能 力 万/ t
板 , 格 6~8 l 品 种 有 Q 4 、 3 0 Q 2 、 规 0 mi, l 3 5 Q 9 、 4 0 Q6 4 o等 ; 桥梁 板 , 格 6~ 0 m 品 种有 Q 4 q 规 6 m, 35 、
2 主 要技术 装 备
2 1 平 面 布置 及工艺 流 程 .
热 处理 线 总 面 积 为 10×2 4 1 , 3 3 I 厂房 设 计 T
项目
用 途
炉 子 尺 寸/ m a r
参数
正火 和 回火
8 0 ×3 4 0×3 0 5 34 0 5 2
抛 丸清理速度/ m・ n ) ( mi 处 理钢板温度/C q
≤lO 5
传动方式 传动速度/ n ・ i ) (l r n a
炉 辊 ( 厚 ×直 径 ×有 效 壁 长度)×个数 炉 辊 问 距/ m a r
A s at T ep prnrd cs h aot t h i l a n a rso jr q i e t n r ut nsa bt c r h ae t ue el u ,e nc t adf t e f o up n adpo ci c e i o t y c ada eu ma e m d o l
量 1 5万 ta /。
等; 桥梁板 , 规格 6~ 01 品种 Q 4 q Q 7 q 6 i T m, 35 、 3O 、
Q 2 q等 ; 4O 耐磨 板 , 格 6~ 0m 品种 N 3 0 规 4 m, M6 、
N 40 等; 强 板 , 格 6 ~5 m 品 种 M0 高 规 0 m,
的工艺技术 , 随着未来市场竞争的加剧 , 中厚板生
・
2 2-
宽厚板
第1 7卷
火、 回火 等热 处理 工艺 。 二期 N . o2连 续 热 处 理 线 预 留调 质 线 , 要 主 包括 1 辊底 式 热 处理 炉 和 1座 辊 压 式 淬火 机 , 座
种 Q 4 R、Q 4 R、 3 0 25 3 5 Q 7 R、1 C M R、1 M D 5 ro 6 n R、
A 7 D A 0 B、 60 Q 9 H O B、 H8 D Q 2 、 60等 ; 具 板 , 格 模 规 6— 0m 品 种 P 0 T 8 ¥5 5 C等 。其 中 , 4 m, 2 、1 、4 C~ 5
正火量 约 为 2 7万 t 回火 、 , 正火 +回火 量 6万 t调 , 质量 5万 t总 热处 理量 3 , 8万 t热 处理 产 品 3 , 3万
Q 7q Q 2 q等 ; 板 , 格 6~4 l, 种 D、 3 O 、4 0 船 规 0mT 品 l E、 H 2、 H 6 E 4 E 3 E 3 、 H 0等 ; 磨 板 , 格 6 ~3 耐 规 0