如何用一个PLC控制两个或多个伺服电机同步运行完整版
PLC控制伺服电机的方法
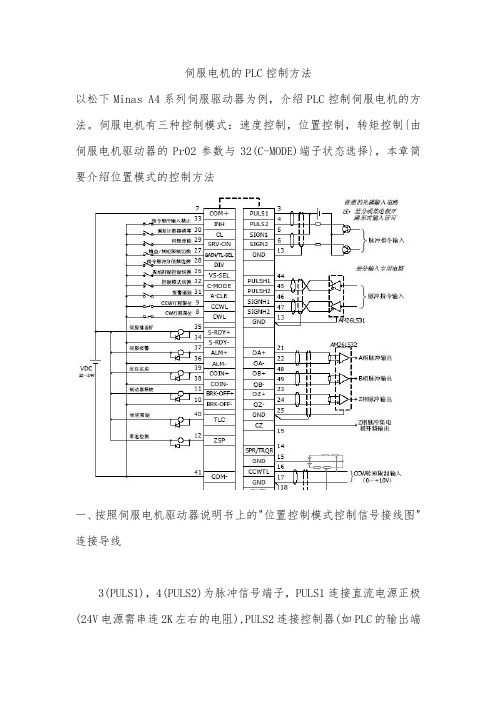
伺服电机的PLC控制方法以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻),SIGN2连接控制器(如PLC 的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
浅析PLC操纵的多电机同步系统
浅析PLC操纵的多电机同步系统摘要:通过对不同操纵方式的分析,介绍了利用Omron系列PLC做为主控元件的多电机同步运行系统。
关键词:PLC 同步随动闭环电动机最近几年来,随着我国包装,分切,印刷,涂层等行业的蓬勃进展,做为配套的电气操纵环节那么对产品的质量起着关键的作用,目前以PLC做为中心操纵元件的设备占有相当大的比重,并以其精准的操纵,稳固的工作状态占据了十分重要的地位。
而在这些操纵系统中核心问题即是各动力驱动轴的同步运行,即各电机的同步运行。
本文将介绍分析几种以OMRON系列PLC作为主控元件来实现多电机同步运行的方案。
1 系统操纵方案随动系统随动系统,即一台电机作为主电机,另外一台或多台作为随动电机,随动电机紧随着主电机运行;操纵系统的大体组如图1所示。
在该系统中由PLC同意来自上位机发来的操纵信号,通过必然的运算转换为执行装置的操纵信号,如变频器的频率,进而驱动主电机运行,通过编码器监测电机的实际运行速度,并将这一信号作为随动电机的操纵命令,随动电机紧随这一速度即可实现两台电机的同步运行。
闭环系统闭环操纵系统,即两台电机由同一操纵器(PLC)发出操纵信号,然后再各自组成闭环系统,紧随操纵器发出的信号,即可实现多电机的同步运行;操纵系统的大体组如图2所示。
在那个系统中由PLC同意来自上位机发来的操纵信号,通过运算转换为执行装置的操纵信号,同时发到两台电机的驱动器中,由于操纵命令是相同的, 通过编码器监测电机的实际速度,与操纵命令进行比较,组成闭环操纵系统,如此只要两台电机的都紧随操纵命令运行即可实现同步。
随动闭环系统随动闭环操纵系统,综合了随动系统和闭环操纵系统的特点,在随动操纵系统的基础上组成了闭环操纵。
两台电机驱动器由同一操纵器(PLC)发出操纵信号,并各自组成闭环系统,将辅电机的实际速度实时的与主电机进行比较,综合调整,使辅电机紧随主电机的运行速度,即可实现多电机的同步运行。
操纵系统的大体组如图3所示。
基于两台伺服电机及其驱动器,用PLC和触摸屏控制

基于两台三伺服电机及其驱动器,用PLC和触摸屏控制一、任务功能1、手动模式:用触摸屏单独控制各台伺胸电机的正转、反辫、停止:2、自动模式:按下触摸屏的“自动启动安钮,两台三相伺服电机按以下步骤运行(1)伺服电机1正转3秒:(2)伺服电机1反转3秒:(3)伺服电机1停止1秒:(4)伺服电机2正转3秒:(5)伺服电机2反转3秒:(6)伺服电机2停止1秒:(7)重复以上过程3次。
