圆周分布孔组位置度合格性判断图解法
简易图解形位公差

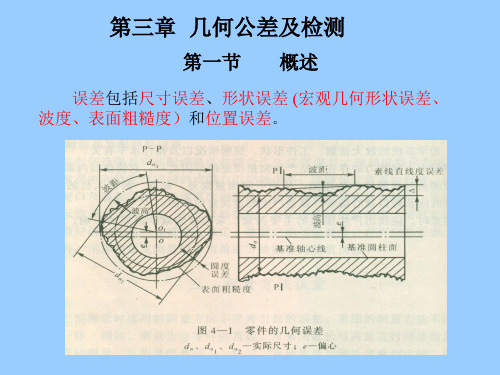
1. 直线度:直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。
标注含义:被测表面投影后为一接近直线的“波浪线”(如右图),该“波浪线”的变化范围应该在距离为公差值t(t=0.1)的两平行直线之间。
2. 平面度:平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。
标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平面内,如右图区域。
3. 圆度:圆度,是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差范围之内。
标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t(t=0.025)的两同心圆之内,如右图区域。
4.圆柱度:圆柱度,指工件圆柱表面所有垂直截面中最大尺寸与最小尺寸之差,限制了被测圆柱面的形状误差,是圆柱的实际形状相对理想形状的最大允许变动量。
标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如右图。
圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。
圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞的圆柱度则对于其在缸套中上下运动的顺畅性至关重要。
1.平行度平行度,指两平面或者两直线平行的程度,即其中一平面(边)相对于另一平面(边)平行的误差最大允许值。
标注释义:被测轴线必须位于距离为公差值t(t=0.1),且在给定方向上平行于基准轴线的两平行平面之间。
注:2.垂直度垂直度:用于评价直线之间、平面之间或平面与直线之间的垂直状态,公差带为垂直于基准线(面)的两个平行平面之间的区域,两个平行平面间的距离为t(t=0.06),被测线(面)必须位于这两个平面之间。
圆周均布孔的位置度检测的数据处理方法

圆周均布孔的位置度检测的数据处理⽅法
圆周均布孔的位置度检测的数据处理⽅法
罗开勇
【期刊名称】《计量技术》
【年(卷),期】1997(000)009
【摘要】同⼀圆周上均布若⼲孔对其中⼼的位置度误差可由径向误差和⾓度误差合成得到。
本⽂指出了⾓度误差值确定时存在随意性,导致结论不客观,提出按最⼩条件确定最佳⾓度误差值的具有⽅法,经证明切实可⾏。
【总页数】3页(10-12)
【关键词】圆周均布孔;位置度误差;⾓度误差;最⼩条件
【作者】罗开勇
【作者单位】重庆陵川机械⼚理计中⼼
【正⽂语种】英⽂
【中图分类】TG801
【相关⽂献】
1.与“圆周均布孔的位置度检测的数据处理⽅法”⼀⽂的商榷 [J], 赵世⽴; 江海勇
2.园周均布孔的位置度检测的数据处理⽅法 [J], 罗开勇
3.微机在圆周均布孔组位置度计量和最佳位置度值优选中的应⽤ [J], 王世英; 马承根
4.微型计算机应⽤于圆周均布孔组位置度的计量和最佳位置度的优选[C], 王世英
5.圆周均布孔组位置度测量中切向误差的修正 [J], 熊安辉。
互换性与技术测量(第三章 几何公差及检测)
对称度
控制被测提取(实际)轴线的中心平面(或轴线)对基准中心平面(或轴线)的共 面(或共线)性误差。
位置度 控制被测要素(点、线、面)的实际位置对其理论正确位 置的变动量。理论正确位置由基准和理论正确尺寸确定。
基准:三基面体系
三基面体系 a)三基面体系的基准符号及框格字母标注 b)三基面体系的坐标解释
单一要素
该要素对其它要素不存在功能关系,仅对其本身给出形状 公差的要素。 关联要素 该要素对其它要素存在功能关系,即规定位置公差的要素。
第二节 几何公差在图样上的标注方法
在技术图样中一般都应用符号标注。 若无法用符号标注,或用符号标注很繁琐时, 可在技术要求中用文字说明或列表注明。 进行几何公差标注时,应绘制公差框格,注明 几何公差数值,并使用有关符号。
线轮廓度
理论正确尺寸:用以确定被测要素的理想形状、方向、位置的尺寸。它 仅表达设计时对被测要素的理想要求,故该尺寸不附带公差,而由形位公差
