装配工艺流程图模板
装载机装配工艺流程图

组 装
配 重
前 车 架
铰 接 部 件 传 动 部 件
组 装
形成
装
载
机
底
盘
后 驱 动 桥
油 箱 组 装
驾 驶 室 组 装
罩 壳 组 装
仪 表 盘 组 装
手 制 动 部 件 组 装 150
司 机 座 椅 组 装
电 瓶 安 装 及 接 线 170
进 排 气 系 统 安 装 180
添 加 各 种 油 料
后 车 架
装 载 机 装 配 工 艺 流 程 图
10 前 驱 动 桥 装 载 装 置 20 30 电 瓶 箱 组 装 40 分动 箱与 液压 马达 组装 件 50 刹 车 系 统 组 装 60 电 路 布 线 70 功率 输出 部件 组装 80 散 热 装 置 组 装 90 转 向 装 置 组 装 100 液 压 系 统 组 装
组 装
110
120
130
140
160
190
250 门窗玻璃的 安 装 260 驾驶室内部 装 修
240 各种电器元件 的安装 270 第二次调试
230 表面处理及 喷漆 280 各种文件及随 机附件装箱
220 检查调试液压系 统及刹车系统 290 整机检验
210 首次启动发动机 试 车 300 入 库
总装工艺流程图
6、垫圈Ø15×1.5 1件
7、密封圈Ø14.5×18.5×2.4 1件
名称:气缸头装配(06)
内容:
1、将正时链条套在曲轴链轮上,装上张紧轮、正时链轮、导向轮、导向轮轴铝垫及导向轮轴并旋入三圈以上。
2、装缸头组件,把正时链轮提到与凸轮轴对齐,插入M6×110螺栓(带垫圈Ø6.2×1.5)进入凸轮轴孔中防止正时链轮滑落。
3、装离合器分离升板、曲轴过油管及弹簧、离合器分离臂。
4、检查离合器紧固螺母扭力。
零部件:
1、自动离合器1件2、离合器盖板1件
3、纸垫1件4、GB/T276-1994轴承1件
5、螺母1件6、防松垫片1件
7、弹性垫圈1件8、曲轴过油管1件
9、弹簧1件
10、离合器分离升板1件
11、离合器分离臂1件
12、GB/T 819.1-2000螺钉M5×7 4件
3、在活塞销表面上涂上润滑油后用手推入活塞销孔,用尖嘴钳将活塞销挡圈镶入槽内。
零部件:
1、A栓M6×202 2件
2、B栓M6×194 2件
3、定位销Ø8×12 26、活塞销1件
7、活塞销挡圈1件
8、气缸体底回油密封圈1件
名称:气缸体装配(05)
内容:
1、转动曲轴,使活塞留在上止点,用手指按住活塞环,把缸体向下推压致活塞全部进入缸体孔内。
10、档显线1件
11、档显线压板1件
12、GB/T 16674-1996螺栓M6×12 1件
名称:气密性检测(关键工序)(13)
内容:
1、将气压调整好后将通气管套在发动机废气管上。
2、将发动机放入水箱中,在保证进排气关闭的状态况下,发动机各部位不允许有气泡,若有气泡的地方用粉笔做好标识,进行返修。
工艺流程图范例
12 N/A
13 3AD41-003E ----螺丝/4PCS
14
2JA54-001E ----线夹/1PC 3AD41-003E ----螺丝/4PCS
15 3AD41-003E ----螺丝/4PCS
16
2G069-191E ----挡板/1PC PE袋 ----包装材料/1PC
17 干燥剂 ----包装材料/1PC
包装挡板,粘挡板
14.32
1
14.32 小刀片 1PC
内检+放干燥剂
14.92
1
14.92
N/A
Hale Waihona Puke 18 2G069-181E ---上盖/1PC
上盖投入,检查
14.86
1
14.86
N/A
19 N/A
检查侧面外观&安装上盖 14.57
1
14.57
N/A
20 N/A
扫描
13.26
1
13.26 扫描枪 1PC
8 3M142-010E ----LED支架/5PCS
基座检查
13.62
1
13.62
N/A
贴料号贴纸,序列码贴纸 产地贴纸
14.06
1
14.06
N/A
拉铆右导轨4pcs拉钉