3、不管哪种模式,用触摸屏可以设置各台伺服电机的转速:4、触摸屏可以显示电机累计运行时间及设置电机保养提醒时间:(1)显示伺服电机1累计运行时间,设置电机I保养提醒时间(以秒为单位) ;(2)显示伺服电机2累计运行时间,设置电机2保养提醒时间(以秒为单位〉;(3)当电机1或电机2的保养时间到达后,Y5或Y6以1秒周期闪烁:5、按下触摸屏或PLC:外部的“急停”按钮后,不论伺服电机处于哪种状态或模式都必须停止:二、任务的实施设备①伺服电机及驱动器MR-JE-20A 2台;②PLC(FX3U)1台;③昆仑通态触摸屏1台;④电脑等三、任务的实施步骤1、设置伺服驱动器的参数隐藏参数PH17改为5012,断电再上电。
2、接线图3、根据任务功能,分配I/O点4、下载程序到PLC,参考程序5、制作触摸屏画面(1)打开MCGSE嵌入版组态软件,新建工程,选择相对应的触摸屏类型按确定;(2)创建新工程后进行组态设备,双击添加通用串口父设备后选择FX系列编程口,组态完成后关闭当前画面,进入下一步;(3)新建一个用户窗口,双击窗口,进入画面编辑;(4)点击工具箱,添加所需要的按钮和输入框等(5)首先添加输入框双击打开,选择PLC对应的数据对象,通道类型与通道地址要和PLC 一致,否则无法读取数据,同样方法分添加设置电机保养时间和电机转速设置;(6)点击工具箱添加按钮双击打开基本属性可以设置想要的文本,点击操作属性勾选数据对象,选择按1松0点“?”进去选择通道类型和通道地址,其他按钮操作方法也一样;(7)工具箱添加指示灯双击打开选择数据对象,选择相对应的输出。
两台电动机顺序启动的PLC控制

(1)开启控制: 按下SB1按钮,M1电动机开启; 再按下SB2按钮,M2电动机开启;
(2)停止控制: 按下SB3按钮,M2电动机停止; 再按下SB4按钮,M1电动机停止;
(3)本电路要具有过载保护功能;
任务一:理一理
本电路最终实现旳功能: ___顺__序____开启, ___逆__序____停止。
A1
A2
N
L
注意工艺
PLC外围接线
任务四:写一写
第一步:绘制M1电动机启保停梯形图。
任务四:写一写
第二步:绘制M2电动机启保停梯形图。
任务四:写一写
第三步:M1先运转,M2后运转(顺序开启)。
提醒:
任务四:写一写
第四步:M2先停止,M1后停止(逆序停止)。
提醒:
项目五
PLC控制两台电动机旳 顺序开启和停止
1. 应用背景
诸多旳工业设备上装有多台电机,因为设备各部分旳工 作节拍不同,或者操作流程要求,各电机旳工作时序不同。
例如,通用机床一般要求主轴电机开启后再开启进给电 机。而带有液压系统旳机床一般需要先开启液压泵电动机后, 才干开启其他旳电动机。
2. 任务布置
任务二:分一分
名称 开启按钮 开启按钮 停止按钮 停止按钮 热继电器 热继电器
输入信号 符号 输入点编号
SB1
X0
SB2
X1
SB3
X2
SB称 接触器 接触器
输出信号 符号 输出点编号
KM1
Y0
KM2
Y1
I/O口分配
任务三:画一画
3
4
3
4
3
4
3
4
95
PLC如何实现对两台电动机交替运行的控制?