来控制该要素的形状、方向和位置。
面轮廓度
三、定向公差
定向公差是指被测关联要素的实际方向对其理论 正确方向的允许变动量,而理论正确方向则由基准确 定。
平行度 当两要素互相平行时,用平行度公差控制被测要素对基准 的方向误差。
图4.4
(3)在多个同类要素上有同一项公差要求
第三节
几何公差带:
几何公差带
用来限制被测提取(实际)要素变动的区域,
零件提取(实际)要素在该区域内为合格。
一、形状公差 是指单一提取(实际)要素形状的允许变动量。 公差带构成要素:
公差带形状——由各个公差项目特征决定。
公差带大小——由公差带宽度或直径决定。
① 单一基准是由单个要素建立的基准,用一个大写 字母表示,如图4.11(a)所示。 ② 公共基准是由两个要素建立的一个组合基准,用 中间加连字符“-”的两个大写字母表示,如图4.11(b) 所示。 ③ 多基准是由两个或三个基准建立的基准体系,表 示基准的大写字母按基准的优先顺序自左至右填写在公差 框格内,如图4.11(c)所示。
形位公差之圆度误差测量方法介绍

形位公差之圆度误差测量方法介绍在机械制造中,经常会加工轴、套筒等回转体类零件,这些零件需要配合起来使用,这就要求不仅满足尺寸精度要求,同时还要满足形位精度要求。
圆度属于形位公差中的一种,其测量方法主要有回转轴法、三点法、两点法、投影法和坐标法以及利用数据采集仪连接百分表法等。
圆度圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。
即通常所说的圆整程度。
圆度公差圆度是限制实际圆对理想圆变动量的一项指标,其公差带是以公差值t为半径差的两同心圆之间的区域。
圆度公差属于形状公差,圆度误差值不大于相应的公差值,则认为合格,下图为圆度公差标注图:圆度误差的评定原则圆度误差评定有4种主要方法。
①最小区域法:以包容被测圆轮廓的半径差为最小的两同心圆的半径差作为圆度误差。
②最小二乘圆法:以被测圆轮廓上相应各点至圆周距离的平方和为最小的圆的圆心为圆心,所作包容被测圆轮廓的两同心圆的半径差即为圆度误差。
③最小外接圆法:只适用于外圆。
以包容被测圆轮廓且半径为最小的外接圆圆心为圆心,所作包容被测圆轮廓的两同心圆半径差即为圆度误差。
④最大内接圆法:只适用于内圆。
以内接于被测圆轮廓且半径为最大的内接圆圆心为圆心,所作包容被测圆轮廓两同心圆的半径差即为圆度误差.圆度误差测量方法圆度测量方法主要有回转轴法、三点法、两点法、投影法和坐标法、直接利用我们太友科技的数据采集仪连接百分表法。
1、回转轴法利用精密轴系中的轴回转一周所形成的圆轨迹(理想圆)与被测圆比较,两圆半径上的差值由电学式长度传感器转换为电信号,经电路处理和电子计算机计算后由显示仪表指示出圆度误差,或由记录器记录出被测圆轮廓图形。
回转轴法有传感器回转和工作台回转两种形式。
前者适用于高精度圆度测量,后者常用于测量小型工件。
按回转轴法设计的圆度测量工具称为圆度仪。
2、三点法常将被测工件置于V形块中进行测量。
测量时,使被测工件在V形块中回转一周,从测微仪(见比较仪)读出最大示值和最小示值,两示值差之半即为被测工件外圆的圆度误差。
位置度公差标注原理与方法

位置度公差标注原理与方法位置度是指被测实际要素对其具有理想位置的理想要素的变动量位置度公差是各实际要素相互之間或它們相对一个或多个基准位置允许的变动全量沿圆周分布要素的位置度公差注法在生产实际中有的应用,由于其表现形式和反映的设计意图多种多样,相对来说比较复杂。
本文将针对各种不同的组合形式,结合标注示例分别说明其反映的设计思想和标注的公差解释。
根据标注方法的不同形式,圆周分布要素的公差标注可分为单组和多组两大类。
1、单组圆周分布要素的公差注法1)沿圆周分度方向均匀分布的要求较严,对径向变动误差要求较松。
这种设计飘多用在有圆周分布要求的定位要素(分度定位销孔等)和圆周分度刻线等场合。
其标注方法见图1。
图1中所示4个孔的实际轴线必须分别位于圆周方向宽0.01mm的4个两平行平面公差带内,各公差带的中心应均匀分布,公差带的宽度方向为指引线箭头所指示的圆周方向(见图1b)。
轴线的径向位置由Φ50mm的未注公差控制。
2)对圆周分布的径向位置要求较严,圆周均匀分布的要求较松。