15.16
1
15.16 拉钉枪 1PC
拉铆左导轨4pcs拉钉
15.32
1
15.32 拉钉枪 1PC
安装静电导片 (卡勾结构)
安装静电导片 (卡勾结构)
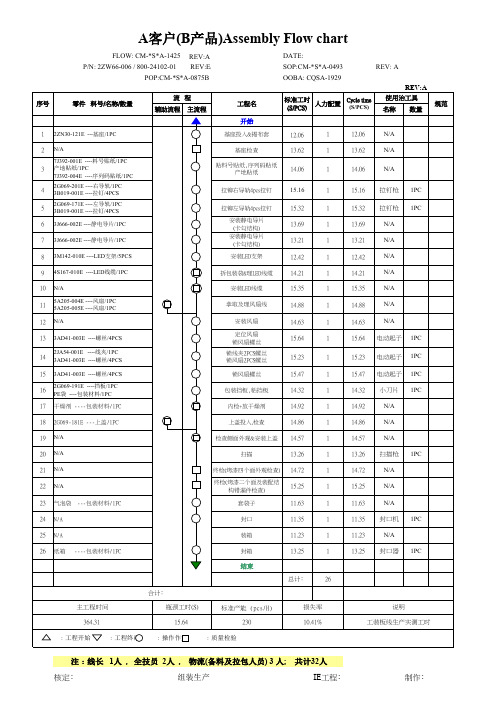
A客户(B产品)Assembly Flow chart
FLOW: CM-*S*A-1425 REV:A P/N: 2ZW66-006 / 800-24102-01 REV:E/D0
装配式建筑关键施工工艺

二、混凝土工程
剪力墙编号
1、按照吊装顺序由外至内确定剪力墙编号。
2、根据结构及后期吊装需求,标识出特殊浇筑高度的剪力墙。
3、按照外剪力墙分三次浇筑、内墙分两次浇筑计算浇筑的所需混凝土量。
三、构件安装
5、隔墙在浇筑完竖向混凝土并拆模后进行吊装。
四、钢筋工程
钢筋下料表
1、由钢筋翻样部门计算钢筋使用量。
2、根据各剪力墙的墙柱编号确定单个剪力墙钢筋使用量。
3、按照现场情况规划钢筋堆放区。
五、支撑与防护
1、斜支撑
1)斜支撑分为普通斜支撑、带拉环斜支撑。
(2)根据墙板长度4m以下布2根,4m以上布3根,其中每块墙板布置数量不少于2根。
(2)梁底支撑根据4m以下2处,4m以上3处进行布置。
(3)给出材料底支撑
(1)板底支撑根据项目要求选用。
(2)空调板、阳台板处采用轮扣式支撑,兼做外防护。横杆长度采用600mm、900mm、1200mm。
(3)轮扣式支撑设置三道横杆,且在水平混凝土浇筑完成后可拆除该层支撑的扫地杆。
2、测量放线图
(1)通过控制点确定横纵双向主控线,墙板线由主控线引出。
(2)放线是要放出外墙板端头线和200mm宽水平控制线。
(3)控制线从首层往上引,达到十层后从十层往上引,以此类推。
3、塔吊平面布置图
(1)根据PC部门提供相关板重及塔吊位置,进行塔吊选型。
(2)以5m为单位画出起吊范围,并用红色字体示意该型号塔吊在此范围内的最大起重量及范围内最大板重
(3)墙板斜支撑套筒预埋高度为2m,带拉环斜支撑拉环布置投影距离为距墙板1.5m。
底盘车间装配工艺流程图

2
3
4
5
6
7
8
9
10
发 动 机 与 变 速 箱 分 装
散 热 器 分 装
制 动 系 统 各 阀 类
装 装 配 配 前 后 桥 桥 板 板 簧 簧
装 配 前 后 桥
吊 装 车 架 上 线
装 配 备 胎 升 降 器
装 配 限 位 块
装 配 稳 定 杆 上 支 架
装 配 传 动 轴 保 护 支 架
装 配 减 振 器 上 支 架
装 配 分 动 箱 高 低 速 机 构
铺 装 水 暖 管 路
油 管 接 头 连 接
11
12
加 注 冷 却 液
加 注 油 脂
加 注 汽 车 燃 油
打印 底盘 VIN 码
加 注 汽 车 燃 油
发 动 机 启 动
底 盘 启 明 星 试 验
底 盘 终 检
底 盘 下 线
标 记
处 数
通知单号
签字
日期
编制 校对 审核 批准 日期
装 配 储 气 筒
装 配 空 气 干 燥 剂
制 动 系 统 各 类 阀 装 配 额
车 架 翻 转
装 配 车 轮
装 配 消 声 器
装 配 制 动 管
装 配 燃 油 供 给 系 统
分 装
装 配 发 动 机 及 变 速 箱 总 成
装 配 冷 却 包
装 配 散 热 器 上 下 水 管
装 配 中 冷 器 进 出 气 管
底盘装配工 艺流程图
共 数 量
页 比 例
第
页
东风特汽(十堰) 客车有限公司
装 配 分 动 箱
装 配 传 动 轴
装 配 减 振 器
装配车间流程图

装配车间流程图一、背景介绍装配车间是汽车创造过程中的重要环节之一,主要负责将汽车的各个零部件进行组装,最终形成完整的汽车产品。
为了提高生产效率和质量,需要制定一套清晰的装配车间流程图,以指导装配工人的操作,并确保整个装配过程的顺利进行。
二、装配车间流程图以下是一种常见的装配车间流程图,包括主要的装配步骤和相关的工作流程。