PLC 如何实现对两台电动机交替运行的控制?
☆PLC 如何实现对两台电动机交替运行的控制?
两台电动机交替运行是指电动机M1 运转一定时间自动停止后,电动机M2 开始工作,当电动机M2 运转一定时间自动停止后,电动机M1 再次起动运转,如此反复循环,实现两台电动机的自动交替运行。
图:两台电动机交替运行的PLC 控制电路
表:两台电动机交替运行控制PLC 梯形图I/O 地址分配表(西门子S7- 200 系列PLC)
结合PLC 外接部件与主电路的控制关系,及I/O 地址分配表可知,两台电动机交替运行控制过程如下:
1.电动机M1 的起动控制过程
起动电动机M1 时,可通过按钮SB1 进行控制。
利用PLC和变频器实现多电机速度同步控制
利用PLC和变频器实现多电机速度同步控制在传统的传动系统中,要保证多个执行元件间速度的一定关系,此中包括保证其间的速度同步或具有一定的速比,常采用机械传动刚性联接装置来实现。
但有时若多个执行元件间的机械传动装置较大,执行元件间的距离较远时,就只得考虑采用独立控制的非刚性联接传动方法。
底下以两个例子分别介绍利用PLC和变频器实现两个电机间速度同步和保持速度间一定速比的控制方法。
一、利用PLC和变频器实现速度同步控制薄膜吹塑及印刷机组的主要功能是,利用挤出吹塑的方法进行分子化合物塑料薄膜的加工,然后经过凹版印刷机实现对薄膜的印刷,印刷工艺根据要求不同可以采用单面单色、单面多色、双面单色或双面多色等方法。
在整个机组中,有多个电机的速度需要进行控制,如挤出主驱动电机、薄膜拉伸牵引电机、印刷电机和成品卷绕电机等。
电机间的速度有一定的关系,如:挤出主电机的速度由生产量要求确定,但该速度确定然后,根据薄膜厚度,相应的牵引速度也就确定,是以挤出速度和牵引速度之间有一确定的关系;同时,多组印刷胶辘必须保证同步,印刷电机和牵引电机速度也必须保持同步,不然,将影响薄膜的质量、印刷效果和生产的连续性;卷绕电机的速度受印刷速度的限制,作相应变化,以保证经过印刷的薄膜能以恒定的拉力进行卷绕。
在上述机组的传动系统中,多组印刷胶辘的同步驱动可利用刚性的机械轴联接,整个印刷胶辘的驱动由一台电机驱动,如许就保证了它们之间的同步。
印刷电机的速度必须保证与牵引电机的速度同步,不然,在此两道工艺之间薄膜会出现过紧或过松的现象,影响印刷质量和生产的连续性。
但是印刷生置与牵引装置相距甚远,没有办法采用机械刚性联接的方法。
为实现牵引与印刷间的同步控制,牵引电机和印刷电机各采用变频器进行调速,再用PLC对两台变频器直接控制。
牵引电机和印刷电机采用变频调速,其控制框图如图1所示。
在这个闭环控制中,以牵引辘的速度为目标,由印刷电机变频器调节印刷辘速度来跟踪牵引辘的速度。
《PLC应用技术(西门子)》电子课件 5-2:两台电动机的同时起停控制

VB100 接收到的字符数
发 送
VB51
发送数据1 (IB0→VB51)
接 收
VB101
接收到的数据1 (VB101←)
区
区
VB52
发送数据2 (QB0→VB52)
VB102 接收到的数据2 (VB102←)
VB53
结束字符
VB103
结束字符
项目实施---程序设计
1
初始化子程序
2
编写主程序
3 编写SMB34的定时中断程序
《PLC应用技术(西门子)》 主讲人:史宜巧
1 控制要求 2 项目分析 3 知识学习 4 项目实施 5 项目总结
6 项目拓展
控制要求
项目分析
PLC1
PLC1发送数据 PLC2接收数据
PLC2
PLC1接收数据
PLC2发送数据
知识学习---设置自由口通信模式
SMB130
SMB30
知识学习---设置自由口通信模式
协议选择