多用于在径向起定位定心作用的场合,可分为有基准和无基准两种情况。
图2为无基准标注的示例,图3为有基准标注的示例。
图2中所示4个孔的实际轴线必须分别位于宽0.01mm的4个径向公差带内,各公差带对称分布在Φ50mm的理想圆周上(见图2b)。
Φ50mm的理想圆的圆心对外圆Φ80mm的轴线的同轴度公差按未注同轴度公差考虑。
对经两孔中心边线之间的角度应在89°30′~90°30′之间。
图3中所示4个孔的实际轴线分别位于宽0.01mm的4个径向公差带内,各公差带对称分布在Φ50mm的圆周上。
Φ50mm的理想圆的圆心对外圆Φ80mm的轴线(基准轴线)A同轴(见图3b)。
对经两孔中心边线之间的角度应在89°30′~90°30′之间。
设计中是否选用有基准的标注,主要取决于给定位置度公差的成组要素是否对其它要素有定位(装配)关系。
一文看懂几何公差
[测定实例]
三、同轴度
1. 同轴度公差定义 公差定义:理论上轴或孔的中心线与实际上轴或孔的中心线之间的偏差大小; 表示符号:
2. 同轴度公差的实例 实例1
解释: 同轴度指示的轴的中心线,理论上位于 以基准A 中心为基准轴线、 直径0.1的范围内
公差域
实例4(面位置度)
解释: 位置度指示的面,理论上位于以垂直基准 平面A、离基准平面B 50mm面,公差0.2mm 的面的范围内
公差域
3. 位置度公差的测量 点位置度的测定
[测定机器] 三次元/投影仪
[测定方法]
1. 基准平面A---固定
2. 基准平面B---设定为基准轴X方向
3. 基准平面C---设定为原点
公差域
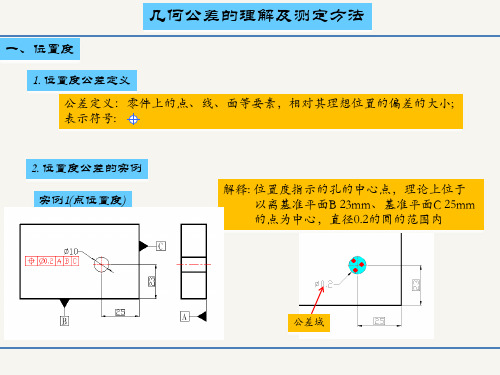
实例2(点位置度) 实例3(线位置度)
解释: 位置度指示的方孔的中心点,理论上位于 以离基准平面B 23mm、基准平面C 25mm 的点为中心,边长0.2的正方形的范围内
公差域
解释: 位置度指示的椭圆孔的中心线,理论上位于 以基准平面B为轴线 且离基准平面B 23mm 为中心,宽度0.2mm的范围内
解释: 平行度指示的上表面,理论上位于平行基准平面A 的两平行平面内, 且两平行平面距离为0.1之间。
平行平面1 上表面 平行平面2
基准平面A
0.1
3. 平行度公差的测量
平行度的测定[ຫໍສະໝຸດ 定机器] 三次元/高度规[测定方法] 1. 基准平面A---固定; 2. 基准平面B---设定为基准轴; 3. 基准平面C---设定为原点 4. 测出平行度指示表面上多个点的高度值,找出高度值中Max/Min值 5. 计算出Max.与Min.值的差值(即平行度大小)
公差第七章孔与轴的检测
全形通规
y向能通过,易 引起误判断
在被测孔或轴的形状误差不致影响孔、轴配合性质的情况下,为
了克服制造或使用符合泰勒原则的量规时的不方便或困难,允许 使用偏离泰勒原则的量规。 使用偏离泰勒原则的量规检验孔或轴的过程中,必须做到操作正 确,尽量避免由于检验操作不当而造成的误判。
三、光滑极限量规的定形尺寸公差带和各项公差 光滑极限量规的精度比被测孔、轴的精度高得多。 但光滑极限量规的定形尺寸不可能加工成某一确定的数值。 故GB1957—81《光滑极限量规》规定了量规工作部分的定形尺寸
可以只对尺寸偏向的一边按单向内缩方式确定。 4)对于非配合尺寸和一般公差的尺寸,其验收极限按不
内缩方式确定。
二、计量器具的选择
根据测量误差的来源,测量不确定度u是由计量器具的测
量不确定度u1(其允许值约等于0.9A)和测量条件引起的 测量不确定度u2(其允许值约等于0.45A)组成的。按随
机误差合成规则,其测量总的不确定度为:
同一真实尺寸的测得尺寸必有一分散范围,表示测得尺寸
分散程度的测量范围称为测量不确定度。它的允许值称为
安全裕度A。GB/T3177—1997规定,A值按工件尺寸公差 T的1/10确定,其数值列于附表7—3所示。
KS=Lmax – A
Ki=Lmin + A
(7-1)
(7-1)
公差带内缩A的方案,用于基本尺寸至1000mm有配合要 求的工件和虽无配合要求但公差等级≤IT8的工件。 无配合要求公差等级≥IT9和未注公差尺寸的工件,不采
∵IT7=0.0035mm,从附表7-3查得安全裕度A=0.0035mm。 按式(7-1)确定上、下验收极限Ks和Ki,得:
Ks=Lmax-A=84.964-0.0035=84.9605mm