1. 零部件准备阶段a. 接收零部件:从仓库中接收到待装配的零部件,包括发动机、底盘、车身等。
b. 零部件检验:对接收到的零部件进行检验,确保其质量符合要求。
c. 零部件分类:根据不同的装配需求,将零部件进行分类和分组。
2. 装配准备阶段a. 工作站准备:准备好装配所需的工作站,包括工作台、工具、设备等。
b. 装配计划制定:根据定单和生产计划,制定装配的时间表和工作安排。
c. 人员分配:根据装配计划,将工人分配到相应的工作站进行装配工作。
3. 装配过程a. 零部件装配:根据装配图纸和操作指导,将不同的零部件进行组装。
b. 质量检查:在装配过程中,对已装配的零部件进行质量检查,确保装配质量符合要求。
c. 故障排除:如发现装配过程中的问题或者故障,及时进行排除和修复。
d. 部件调试:对装配完成的部件进行调试和测试,确保其正常运行。
4. 装配完成阶段a. 车辆调试:对装配完成的整车进行调试和测试,确保其性能和功能正常。
b. 质量检验:对整车进行全面的质量检验,确保其符合相关的质量标准和要求。
c. 整理清洁:对装配车间进行整理和清洁,保持工作环境的整洁和安全。
d. 成品入库:将装配完成的汽车产品送入成品库存,准备出厂或者发货。
5. 数据记录和反馈a. 装配数据记录:对每一个装配步骤和过程进行数据记录,包括装配时间、质量检查结果等。
b. 问题反馈:如发现装配中存在的问题或者改进意见,及时向相关部门进行反馈。
三、总结装配车间流程图是指导装配工作的重要工具,通过明确的流程和步骤,可以确保装配过程的高效和质量。
1.发动机装配流程图
总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。
装配工艺过程卡和工艺流程图
工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。
组装工艺流程ppt
05
组装工艺流程实例
手机组装流程
零部件采购
从供应商处采购手机所需的各种零部件, 如显示屏、电池、摄像头、处理器等。
测试与检验
对组装好的半成品进行测试和购回来的零部件进行半成品组装,组 成手机的主要结构。
包装与发货
将检验合格的手机进行包装,并安排发货 ,完成整个手机组装流程。
04
组装工艺流程优化
提高生产效率
减少生产时间
通过优化工艺流程,减少生产线的停机时间,提高生产效率。
自动化生产
引入自动化设备和机器人,实现自动化生产,提高生产效率。
减少生产中的错误
通过改进工艺流程,减少生产中的错误和返工,提高生产效率。
降低成本
1 2
减少原材料成本
通过优化工艺流程,减少原材料的浪费和损失 ,降低成本。
性能测试
对产品的各项性能指标进行检测和验证,确保满 足设计要求。
调试与校准
对产品进行调试和校准,使其达到最佳工作状态 。
包装与运输
产品清洁
清除产品表面的污垢和杂质,保证包装前的清洁 度。
包装操作
按照设计要求对产品进行包装,确保在运输过程 中不受损坏。
产品标识与记录
对产品进行标识和记录,方便后续的追溯和管理 。
汽车组装流程
包装与发货
将检验合格的汽车进行包装,并安排发货 ,完成整个汽车组装流程。
零部件采购
从供应商处采购汽车所需的各种零部件, 如发动机、轮胎、车身、座椅等。
车身组装
将车身各部分组装起来,形成完整的汽车 车身。
总装与检验
将车身和发动机等零部件组装在一起,形 成完整的汽车,并进行测试和检验,确保 汽车性能和质量符合要求。
工序流程图(模板)
Plant Name: 工厂名称
Product Platform: 产品平台
Process Name: 流程名称
志高商用工 厂
M LINE Appro
TMR08总 vals
装
批准
Position Title
Plant ME Leader 工厂ME经理
Process Owner 生产流程管理者
装配左右侧 板
TMR08_1213
不合格 品流程
装配前后横 梁
TMR08_12-