00:PPI/从站模式 01:自由口协议 10:PPI/主站模式 11:保留
知识学习---自由口通信指令的梯形图
数据接收指令 数据发送指令
缓冲区首址 0或1
缓冲区首址 0或1
知识学习---数据接收指令
接收指令RCV可以从端口0或1接收一个或 多个字节的数据,最多为255个,并存于 数据缓冲区。
端口0 端口1
含义
接收信息控制字节
SMB87
SMB187
BK:是否使用中断条件检测起始信息。0=忽略;1=使用 TMR:是否使用SMB92或SMB192的值终止接收。0=忽略;1=使用 C/M:定时器定时性质。0=内部字符定时器;1=信息定时器 IL:是否使用SMB90或SMB190的值检测空闲状态。0=忽略;1=使用 EC:是否使用SMB89或SMB189的值检测结束信息。0=忽略;1=使用 SC:是否使用SMB88或SMB188的值检测起始信息。0=忽略;1=使用 EN:接收允许。0=禁止接收信息;1=允许接收信息。
用触摸屏PLC功能指令实现两台电机的按顺序Y-△启动

用触摸屏PLC 功能指令实现两台电机的按顺序Y-△启动,要求如下:
(1)按下触摸屏上的“启动”按钮,1#电机Y 启动,1秒后,1#电机△启动;
相隔T 秒后,2#电机Y 启动,1秒后,2#电机△启动。
(2)按下触摸屏上的“停止”按钮,所有电机不管处于何种状态都停下;能显示两电机的累计工作时间,停电也不会改变。
(3)T 定时范围是5-10秒;
(4)使用功能指令(MOV )编写程序;
(5)在试卷上画出PLC 的I/O 分配图、PLC 的梯形图和触摸屏的画面。
I/O 分配: X0 启动 X1 停止 Y0 1#运行(KM1) Y1 1#星形启动(KM2) Y2 1#△启动(KM3) Y4 2#运行(KM4) Y5 2#星形启动(KM5) Y6 2#△启动(KM6)
触摸屏使用步骤
1:打开软件EasyManager 选
好通讯口COM1或COM2→
EB 新建→MT510。
2编辑→系统参数→PLC 机型
选Fx2n 。
3建立操作面板、元件、灯、
数、标注等→保存文件→工
具→编译
4回到Easymanager 主界面
5√选 Direct
Online-Simulator.; → PLC 运行
状态,不监控; →
Online-Simulator,打开编译文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何用一个P L C控制两个或多个伺服电机同
步运行
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
如何用一个PLC控制两个或多个伺服电机同步运行
主电机速度改变时,其它伺服电机也跟着同步运行.
用第一个伺服驱动的输出控制第二个伺服驱动器,就可以实现同步运动了,只要要求不是太高这种方法完全可行。
同步分控制精度来确定控制方案的。
1:简单的多个伺服电机转速的同步,完全可以PLC不同输出口发同一个速度出去,这个不是跟随。
2:伺服驱动有脉冲输出功能,可以用这个控制下一台伺服的速度,这个是简单跟随。
3:相应速度和跟随精度要求很高,建议使用多轴运动控制器,以前见过派克的一款,假设有A/B/C三台伺服,使用PLC控制A 伺服,然后A伺服有AB反馈,通过AB反馈到B伺服达到对B伺服的控制,再通过B伺服的反馈,接到C伺服,这样就可以达到伺服的联动及同步性,以上的联动可能有毫秒级的偏差.但是使用在一般的机床上是没有什么问题的。
方法一:在一台电机上安装编码器,通过编码器的反馈去控制进另一台电机,来达到同步;
方法二:利用运动型控制PLC,里面带有电子凸轮机构,可以进行同步跟踪控制;。