抽真空 TMR08_14-15
电控组件装 配、接线 TMR08_1415
冷媒充 注机 冷媒
充冷媒 TMR08_16-17
1.检漏结果
1.氦气回收合格(绿 灯亮)
1.螺钉无遗漏 2.螺钉必须打紧 3.钣金无刮花和变 形
1.螺钉无遗漏 2.螺钉必须打紧 3.钣金无刮花和变 形
ME Engineer ME工程师
Name
Date
Flow Chart
Number: Issue Date
(Original): Revision Date: 修订日期及版本
号 Prepared By:
参与编制者
Key Inpu t
关键 输入
Process Step TMR14
步骤
Key Output
3.插管深度到位
4.电子臌胀阀型号
正确
CF
5.四通换向阀型号
正确
CF
1.焊接外观符合要
求
CF
2.充氮保护到位,
无氧化皮
3.管路美观、确保
管路间隙>10MM
1.冷凝器规格正确
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
装配工艺流程图模板
装配工艺流程图模板
一、总体流程
1. 原料准备:收集所需原材料,并进行检验和分类。
2. 零部件加工:对原材料进行切割、成型、加工等操作,制造出相应的零部件。
3. 零部件检验:对制造出的零部件进行检验,确保其质量达到要求。
4. 零部件清洗:对通过检验的零部件进行清洗,去除表面的污垢和杂质。
5. 零部件组装:将经过清洗的零部件按照固定的顺序进行组装,形成半成品。
6. 半成品检验:对组装完成的半成品进行各项检验,确保其性能和外观达到要求。
7. 半成品调整:如果半成品存在一些缺陷或不达标的地方,需要进行调整和修复。
8. 半成品测试:对调整和修复完成的半成品进行测试,确保其功能正常且稳定。
9. 成品整理:对通过所有测试的半成品进行整理,确保其外观整洁,无损坏和污垢。
10. 成品包装:将整理好的成品进行包装,以便于运输和保护。
11. 成品检验:对包装好的成品进行最终的检验,确保其质量
和性能符合标准。
12. 成品入库:将通过所有检验的成品入库,并进行分类和标记。
二、关键节点详述
1. 零部件加工:
a. 切割:使用相应的工具将原材料进行切割,得到所需的形
状和尺寸。
b. 成型:通过压力或热处理等方式,将原材料变形为所需的
零部件形状。
c. 加工:对已经成型的零部件进行进一步的加工,如孔加工、焊接等。
2. 零部件检验:
a. 外观检查:对零部件的外观进行检查,确保表面无明显的
划痕、变形等缺陷。
b. 尺寸检查:使用相应的测量工具对零部件的尺寸进行测量,确保其符合要求。
c. 功能检查:对零部件的功能进行检查,确保其能够正常工作。
3. 零部件清洗:
a. 清洗液准备:选取适合的清洗液,如水或特殊的溶剂,并
进行准备。
b. 清洗操作:将零部件放入清洗液中,通过机械或手工的方
式进行清洗,去除表面的污垢和杂质。
c. 冲洗:用清水对零部件进行冲洗,确保清洗液完全清除。
4. 零部件组装:
a. 零部件排序:按照特定顺序将零部件排列好,以便于组装。
b. 组装操作:按照设计要求将零部件进行组装,使用合适的
工具和方法确保组装质量。
5. 半成品检验:
a. 外观检查:对已经组装完成的半成品的外观进行检查,确保其外观无损坏和污垢。
b. 功能检查:对半成品的功能进行检查,确保其部件之间的连接和操作正常。
6. 半成品调整:
a. 缺陷修复:对发现的缺陷进行修复,如更换有问题的零部件、调整部件连接等。
b. 外观整理:对表面的划痕和污垢进行修整和清理,使其外观整洁。
7. 半成品测试:
a. 性能测试:对调整和修复完成的半成品进行性能测试,确保其满足设计要求。
b. 稳定性测试:对半成品进行长时间的运行测试,确认其在工作状态下的稳定性。
以上为装配工艺流程图的模板,具体操作要根据实际情况进行调整和补充。
对于不同的产品和工艺,可能还需要添加其他的节点和操作。